Изобретение относится к области электроэнергетики, а более конкретно к ремонтным зажимам для алюминиевых и сталеалюминиевых проводов воздушных линий электропередачи, которые монтируются в местах повреждений провода, возникающих от действия вибрационных колебаний или каких-то иных ударных воздействий.
Известен ремонтный зажим, используемый для восстановления и сохранения целостности проводов воздушных линий электропередачи, который выполнен в виде круглого корпуса, обжимаемого матрицами на алюминиевых повивах провода, при этом повреждение стальных сердечников провода, если таковое имеется, устраняется за счет использования дополнительной клиновой втулки, закрепляемой в корпусе зажима [1].
Однако известный зажим очень сложен по конструктивному исполнению, металлоемок и труден при монтаже на воздушных линиях электропередачи, поскольку требует при своей установке применения специальных монтажных средств и оборудования.
Наиболее близким техническим решением по отношению к заявленному зажиму является ремонтный зажим для алюминиевых и сталеалюминиевых проводов воздушных линий электропередачи, содержащий корпус, выполненный в виде изготовленной из желобообразного профиля полутрубы, в полости которой с помощью зажимного приспособления закреплен провод линии [2].
Основные недостатки этого известного ремонтного зажима:
- высокая трудоемкость при изготовлении; при промышленном производстве таких зажимов необходимо иметь, как минимум, два профиля;
- высокая металлоемкость; например отношение площади поперечного сечения этого зажима к максимальному значению поперечного сечения провода составляет 2,5-3,8;
- опрессование таких зажимов производится как круглыми, так и шестигранными матрицами; однако, поскольку большинство зажимов имеет овальную форму, даже при опрессовании шестигранными матрицами опрессование происходит неравномерно по поперечному сечению провода.
Заявитель предлагает новую конструкцию ремонтного зажима, позволяющего избавиться от недостатков известных зажимов аналогичного назначения. Конкретный технический результат при использовании нового разработанного ремонтного зажима состоит, главным образом, в значительном снижении трудозатрат при изготовлении и металлоемкости зажима, что обеспечивается новой совокупностью существенных конструктивных признаков, зафиксированных в формуле изобретения, а именно: ремонтный зажим для алюминиевых и сталеалюминиевых проводов воздушных линий электропередачи, содержащий корпус, выполненный в виде изготовленной из желобообразного профиля полутрубы, в полости которой с помощью зажимного приспособления закреплен провод линии; упомянутое зажимное приспособление зажима выполнено в виде изготовленной из желобообразного профиля полутрубы, одинаковой с корпусом зажима, при этом с одной стороны каждой полутрубы выполнен открытый внутренний паз, а с другой стороны выполнен выступ, точно повторяющий форму и размеры указанного паза таким образом, что при сборе выступ первой полутрубы входит в паз второй полутрубы и, соответственно, выступ второй полутрубы входит в паз первой полутрубы, причем отношение площади поперечного сечения полутруб зажима к максимальному поперечному сечению провода из группы монтируемых в зажиме проводов находится в пределах 1,4-1,8, обеспечивая снижение металлоемкости зажима в 1,65-2,45 раза; часть круглой поверхности каждой из полутруб выполнена срезанной в виде плоской грани; упомянутые паз и, соответственно, выступ выполнены овальной формы, огибающая которых повторяет дугу окружности полутрубы; упомянутые паз и, соответственно, выступ выполнены в виде многогранника; упомянутые паз и, соответственно, выступ выполнены трапецеидальной формы.
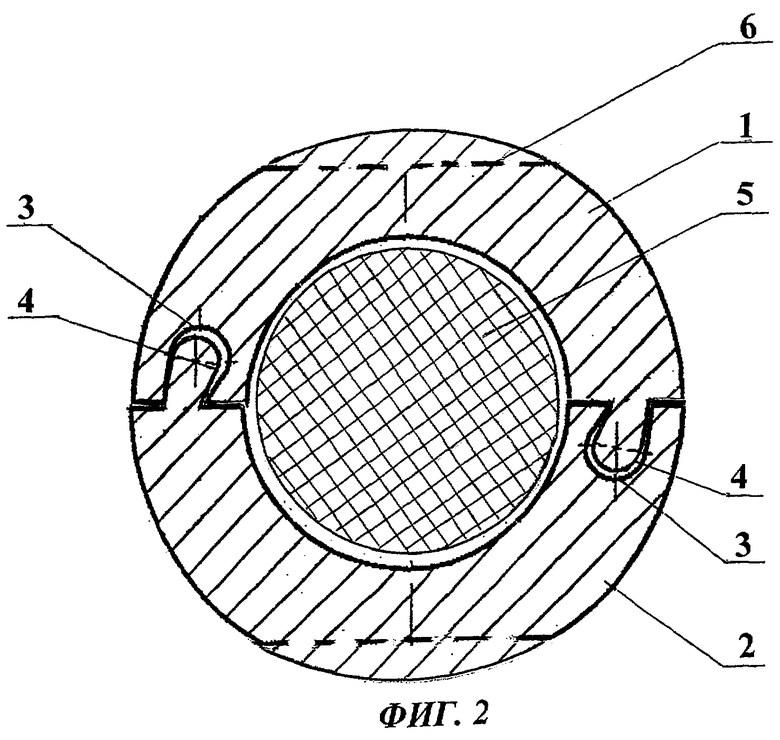
Сущность изобретения поясняется чертежами, где на фиг.1 - общий вид изготовленного из желобообразного профиля корпуса ремонтного зажима, выполненного согласно настоящему изобретению; на фиг.2 - общий вид ремонтного зажима в сборе, выполненного согласно настоящему изобретению.
Заявляемый ремонтный зажим состоит из двух одинаковых корпусов (полутруб) 1, 2, выполненных из специального желобообразного профиля.
С одной стороны каждого корпуса 1, 2 в теле выполняется внутренний открытый паз 3, а с другой стороны каждого корпуса 1, 2, соответственно, выполняется точно такой же по форме выступ 4. Пазы 3 и выступы 4 могут выполняться овальной формы (показана на фигурах 1 и 2), фактически повторяющей форму дуги окружности корпусов 1, 2, либо трапецеидальной формы, либо в форме многогранника (не показаны). В результате при сборе корпусов 1, 2 в одно целое выступ 4 первой полутрубы 1 входит в паз 3 второй полутрубы 2 и, наоборот, выступ 4 второй полутрубы 2 входит в паз 3 первой полутрубы 1.
При выполнении ремонтных работ один из корпусов 1 устанавливается на провод 5 воздушной линии электропередачи, а второй корпус 2 надвигается сверху, при этом выступы 4 корпусов 1, 2 плотно входят в свои пазы 3 и ремонтный зажим оказывается полностью собранным, образуя трубу, во внутренней полости которой находится провод 5; остается только его спрессовать шестигранными матрицами, обеспечивая равномерное обжатие провода 5. Если опрессование ведется круглыми матрицами, то для обеспечения равномерности обжатия провода часть круглой поверхности каждого из корпусов 1, 2 можно выполнить срезанной, например, в виде плоской грани (лыски) 6, которая показана на фигурах 1 и 2 пунктирной линией.
Из-за того что ремонтный зажим собирается из корпусов (полутруб) 1, 2 одного и того же желобообразного профиля с выступами 4 и пазами 3, достигается существенное уменьшение отношения поперечного сечения всего зажима к максимальному поперечному сечению провода 5 из группы монтируемых в зажиме проводов 5. В частности, это хорошо иллюстрируется из данных следующей таблицы:
зажима, мм2
Из приведенной таблицы видно, что отношение поперечного сечения серийного зажима к максимальному поперечному сечению провода из группы монтируемых в ремонтном зажиме составляет 2,5-3,8. Отношение поперечного сечения нового зажима к максимальному поперечному сечению провода из группы монтируемых в ремонтном зажиме составляет всего 1,4-1,8, что позволяет снизить металлоемкость ремонтных зажимов в 1,65-2,45 раза. Кроме того, значительно снижаются затраты на оснастку, поскольку для предлагаемых ремонтных зажимов требуется в два раза меньше оснастки, так как один ремонтный зажим комплектуется двумя совершенно одинаковыми корпусами, изготовляемыми из одного и того же специального профиля.
В ЗАО "МЗВА" проводятся испытания новых ремонтных зажимов для подготовки их к серийному выпуску.
Источники информации
[1] Патент Великобритании №1245826, класс Н 01 R 5/10, 11/08, опубликован 08.09.1971 г.
[2] "Справочник по Строительству и Реконструкции Линий Электропередачи Напряжением 0,4-500 кВ", Москва "Издательство НЦ ЭНАС", 2003 г., стр.125-126, рис.1.44 (ремонтные зажимы).
| название | год | авторы | номер документа |
|---|---|---|---|
| НАТЯЖНОЙ ПРЕССУЕМЫЙ ЗАЖИМ | 2003 |
|
RU2232455C1 |
| ЗАЖИМ ДЛЯ РЕМОНТА ПРОВОДОВ ВОЗДУШНЫХ ЛИНИЙ ЭЛЕКТРОПЕРЕДАЧИ И СПОСОБ ЕГО УСТАНОВКИ | 2019 |
|
RU2717105C1 |
| НАТЯЖНОЙ ПРЕССУЕМЫЙ ЗАЖИМ (ВАРИАНТЫ) | 2019 |
|
RU2711333C1 |
| СОЕДИНИТЕЛЬНЫЙ ЗАЖИМ КОМБИНИРОВАННОГО ТИПА | 2004 |
|
RU2272343C1 |
| НАТЯЖНОЙ ПРЕССУЕМЫЙ ЗАЖИМ | 2016 |
|
RU2631858C2 |
| СОЕДИНИТЕЛЬНЫЙ ПРЕССУЕМЫЙ ЗАЖИМ | 2017 |
|
RU2660172C1 |
| НАТЯЖНОЙ ЗАЖИМ | 2020 |
|
RU2743137C1 |
| СОЕДИНИТЕЛЬНЫЙ ПРЕССУЕМЫЙ ЗАЖИМ (ВАРИАНТЫ) | 2019 |
|
RU2716284C1 |
| НАТЯЖНОЙ ПРЕССУЕМЫЙ ЗАЖИМ | 2019 |
|
RU2721083C1 |
| СПОСОБ ПОВЫШЕНИЯ ПРОЧНОСТИ ЗАДЕЛКИ ПРОВОДОВ, ИХ КОНСТРУКТИВНЫХ ЭЛЕМЕНТОВ: СЕРДЕЧНИКОВ, ТОКОПРОВОДЯЩИХ ПОВИВОВ, И СТАЛЬНЫХ КАНАТОВ В ПРЕССУЕМОЙ АРМАТУРЕ ДЛЯ ВОЗДУШНЫХ ЛИНИЙ ЭЛЕКТРОПЕРЕДАЧИ | 2016 |
|
RU2679008C1 |
Изобретение относится к электроэнергетике и может быть использовано в качестве ремонтного зажима для алюминиевых и сталеалюминиевых проводов воздушных линий электропередачи. Зажим выполняется в виде двух одинаковых полутруб из специального желобообразного профиля. На каждой полутрубе делаются с одной стороны паз и с другой стороны точно такой же выступ, выступы и пазы могут быть самой различной формы от многогранника до овала. При сборке зажима выступ одной полутрубы входит в паз второй полутрубы и, наоборот, выступ второй полутрубы входит в паз первой полутрубы. В таком состоянии полутрубы вместе с ремонтируемым проводом спрессовываются шестигранными или круглыми матрицами на воздушной линии электропередачи. Отношение площади поперечного сечения полутруб зажима к максимальному поперечному сечению монтируемых проводов при этом будет в пределах 1,4÷1,8. В результате новый ремонтный зажим обеспечивает снижение металлоемкости в порядка 1,65÷2,45 раза. Технический результат - повышение технологичности и снижение металлоемкости. 4 з.п. ф-лы, 2 ил., 1 табл.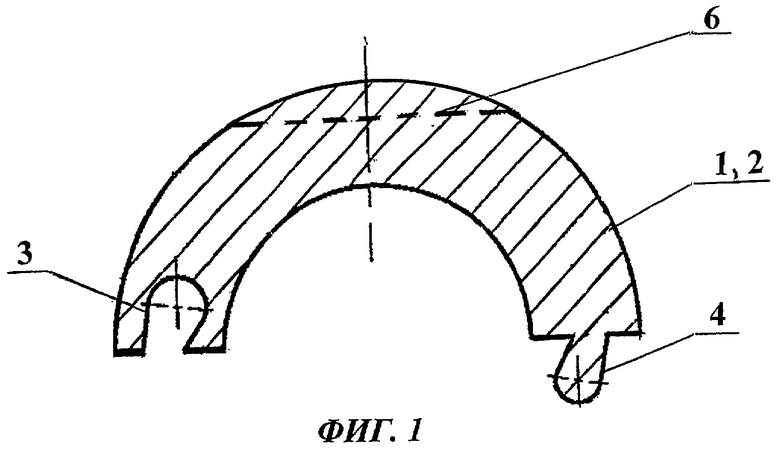
| Электрический соединитель | 1975 |
|
SU597355A3 |
| Соединительный прессуемый зажим и способ его монтажа | 1985 |
|
SU1363351A1 |
| Способ подготовки природного газа к транспорту | 1983 |
|
SU1245826A1 |

