Изобретение относится к области индукционного нагрева тонких плоских изделий в электромагнитном поле. В частности, изобретение может использоваться для нагрева кромок тонких слябов с толщиной 20-50 мм и полос подката в современных линиях "непрерывная разливка - непрерывная прокатка"; для подогрева кромок металлических лент в непрерывных линиях нанесения покрытий и в других тому подобных случаях, когда необходим нагрев длинномерных плоских тонких изделий в электромагнитном поле.
Необходимость локального нагрева кромок тонких плоских длинномерных изделий (полос, слябов, подката и т.п.) возникает в связи с тем, что в процессе изготовления при перемещении изделия от операции к операции возникает неравномерность распределения температуры по ширине изделия вследствие более быстрого остывания кромок по сравнению с основной массой изделия. Это приводит к неравномерности свойств готового изделия. Особо остро эта проблема стоит в области металлургии в станах непрерывного изготовления проката. В настоящее время наиболее эффективным средством ее решения признано применение дополнительного локального подогрева кромок между операциями с использованием индукционного нагрева с помощью щелевых индукторов различных конструкций.
Известен щелевой индуктор с продольным магнитным полем [1], позволяющий сосредоточить нагрев в области кромок и представляющий собой витки индуктирующего провода, расположенные параллельно на небольшом расстоянии друг от друга и образующие щель, через которую пропускается обрабатываемое плоское изделие, например полоса. Витки выполнены в форме плоских, близких к прямоугольным, рамок, электрически соединенных последовательно. Зона нагрева в такой конструкции определяется шириной витков над кромкой. Такой индуктор конструктивно достаточно прост.
Недостатком такого индуктора является необходимость использования достаточно высокой частоты тока, при которой глубина проникновения тока не превышала бы 2,5-3 толщины изделия, что ведет к существенному удорожанию источника питания. Неправильный выбор частоты приводит к резкому ухудшению эффективности нагрева. Кроме того, из-за больших потоков рассеивания данный тип индуктора имеет низкий коэффициент мощности.
Наиболее близким по технической сущности к предлагаемому решению (прототип) является известный вариант индуктора с поперечным магнитным полем для нагрева кромок плоского изделия (полосы), так называемый С-образный индуктор [2]. Такой индуктор включает С-образный магнитопровод, между двумя незамкнутыми частями которого образуется щель, две спирали (катушки) индуктирующего провода, расположенные соответственно вокруг незамкнутых частей магнитопровода и электрически соединенные между собой. В такой конструкции плоскость щели перпендикулярна незамкнутым частям магнитопровода, спирали индуктирующего провода расположены по обе стороны от плоскости щели и их оси перпендикулярны ей. Существенно, что роль катушек сводится только к генерации магнитного потока, проходящего в магнитопроводе.
Через щель пропускается кромка полосы, магнитный поток пронизывает ее поперек, и наведенные в плоскости полосы токи концентрируются у кромки, вызывая ее нагрев, и замыкаются по основной массе металла, не приводя к ее заметному нагреву, то есть в этом случае выделение мощности происходит непосредственно на кромке полосы.
Основное достоинство такого индуктора - нагрев происходит на существенно более низкой частоте, чем при нагреве в продольном магнитном поле, резко улучшаются энергетические показатели индуктора (КПД и коэффициент мощности) и возможность согласования его с источником питания без дополнительного трансформатора путем выбора оптимального количества витков.
Недостатком такого индуктора является необходимость строгого позиционирования магнитопровода индуктора относительно кромок полосы с достаточно небольшим зазором между полосой и торцами магнитопровода. Такой индуктор позволяет очень незначительно менять ширину зоны нагрева путем сдвига всей конструкции индуктора относительно полосы вследствие концентрации тока непосредственно на кромке изделия. Такая конструкция предполагает обязательное наличие магнитопровода для получения электромагнитной связи между индуктором и металлом полосы и, следовательно, делает устройство достаточно тяжелым и металлоемким.
Задача, решаемая предлагаемым изобретением, - создание нагревателя, объединяющего достоинства щелевого индуктора с продольным магнитным полем и С-образного индуктора с поперечным магнитным полем и обеспечивающего более широкие возможности регулирования процессом нагрева.
Техническим эффектом, обеспечивающим решение задачи, является то, что в предлагаемой конструкции нагрев объекта осуществляется не только за счет общего магнитного потока, создаваемого двумя катушками, но и за счет внешних полей каждой катушки. При этом если кромка нагревается главным образом за счет общего магнитного потока, то в целом зона нагрева определяется шириной индуктора над кромкой полосы при возможности регулирования ширины зоны нагрева путем выбора необходимого сдвига катушек относительно изделия при значительном упрощении всего нагревательного устройства и снижении его металлоемкости и хороших возможностях согласования с источником питания путем выбора числа витков катушек.
Предлагаемая конструкция индуктора обеспечивает также возможность нагрева в продольном или в поперечном магнитном поле путем выбора соответствующих подключения или намотки катушек индуктора. При подключении катушек к двум источникам питания можно производить нагрев в смешанном поле, например, добавляя в поперечное магнитное поле составляющую продольного магнитного поля. Это приводит к расширению возможностей регулирования процессом нагрева.
Возможность регулирования ширины зоны нагрева дает возможность при установке по обе стороны обрабатываемого изделия двух индукторов с шириной индуктора над кромкой, равной практически половине ширины изделия, одновременно подогревать как кромки, так и основную массу изделия. Это позволяет отказаться от использования других индукторов для подогрева общей массы изделия.
Указанный результат достигается тем, что в известном щелевом индукторе, включающем две спирали индуктирующего провода, расположенные на расстоянии друг от друга по обе стороны от плоскости щели и электрически соединенные между собой, в отличие от известного оси спиралей индуктирующего провода расположены параллельно плоскости щели, а плоскость поперечного сечения спирали ориентирована перпендикулярно плоскости щели. Витки спирали могут иметь овальную форму, длинная ось которых ориентирована вдоль плоскости щели.
Индуктор может дополнительно содержать П-образный магнитопровод, незамкнутые стороны которого расположены внутри спиралей индуктирующего провода.
Предлагаемое изобретение является новым, так как в настоящее время не известны аналогичные щелевые индукторы, характеризуемые приведенной совокупностью признаков.
Основным отличием предлагаемого устройства является новое взаимное расположение элементов конструкции. Это отличие приводит к достижению указанного технического эффекта. Дополнительные отличия вариантов выполнения обеспечивают достижение дополнительных преимуществ.
Сущность предлагаемого решения заключается в том, что отличия предлагаемой конструкции обеспечивают возможность регулирования ширины зоны нагрева путем выбора необходимого сдвига катушек относительно изделия при возможности согласования индуктора с источником питания путем выбора оптимального числа витков катушек. В такой конструкции индуктированный ток вследствие эффекта близости концентрируется под индуктором.
Кроме того, в такой конструкции индуктора при одинаковой полярности и одинаковом подключении катушек (ток в катушках течет в одном направлении) создается продольное поле, иначе - поперечное поле. При подключении катушек к двум источникам питания (или к одному источнику с двумя выходами) и, обеспечивая сдвиг фазы тока между верхней и нижней катушкой, можно производить нагрев в смешанном поле, например, добавляя в поперечное магнитное поле составляющую продольного магнитного поля.
Таким образом, путем выбора соответствующих подключения или намотки катушек индуктора в такой конструкции обеспечивается возможность нагрева в продольном, поперечном или смешанном магнитном поле по выбору.
Выполнение витков катушки овальной формы с длинной осью, ориентированной вдоль плоскости щели, является предпочтительным. При этом оптимальным является соотношение размера витка в направлении длинной оси и размера витка в направлении короткой оси 2:1. Это приводит к оптимальному сочетанию нагрева общим магнитным полем и внешним полем катушек.
При наличии дополнительного П-образного магнитопровода, незамкнутые стороны которого расположены внутри витков катушки, улучшается электромагнитная связь между индуктором и изделием, что приводит к уменьшению тока и увеличению эффективности индуктора. Кроме того, по сравнению с прототипом магнитопровод защищен от излучения нагретого тела водоохлаждаемыми катушками и поэтому он находится в более благоприятных условиях эксплуатации.
Предлагаемое решение является неочевидным, так как не вытекает явным образом из существующего уровня техники. Это обусловлено тем, что в настоящее время проведение натурных исследований теплофизических процессов, протекающих в процессе индукционного нагрева в описываемых производственных условиях, практически невозможно - сверхдорого, технически очень сложно, требует вывода из режима непрерывной работы сложного производственного оборудования и т.п. Поэтому эффективно использовать методы математического моделирования. Однако разработать математическую модель, описывающую все возможные варианты использования индукционного нагрева, невозможно, поэтому для решения каждой конкретной производственной задачи приходится разрабатывать конкретную модель. Это очень сложно, так как для различных производственных ситуаций очень много специфических, конкретных и разных, определяющих процесс исходных условий и параметров. Поэтому существующие конструкции индукторов являются далекими от универсальности и заставляют для каждой новой задачи искать свое решение чаще всего путем моделирования.
Предлагаемый индуктор сочетает достоинства щелевого индуктора с продольным магнитным полем с достоинствами С-образного индуктора с поперечным магнитным полем и при этом обеспечивает очень широкие возможности выбора варианта нагрева (в продольном, поперечном, смешанном поле). Таким образом, индуктор по изобретению является более универсальным, так как позволяет решать более широкий круг технологических задач (легко адаптируется к изменению технологической задачи).
Сущность изобретения поясняется фиг.1, 2, на которых представлены:
фиг.1 - схематическое изображение предлагаемого щелевого индуктора и расположения нагреваемой полосы металла,
фиг.2 - распределение удельной мощности по ширине полосы для различных конструкций индукторов.
На фиг.1:
1 - спираль (катушка) индуктирующего провода,
2 - ось спирали индуктирующего провода,
3 - плоскость щели,
4 - П-образный магнитопровод,
5 - нагреваемая полоса металла,
6 - зазор между нагреваемой полосой и спиралью индуктора,
7 - сдвиг полосы в щели индуктора.
На фиг.2:
2а - кривая распределения температуры по ширине полосы при нагреве кромки в С-образном индукторе (прототип),
2б - кривая распределения температуры по ширине полосы при нагреве кромки в предлагаемом щелевом индукторе с магнитопроводом (изобретение),
2в - кривая распределения температуры по ширине полосы при нагреве кромки в щелевом индукторе (аналог).
Индуктор по изобретению представляет собой две спирали 1 из витков индуктирующего провода, оси 2 которых параллельны плоскости 3 щели индуктора, а плоскости сечения - перпендикулярны плоскости 3. Приведенный вариант индуктора включает П-образный магнитопровод 4, вокруг незамкнутых ветвей которого расположены витки спиралей 1. Нагреваемая полоса металла 5 устанавливается в щели индуктора относительно спирали 1 с зазором 6 и сдвигом 7 относительно дальнего (удаленного от края полосы) конца спирали 1.
На фиг.2 приведены результаты, полученные при испытании предлагаемого индуктора в листопрокатном стане для подогрева кромки полосы подката стали шириной 1400 мм, толщиной 30 мм. Скорость движения полосы - 1 метр в секунду. При мощности индуктора 2 МВт необходимо подогреть непосредственно кромку полосы на 70-80°С. Кроме того, для обеспечения необходимого запаса энергии для последующей транспортировки к прокатному стану необходимо прогреть 200-300 мм кромки полосы.
Из приведенных на фиг.2 данных видно, что индуктор по изобретению (2б) в отличие от аналога (2в) и прототипа (2а) обеспечивает одновременный нагрев как непосредственно кромки, так и зоны, близкой к кромке полосы. Это улучшает качество проката и условия эксплуатации валков прокатного стана.
Таким образом, приведенные данные наглядно доказывают преимущества предлагаемого изобретения.
Источники информации
1. Слухоцкий А.Е., Рыскин С.Е. Индукторы для индукционного нагрева. - Л.: Энергия, 1974, с.252.
2. Горбатков С.А., Кувалдин А.Б., и др. Химические аппараты с индукционным обогревом. - М.: Химия, 1985, с.22, рис.1.7 г (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| ЩЕЛЕВОЙ ИНДУКТОР | 2004 |
|
RU2272367C1 |
| Индуктор для нагрева заготовок | 1979 |
|
SU851792A1 |
| Индуктор для нагрева деталей | 1980 |
|
SU965031A1 |
| ИНДУКТОР ДЛЯ НАГРЕВА ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2000 |
|
RU2193293C2 |
| Индуктор для нагрева | 1982 |
|
SU1107349A1 |
| УСТАНОВКА ДЛЯ НАГРЕВА ХВОСТОВИКОВ АВТОСЦЕПОК | 2001 |
|
RU2237386C2 |
| УСТАНОВКА НЕПРЕРЫВНОГО ДЕЙСТВИЯ ДЛЯ СИММЕТРИЧНОГО ИНДУКЦИОННОГО НАГРЕВА ИЗДЕЛИЙ ШАРООБРАЗНОЙ ФОРМЫ | 2010 |
|
RU2433193C1 |
| СПОСОБ ЗАЩИТЫ ОТ ПЕРЕГРЕВА МНОГОВИТКОВЫХ, МНОГОСЛОЙНЫХ ИНДУКТИРУЮЩИХ КАТУШЕК | 2004 |
|
RU2317658C2 |
| Установка для отпуска кромок листового металлопроката | 2023 |
|
RU2817655C1 |
| СПОСОБ ИНДУКЦИОННОГО НАГРЕВАО ; ..v:;iT;;a •-<>& т^.';:!'Н':Г'',':] Ел&л::з'1 J:;A | 1965 |
|
SU173352A1 |

Изобретение относится к области индукционного нагрева тонких плоских изделий в электромагнитном поле, в частности нагрева кромок тонких слябов с толщиной 20-50 мм и полос подката. Для регулирования процесса нагрева, упрощения конструкции щелевой индуктор содержит две спирали индуктирующего провода, расположенные на расстоянии друг от друга по обе стороны от плоскости щели и электрически соединенные между собой, оси спиралей индуктирующего провода расположены параллельно плоскости щели, а плоскость поперечного сечения спирали ориентирована перпендикулярно плоскости щели. Витки спирали могут иметь овальную форму, длинная ось которых ориентирована вдоль плоскости щели. Дополнительно индуктор может включать П-образный магнитопровод, незамкнутые стороны которого расположены внутри спиралей индуктирующего провода. Такой индуктор путем выбора соответствующих подключения или намотки катушек обеспечивает возможность нагрева в продольном, поперечном или смешанном магнитном поле по выбору. 2 з.п. ф-лы, 2 ил.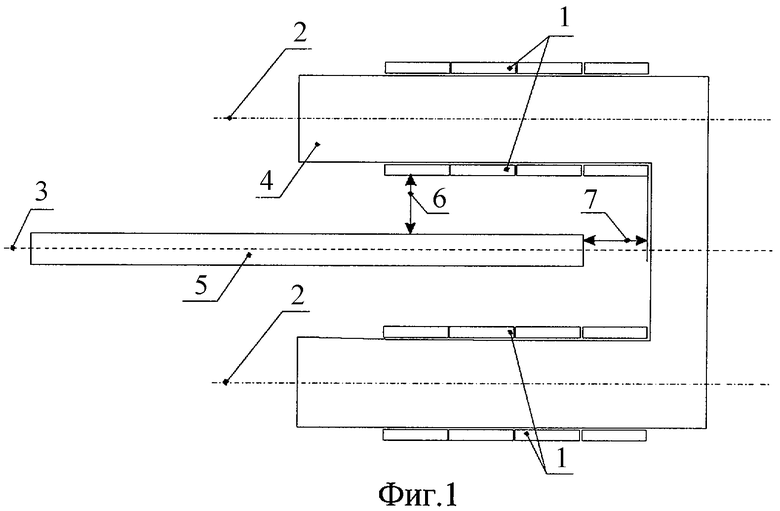
| ГОРБАТКОВ С.А | |||
| и др | |||
| Химические аппараты с индукционным обогревом, М.: Химия, 1985, с.22, рис.1.7 г | |||
| ИНДУКЦИОННОЕ УСТРОЙСТВО ДЛЯ ТЕРМООБРАБОТКИ СВАРНЫХ СТЫКОВ, НАПРИМЕР, ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ | 2001 |
|
RU2200764C2 |
| СЛУХОЦКИЙ А.Е | |||
| и др | |||
| Индуктор для индукционного нагрева, Л.: Энергия, 1975, С.252 | |||
| Индуктор для нагрева | 1982 |
|
SU1107349A1 |
| НИКОЛАЕВ Е.Н., КОРОТИН И.М | |||
| Термическая обработка металлов токами высокой частоты, М.: Высшая школа, 1977, с.143. | |||

