Известные способы индукционного нагрева движуи1,ейся ленты в иоперечном магнитном ноле не обеспечивают равномерного нагрева ленты по ширине, например всегда происходит перегрев кромок ленты но отношению ее середины.
Отличительной особенностью данного изобретения является то, что в кромках ленты индуктируют электродвижуш,ую силу, противоположиую по фазе электродвин уш,ей силе, создаваемой в ленте указанным поперечным магнитным полем, что вызывает вытеснение тока с кромок ленты.
Подобный способ индукционного нагрева обеспечивает равномерность нагрева ленты но ширине.
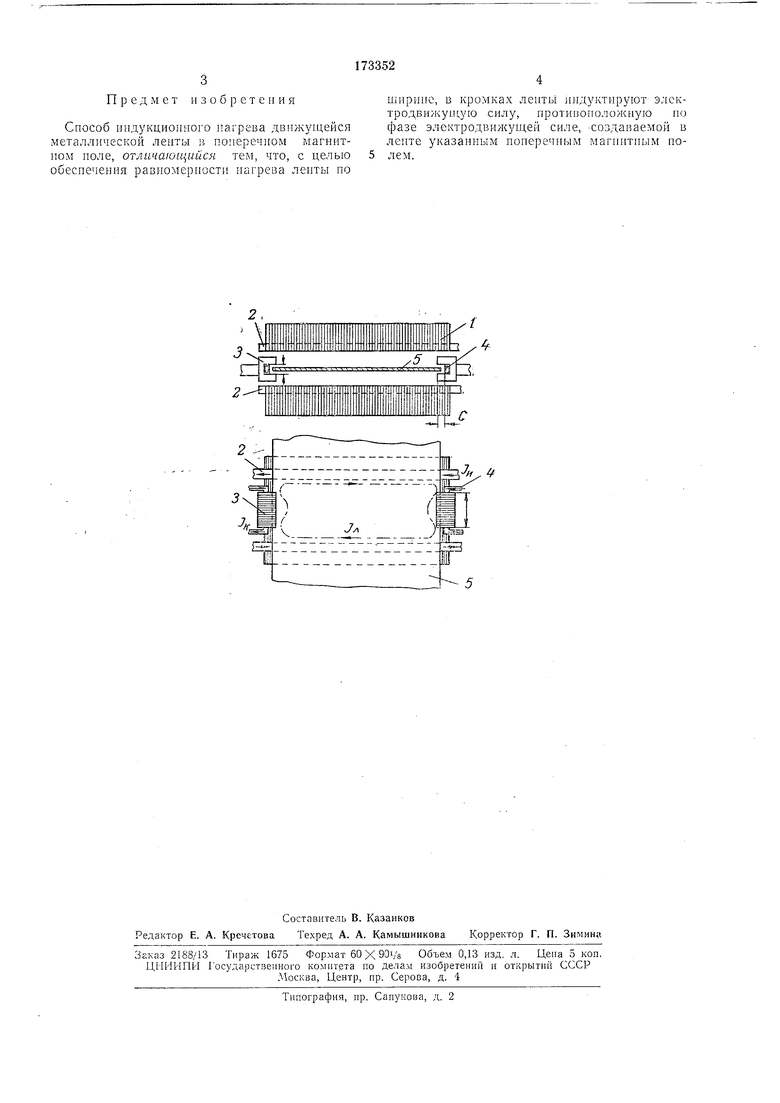
На чертеже представлен в двух проекциях один из вариантов устройства для осушествления данного снособа.
Устройство содержит нндуктор с противолежащими магнитопроводами / из ферромагнитного материала, в пазах которых размен;ены витки индуктирующего провода 2, и компенсаторы с магиитопроводами 3 П-образной формы из ферромагнитного материала, в пазах которых размещен индуктирующий провод 4 из полой медпой трубы.
компенсаторов индуктировал на кромках ленты 5 электродвижущую силу, нанравленную противоположно электродвижущей силе, индуктируемой индуктором. Электродвижущая сила У , индуктируемая компенсаторами в ленте, имеет максимальное значение непосредственно на кромках ленты 5 и резко уменьщается по мере удаления от кромок к середине ленты 5. В результате воздействие компенсаторов оттесняет ток /„ , индуктируемый в ленте 5 основным индуктором, от кромок в зону, прилегающую к кромкам. Таким образом, воздействие компенсаторов приводит к умепьшепию интенсивности нагрева кромок ленты и увеличивает нагрев в зоне, прилегающей к кромкам, т. е. в той зоне, в которой при известных способах нагрева наблюдалось снижение температуры по сравнению с центральной зоной ленты.
Подключение комненсаторов к основному индуктору производят через разъемные контакты. Это позволяет осуществлять точную настройку системы при регулировании темиературы кромок ленты и перемещение компенсаторов при переходе к нагреву ленты др)гой щирины.
Предмет изобретения
Способ индукционного нагрева двнжугцейся металлической ленты в понеречном магнитном ноле, отличающийся тем, что, с целью обеспечения равномерности нагрева ленты по
ширине, в кромках ленты индуктируют электродвижущую силу, протипогшложную по фазе электродвижущей силе, создаваемой в ленте указанным нонеречргым магнитным нолем.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЫСОКОЧАСТОТНОЙ СВАРКИ | 1972 |
|
SU334025A1 |
| СПОСОБ ИНДУКЦИОННОГО НАГРЕВА ПЛОСКИХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ, В ЧАСТНОСТИ ЛЕНТЫ | 2000 |
|
RU2187214C2 |
| ИНДУКЦИОННЫЙ НАГРЕВАТЕЛЬ | 1973 |
|
SU396375A1 |
| ЩЕЛЕВОЙ ИНДУКТОР | 2004 |
|
RU2272367C1 |
| Устройство для индукционного контурного нагрева изделий | 1981 |
|
SU1014927A1 |
| Способ одновременного индукционного нагрева нескольких кольцевых контуров | 1975 |
|
SU538857A1 |
| ЩЕЛЕВОЙ ИНДУКТОР | 2004 |
|
RU2286394C2 |
| УСТРОЙСТВО для ИНДУКЦИОННОГО НАГРЕВА КРОМОКШТРИПСА | 1967 |
|
SU191704A1 |
| Способ управления индукционным нагревом деталей | 1982 |
|
SU1036770A1 |
| Трехфазная индукционная установка для нагрева металлических лент поперечным магнитным полем | 1986 |
|
SU1653184A1 |
mmMil
