Заявляемое изобретение относится к области машиностроения, в частности к технологическому оборудованию для проведения термообработки, и может быть использовано для отпуска кромок листового металлопроката после кислородной резки.
Проблемой, на решение которой направлено заявляемое изобретение, является подкаливание кромок листового металлопроката различной конфигурации в результате кислородной разделки, требующее последующего отпуска для уменьшения износа инструмента при дальнейшей механической обработке кромок.
Задача, на решение которой направлено заявляемое изобретение является осуществление отпуска кромок листового металлопроката сложных конфигураций (криволинейных и коротких участков, имеющих ломаную геометрию) с необходимой производительностью и минимальными затратами.
Технический результат заключается в расширении технических и эксплуатационных возможностей установки.
Дополнительный технический результат заключается в повышении производительности выполняемых работ за счет экономии электроэнергии и снижения трудоемкости подготовительных и вспомогательных операций.
Из предшествующего уровня техники (авторское свидетельство на изобретение SU 644848, заявка №.2367250/02 от 27.05.1976, опубликовано 30.01.1979 бюл. №4) известна установка для закалки криволинейных поверхностей, содержащая поворотный индуктор, стол с планшайбой для установки изделия, привод вращения и привод возвратно-поступательного перемещения стола и следящее устройство, щуп которого взаимодействует с закаливаемой поверхностью, отличающаяся тем, что, с щелью расширения технологических возможностей, устройство снабжено контактирующим с планшайбой стола и установленным на выходном валу привода вращения с возможностью поворота вокруг оси, перпендикулярно своей оси вращения, роликом и приводом одновременного поворота индуктора и ролика, при этом ось поворота ролика совмещена с осью поворота индуктора.
Недостатки данной конструкции:
- техническая сложность конструкции, осуществление закалки только деталей типа тела вращения, низкая производительность.
Также из предшествующего уровня техники (авторское свидетельство на изобретение SU 500251, заявка №1603154/22-2 от 25.12.1970, опубликовано 25.01.1976 бюл. №3) известна установка для термообработки листовых изделий, содержащая автоматическую линию для формообразования и термообработки листовых изделий, состоящую из индукционного нагревателя с загрузочноориентирующим устройством и гидропресса, установленных на раме. Индукционный нагреватель содержит два индуктора, батарею конденсаторов, подъемную раму с гидроцилиндром подъема и перемещающуюся гидроцилиндром по раме каретку. На каретке установлен кронштейн с подъемником 12, на штоке которого смонтирована магнитная плита. С кареткой связаны шагающие направляющие, а на корпусе нагревателя имеются неподвижные кронштейны. Загрузочно-ориентирующее устройство содержит рольганг и базирующие упоры и для правильной установки стопы листовых деталей. На гидропрессе установлен душирующий штамп для формообразования (гибки) и термообработки листовых изделий, состоящий из нижней н верхней частей, укрепленных соответственно на столе пресса в ползуне. На столе пресса на осях кронштейнов установлены поворотные подпружиненные горизонтальные опоры, утапливаемые изделием при формообразовании в пазы штампа, и вертикальные ориентирующие опоры.
Недостатки данной конструкции:
- невозможность проведения термообработки сложных криволинейных поверхностей.
Кроме того, из предшествующего уровня техники (авторское свидетельство на изобретение SU 1659496, заявка №4626427/02 от 27.12.1988, опубликовано 30.06.1991 бюл. №24) известна установка для отпуска кромок листов, содержащая загрузочный стол с системой центрирования в виде упоров и индукторы, отличающаяся тем, что, с целью повышения производительности, установка снабжена имеющим возможность перемещения над загрузочным столом порталом с закрепленными на нем направляющими и имеющими возможность перемещения по ним навстречу одна другой каретками с имеющими возможность вращения вертикальными валами, при этом индукторы закреплены на вертикальных валах, система центрирования выполнена в виде установленных на загрузочном столе перпендикулярно его продольной оси попарных опор, при этом одна из опор в каждой паре имеет возможность перемещения навстречу другой, а упоры расположены перпендикулярно продольной оси стола со стороны стационарных опор.
Конструкция данной установки выбрана в качестве прототипа.
Недостатки данной конструкции:
- невозможность обработки листов, имеющих сложную конфигурацию кромок (термообработка только поперечных и продольных кромок).
- ограниченная производительность, связанная с тем, что отпуск продольных кромок производится поочередно, при этом после отпуска одной кромки необходимо отводить индукторы в их исходное положение за габарит листа и перемещать порталом на всю длину листа ко второй кромке.
Указанный технический результат достигается тем, что заявленная установка для отпуска кромок листового металлопроката, содержащая раму, на которой установлены колонны с установленными на них индукторами, имеющими возможность поворота вокруг осей их колонн, отличающаяся тем, что на одной колонне установлен большой индуктор для отпуска длинных участков прямолинейных кромок листового проката, а на двух других колоннах установлены малые индукторы для отпуска криволинейных кромок и коротких участков кромок листового проката, имеющих ломаную геометрию, малые индукторы закреплены на колоннах посредством скоб, позволяющих дополнительно осуществлять поворот вокруг оси скоб, большой индуктор и малые индукторы состоят из неподвижного п-образного магнитопровода, закрепленного посредством кронштейна на скобе болтами через электроизоляционную прокладку и двух подвижных полюсных наконечников, при этом магнитопровод набран из плоских вертикальных п-образных пластин, покрытых электроизоляционным лаком, стянутых между собой шпильками, изолированными от пластин, на верхнюю и нижнюю часть магнитопровода надеты катушки, представляющие собой полые медные трубки навитые по спирали, на концах катушек имеются штуцеры для подсоединения рукавов подачи охлаждающей жидкости и контактные пластины для подачи напряжения, к торцам магнитопровода посредством болтов через вертикальные пазы, выполняющие функцию направляющих, прикреплены полюсные наконечники, представляющие собой комплект плоских вертикальных пластин, стянутых между собой шпильками, удерживаемые в вертикальном положении при помощи пневмоцилиндров, закрепленных на скобе и имеющих возможность перемещаться в вертикальном направлении, сохраняя контакт с торцевыми поверхностями магнитопровода, причем большой индуктор имеет увеличенную длину полюсных наконечников и магнитопроводов по сравнению с малыми индукторами.
Отличительные (от прототипа) признаки:
- Использование установки для отпуска кромок листового металлопроката, содержащей три вертикальные колонны, на одной из которых установлен большой индуктор, а на двух других скобы с закрепленными в них малыми индукторами позволяет подводить их к любым криволинейным и ломаным кромкам листового металлопроката, обеспечивая проведение отпуска кромок листового металлопроката сложных конфигураций;
- Ввиду п-образной конфигурации магнитопровода индуктора с подвижными полюсными наконечниками, находящимися с ним в контакте, имеется возможность проведения отпуска не только кромок листового металлопроката, а также на расстоянии от кромки листового металлопроката, что расширяет технические возможности установки;
- Конструкция индуктора обеспечивает беззазорное расположение обрабатываемого листового металлопроката в магнитном контуре, снижая при этом электрические потери на нагрев, позволяя экономить электроэнергию;
- Подвижные полюсные наконечники, сохраняющие контакт с магнитопроводом, в совокупности с беззазорным зажимом обеспечивают зажим листового металлопроката в любом (по вертикали) месте относительно проема п-образного магнитопровода индуктора, снижая требования к позиционированию листового металлопроката относительно индуктора по вертикали и соответственно позволяя экономить время, затрачиваемое на базирование листового металлопроката;
- Наличие в конструкции индукторов подвижных полюсных наконечников, зажимающих листовой металлопрокат, позволяет производить отпуск кромок листового металлопроката разной толщины, расширяя тем самым эксплуатационные возможности установки.
Сущность заявляемого изобретения поясняется графическими материалами:
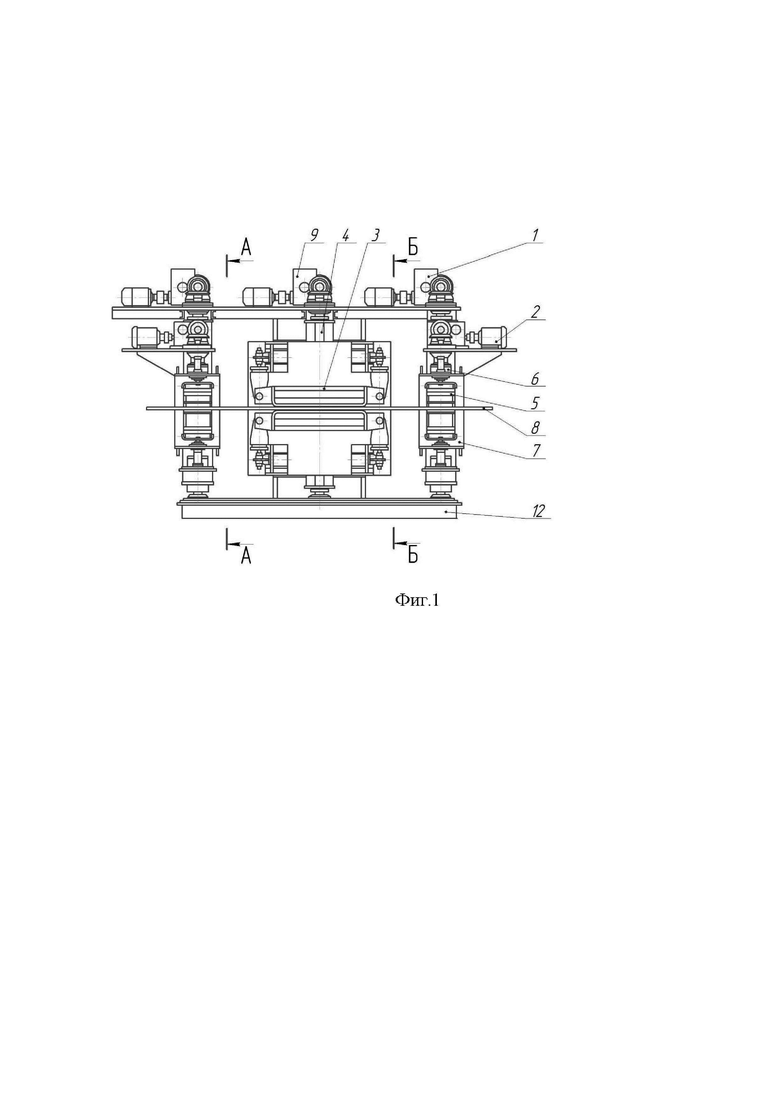
Фиг. 1 Установка для отпуска кромок листов (главный вид);
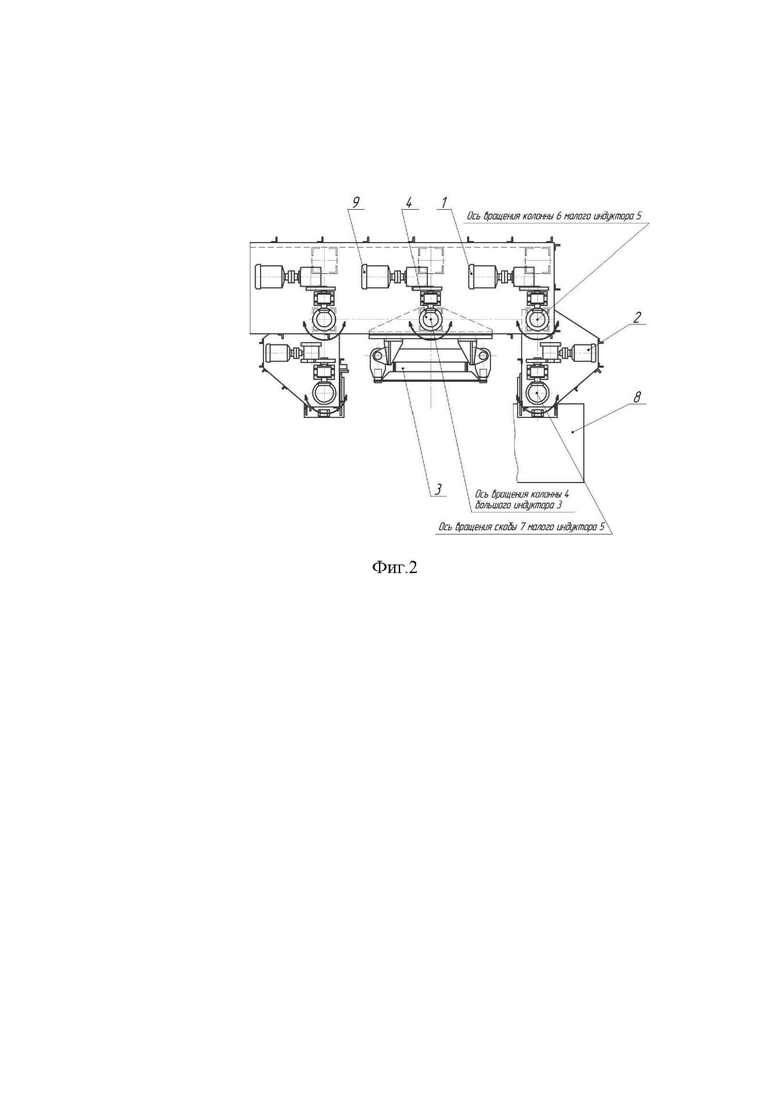
Фиг. 2 Установка для отпуска кромок листов (вид сверху);
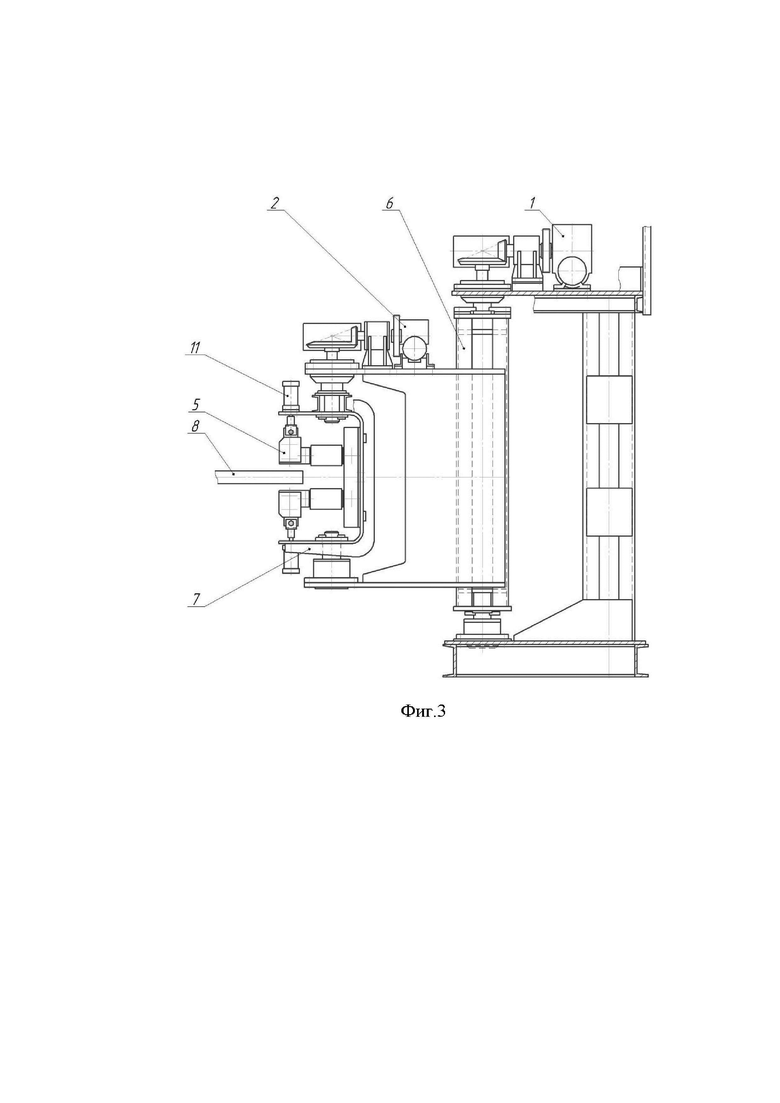
Фиг. 3 Установка для отпуска кромок листов (вид А-А);
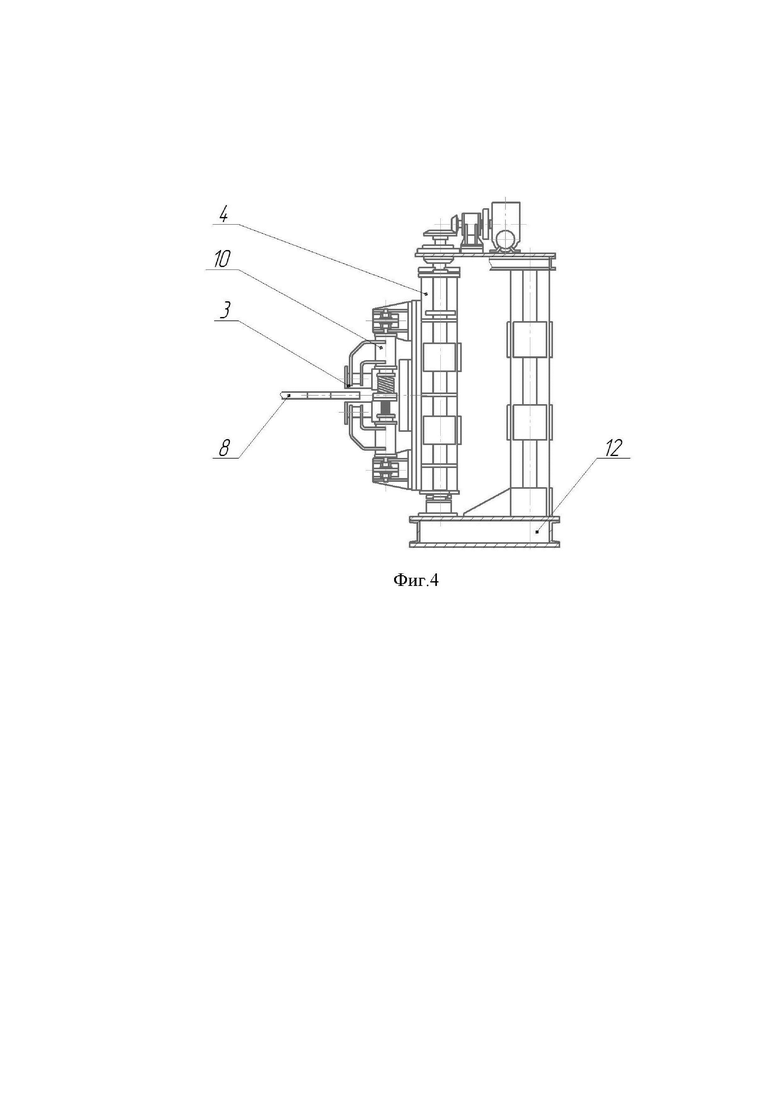
Фиг. 4 Установка для отпуска кромок листов (вид Б-Б);
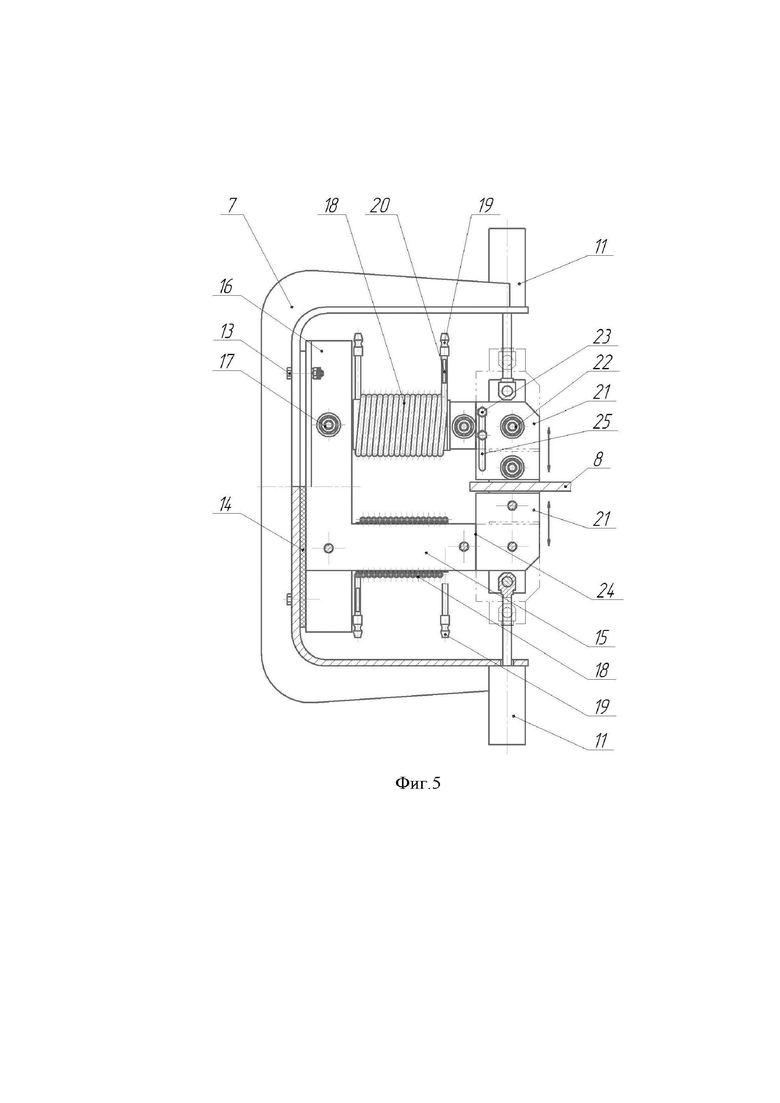
Фиг. 5 Малый индуктор;
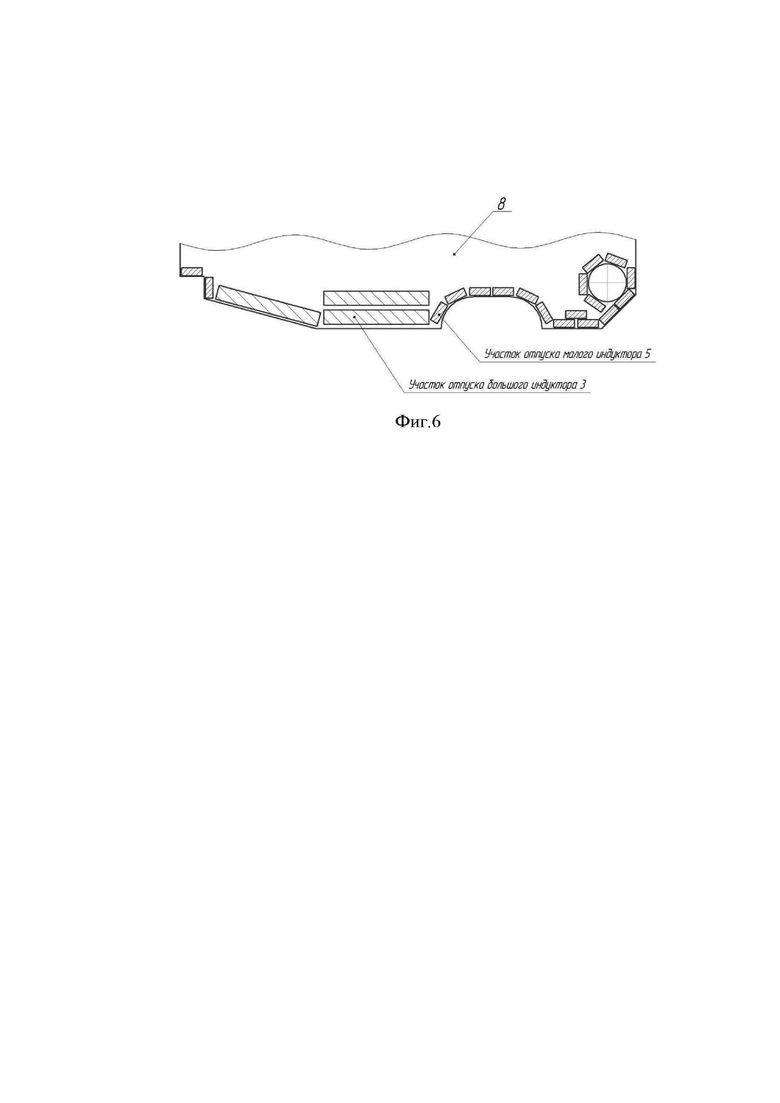
Фиг. 6 Схема расположения участков отпуска (нагрева).
Основными элементами установки для отпуска кромок листов являются:
- большой индуктор 3;
- колонна 4 большого индуктора 3;
- малый индуктор 5
- колонна 6 малого индуктора 5;
- скоба 7 малого индуктора 5;
- рама 12.
На раме 12, представляющей собой сварную металлоконструкцию установлены три вертикальные колонны: колонна 4 большого индуктора 3 и две колонны 6 малых индукторов 5.
Нагрев и соответственно отпуск кромок листового металлопроката производится индукторами. Большой индуктор 3, установленный на колонне 4 имеет возможность поворота вокруг оси колонны 4 и служит для отпуска длинных участков прямолинейных кромок. Привод поворота 9 колонны 4 большого индуктора 3, установленный в верхней части рамы 12, электромеханический и состоит из двигателя, редуктора, пиноли и зубчатой конической передачи (не обозначены).
Два малых индуктора 5, установлены по разным сторонам от большого индуктора 3 в скобах 7, которые в свою очередь закреплены на колоннах 6 и имеют возможность поворота вокруг оси колонны 6 и дополнительного поворота вокруг оси скобы 7 малого индуктора 5 и предназначены для отпуска криволинейных кромок листового металлопроката и коротких участков кромок листового металлопроката, имеющих ломаную геометрию. Приводы поворота 1 колонн 6 малых индукторов 5 электромеханические и состоят из двигателя, редуктора и зубчатой конической передачи (не обозначены). Приводы поворота 2 скоб 7 малых индукторов 5 также электромеханические и состоят из двигателя, редуктора и зубчатой конической передачи (не обозначены).
Малый индуктор 5 (фиг. 5) состоит из неподвижного п-образного магнитопровода 15 и двух подвижных полюсных наконечников 21. Крепится магнитопровод 15 с помощью кронштейна 16 болтами 13 на скобе 7 через электроизоляционную прокладку 14. Магнитопровод 15, установленный на кронштейне 16 набран из плоских вертикальных п-образных пластин (не показаны), покрытых электроизоляционным лаком, стянутых между собой шпильками 17, изолированными от пластин. На верхнюю и нижнюю часть магнитопровода надеты катушки 18, представляющие собой полые медные трубки, навитые по спирали. На концах катушек имеются штуцеры 19 для подсоединения рукавов подачи охлаждающей жидкости (не показаны) и контактные пластины 20 для подачи напряжения. К торцам магнитопровода 15 при помощи болтов 23 через вертикальные пазы 25, выполняющие функцию направляющих, прикреплены полюсные наконечники 21, представляющие собой комплект плоских вертикальных пластин, стянутых между собой шпильками 22. При помощи пневмоцилиндров 11, закрепленных на скобе 7, полюсные наконечники 21 удерживаются в вертикальном положении и могут перемещаться в вертикальном направлении, сохраняя контакт с торцевыми поверхностями 24 магнитопровода 15. Наличие постоянства контакта между п-образным магнитопроводом 15, подвижными полюсными наконечниками 21 и листовым металлопрокатом 8 снижают электрические потери на нагрев листового металлопроката 8, позволяя экономить электроэнергию.
Конструкция большого индуктора 3 является аналогичной конструкции малого индуктора 5. Основным отличием является увеличенная длина полюсных наконечников и магнитопровода.
Установка для отпуска кромок листового металлопроката работает следующим образом.
Для проведения отпуска коротких участков и криволинейных кромок листового металлопроката при помощи приводов 1 колонн 6 и приводов 2 скоб 7, малые индукторы 5 поворачиваются в необходимые положения, обрабатываемый листовой металлопрокат 8 подается в малый индуктор на необходимую глубину. После подачи воздуха в поршневые полости пневмоцилиндров 11 полюсные наконечники 21 движутся навстречу друг другу и прижимаются без зазора к листовому металлопрокату 8, тем самым формируя замкнутый, кольцеобразный, беззазорный магнитопровод, состоящий из п-образного магнитопровода 15, двух полюсных наконечников 21 и обрабатываемого листового металлопроката 8. Во внутренние полости катушек 18 начинает поступать охлаждающая жидкость, а к контактным пластинам 20 подается переменное напряжение промышленной частоты. В результате этого переменный электрический ток в катушках 18 создает магнитный поток в магнитопроводе. В зажатом между полюсными наконечниками 21 листовом металлопрокате 8, являющимся в данный момент частью магнитопровода возникают токи Фуко, которые приводят к его нагреву и соответственно отпуску в месте контакта полюсных наконечников с листовым металлопрокатом 8.
По окончании нагрева полюсные наконечники 21 малого индуктора 5 с помощью пневмоцилиндров 11 раздвигаются, освобождая листовой металлопрокат 8. Листовой металлопрокат 8 смещается на величину, равную длине полюсных наконечников 21 малого индуктора 5 и вновь зажимается. Операция отпуска повторяется последовательно на всей длине коротких участков кромок листового металлопроката 8, имеющих ломаную геометрию или криволинейную конфигурацию. При необходимости малые индукторы 5 поворачиваются приводами 1 и 2 в соответствии с конфигурацией кромки (короткие участки кромок, имеющих ломаную геометрию или кромки криволинейной конфигурации).
Для проведения отпуска продольной кромки значительной длины, листовой металлопрокат 8 подается в зону большого индуктора 3. После подачи воздуха к пневмоцилиндрам 10 большого индуктора 3, листовой металлопрокат 8 зажимается между полюсными наконечниками большого индуктора 3. Большой индуктор 3 включается на время, необходимое для нагрева кромки листового металлопроката 8 для отпуска. По окончании нагрева полюсные наконечники большого индуктора 3 раздвигаются, освобождая листовой металлопрокат 8. Листовой металлопрокат 8 смещается на величину, равную длине полюсных наконечников большого индуктора 3 и вновь зажимается. Операция отпуска повторяется последовательно на всей длине продольной кромки листового металлопроката 8. При необходимости большой индуктор 3 поворачивается приводом поворота 9 вокруг оси колонны 4 с целью ориентирования по кромке листового металлопроката 8.
После окончания работы, приводами поворота колонн и скоб индукторы возвращаются в исходные положения, листовой металлопрокат 8 отводится из зоны индукторов.
Использование установки, содержащей большой и малые индукторы, имеющими возможность поворота вокруг осей их колонн и дополнительного поворота вокруг оси скоб, позволяет производить отпуск кромок листового металлопроката в соответствии со схемой, указанной на фиг. 6. Благодаря п-образной конфигурации магнитопровода индуктора и подвижным полюсным наконечникам имеется возможность проведения отпуска не только по кромке листового металлопроката, а также на расстоянии от кромки листового металлопроката.
На АО «НПК «Уралвагонзавод» заявляемое изобретение используется в термических цехах для отпуска кромок листового металлопроката и подтвердило свою технико-экономическую эффективность.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для транспортирования сварочных электродов при термообработке их покрытий | 1980 |
|
SU1049382A1 |
| Индуктор для высокочастотной сварки | 1978 |
|
SU749597A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОМАГНИТНОГО ПЕРЕМЕШИВАНИЯ РАСПЛАВЛЕННЫХ МЕТАЛЛОВ | 2019 |
|
RU2712676C1 |
| ЛИНЕЙНЫЙ ЭЛЕКТРОДВИГАТЕЛЬ | 2004 |
|
RU2275732C2 |
| Ветроколесо электрогенератора сегментного типа | 2015 |
|
RU2645877C2 |
| ВЗРЫВОЗАЩИЩЕННОЕ ВЫСОКОЧАСТОТНОЕ НАГРЕВАТЕЛЬНОЕ УСТРОЙСТВО, ПРИМЕНЯЕМОЕ В БЕЗОГНЕВОЙ РЕМОНТНОЙ ТЕХНОЛОГИИ | 1997 |
|
RU2145468C1 |
| Устройство индукционного нагрева движущегося листового материала поперечным магнитным потоком | 1982 |
|
SU1070709A1 |
| Ротор явнополюсной электрической машины | 1983 |
|
SU1140205A1 |
| СЕЙСМОГРАФ | 1991 |
|
RU2030767C1 |
| Индуктор для высокочастотной сварки | 1975 |
|
SU837674A1 |
Изобретение относится к области машиностроения, в частности к технологическому оборудованию для проведения термообработки, и может быть использовано для отпуска кромок листового металлопроката после кислородной резки. Установка для отпуска кромок листового металлопроката содержит раму, на которой установлены колонны с установленными на них индукторами, имеющими возможность поворота вокруг осей их колонн. На одной колонне установлен большой индуктор для отпуска длинных участков прямолинейных кромок листового проката, а на двух других колоннах установлены малые индукторы для отпуска криволинейных кромок и коротких участков кромок листового проката, имеющих ломаную геометрию, малые индукторы закреплены на колоннах посредством скоб, позволяющих дополнительно осуществлять поворот вокруг оси скоб, большой индуктор и малые индукторы состоят из неподвижного П-образного магнитопровода, закрепленного посредством кронштейна на скобе болтами через электроизоляционную прокладку и двух подвижных полюсных наконечников. Магнитопровод набран из плоских вертикальных П-образных пластин, покрытых электроизоляционным лаком, стянутых между собой шпильками, изолированными от пластин, на верхнюю и нижнюю части магнитопровода надеты катушки, представляющие собой полые медные трубки, навитые по спирали, на концах катушек имеются штуцеры для подсоединения рукавов подачи охлаждающей жидкости и контактные пластины для подачи напряжения, к торцам магнитопровода посредством болтов через вертикальные пазы, выполняющие функцию направляющих, прикреплены полюсные наконечники, представляющие собой комплект плоских вертикальных пластин, стянутых между собой шпильками, удерживаемые в вертикальном положении при помощи пневмоцилиндров, закрепленных на скобе и имеющих возможность перемещения в вертикальном направлении, сохраняя контакт с торцевыми поверхностями магнитопровода, причем большой индуктор имеет увеличенную длину полюсных наконечников и магнитопроводов по сравнению с малыми индукторами. Технический результат заключается в расширении технических и эксплуатационных возможностей установки. 6 ил.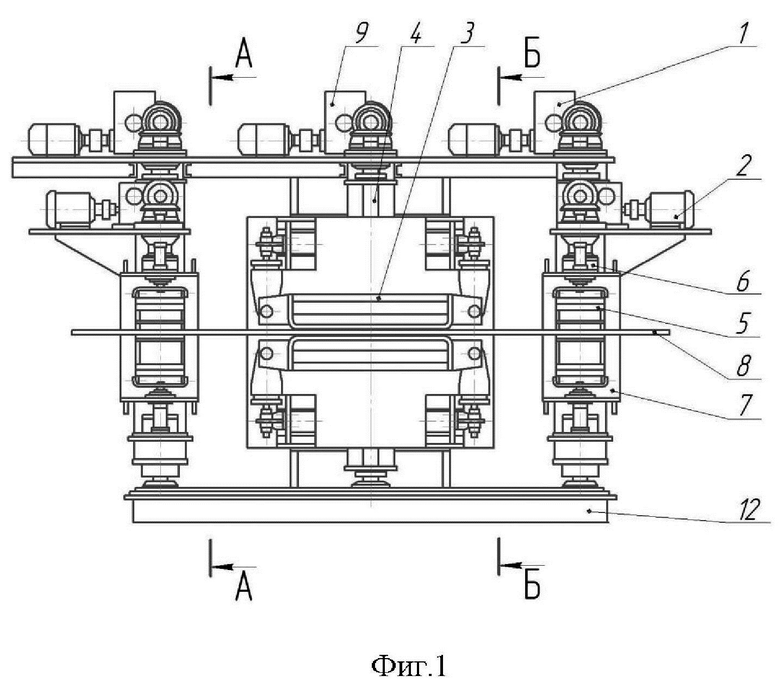
Установка для отпуска кромок листового металлопроката, содержащая раму, на которой установлены колонны с установленными на них индукторами, имеющими возможность поворота вокруг осей их колонн, отличающаяся тем, что на одной колонне установлен большой индуктор для отпуска длинных участков прямолинейных кромок листового проката, а на двух других колоннах установлены малые индукторы для отпуска криволинейных кромок и коротких участков кромок листового проката, имеющих ломаную геометрию, малые индукторы закреплены на колоннах посредством скоб, позволяющих дополнительно осуществлять поворот вокруг оси скоб, большой индуктор и малые индукторы состоят из неподвижного П-образного магнитопровода, закрепленного посредством кронштейна на скобе болтами через электроизоляционную прокладку, и двух подвижных полюсных наконечников, при этом магнитопровод набран из плоских вертикальных П-образных пластин, покрытых электроизоляционным лаком, стянутых между собой шпильками, изолированными от пластин, на верхнюю и нижнюю часть магнитопроводов надеты катушки, представляющие собой полые медные трубки, навитые по спирали, на концах катушек имеются штуцеры для подсоединения рукавов подачи охлаждающей жидкости и контактные пластины для подачи напряжения, к торцам магнитопровода посредством болтов через вертикальные пазы, выполняющие функцию направляющих, прикреплены полюсные наконечники, представляющие собой комплект плоских вертикальных пластин, стянутых между собой шпильками, удерживаемые в вертикальном положении при помощи пневмоцилиндров, закрепленных на скобе и имеющих возможность перемещения в вертикальном направлении, сохраняя контакт с торцевыми поверхностями магнитопровода, причем большой индуктор имеет увеличенную длину полюсных наконечников и магнитопроводов по сравнению с малыми индукторами.
| Установка для отпуска кромок листов | 1988 |
|
SU1659496A1 |
| Установка для отпуска кромок листов | 1990 |
|
SU1775483A1 |
| DE 102013017858 A1, 24.07.2014 | |||
| JP 2005054225 A, 03.03.2005. | |||
