Изобретение относится к металлургии и литейному производству и может быть использовано для получения отливок, требующих высокую теплопроводность. Так, например, прокладки во втулках и подшипниках из бронзы должны обладать высокой теплопроводностью.
Известен способ повышения теплопроводности меди электронно-лучевой плавкой, при которой содержание в меди газовых (O2, Н2, N2) и легкоплавких металлических примесей (Pb, Bi, Sb и др.) может быть значительно снижено. Медь, полученная электронно-лучевой плавкой, характеризуется более высокой теплопроводностью [1]. Примесные элементы (Au, Zn, Pt, Pb, Ni, As, P) снижают теплопроводность меди [2, 3].
Недостатками этого способа являются большая энергоемкость и необходимость дорогостоящего оборудования.
В качестве аналога можно привести способ выплавки меди и ее сплавов методом вакуумной плавки, при которой также происходит уменьшение содержания газов и легкоплавких металлов, снижающих тепло- и электропроводность.
Недостаток данного способа - использование дорогостоящего вакуумного оборудования не только в процессе выплавки, но и в процессе заливки металлов в литейную форму, что затрудняет процесс получения плотных отливок из медных сплавов, склонных к газонасыщению.
Также существует способ повышения теплопроводности меди методом обработки холодом в среде жидкого азота. Так, например, теплопроводность меди марки M1 при 300 К составляет 400  , а при 20 К - 1500 [4].
, а при 20 К - 1500 [4].
Однако данный способ не имеет практического применения.
Существует способ раскисления и рафинирования для повышения теплопроводности, заключающийся в применении новых защитно-восстановительных флюсов, снижающих газонасыщенность расплава, удаляющих вредные примеси, уменьшающих безвозвратные потери металла.
Катодная медь марки МО содержит до 25·10-5 O2 и до 40·10-5 Н2 [5]. Сущность данного способа заключается в следующем. Графитовую крошку (0,03-0,06%) выдерживали в печи 5-10 мин в конце периода окисления, после чего снимали шлак. Затем для быстрого восстановления закиси меди в период «дразнения» наводили 0,01-0,05% графитовой крошки. После этого медный расплав полностью был раскислен, получены плотные слитки, графитовая крошка хорошо покрывала поверхность расплава, а образующиеся шлаки легко снимались [6].
Недостатками данного способа уменьшения газонасыщенности и содержания вредных примесей для повышения теплопроводности являются газовыделение при раскислении расплава углеродом, увеличение продолжительности процесса плавки и сложность подготовки графитовых крошек, что ухудшает санитарно-гигиенические условия работы в литейных цехах.
Все вышеперечисленные способы не позволяют увеличивать теплопроводность в 1,5 и более раз.
В качестве наиболее близкого аналога по совокупности существенных признаков и назначению принят способ обработки расплава меди и ее сплавов наносекундными электромагнитными импульсами, раскрытый в RU 2198945 С2, C 22 F 3/00, 20.02.2003 [7].
Предложенный способ отличается от способа, раскрытого в [7] тем, что расплав выдерживают при температуре 1250°С в течение 5 минут, а последующую электромагнитную обработку проводят в течение 10-15 минут.
Технической задачей, на решение которой направлено данное изобретение, является способ обработки жидких меди и оловянистой бронзы, включающий выдержку при температуре 1250°С в течение 5 минут и обработку расплава наносекундными электромагнитными импульсами (НЭМИ) в течение 10-15 мин.
Технические результаты заключаются в существенном повышении теплопроводности (в 1,5 и 2,0 раза соответственно для меди и оловянистой бронзы) и плотности при 20°С.
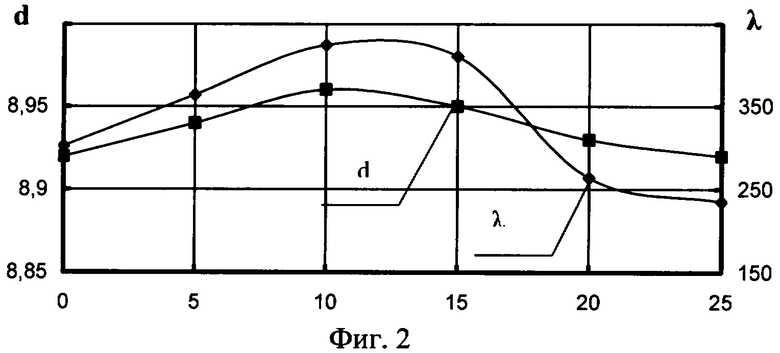
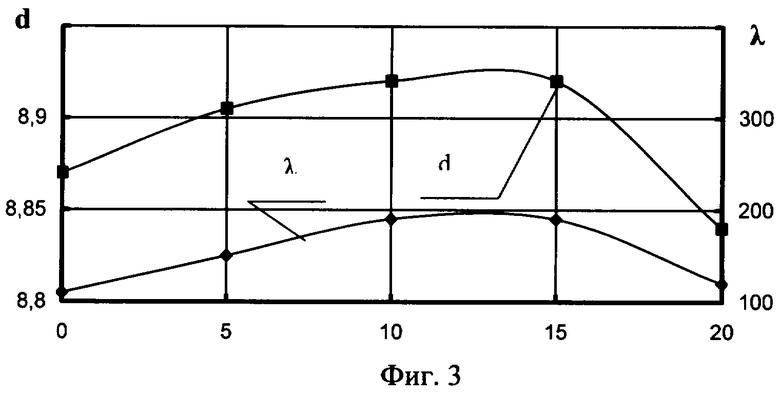
Сущность изобретения поясняется чертежами, где на фиг.1. показана схема установки для обработки НЭМИ металлических расплавов, на фиг.2 и фиг.3 представлены графики влияния времени обработки НЭМИ жидкой фазы, соответственно, меди и бронзы на теплопроводность (Вт/м·К) и плотность (г/см3). В ходе работы применяют электролитическую медь марки МО и оловянистую бронзу (Cu+6,0 мас.% Sn).
Схема установки для обработки НЭМИ жидких фаз меди и бронзы представляет собой нагревательную печь сопротивления 1 с погруженным в исследуемый расплав в графитовом тигле 2 стальным излучателем 4. Для предохранения стального излучателя от контакта с жидким металлом (сплавом) используют алундовый наконечник 3, прозрачный для наносекундных электромагнитных волн. Провода 6, соединенные с излучателем и тиглем, подключают к генератору НЭМИ 7. Плавку проводят на установке «Параболоид-4» конструкции ЦНИИТМАШа.
Генератор НЭМИ (ГНИ-01-1-6), изготовленный Южно-Уральским государственным университетом, имеет следующие параметры:
- полярность импульсов - положительная;
- амплитуда импульсов более 8 кВ;
- длительность импульсов - 0,5 нс;
- мощность одного импульса более 1 МВт;
- максимальная допустимая частота следования генерируемых импульсов - 1 кГц;
- задержка выходного импульса относительно фронта импульса запуска- 120 нс;
- максимальный ток, потребляемый генератором во всем диапазоне питающих напряжений, не более 1,7 А при частоте 61 кГц.
Источники
1. М.В.Мальцев. Металлография промышленных цветных металлов и сплавов. 2-ое издание, переработанное и дополненное. Изд-во «Металлургия». М. 1970, с.129-130.
2. А.П.Смирягин, Н.А.Смирягина, А.В.Белова. Промышленные цветные металлы и сплавы. Металлургия, 1974, с.9.
3. М.В.Мальцев, Т.А.Барсукова, Ф.А.Барин. Металлография цветных металлов и сплавов. М.: Государственное научно-техническое издательство литературы по черной и цветной металлургии. 1960, с.16.
4. И.Г.Кожевников, Л.А.Новицкий. Теплофизические свойства материалов при низких температурах. Справочник. М.: Машиностроение. 1982, с.28.
5. А.Н.Вальский, Е.М.Сергиевская. Теория металлургических процессов. М.: Металлургия. 1968, 344 с.
6. К.Г.Семенов, Б.А.Фогенков, Д.П.Ловцов. Совершенствование технологии подготовки расплава меди для литья слитков. // Литейщик России. 2002, №2, с.30-32.
7. Патент RU 2198945 С2, C 22 F 3/00, 20.02.2003.
Примеры реализации способа.
Пример 1
Нагревают медь до 1250°С, после пятиминутной выдержки при этой же температуре обрабатывают жидкую фазу НЭМИ в течение 5, 10, 15, 20 и 25 минут. После отключения генератора расплав охлаждают со скоростью 20°С/мин до 300°С. Затем изучают влияние продолжительности обработки жидкой фазы (0, 5, 10, 15, 20 и 25 минут) на теплопроводность электролитической меди марки МО.
Пример 2
Нагревают бронзу до 1250°С, после пятиминутной выдержки при этой температуре обрабатывают жидкую фазу НЭМИ в течение 5, 10, 15 и 20 минут. После отключения генератора расплав охлаждают со скоростью 20°С/мин до 300°С. Затем изучают влияние продолжительности обработки расплава (0, 5, 10, 15 и 20 минут) на теплопроводность оловянистой бронзы (Cu+6,0 мас.% Sn).
В результате установлено, что максимальную теплопроводность меди наблюдают при 10-минутной обработке жидкой фазы НЭМИ при 1250°С. Теплопроводность меди возрастает в 1,5 раза (фиг.2). Максимальную теплопроводность бронзы наблюдают при продолжительности обработки расплава НЭМИ, равной 15 минут. Теплопроводность бронзы возрастает почти в 2,0 раза (фиг.3).
В обоих примерах при оптимальной продолжительности обработки расплава НЭМИ также наблюдается максимальное значение плотности (d).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ЖИДКИХ АЛЮМИНИЯ И СИЛУМИНА НАНОСЕКУНДНЫМИ ЭЛЕКТРОМАГНИТНЫМИ ИМПУЛЬСАМИ (НЭМИ) ДЛЯ ПОВЫШЕНИЯ ИХ ТЕПЛОПРОВОДНОСТИ | 2007 |
|
RU2347643C1 |
| СПОСОБ ОБРАБОТКИ АЛЮМИНИЕВЫХ СПЛАВОВ | 2013 |
|
RU2546948C1 |
| СПОСОБ ОБРАБОТКИ РАСПЛАВА СЕРОГО ЧУГУНА НАНОСЕКУНДНЫМИ ЭЛЕКТРОМАГНИТНЫМИ ИМПУЛЬСАМИ (НЭМИ) ДЛЯ ПОВЫШЕНИЯ ТЕПЛОПРОВОДНОСТИ, КОРРОЗИОННОЙ СТОЙКОСТИ И ЖАРОСТОЙКОСТИ | 2007 |
|
RU2354496C2 |
| Способ обработки расплава чугуна наносекундными электромагнитными импульсами (НЭМИ) | 2016 |
|
RU2623390C1 |
| СПОСОБ ОБРАБОТКИ ЖИДКОЙ МЕДИ НАНОСЕКУНДНЫМИ ЭЛЕКТРОМАГНИТНЫМИ ИМПУЛЬСАМИ (НЭМИ) ДЛЯ ПОВЫШЕНИЯ ЕЕ ЖАРО- И КОРРОЗИОННОСТОЙКОСТИ | 2007 |
|
RU2355511C2 |
| УСТАНОВКА ДЛЯ ОБРАБОТКИ ЭЛЕКТРОМАГНИТНЫМ ИЗЛУЧЕНИЕМ РАСПЛАВЛЕННОГО МЕТАЛЛА | 2008 |
|
RU2409449C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОЛОВА ИЗ КАССИТЕРИТОВОГО КОНЦЕНТРАТА | 2013 |
|
RU2528297C1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ ЛИГАТУРЫ АЛЮМИНИЙ - ТУГОПЛАВКИЙ МЕТАЛЛ ДЛЯ ВЫПЛАВКИ ЛИТЕЙНЫХ АЛЮМИНИЕВЫХ СПЛАВОВ | 2006 |
|
RU2323990C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКООЛОВЯНИСТОЙ БРОНЗЫ | 2005 |
|
RU2307722C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОЛОВЯНИСТОЙ БРОНЗЫ | 2004 |
|
RU2290449C2 |
Изобретение относится к металлургии и литейному производству и может быть использовано для получения отливок, требующих высокой теплопроводности. Технический результат - повышение теплопроводности меди и ее сплавов. Предложен способ обработки расплава меди и оловянистой бронзы. Способ включает обработку расплава наносекундными электромагнитными импульсами НЭМИ, при этом перед обработкой электромагнитными импульсами расплав выдерживают при температуре 1250°С в течение 5 минут, а последующую обработку электромагнитными импульсами проводят при этой же температуре в течение 10-15 минут, затем расплав охлаждают со скоростью 20°/мин до 300°С. 3 ил.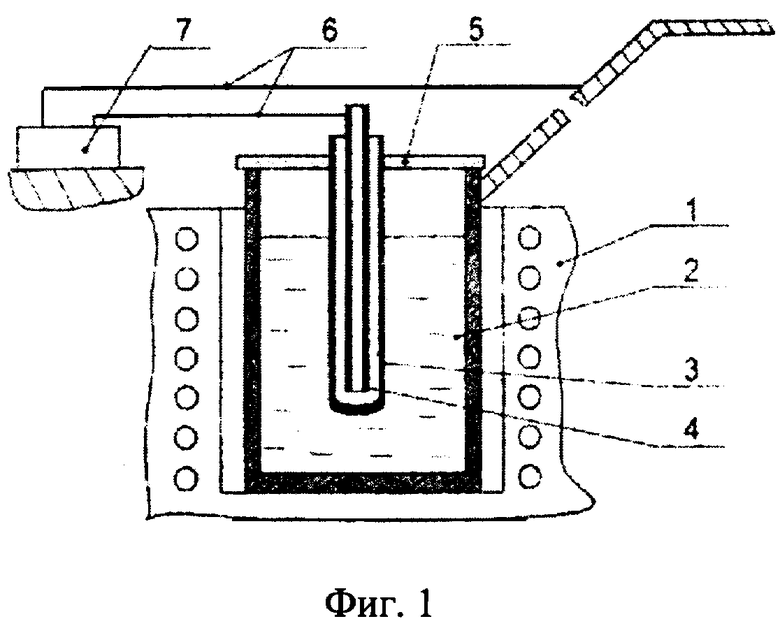
Способ обработки расплава меди и оловянистой бронзы, включающий обработку расплава наносекундными электромагнитными импульсами НЭМИ, отличающийся тем, что перед обработкой электромагнитными импульсами расплав выдерживают при температуре 1250°С в течение 5 мин, а последующую обработку электромагнитными импульсами проводят при этой же температуре в течение 10-15 мин, затем расплав охлаждают со скоростью 20°/мин до 300°С.
| СПОСОБ ВОЗДЕЙСТВИЯ ЭЛЕКТРОМАГНИТНЫМ ИЗЛУЧЕНИЕМ НА РАСПЛАВЛЕННЫЙ МЕТАЛЛ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2198945C2 |
| КУРДЮМОВ А.В | |||
| и др | |||
| Производство отливок из сплавов цветных металлов | |||
| - М.: МИСИС, 1996, с.21, 260-261, 268-269 | |||
| ШИПОВ Г.И | |||
| Теория физического вакуума | |||
| - М.: Наука, 1997, с.251-253 | |||
| СПОСОБ УЛЬТРАЗВУКОВОЙ ОБРАБОТКИ РАСПЛАВОВМЕТАЛЛОВ | 0 |
|
SU208265A1 |
| Способ коррекции структурных характеристик материалов и устройство для его осуществления | 1990 |
|
SU1748662A3 |

