Изобретение относится к литейному производству и может быть использовано для получения отливок из чугунов, обладающих высокой абразивной стойкостью и жаростойкостью.
Известны способы обработки расплавов вакуумом, электрическим током, ультразвуком и вибрацией [1-4], снижающие газонасыщенность в алюминиевых и чугунных отливках, что должно способствовать увеличению их свойств. Также существует способ обработки расплавов защитно-восстановительными флюсами, снижающими газонасыщенность в отливках [4], что также приводит к увеличению их свойств.
Недостатками приведенных выше способов обработки расплавов являются использование дорогостоящего оборудования и ухудшение санитарно-гигиенических условий труда при использовании флюсов.
Все вышеперечисленные способы не позволяют увеличивать абразивную стойкость и жаростойкость.
Наиболее близким по технической сущности и достигаемому результату является способ обработки расплава чугуна, заключающийся в нагреве расплава до температуры 1500°С, выдержке его при этой температуре в течение 5 мин, а затем охлаждении расплава до температуры 1350°С, при которой проводят электромагнитную обработку расплава наносекундными электромагнитными импульсами [5].
Недостатки этого способа заключаются в том, что:
- электромагнитное поле накладывают с частотой 6-15 Гц и напряженностью (1,5-2)⋅103 Э;
- не рассматривается влияние электромагнитного поля на абразивную стойкость и жаростойкость чугуна;
- не изучена зависимость изменения свойств от объема обрабатываемого металла.
Технической задачей, на решение которой направлено данное изобретение, является повышение абразивной стойкости и жаростойкости чугуна.
При пропускании через расплавленный металл мощных электромагнитных импульсов тока в некоторые моменты времени возникают электромагнитные поля с очень высокой напряженностью до 108-1010 В/м. Эти поля приводят к изменению структуры и свойств расплавленного и затвердевшего металла.
Технический результат - получение хромистого чугуна с повышенными свойствами: износостойкостью и жаростойкостью при обработке его жидкой фазы наносекундными электромагнитными импульсами (НЭМИ) с последующим модифицированием.
Технический результат изобретения достигается тем, что в способе обработки расплава чугуна, заключающемся в нагреве расплава до температуры 1500°С, выдержке его при этой температуре в течение 5 мин, а затем охлаждении расплава до температуры 1350°С, при которой проводят электромагнитную обработку расплава наносекундными электромагнитными импульсами, согласно изобретению после нагрева до 1500°С в расплав добавляют 8 мас. % Cr в виде феррохрома марки ФХ025 (ГОСТ 4757-91), затем после охлаждения и электромагнитной обработки наносекундными электромагнитными импульсами в течение 15…20 минут вводят кремнийсодержащий магниевый комплексный модификатор ФСМг7 (ТУ 14-5-134-86) в количестве 0,25 мас. % с последующим охлаждением до твердого состояния.
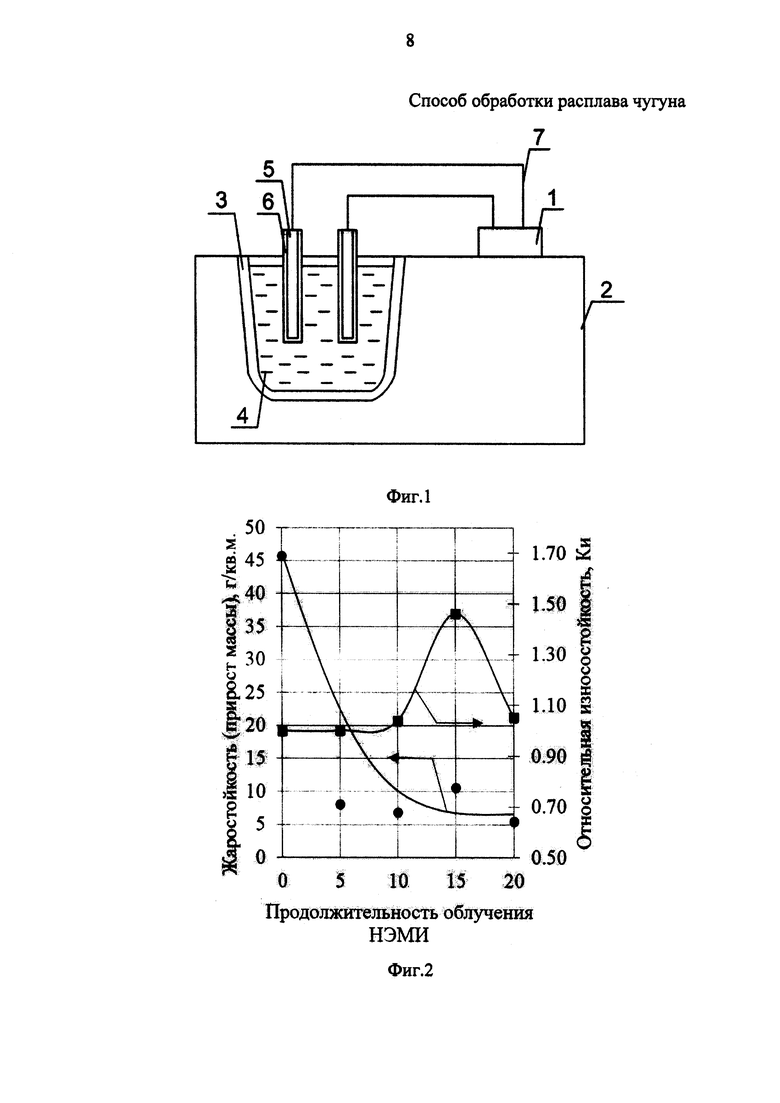
Сущность изобретения поясняется чертежами, где на фиг. 1 представлена схема установки, где 1 - генератор электромагнитных импульсов; 2 - кожух печи; 3 - тигель; расплав металла; 5 - электроды; 6 - алундовые чехлы; 7 - соединительные провода; на фиг. 2 приведены графики влияния времени обработки НЭМИ жидкой фазы на износостойкость и жаростойкость хромистого чугуна.
В ходе работы применяют чугун следующего состава, мас. %: 2,7 С; 1,67 Si; 0,33 Mn; 0,05 S; 0,23 Р.
Схема установки, методика облучения расплавов и основные характеристики применяемого генератора НЭМИ (ГНИ-01-1-6) приведены в описании патента [6].
Характеристики оборудования, используемого для обработки жидкой фазы наносекундными электромагнитными импульсами, методы определения жаро- и износостойкости:
1. Генератор НЭМИ (ГНИ-01-1-6) имеет следующие характеристики: полярность импульсов - положительная; амплитуда импульсов на нагрузке 50 Ом - 6000 В; длительность импульсов на половинном уровне - 0,5 нс; максимальная допустимая частота следования генерируемых импульсов - 1 кГц; задержка выходного импульса запуска - 120 нс; максимальный ток, потребляемый генератором во всем диапазоне питающих напряжений, не более 1,7 А при частоте 61 кГц.
2. Исследования жаростойкости проводились термогравиметрическим методом, заключающимся в измерении прироста массы образцов при нагреве. Использовалась установка дериватограф Q-1000 фирмы МОП при атмосферном давлении в воздушной среде и скорости нагрева 10 град/мин до температуры ~1000°С. Ошибка измерения температуры не превышала ±1°С. В качестве эталона выступал порошок алунда Al2O3. [7]
3. Исследование износостойкости проводилось согласно ГОСТ 23.208-79 «Метод испытания материалов на износостойкость о нежестко закрепленные абразивные частицы» [8]. Для испытаний применялась установка, которая при помощи абразивных частиц производила износ образцов из исследуемого и эталонного материалов при одинаковых условиях.
4. Для полного растворения феррохрома и равномерного распределения по отливке разработан температурно-временной режим плавки чугуна, заключающийся в его нагреве до 1500°C с выдержкой при этой же температуре в течение 5 минут [9, 10].
Пример 1
Нагревают чугун до 1500°С, после пятиминутной выдержки добавляют в расплав 8 мас. % Cr в виде ФХ025 (ГОСТ 4757-91) охлаждают до температуры 1350°С, модифицируют комплексным модификатором ФСМг7 (ТУ 14-5-134-86) и обрабатывают его НЭМИ в течение 5, 10, 15 и 20 мин. После отключения генератора расплав кристаллизуют со скоростью 20…50°С/мин.
Как видно из фиг. 2, жаростойкость чугуна изменяется от продолжительности обработки расплава НЭМИ по экспоненциальной зависимости с минимумом прироста массы при 20-минутной обработке. Жаростойкость возрастает более чем в 8,0 раз по сравнению с необработанным НЭМИ и модифицированием чугуном.
Пример 2
Как видно из фиг. 2, износостойкость чугуна изменяется от продолжительности обработки расплава НЭМИ по экстремальной зависимости с максимумом при 15-минутной обработке. Износостойкость возрастает более чем в 1,5 раза по сравнению с необработанным НЭМИ чугуном и модифицированием чугуном.
В вышеуказанных примерах при оптимальной продолжительности обработки расплава НЭМИ наблюдаются максимумы износостойкости и жаростойкости чугуна.
Таким образом, добавление 8 мас. % Cr в виде феррохрома марки ФХ025 (ГОСТ 4757-91) и затем охлаждение и электромагнитная обработка наносекундными электромагнитными импульсами в течение 15…20 минут с последующим введением кремнийсодержащего магниевого комплексного модификатора ФСМг7 (ТУ 14-5-134-86) в количестве 0,25 мас. % приводит к повышению абразивной стойкости и жаростойкости чугуна.
Источники информации
1. Справочник «Чугун». Под редакцией А.Д. Шермана и А.Н. Жукова. - М.: Металлургия, 1991, с. 92.
2. Справочник по чугунному литью. Изд-е 3-е, переработанное и дополненное. Под редакцией Н.Г. Гиршовича. - Л.: Машиностроение, 1978, с. 59-60.
3. М.В. Мальцев. Металлография промышленных цветных металлов и сплавов. 2-е издание, переработанное и дополненное. - М.: Металлургия, 1970, с. 129-130.
4. Муравьев В.И., Якимов В.И., Ри Хосен и др. Изготовление литых заготовок в авиастроении. - Владивосток: Дальнаука, 2003, 611 с.
5. Патент РФ на изобретение №2354496, B22D 27/20, опубл. 10.05.2009, Бюл. №13.
6. Патент РФ 2287605 С1. Способ обработки расплава меди и ее сплавов наносекундными электромагнитными импульсами (НЭМИ) для повышения их теплопроводности. 21.03.2005 Авторы: Ри Э.Х., Ри Хосен, Белых В.В.
7. Уэнланд У. Термические методы анализа / У. Уэнланд. - М.: Мир, 1978. - 526 с.
8. ГОСТ 23.209-79. Метод испытания материалов на износостойкость о нежестко закрепленные абразивные частицы. - М.: Изд-во стандартов, 1980. - 6 с.
9. Ри Хосен, Худокормов Д.Н., Тазиков Э.Б. Выбор температурных режимов обработки расплавов чугуна на основе анализа структурно-чувствительных свойств. Литейное производство. 1982 г., №5.
10. Авт. св. СССР 954425 от 21.05.1980 г. Способ легирования чугуна. Ри Хосен, Клочнев Н.И., Тейх В.А. и др.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ РАСПЛАВА СЕРОГО ЧУГУНА НАНОСЕКУНДНЫМИ ЭЛЕКТРОМАГНИТНЫМИ ИМПУЛЬСАМИ (НЭМИ) ДЛЯ ПОВЫШЕНИЯ ТЕПЛОПРОВОДНОСТИ, КОРРОЗИОННОЙ СТОЙКОСТИ И ЖАРОСТОЙКОСТИ | 2007 |
|
RU2354496C2 |
| СПОСОБ ОБРАБОТКИ ЖИДКОЙ МЕДИ НАНОСЕКУНДНЫМИ ЭЛЕКТРОМАГНИТНЫМИ ИМПУЛЬСАМИ (НЭМИ) ДЛЯ ПОВЫШЕНИЯ ЕЕ ЖАРО- И КОРРОЗИОННОСТОЙКОСТИ | 2007 |
|
RU2355511C2 |
| СПОСОБ ОБРАБОТКИ АЛЮМИНИЕВЫХ СПЛАВОВ | 2013 |
|
RU2546948C1 |
| СПОСОБ ОБРАБОТКИ ЖИДКИХ АЛЮМИНИЯ И СИЛУМИНА НАНОСЕКУНДНЫМИ ЭЛЕКТРОМАГНИТНЫМИ ИМПУЛЬСАМИ (НЭМИ) ДЛЯ ПОВЫШЕНИЯ ИХ ТЕПЛОПРОВОДНОСТИ | 2007 |
|
RU2347643C1 |
| СПОСОБ ОБРАБОТКИ РАСПЛАВА МЕДИ И ЕЕ СПЛАВОВ НАНОСЕКУНДНЫМИ ЭЛЕКТРОМАГНИТНЫМИ ИМПУЛЬСАМИ НЭМИ ДЛЯ ПОВЫШЕНИЯ ИХ ТЕПЛОПРОВОДНОСТИ | 2005 |
|
RU2287605C1 |
| Способ получения лигатуры с алюминидами никеля и РЗМ для модифицирования алюминиевых сплавов | 2020 |
|
RU2732809C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОЛОВА ИЗ КАССИТЕРИТОВОГО КОНЦЕНТРАТА | 2013 |
|
RU2528297C1 |
| Способ получения электродов анодных заземлителей | 2020 |
|
RU2761062C1 |
| ЧУГУН | 2004 |
|
RU2272086C1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ ЛИГАТУРЫ АЛЮМИНИЙ-ТУГОПЛАВКИЙ МЕТАЛЛ | 2003 |
|
RU2232827C1 |
Изобретение относится к металлургии и может быть использовано для получения отливок из чугунов, обладающих высокой абразивной стойкостью и жаростойкостью. В способе осуществляют нагрев расплава до температуры 1500°С, выдержку его при этой температуре в течение 5 мин, а затем охлаждают расплав до температуры 1350°С, при которой проводят электромагнитную обработку расплава наносекундными электромагнитными импульсами. После нагрева до 1500°С в расплав добавляют 8 мас. % хрома в виде феррохрома марки ФХ025, затем после охлаждения и электромагнитной обработки в течение 15…20 мин вводят кремнийсодержащий магниевый модификатор ФСМг7 в количестве 0,25 мас. % с последующим охлаждением расплава до твердого состояния. Изобретение позволяет повысить абразивную стойкость и жаростойкость чугуна. 2 табл., 2 пр.
Способ обработки расплава чугуна, включающий нагрев расплава до температуры 1500°С, выдержку его при этой температуре в течение 5 мин, а затем охлаждение расплава до температуры 1350°С, при которой проводят электромагнитную обработку расплава наносекундными электромагнитными импульсами, отличающийся тем, что после нагрева до 1500°С в расплав добавляют хром в количестве 8 мас. % в виде феррохрома марки ФХ025, а после охлаждения и электромагнитной обработки в течение 15…20 мин вводят кремнийсодержащий магниевый модификатор ФСМг7 в количестве 0,25 мас. % с последующим охлаждением расплава до твердого состояния.
| СПОСОБ ОБРАБОТКИ РАСПЛАВА СЕРОГО ЧУГУНА НАНОСЕКУНДНЫМИ ЭЛЕКТРОМАГНИТНЫМИ ИМПУЛЬСАМИ (НЭМИ) ДЛЯ ПОВЫШЕНИЯ ТЕПЛОПРОВОДНОСТИ, КОРРОЗИОННОЙ СТОЙКОСТИ И ЖАРОСТОЙКОСТИ | 2007 |
|
RU2354496C2 |
| СПОСОБ ОБРАБОТКИ РАСПЛАВА МЕДИ И ЕЕ СПЛАВОВ НАНОСЕКУНДНЫМИ ЭЛЕКТРОМАГНИТНЫМИ ИМПУЛЬСАМИ НЭМИ ДЛЯ ПОВЫШЕНИЯ ИХ ТЕПЛОПРОВОДНОСТИ | 2005 |
|
RU2287605C1 |
| WO 9418549 A1, 18.08.1994. | |||

