Настоящее изобретение относится к приспособлению для закрепления обрабатываемых заготовок, в частности к приспособлению для определенного по положению закрепления заготовки на рабочем месте обрабатывающего станка. Приспособление включает в себя фиксируемое на рабочем месте обрабатывающего станка основание и устанавливаемый на основании и зажимаемый на нем держатель заготовки. Далее на основании и держателе заготовки предусмотрены базирующие элементы, которые попарно взаимодействуют между собой и ориентируют держатель заготовки по основанию по трем взаимно перпендикулярным осям (X, Y, Z) координат и точно по углу. Наконец, приспособление, согласно изобретению, включает в себя зажимное устройство, зажимное усилие которого удерживает держатель заготовки на основании в положении, установленном базирующими элементами.
Подобного рода приспособления, которые известны, например, из SU 151454, при соответствующем расчете должны быть пригодны для закрепления относительно больших и тяжелых заготовок и к тому же иметь возможность передачи возникающих при обработке резанием усилий без ухудшения желаемой точности позиционирования.
Разработка крупных приспособлений для закрепления опирается на опыт, приобретенный с приспособлениями меньшей конструкции. У одного из приспособлений меньшей конструкции по две пары линейных базирующих элементов для установления нужного углового положения в плоскости (X-Y) координат, образованной двумя осями (X, Y) координат, расположены по кругу вокруг центрального зажимного устройства, причем линия действия зажимного устройства лежит в третьей оси (Z) координат, а рабочие боковые стороны клинообразных центрирующих линеек и рабочие кромки соответствующих центрирующих прорезей проходят радиально к оси Z. Центрирующие прорези образованы выемками в общей плите, податливой в направлении оси Z. Эта плита размещена на держателе заготовки, тогда как центрирующие линейки закреплены на основании. Зажимное устройство состоит из находящегося в основании зажимного патрона с шариковой блокировкой и выступающей от держателя заготовки зажимной цапфы, которую для закрепления держателя заготовки вставляют в зажимной патрон на основании. Для установления положения по оси Z служат размещенные на держателе заготовки центрально-симметрично пальцы, которые своим торцом упираются в упорные поверхности основания.
Приспособления в такой форме выполнения обладают высокой воспроизводимостью положения держателя заготовки относительно основания и давно зарекомендовали себя для определенного по положению закрепления заготовок, в частности, когда оказываемые в процессе обработки на заготовки усилия пренебрежимо малы, например, при электроэрозионной обработке.
При обработке резанием нагружаемость таких приспособлений ограничивает область их применения, в основном, заготовками, габариты которых не превышают габаритов самого приспособления. При обработке крупных заготовок в приспособлении могут возникнуть усилия, которые при определенных обстоятельствах возрастают настолько, что линейные базирующие элементы и зажимное устройство чрезмерно перегружаются и не могут больше выполнять свою функцию нужным образом и прежде всего с требуемой точностью. Критическими являются, в частности, оказываемые усилиями обработки на держатель заготовки относительно оси Z крутящие моменты, которые на рабочих боковых сторонах, отвечающих за установление осей Х и Y пар базирующих элементов, могут создать чрезмерно большие, ухудшающие точность позиционирования сжимающие усилия. Эти сжимающие усилия могут удерживаться в допустимых пределах только за счет того, что для обработки крупных заготовок предусматривают крупные приспособления для закрепления, у которых названные пары линейных базирующих элементов выполнены соответственно мощнее и отстоят от оси Z на достаточно большое радиальное расстояние. Описанное известное приспособление для закрепления непригодно, однако, из-за своей конструкции для подгонки к величине обрабатываемых заготовок путем простого линейного увеличения его размеров. В частности, центральное расположение зажимного устройства оказывается непригодным, поскольку единственный зажимной орган вследствие более высокого зажимного усилия получился бы соответственно большим. Приспособление стало бы из-за этого довольно бесформенным и тяжелым и, тем самым, непригодным для практического обращения с ним. Другая трудность состоит в расположении пальцев для установления положения по оси Z. Если эти пальцы находятся на большем расстоянии от линии действия зажимного усилия, то следует считаться с прогибом держателя заготовки, ухудшающим точность позиционирования. При расположении пальцев близко к линии действия зажимного усилия могут, напротив, возникнуть опрокидывающие моменты, нежелательные по той же причине.
Целью изобретения является усовершенствование приспособления для больших нагрузок в отношении названных недостатков. При этом должны быть также учтены некоторые дополнительные аспекты. Во-первых, следует в большей степени учитывать то обстоятельство, что на производственном предприятии держатели заготовок требуются в гораздо большем количестве, чем подходящие к ним основания, и что доля затрат на держатель заготовки значительно уменьшается. Во-вторых, поставщик приспособлений должен предоставить потребителю возможность применения держателей заготовок также собственной разработки.
Лежащая в основе изобретения задача состоит, таким образом, в создании приспособления описанного выше рода, которое, в частности в отношении держателя заготовки, было бы выполнено простым, экономичным и пригодным для подгонки и которое при любых встречающихся нагрузках обеспечивало бы соблюдение требуемой точности позиционирования.
Решение этой задачи достигается за счет того, что упомянутое выше приспособление имеет, согласно изобретению, по меньшей мере, два из трех приведенных в п.1 признаков.
Благодаря этой концепции держатель заготовки может быть образован простой плитой с плоскопараллельными боковыми поверхностями, которая должна быть снабжена, например, только отверстиями или резьбовыми отверстиями для закрепления названных линейных базирующих элементов и зажимных цапф и для закрепления заготовки посредством винтов. Это выполнение не только крайне экономично, но и дает возможность подгонки держателя заготовки другого происхождения без больших затрат к условиям размещения базирующих элементов и зажимных цапф по отношению к определенному основанию.
Предпочтительно образующая держатель заготовки плита имеет сквозные отверстия для вставки винтов для закрепления лежащих по эту сторону линейных базирующих элементов и зажимных цапф с тем, чтобы все крепежные винты могли обслуживаться с обращенной от закрепляемых деталей стороны плиты. Если к тому же крепежные винты имеют в соответствующих сквозных отверстиях радиальный зазор, то точное позиционирование зажимных цапф и, в частности, линейных базирующих элементов можно установить за счет того, что держатель заготовки со свободно смонтированными базирующими элементами и зажимными цапфами накладывают на основание и зажимают. За счет этого закрепляемые на плите детали ориентируются по ответным элементам на основании. После этого могут быть затянуты крепежные винты для фиксации занятого названными деталями положения. Таким образом, отпадает необходимость в изготовляемых обычно с высокой точностью посадочных гнездах для этих деталей, а монтажные затраты могут быть значительно уменьшены за счет упомянутого метода калибровки. Далее изготовителю собственных держателей заготовок становится проще самому смонтировать с требуемой точностью поставляемые базирующие элементы и зажимные цапфы.
В отношении упорных поверхностей для установления положения по оси Z предпочтительная форма выполнения состоит в том, что соответствующие основанию упорные поверхности представляют собой уступчатые с верхней стороны основания кольцевые поверхности, которые расположены концентрично зажимному патрону и граничат непосредственно с его пространством для движения для зажимной цапфы. Тем самым, достигается то, что воспринимающие зажимное усилие упорные поверхности лежат как можно ближе к центру их действия с тем, чтобы удерживать оказываемые зажимными усилиями на плиту изгибающие усилия как можно более низкими. Далее площадь упорных поверхностей должна быть как можно больше для достижения достаточно высоких сил трения, которые противодействуют взаимному смещению соответственно взаимодействующих упорных поверхностей под влиянием поперечных усилий и, тем самым, препятствуют боковому смещению держателя заготовок относительно основания.
Предпочтительным образом площадь каждой кольцевой поверхности в несколько раз больше площади поперечного сечения зажимной цапфы в наиболее нагруженном месте ее продольной протяженности. В этих условиях обеспечивается то, что положение держателя заготовки в пределах плоскости X/Y даже под сильной нагрузкой поперечными усилиями не изменяется за пределы допусков и соответствующие пары базирующих элементов не нагружаются сверх меры.
Для установления осей (X, Y, Z) координат предусмотрено известное, в принципе, решение, у которого каждая пара линейных базирующих элементов содержит клинообразную центрирующую линейку и ответный элемент с подходящей к ней центрирующей прорезью. В данном случае рекомендуется конструкция, у которой взаимодействующий с клинообразной центрирующей линейкой ответный элемент пар линейных базирующих элементов для установления осей (X, Y, Z) координат содержит податливую в направлении оси Z, однако жесткую поперек оси Z часть, в которой находится центрирующая прорезь, причем преимущественно имеющая центрирующую прорезь часть находится посередине ответного элемента между двумя крепежными планками и соединена с ними посредством гибко-упругих перемычек. Поскольку ответные элементы занимают больше места, чем центрирующие цапфы, с учетом потребности в пространстве для зажимных органов может быть целесообразным закрепить имеющие центрирующую прорезь ответные элементы на держателе заготовки, поскольку зажимные цапфы требуют меньше места, чем противоположные зажимные патроны на основании.
За счет расположения зажимных органов и линейных базирующих элементов близко к периферии приспособления можно посередине держать это пространство свободным для встраивания зажимного устройства. Большее зажимное устройство образует при этом опору для меньшего зажимного устройства и благодаря этой возможности дополнения может быть использовано на выбор для больших или меньших заготовок.
Пример выполнения изобретения поясняется ниже более подробно с помощью чертежей, на которых:
- фиг.1 - вид сверху основания приспособления для закрепления;
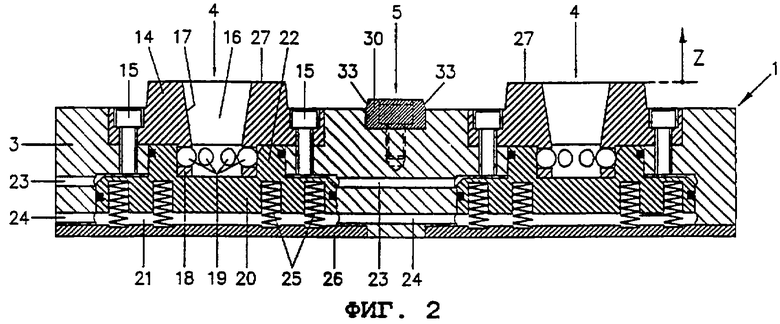
- фиг.2 - сечение основания приспособления для закрепления;
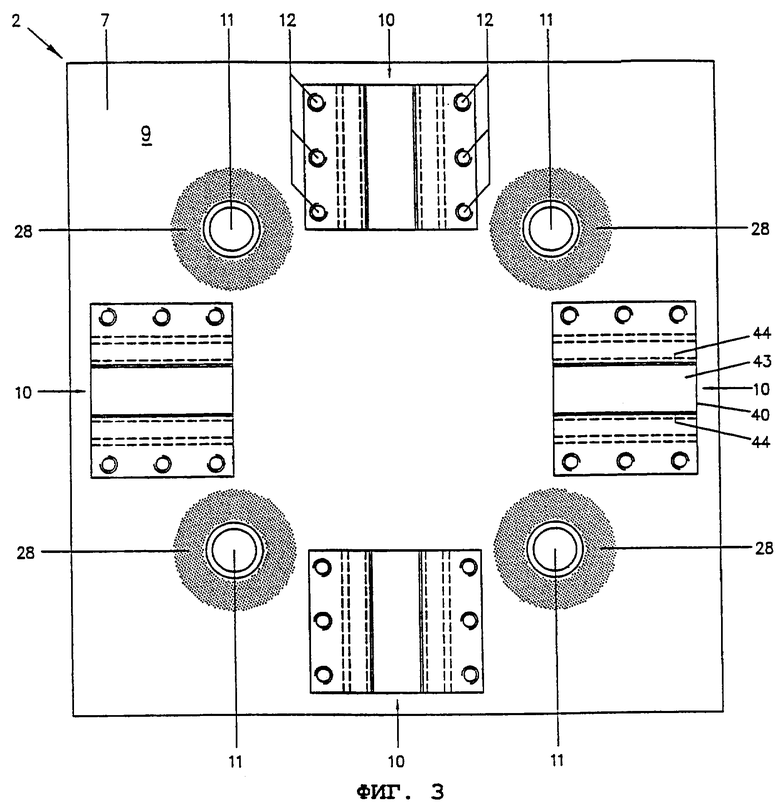
- фиг.3 - вид снизу держателя заготовки приспособления для закрепления;
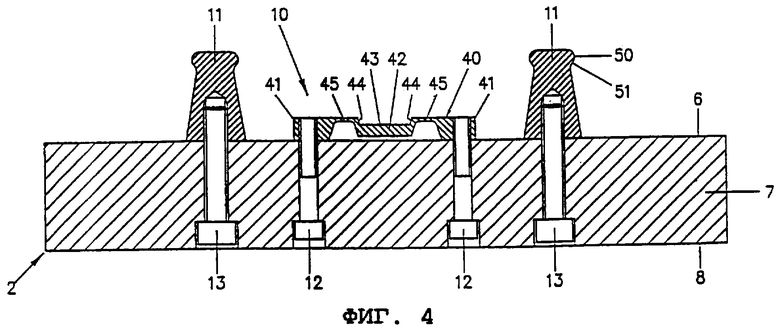
- фиг.4 - сечение держателя заготовки приспособления для закрепления;
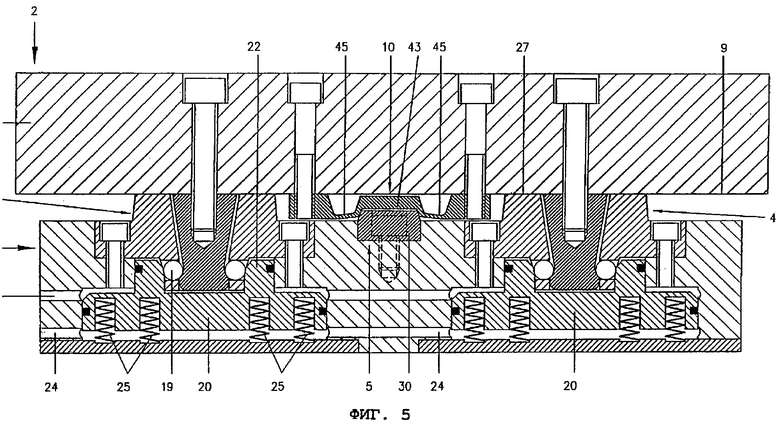
- фиг.5 - сечение приспособления для закрепления по фиг.1-4 с держателем заготовки, позиционированным и зажатым на основании.
Изображенное приспособление для закрепления содержит основание 1 (фиг.1, 2) и устанавливаемый на основании 1 и зажимаемый на нем в определенном положении держатель 2 заготовки (фиг.3, 4).
Основание 1, фиксируемое на рабочем месте обрабатывающего станка или, при необходимости, на измерительной позиции, содержит плитообразный корпус 3 квадратной формы. В нем размещено зажимное устройство, включающее в себя четыре зажимных патрона 4 с шариковой блокировкой, которые на фиг.1 расположены центрально-симметрично на четырех углах корпуса 3. На верхней стороне корпуса 3 находятся далее четыре линейных базирующих элемента 5, которые расположены крест-накрест по отношению друг к другу и каждый между двумя соседними зажимными патронами. В центре корпуса 3 остается свободное пространство (на фиг.1 обозначено штрихпунктирным кружком 6), которое известным сам по себе образом может размещать основание приспособления меньшей конструкции, например описанной выше формы выполнения. Средства для фиксации основания 1 на рабочем месте сами по себе известны и здесь не показаны.
Устанавливаемый на основании 1 и зажимаемый на нем держатель 2 заготовки образован плитой 7 с плоскопараллельными боковыми поверхностями 8, 9, причем на верхней боковой поверхности 8 известным образом закрепляют обрабатываемую заготовку. Необходимые для этого средства, например предусмотренные в плите 7 резьбовые отверстия, не показаны. Нижняя боковая поверхность 9, обращенная в зажатом состоянии держателя 2 заготовки к основанию 1, образует сплошную плоскую поверхность, на которой винтами 12, 13 закреплены лежащие по эту сторону, т.е. попарно взаимодействующие с базирующими элементами 5 на основании 1 линейные базирующие элементы 10 и зажимные цапфы 11 зажимного устройства. Для крепежных винтов 12, 13 предусмотрены сквозные отверстия, в которых крепежные винты имеют радиальный зазор.
Каждый предусмотренный на основании 1 зажимной патрон 4 содержит зажимную гильзу 14, которая закреплена в подходящей выемке на корпусе 3 основания 1 винтами 15 и имеет полость 16 для размещения зажимной цапфы 11. Полость 16 конически расширена на входном отрезке 17 зажимной гильзы 14. К этому входному отрезку 17 примыкает кольцеобразный отрезок 18, который снабжен образующим шариковую блокировку венцом радиально подвижных блокировочных шариков 19. Срабатывание блокировочных шариков 19 в процессе зажима происходит посредством нагружаемого с обеих сторон средой под давлением поршня 20, который расположен в цилиндрическом пространстве 21 корпуса 3 и кольцевым уступом 22 охватывает кольцеобразный отрезок 18 зажимной гильзы 14. Слегка коническая внутренняя поверхность кольцевого уступа 22 на своем концевом участке конически расширена наружу сильнее, причем эта полая конусная часть кольцевого уступа 22 известным образом взаимодействует с блокировочными шариками 19 шариковой блокировки. Поз.23 и 24 обозначены подающие трубопроводы для среды под давлением к верхней и нижней сторонам поршня 20. Поршень 20 находится, кроме того, под воздействием некоторого числа пружин 25 сжатия, которые опираются на закрывающую плиту 26, запирающую цилиндрическое пространство 21 вниз.
Верхние торцы всех зажимных гильз 14 лежат в одной, отделенной переходом от верхней стороны корпуса 3 плоскости и образуют кольцеобразные упорные поверхности 27, к которым своей плоской нижней стороной 9 прилегает образующая держатель 2 заготовки плита 7. Соответствующие упорные поверхности 28 на плите 7 на фиг.3 заштрихованы. Эти попарно взаимодействующие между собой упорные поверхности 27, 28 образуют пары базирующих элементов для установления положения держателя 2 заготовки по оси Z. На основании 1 могут быть средства, которые известным образом обеспечивают продувку начисто упорных поверхностей 27, 28 перед их смыканием. Для этого могут быть предусмотрены каналы для сжатого воздуха, которые заканчиваются на торцах зажимных гильз 14.
Предусмотренные на основании 1 линейные базирующие элементы 5 представляют собой на фиг.1 и 2 призматические центрирующие линейки 30, которые помещены в пазы 31 корпуса 3 и закреплены в них винтами 32. Выступающие продольные стороны центрирующих линеек 30 образуют клиновые поверхности 33 за счет того, что они в профиль клинообразно сходятся, причем угол клина с обеих сторон составляет около 7°. Монтаж центрирующих линеек 30 в отношении их точного положения не является критическим, поскольку соосные клиновые поверхности 33 двух диаметрально противоположных друг другу центрирующих линеек 30 после их монтажа могут быть сообща шлифованы до точного размера.
Каждый взаимодействующий с линейным базирующим элементом 5 основания 1, называемый ответным элементом с центрирующей прорезью базирующий элемент 10 держателя 2 заготовки представляет собой на фиг.3, 4 профилированную плиту 40 с находящейся между двумя крепежными планками 41 средней частью 42, которая в качестве центрирующей прорези содержит паз 43 с клинообразно сходящимися боковыми поверхностями 44, причем угол клина с обеих сторон и здесь составляет около 7°. Средняя часть 42 соединена с крепежными планками 41 гибко-упругими перемычками 45 и образует, тем самым, податливую в направлении оси Z, однако жесткую поперек оси Z деталь. Каждая взаимодействующая с зажимным патроном 14 зажимная цапфа 11 имеет на фиг.4 на своем свободном конце утолщение 50, которое на своей задней стороне ограничено конической кольцевой поверхностью 51, с которой взаимодействуют блокировочные шарики 19 зажимного патрона 4.
На фиг.2 основание 1 изображено в состоянии покоя. Поршни 20 зажимных патронов 4 без нагружения давлением находятся под действием только пружин 25 сжатия, которые удерживают поршни 20 упертыми в зажимную гильзу 14. В этом положении поршней блокировочные шарики 19 шариковой блокировки находятся в предельном блокирующем положении, причем известные сами по себе средства (не показаны) препятствуют выпадению блокировочных шариков 19 из своей опоры в полость 16 зажимной гильзы 14.
Для подготовки основания 1 для размещения держателя 2 заготовки верхнюю сторону поршней 20 по подающим каналам 23 нагружают средой под давлением, например сжатым воздухом, так что поршни 20 против усилия пружин 25 сжатия движутся от зажимных гильз 14 в нижнее конечное положение и за счет этого освобождают шариковую блокировку для прохода зажимных цапф 11 держателя 2 заготовки. При вхождении зажимной цапфы 11 в соответствующую зажимную гильзу 14 блокировочные шарики 19 вытесняются радиально наружу концевым утолщением 50 зажимных цапф 11 (фиг.4).
При установке держателя 2 заготовки на основании 1 входящие в конический входной отрезок 17 зажимных гильз 14 зажимные цапфы 11 обеспечивают предварительное позиционирование держателя 2 заготовки, так что попарно взаимодействующие между собой пары 5, 10 линейных базирующих элементов входят в контакт между собой, причем каждая центрирующая линейка 30 входит в паз 43 ответного элемента 10. Как только держатель 2 заготовки будет свободно установлен на основании 1, а подача сжатого воздуха по каналам 23 будет прервана, пружины 25 сжатия смыкают шариковую блокировку, прижимая поршни 20 к зажимным гильзам 14, причем соответствующий кольцевой уступ 22 поршня 20 своей полой конусной частью вытесняет блокировочные шарики 19 радиально внутрь, так что они охватывают сзади утолщение 50 зажимной цапфы 11. Самое позднее на этом этапе приводят в действие имеющиеся обычно средства для продувки начисто упорных поверхностей 27,28, которые также известным образом обеспечивают контроль за процессом зажима путем измерения скоростного напора.
Зажим установленного на основании 1 держателя 2 заготовки происходит на фиг.5 за счет нагружения нижней стороны поршней 20 подаваемым по каналам 24 сжатым воздухом. В результате этого блокировочные шарики 19 с повышенным усилием вдавливаются радиально внутрь и за счет своего усиленного радиального нажима на коническую кольцевую поверхность 51 (фиг.4) зажимных цапф 11 вызывают втягивание зажимных цапф 11 в зажимные патроны 4. Во время этого процесса линейные базирующие элементы 5 ориентируются точно по соответствующим базирующим элементам 10 за счет того, что происходит пригонка каждой клинообразной центрирующей линейки 30 к соответствующему пазу 43 ответного элемента 10, причем происходит поверхностный контакт соответствующих друг другу клиновых поверхностей 33, 44 (фиг.2,4). Эта пригонка происходит перед прилеганием плиты 7 держателя 2 заготовки с фрикционным замыканием к кольцеобразным упорным поверхностям 27 зажимных гильз 14. Таким образом, установлено точное по углу положение держателя заготовки в плоскости X/Y и положение оси Z уже перед окончательным смыканием держателя 2 заготовки с основанием 1.
На заключительном этапе процесса закрепления центрирующие линейки 30 с силой вдавливаются в пазы 43 ответных элементов 10, средняя часть 42 которых под действием этого усилия прогибается в направлении оси Z. В изображенном на фиг.5 окончательном состоянии процесса закрепления плита 7 держателя 2 заготовки своей плоской нижней стороной 9 под высоким давлением прилегает к упорным поверхностям 27 основания 1. Вместе с относительно большим по площади контактом это дает силовое замыкание, которое способно также воспринимать большие поперечные усилия. Вследствие этого служащие линейными базирующими элементами ответные элементы 10 в значительной степени разгружены от поперечных усилий. Таким образом, возможное растяжение или сжатие гибко-упругих перемычек 45 и связанное с этим поперечное смещение держателя 2 заготовки можно удерживать в допустимых пределах.
Держатель 2 заготовки описанного приспособления для закрепления вполне можно установить зажимными цапфами 11 в качестве опор на опорной поверхности, поскольку торцы зажимных цапф 11 не выполняют базирующей функции и потому не требуют особого бережного отношения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРИСПОСОБЛЕНИЕ ДЛЯ КРЕПЛЕНИЯ ДЕТАЛИ ДЛЯ ТОЧНО ПОЗИЦИОНИРОВАННОЙ УСТАНОВКИ В ЗАЖИМНОМ ПАТРОНЕ, А ТАКЖЕ ЗАЖИМНОЕ УСТРОЙСТВО С ЗАЖИМНЫМ ПАТРОНОМ И ФИКСИРУЕМЫМ В НЕМ С ТОЧНЫМ ПОЗИЦИОНИРОВАНИЕМ ПРИСПОСОБЛЕНИЕМ ДЛЯ КРЕПЛЕНИЯ ДЕТАЛИ | 2007 |
|
RU2362663C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ПАРАМЕТРОВ УСТАНОВКИ ЛАПЫ БУРОВОГО ДОЛОТА | 2006 |
|
RU2311266C2 |
| СПОСОБ ОБРАБОТКИ ЦАПФЫ ЛАПЫ БУРОВОГО ДОЛОТА | 2006 |
|
RU2319581C2 |
| ЗАЖИМНОЕ УСТРОЙСТВО С ЗАЖИМНЫМ ПАТРОНОМ И РАЗЪЕМНО ФИКСИРУЕМЫМ НА НЕМ ДЕРЖАТЕЛЕМ ЗАГОТОВКИ | 2008 |
|
RU2396159C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ЛАПЫ БУРОВОГО ДОЛОТА | 2006 |
|
RU2311268C2 |
| УСТРОЙСТВО ДЛЯ ЗАЖИМА ОБРАБАТЫВАЕМОЙ ДЕТАЛИ | 2000 |
|
RU2203780C2 |
| УСТРОЙСТВО ДЛЯ ЗАЖИМА ОБРАБАТЫВАЕМОЙ ДЕТАЛИ | 2000 |
|
RU2230631C2 |
| ЗАЖИМНОЕ УСТРОЙСТВО | 2017 |
|
RU2709126C2 |
| ЗАЖИМНОЕ УСТРОЙСТВО С ЗАЖИМНЫМ ПАТРОНОМ ДЛЯ ФИКСАЦИИ ЗАКРЕПЛЯЕМОЙ ДЕТАЛИ | 2007 |
|
RU2341363C2 |
| ЗАЖИМНОЕ УСТРОЙСТВО | 2014 |
|
RU2590746C2 |
Изобретение относится к области механической обработки, а именно оснастке станков. Приспособление содержит фиксируемое на рабочем месте обрабатывающего станка основание и устанавливаемый на основании и зажимаемый на нем держатель заготовки, базирующие элементы на основании и держателе заготовки, которые попарно взаимодействуют между собой и ориентируют держатель заготовки по основанию по трем взаимно перпендикулярным осям координат и точно по углу, и зажимное устройство, зажимное усилие которого удерживает держатель заготовки на основании (в положении, установленном базирующими элементами). Для соблюдения требуемой точности при любых нагрузках оно содержит, по меньшей мере, два из следующих трех признаков: первый, в качестве пар базирующих элементов для установления положения по одной оси (Z) координат, параллельной линии действия зажимного усилия, основание и держатель заготовки снабжены противоположными друг другу упорными поверхностями, а для установления положения по обеим другим осям (X, Y) координат для каждой оси координат отдельно - двумя парами линейных базирующих элементов, содержащими по одной клинообразной центрирующей линейке и одному ответному элементу с подходящей к нему центрирующей прорезью, второй, зажимное устройство включает в себя несколько зажимных органов, содержащих по одной расположенной на держателе заготовки зажимной цапфе и расположенному на основании зажимному патрону, и третий, - держатель заготовки имеет на обращенной в закрепленном состоянии к основанию стороне сплошную плоскую поверхность, которая на отдельных участках образует лежащие по эту сторону упорные поверхности и на которой закреплены лежащие по эту сторону линейные базирующие элементы для установления осей координат, а также зажимные цапфы зажимных органов. 13 з.п. ф-лы, 5 ил.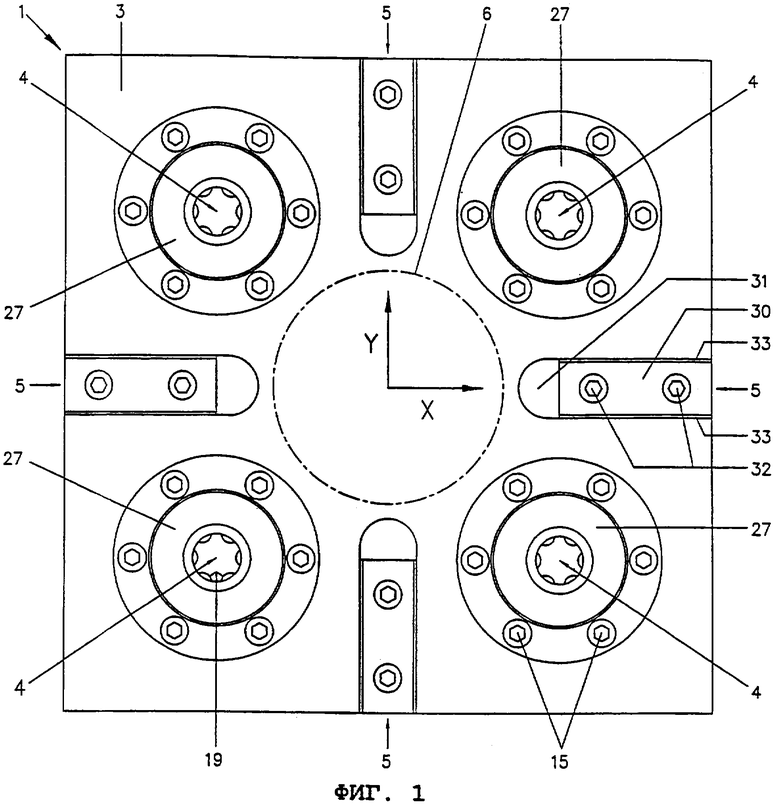
в качестве пар базирующих элементов для установления положения по одной оси (Z) координат, параллельной линии действия зажимного усилия, основание и держатель заготовки снабжены противоположными друг другу упорными поверхностями (27, 28), а для установления положения по обеим другим осям (X, Y) координат для каждой оси координат отдельно - двумя парами (5, 10) линейных базирующих элементов, содержащими по одной клинообразной центрирующей линейке (30) и одному ответному элементу (40) с подходящей к нему центрирующей прорезью (43), зажимное устройство включает в себя несколько зажимных органов (4, 11), содержащих по одной расположенной на держателе (2) заготовки зажимной цапфе (11) и расположенному на основании (1) зажимному патрону (4), держатель (2) заготовки имеет на обращенной в закрепленном состоянии к основанию (1) стороне (9) сплошную плоскую поверхность, которая на отдельных участках образует лежащие по эту сторону упорные поверхности (28) и на которой закреплены лежащие по эту сторону линейные базирующие элементы (10) для установления осей (X, Y, Z) координат, а также зажимные цапфы (11) зажимных органов (4, 11).
| SU 1514541 A1, 15.10.1989 | |||
| СПОСОБ БАЗИРОВАНИЯ ПРИСПОСОБЛЕНИЙ-СПУТНИКОВ | 1992 |
|
RU2031767C1 |
| УНИВЕРСАЛЬНОЕ ТОКАРНОЕ ПРИСПОСОБЛЕНИЕ | 1993 |
|
RU2080235C1 |
| УСТРОЙСТВО ДЛЯ БАЗИРОВАНИЯ СТОЛА-СПУТНИКА | 1993 |
|
RU2102217C1 |
| ШТАНГОВАЯ КОЛОННА | 1997 |
|
RU2124109C1 |

