Изобретение относится к ядерной технике и может быть использовано для дезактивации загрязненных радионуклидами металлических поверхностей атомных энергетических установок, технологического и другого оборудования, в том числе подлежащего утилизации и захоронению.
В настоящее время известны различные способы дезактивации металлических поверхностей, например электрохимические, окислительно-восстановительные, ударной волной и т.п.
Известен способ очистки поверхности от радиоактивных загрязнений путем обработки загрязненной поверхности водным дезактивирующим раствором с последующим удалением отработанного дезактивирующего раствора, по которому обработку загрязненной поверхности осуществляют в замкнутом объеме дезактивирующего раствора путем воздействия на загрязненную поверхность кавитирующим потоком дезактивирующего раствора, при этом разность между давлением протекания дезактивирующего раствора и статическим давлением замкнутого объема дезактивирующего раствора составляет 40-60 атм. (0,4-0,6 МПа), а обработку загрязненной поверхности ведут при температуре дезактивирующего раствора 18-22°С (патент РФ №2240613, кл. G 21 F 9/28, опубл. 20.11.2004).
Данный способ предназначен только для замкнутых объемов с использованием жидкого дезактивирующего раствора, который в дальнейшем переходит в разряд жидких радиоактивных отходов. Поддержание определенной температуры и давления в замкнутом объеме затрудняет широкое использование этого метода.
Чаще всего практикуют механические и химические способы дезактивации.
Механический способ дезактивации с использованием скребков, щеток, ветоши и моющих жидкостей, а также смывающего напора струи малоэффективен и сопряжен с большими дозовыми затратами персонала.
Химические способы дезактивации металлических поверхностей, реализующие растворение или нейтрализацию очищаемых фракций в сочетании с механической очисткой или погружением дезактивируемых изделий в ванны, приемлемы лишь для малогабаритных изделий и требуют нейтрализации экологически вредных используемых жидкостей.
Известен способ дезактивации металлических поверхностей, при котором дезактивируемую поверхность покрывают слоем воды и оплавляют путем ее сканирования локальным высокотемпературным источником тепла (сфокусированным лазерным пучком), при этом внешний слой металла закипает, разбрызгивается и частично испаряется. Процесс испарения расплавленного металла сопровождается выходом газообразных и аэрозольных радиоактивных отходов, которые вместе с частицами расплавленного металла улавливаются водой (патент Франции №2700882, кл. G 21 F 9/30, опубл. 29.07.94 г.).
Причиной, препятствующей использованию известного способа, является значительное количество выходящих из зоны обработки газообразных и аэрозольных радиоактивных отходов, которые не улавливаются водой, что увеличивает радиационную опасность для обслуживающего персонала. Кроме этого, недостатком является образование большого количества жидких радиоактивных отходов, которые необходимо утилизировать, что приводит к удорожанию известного способа.
Известен способ дезактивации металлических поверхностей, при котором дезактивируемую поверхность покрывают слоем воды и оплавляют локальным высокотемпературным источником тепла (высокотемпературной плазмой) путем ее сканирования плазмотроном. Затем осуществляют гранулирование расплавленного металла путем его распыления с помощью струи высокотемпературного газа, выходящей из плазмотрона, и охлаждения частиц расплавленного металла в воде (заявка Японии №63-33116, кл. G 21 F 9/28, опубл. 04.07.1988 г.).
Препятствием использования известного способа является значительное количество выходящих из зоны обработки газообразных и аэрозольных радиоактивных отходов, которые не улавливаются водой, что объясняется проведением процесса оплавления и распыления практически на сухом месте, поскольку струя выходящего из плазмотрона газа не только оттесняет воду с обрабатываемого участка, но и испаряет ее за счет своей высокой температуры, при этом газообразные и аэрозольные отходы смешиваются с паром и попадают в атмосферу помещения. Этот недостаток приводит к увеличению радиационной опасности для обслуживающего персонала. Кроме этого, недостатком известного способа является большой разброс в размерах гранул, что объясняется разницей в величинах скоростей истечения газа по сечению кольцевой струи (в центре - максимальная скорость, а по периферии - минимальная). Центральная струя распыляет расплавленный металл на более мелкие частицы, а периферийные струи - на частицы большего диаметра. Частицы большего размера тонут в воде под действием силы гравитации, а мелкие частицы могут находиться в воде достаточно длительное время во взвешенном состоянии и даже частично растворяться в воде, увеличивая тем самым количество жидких радиоактивных отходов, утилизация которых удорожает весь процесс дезактивации.
В аналогах, указанных выше, недостатком является то, что при помощи лазерного пучка и высокотемпературной плазмы часть поверхностного радиоактивного загрязнения в процессе дезактивации вплавляется в кристаллическую решетку дезактивируемого металла.
Наиболее близким по совокупности существенных признаков и достигаемому техническому результату является способ дезактивации металлических поверхностей, при котором покрытую слоем воды дезактивируемую поверхность оплавляют путем сканирования локальным высокотемпературным источником тепла и осуществляют гранулирование расплавленного металла, при этом в качестве источника тепла используют импульсный искродуговой разряд, который создают с помощью импульсного генератора в зазоре между обрабатываемой поверхностью и электродом, а гранулирование оплавленного металла осуществляют электрогидравлическим ударом, который создают в воде гашением разряда (патент РФ №2171511, кл. G 21 F 9/28, опубл. 10.08.2001).
Недостатком известного способа является необходимость поддержания постоянного зазора между дезактивируемой поверхностью и электродом, что приводит к невозможности дезактивации поверхности сложной формы, снижению производительности, а также применению специального оборудования (импульсный генератор), что приводит к удорожанию оборудования при использовании данного способа дезактивации. Кроме того, причиной, препятствующей использованию известного способа, является применение высокого напряжения в пределах 50÷1500 вольт, что недопустимо по Правилам электробезопасности для переносного оборудования, также необоснованные потери электроэнергии за счет пробоя зазора между электродом и дезактивируемой поверхностью. Кроме этого, использование высоких скоростей вращения электрода-инструмента накладывает ряд требований по обеспечению безопасности окружающей среды и персонала (использование защитных кожухов и т.п.). При высокоскоростной дезактивации за один проход электрод-инструмента сканируемый слой загрязнения поверхности составляет не более 1 мм (что не позволяет дезактивировать рифленые поверхности), это увеличивает количество проходов и снижается производительность. При этом из-за высоких скоростей мелких гранул образуется больше, чем крупных, они дольше осаждаются, загрязняя тем самым воду.
Патент №2171511, кл. G 21 F 9/28 выбран в качестве прототипа.
Задачей настоящего изобретения является создание способа дезактивации металлических поверхностей любой сложности, обеспечивающего безопасность окружающей среды и персонала, особенно при работе вручную, и повышающего производительность процесса дезактивации при снижении его себестоимости.
Техническим результатом настоящего изобретения является возможность дезактивации поверхностей любой сложности путем непосредственного контакта электрод-инструмента и дезактивируемой поверхности. Кроме этого, за счет низкой скорости сканирования электрода формируют гранулы, размер которых обеспечивает быстрое осаждение и препятствует загрязнению технологической среды.
Указанный технический результат достигается тем, что в способе дезактивации металлических поверхностей, преимущественно в жидкой среде, по которому обрабатываемую поверхность сканируют импульсными электрическими разрядами источника тока, а загрязненный металл выводят из зоны дезактивации в виде гранул, сканирование осуществляют контактно-дуговыми разрядами источника тока с жесткостью вольтамперной характеристики не менее 280 А/В при напряжении на рабочих электродах 7÷24 В, а гранулы выводимого из зоны дезактивации загрязненного металла формируют размером не менее 0,05 мм.
Наилучший результат достигается при сканировании дезактивируемой поверхности со скоростью 3-15 мм/с, и за один импульс контактно-дугового разряда обеспечивают удаление слоя загрязненного металла толщиной до 5 мм.
За один импульс контактно-дугового разряда на поверхности формируют по крайней мере одну лунку глубиной до 5 мм, что способствует повышению производительности процесса.
Применение источника тока с жесткой вольтамперной характеристикой (ВАХ) не менее 280 А/В необходимо в данном способе для поддержания постоянных характеристик электродуговых разрядов, так как при меньшем значении не обеспечивается стабильность процесса дезактивации, а при большем значении ВАХ процесс экономически не целесообразен.
При напряжении менее 7 В процесс дезактивации будет неэффективен, так как увеличится время дезактивации и количество проходов, а использование напряжения более 24 В приведет к необоснованному увеличению энергозатрат без повышения технического результата. Кроме того, использование рабочего напряжения в диапазоне 7÷24 В увеличивает безопасность работающего персонала, особенно при использовании ручного инструмента.
Скорость перемещения электрода должна поддерживаться в пределах 3÷15 мм/с, в зависимости от степени радиоактивного загрязнения дезактивируемой поверхности и напряжения на электродах. Чем выше уровень загрязнения, тем ниже скорость сканирования и выше напряжение. При скорости менее 3 мм/с могут образовываться прожоги в дезактивируемой поверхности, а при скорости перемещения электрода более 15 мм/с нет контактных перемычек между электродом и дезактивируемой поверхностью, что приводит к резкому падению эффективности процесса дезактивации.
Кроме этого, скорость перемещения электрода, в указанных выше пределах, обеспечивает удаление глубокого фиксированного загрязнения за меньшее количество проходов; при этом образуются крупные не менее 0,05 мм гранулы загрязненного металла, которые быстро выпадают в осадок и не загрязняют жидкость и окружающую среду мелкими фракциями. Указанный размер гранул обеспечивается рабочими приемами расположения электрода.
Сканирование поверхности контактно-дуговыми разрядами обеспечивает возможность дезактивировать поверхности металлических изделий любой конфигурации, так как нет необходимости строго выдерживать зазор между электродом и дезактивируемой поверхностью.
Признаки, указанные в формуле изобретения, являются необходимыми и достаточными для обеспечения указанного технического результата, то есть являются существенными.
Предлагаемое изобретение не известно из доступных источников информации, явным образом не следует из уровня техники и при этом является промышленно применимым, то есть соответствует всем критериям охраноспособности по действующему законодательству.
Способ осуществляют следующим образом.
Металлоизделие, поверхности которого загрязнены радионуклидами, помещают в рабочую емкость с жидкой технологической средой (рабочей средой).
Электрод и металлоизделие подключают к источнику тока. В зависимости от уровня загрязнения, выбирают величину напряжения.
Подключив электрод и дезактивируемую поверхность, подают напряжение, производят сканирование электродом при их непосредственном контакте и таким образом формируют контактно-дуговые разряды, при этом возникают контактные перемычки между электродом и дезактивируемой поверхностью, что сопровождается интенсивным плавлением и выбросом гранул металла из зоны обработки.
В отличие от аналогов и прототипа в данном способе происходит подплавление и элиминация загрязненного металла, что в результате не дает вплавления загрязнения и металл остается более чистый, исключая вторичное загрязнение.
Способ возможно применять в любых жидких негорючих средах. Жидкая технологическая среда, попадая на расплавленный металл, способствует гранулированию расплава и удалению его с дезактивируемой поверхности из лунок, образуемых дуговыми разрядами. В дальнейшем, потоки жидкой среды вымывают гранулированные частицы из межэлектродного промежутка, устраняя вторичное воздействие на них разрядов.
Жидкая технологическая среда создает пленки на гранулируемых частицах металла (шарообразных гранулах, каплях), препятствует их слипанию и прилипанию к дезактивируемой поверхности.
В данном способе продукты дезактивации не растворяются в технологической среде и представляют собой металлические порошки, состоящие из шаровидных частиц размером от 0,05 до 5 мм, которые улавливаются гравитационными отстойниками.
При необходимости возможно повторное использование технологической среды после отделения механической составляющей загрязнения.
Описание способа дезактивации.
В качестве образцов для проведения испытаний данного способа выбрали металлические пластины размером 100 мм × 100 мм и толщиной 5-8 мм. Материал - нержавеющая сталь Х18Н10Т. Одна сторона пластин была загрязнена радионуклидами: смесью изотопов Cs137 и Се144. Загрязнение фиксированное, с исходной загрязненностью величиной 3700÷4400 β-част/см2*мин. Исходную и остаточную загрязненность образцов определяли с помощью радиометра КРАБ-3. Эффективность дезактивации оценивалась с помощью коэффициента дезактивации:
Кд=Аисх/Aост,
где Аисх - исходная загрязненность образцов;
Аост - остаточное загрязнение после проведения дезактивации.
Использовали источник тока с жесткой вольтамперной характеристикой 280 А/В. Напряжение на рабочих электродах от 7 до 24В. При использовании источника тока для электродуговой сварки (ТИР-200), у которого вольтамперная характеристика 50 А/В, процесс оказался не осуществим.
Для промежуточных значений вольтамперной характеристики использовались исследовательские источники питания, разработанные заявителем.
В качестве электрода инструмента выбрали графитовую пластину (марка графита ЭГ-0) с рабочей поверхностью 100 мм2.
Мощность разрядов между электродом и дезактивируемой поверхностью изменяли переменой напряжения в диапазоне от 7 до 24 В.
Сканирование дезактивируемой поверхности проводили электродом при скоростях 3÷15 мм/с. Причем при скорости сканирования менее 3 мм/с наблюдались прожоги пластин. При скорости сканирования свыше 15 мм/с эффективность дезактивации снижается.
Толщину снятого слоя металла проверяли с помощью микрометра.
Загрязненность технологической воды составила в среднем 1,0-4,0*10-8 Ки/л, загрязненность снятого металла (гранул металла) - 4000÷5000 β-част/см2*мин.
Причем следует отметить, что при образовании фракции частиц металлического порошка с размером частиц менее 0,05 мм эффективность дезактивации снижается, а загрязненность порошка составляет 1500÷2000 β-част/см2*мин, технологической воды 1,7÷3,0*10-8 Ки/л.
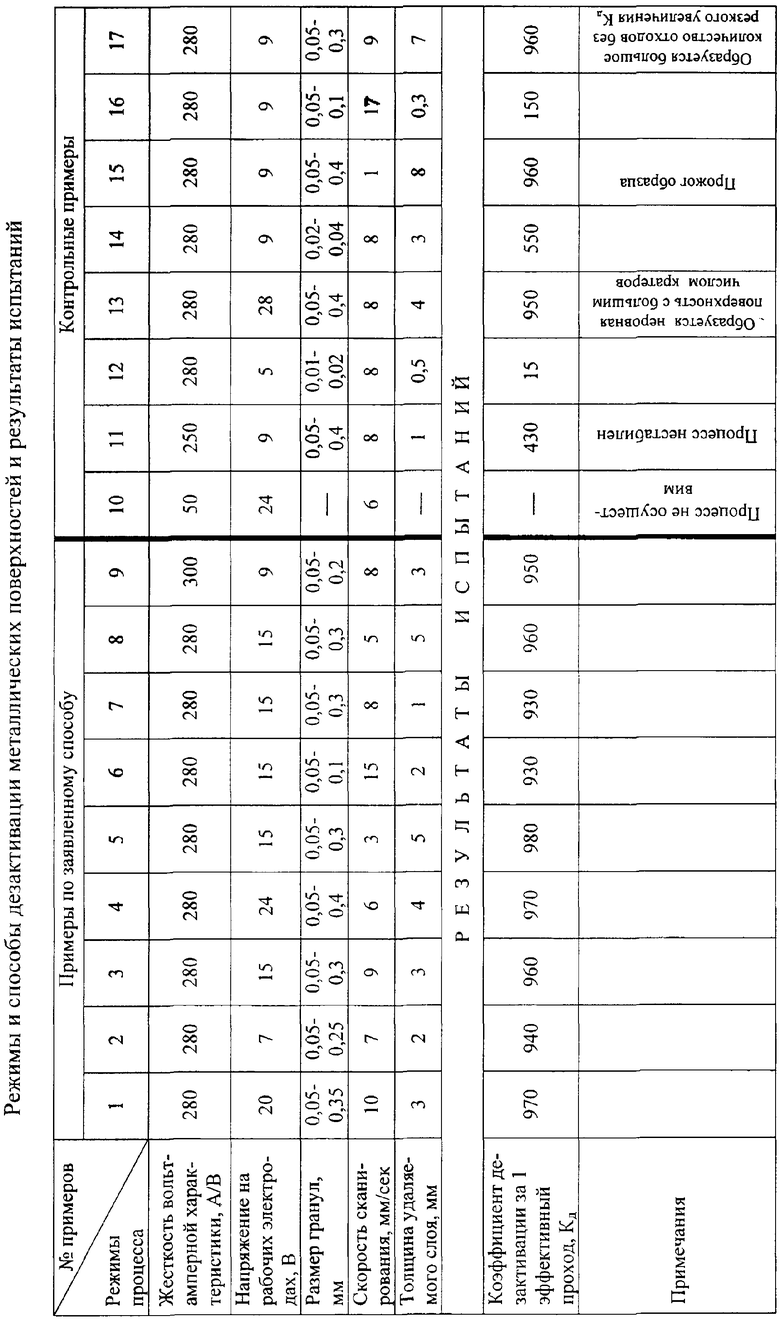
В таблице приведены режимы и результаты, полученные на образцах в процессе проведения испытаний.
В примерах 4, 5, 8 в качестве образцов для проведения испытаний использовались металлические пластины с рифленой рабочей поверхностью, в остальных примерах - с гладкой рабочей поверхностью.
В примерах 2, 4, 7 испытания проводили в среде силиконового масла марки СЖ-101 К, в остальных примерах - в водной среде.
Пример 1.
Загрязненную металлическую пластинку (Аисх=4300 β-част/см2*мин) толщиной 6 мм подключили к источнику питания и положили в кювету с водой.
Графитовый электрод подключили к источнику с жесткой вольтамперной характеристикой 280 А/В, установили напряжение на рабочих электродах в 20 В.
Обработали пластинку со скоростью сканирования электрода 10 мм/с.
Пластинку вынули из кюветы, просушили промакиванием фильтровальной бумагой, замерили остаточную загрязненность и толщину снятого металла.
Остаточное загрязнение составило фоновые значения (Аост=4-5 β-част/см2*мин). Кд=970.
Толщина удаленного слоя металла составила 3 мм.
Технологическую воду вылили из кюветы и профильтровали.
На радиометре УМФ-2000 определили загрязненность технологической воды. Загрязненность технологической воды составила 3,7*10-8 Ки/л.
Металлический осадок высушили и определили его загрязненность. Загрязненность снятого металла (гранул металла) составила 4000 β-част/см2*мин.
С помощью набора стандартных сит определили размер гранул, который составил 0,05-0,35 мм.
Способ дезактивации в примерах 2-17 осуществлялся аналогично, параметры испытаний приведены в таблице.
Таким образом, по сравнению с прототипом, в предлагаемом способе достигаются следующие преимущества:
- дезактивация сложных, рифленых поверхностей;
- возможность удаления глубокого радиоактивного загрязнения за счет использования низких скоростей сканирования поверхности;
- возможность дезактивации в предлагаемом способе в любых жидких негорючих средах;
- использование низкого напряжения, а также низких скоростей обработки для безопасности окружающей среды и персонала;
- снижение себестоимости процесса дезактивации за счет использования более дешевого и простого технологического оборудования.
Такие результаты достигаются сочетанием осуществления сканирования дезактивирующей поверхности металлических поверхностей различной конфигурации контактно-дуговыми разрядами источника тока с жесткой вольтамперной характеристикой не менее 280 А/В с определенным диапазоном напряжения 7÷24 В на рабочих электродах, с формированием гранул загрязненного выводимого металла размером не менее 0,05 мм.
Таким образом, предлагаемое изобретение направлено на решение поставленной задачи и отвечает всем критериям охраноспособности по действующему законодательству.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДЕЗАКТИВАЦИИ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2019 |
|
RU2724106C1 |
| Способ электрохимической дезактивации неокрашенных металлических поверхностей от загрязнения радионуклидами | 2024 |
|
RU2839064C1 |
| СПОСОБ ИСКРОДУГОВОЙ ДЕЗАКТИВАЦИИ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ С ЗАМКНУТЫМ ЦИКЛОМ ПОДАЧИ ВОДЫ | 2000 |
|
RU2172992C1 |
| СПОСОБ ДЕЗАКТИВАЦИИ РАДИАКТИВНО ЗАГРЯЗНЕННЫХ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2015 |
|
RU2586967C1 |
| СПОСОБ ПЕРЕРАБОТКИ МЕТАЛЛОВ, СОДЕРЖАЩИХ ПРОЧНОФИКСИРОВАННЫЕ ПОВЕРХНОСТНЫЕ РАДИОАКТИВНЫЕ ЗАГРЯЗНЕНИЯ | 2015 |
|
RU2635202C2 |
| Устройство для плазменной дезактивации элементов конструкции ядерного реактора | 2021 |
|
RU2771172C1 |
| КОМПЛЕКСНАЯ УСТАНОВКА ДЕЗАКТИВАЦИИ ТВЕРДЫХ РАДИОАКТИВНЫХ ОТХОДОВ | 2023 |
|
RU2815544C1 |
| СПОСОБ ДЕЗАКТИВАЦИИ ЭЛЕМЕНТА КОНСТРУКЦИИ ЯДЕРНОГО РЕАКТОРА | 2018 |
|
RU2711292C1 |
| СПОСОБ ОЧИСТКИ И ДЕЗАКТИВАЦИИ КОНТУРНОГО ОБОРУДОВАНИЯ РЕАКТОРНОЙ УСТАНОВКИ С ЖИДКОМЕТАЛЛИЧЕСКИМ СВИНЦОВО-ВИСМУТОВЫМ ТЕПЛОНОСИТЕЛЕМ | 2011 |
|
RU2459297C1 |
| СПОСОБ ПЕРЕРАБОТКИ РАДИОАКТИВНО ЗАГРЯЗНЕННЫХ МЕТАЛЛОВ | 2014 |
|
RU2560083C2 |
Изобретение относится к ядерной технике и может быть использовано для дезактивации загрязненных радионуклидами металлических поверхностей атомных энергетических установок, технологического и другого оборудования, в том числе подлежащего утилизации и захоронению. Изобретение состоит в том, что в процессе дезактивации металлических поверхностей, преимущественно в жидкой среде, сканирование осуществляют контактно-дуговыми разрядами от источника тока с жесткой вольтамперной характеристикой не менее 280 А/В при напряжении на рабочих электродах 7-24 В, а гранулы выводимого из зоны дезактивации загрязненного металла формируют размером не менее 0,05 мм. Изобретение позволяет с высокой производительностью осуществлять дезактивацию металлических поверхностей любой и особенно сложной конфигурации, улучшая при этом условия техники безопасности для обслуживающего персонала. 2 з.п. ф-лы, 1 табл.
| 2000 |
|
RU2171511C1 | |
| СПОСОБ ИСКРОДУГОВОЙ ДЕЗАКТИВАЦИИ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ С ЗАМКНУТЫМ ЦИКЛОМ ПОДАЧИ ВОДЫ | 2000 |
|
RU2172992C1 |
| УСТРОЙСТВО И СПОСОБ ОЧИСТКИ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ ОТ РАДИОАКТИВНЫХ ЗАГРЯЗНЕНИЙ | 1998 |
|
RU2169404C2 |
| Способ электрохимической дезактивации углеродистых сталей | 1987 |
|
SU1519442A1 |
| WO 9513618 A1, 18.05.1995. | |||

