Перекрестная ссылка на имеющую отношение к изобретению заявку
Это частичное продолжение одновременно рассматриваемой заявки №08/647583, поданной 13 мая 1996 года, озаглавленной "Гибкая, имеющая множество отделений емкость для лекарственного средства, способ ее изготовления и использования", полное описание которой включено здесь в качестве ссылочного материала.
Область изобретения
Настоящее изобретение относится к гибким, стерильным емкостям, используемым для хранения и смешения лекарственных средств и разбавляющих жидкостей в стерильной окружающей среде и вливания растворов из них. Более точно, емкость изготавливается из листов пленки с использованием модульных технологических позиций для изготовления отделений. Емкость изготавливается таким образом, что она включает удаляемые отверстия, с помощью которых емкость поддерживается и перемещается через модульные наполняющие изоляторы.
Предшествующий уровень техники
Различные медикаментозные (лекарственные) растворы обычно вводятся пациентам внутривенно (через устройства для внутривенного вливания) из стерильных емкостей. Часто такие растворы содержат смешанное сочетание жидкого разбавителя, например водный раствор глюкозы или раствор NaCl и лекарственного средства. Желательно, чтобы лекарственное средство и разбавитель хранились отдельно в емкости в асептических условиях и не смешивались до момента непосредственного использования, во избежание разложения конечного продукта. Совместная упаковка разбавителя и лекарственного средства часто также осложняется типом лекарственного средства, которым может быть порошок, чувствительный к влажной примеси, или порошок или жидкость, чувствительная к разложению под воздействием света или кислорода.
Соответственно, различные лекарственные средства, такие как антибиотики, которые становятся со временем неустойчивыми в растворе, хранились отдельно во влаго- и газонепроницаемых ампулах, емкостях и т.д. до их применения. Перед введением пациенту, хранящиеся таким образом лекарственные средства должны быть смешаны или разбавлены с физиологическими растворами или разбавителями, которые также сохраняются отдельно. Несмотря на способность сохранения устойчивости и эффективности лекарственного средства, способ отдельного хранения компонентов затруднителен и создает опасность бактериологического загрязнения во время переноса, смешения и последующего введения пациенту. Соответственно, были разработаны медицинские емкости, которые включают отделение для хранения неустойчивого лекарственного средства и отделение, которое содержит разбавляющую жидкость. Непосредственно перед внутривенным введением пациенту отделения заставляют сообщаться для смешения их содержимого в асептических условиях.
Известны медицинские емкости для лекарств с множеством отделений, которые дают возможность отдельного хранения жидких разбавителей и лекарственных средств. Такие емкости описаны, например, в патенте США №4608043 (Larkin) и патенте США №5176634. (Smith и др.). Патенты США №№4608043 и 5176634 включены здесь в качестве ссылки. Отделения емкостей, описанные в предыдущих патентах, отделены один от другого ломкими герметичными уплотнениями, полученными термосвариванием. Уплотнения разрушаются при манипулировании емкостью таким образом, что содержимое отделений может смешиваться вместе, чтобы образовывать раствор, который поступает пациенту через обычное устройство для внутривенного вливания.
Имеющиеся сейчас в продаже емкости для растворов обычно изготавливаются из материалов, содержащих поливинилхлоридный пластик. Поливинилхлоридный материал обычно темный с виду, что затрудняет наблюдение за содержимым в емкости, выполненной из такого материала. Следовательно, проверка таких емкостей на утечки и примеси влаги полностью затруднена, равно как и проверка того, насколько полно произошло смешение лекарственного средства и разбавителя до введения раствора пациенту. Кроме того, при производстве поливинилхлоридного материала используются различные опасные химические вещества, от которых следует избавляться с учетом сохранения безопасности для окружающей среды. После использования, от емкостей из этого материала следует тщательно избавляться, так как поливинилхлорид выделяет токсичный газ при сжигании и включает токсичный пластификатор, который может выщелачиваться в окружающую среду, если контейнер зарыт в землю. Токсичный пластификатор также способен попасть во внутривенные растворы, вследствие чего такие емкости непригодны для нескольких типов лекарственных средств.
Отделение для лекарственного средства таких емкостей, имеющих множество отделений, должно быть защищено от влаги и атмосферных газов, а также от воздействия ультрафиолетового излучения и окружающего излучения, чтобы предотвратить разложение лекарственного средства, заключенного в нем. Одним известным способом защиты отделения для лекарственного средства, например от проникновения влаги и кислорода, описанного в патенте США №5267646 (Inouye, et al), в котором отделение для лекарства окружено дополнительным отделением, содержащим влагопоглотитель и кислородный поглотитель. Свободный кислород и пары влаги могут проникать через материал дополнительного отделения и поглощаться влагопоглотителем и кислородным газоочистителем прежде, чем они окажут вредное воздействие на материал в отделении для лекарственного средства.
Несмотря на то, что этот способ может обеспечить некоторую степень защиты отделения для лекарственного средства от кислорода и влаги, он требует наличия дополнительного слоя материала (дополнительного отделения) вокруг лекарственного препарата, что еще более затрудняет проверку содержимого отделения для лекарства перед использованием. Кроме того, не обеспечивается защита против ультрафиолетового излучения или окружающего освещения, вызывающих разложение содержимого отделения для лекарственного средства.
В патенте США №5176634 (Smith et al) описана медицинская емкость, имеющая множество отделений, отделенных отслаиваемыми герметичными уплотнениями, которые разрываются от надавливания рукой на емкость снаружи. Емкость образована из двух листов гибких материалов, которые герметично соединены вместе по их периметру. В емкости выполнены отделения для разбавителя и лекарственного средства, отделенные ломкими уплотнениями, полученными термосплавлением. Задний лист непроницаем для водных паров и выполнен из слоистого материала, имеющего внутренний слой из полипропилена, средний слой из алюминиевой фольги и внешний слой из пленки сложного полиэфира. Влагонепроницаемость заднего листа продлевает срок хранения продукта, снижая наполовину проникновение паров разбавителя из емкости и проникновение атмосферных паров в отделение для лекарственного средства. Дополнительное снижение проникновения паров обеспечивается креплением с возможностью отсоединения (отслоения) третьего листа слоистого материала, идентичного заднему листу, поверх переднего листа емкости в зоне отделения для лекарственного средства. Этот третий лист слоистого материала имеет такой размер, что он покрывает отделение для лекарственного средства и вместе с задним листом обеспечивает паронепроницаемую оболочку.
Однако, как только паронепроницаемое третье уплотнение отрывается от отделения для лекарства, это отделение уже лишается оболочки и поэтому становится доступным для проникновения атмосферных паров. Кроме того, пары влаги способны мигрировать из отделения для разбавителя в отделение для лекарственного средства через материал отслаиваемого уплотнения, которое их разделяет. Так как влагонепроницаемое покрытие обычно отрывается от отделения для лекарственного средства при проверке, когда лекарство поступает в больницу, длительное хранение таких емкостей создает проблему. В тех случаях, когда лекарственным средством является порошок, крайне подверженный разложению под воздействием влаги, срок хранения емкости, с которой удалили влагонепроницаемое покрытие, часто не превышает нескольких дней.
В связи с вышеизложенным, можно видеть, что существует необходимость усовершенствования емкостей предшествующего уровня техники, заключающегося в необходимости создания медицинских емкостей, которые безопасны с точки зрения защиты окружающей среды при их изготовлении и избавлении от них. Такие емкости должны также обладать способностью защищать лекарственные средства от влаги и атмосферных газов и в то же время давать возможность простого визуального доступа к содержимому отделения для лекарственного средства. Желательна также защита от ультрафиолетового излучения и спектра светового излучения.
В различных емкостях с множеством отделений предшествующего уровня техники используются простые ломкие или отслаивающиеся герметичные уплотнения, разделяющие отделения для лекарственного средства и отделения для разбавителя, чтобы предотвратить несвоевременную подачу любого из компонентов перед смешением. Такие простые уплотнения формируются на емкости в направлении по ее ширине и имеют равномерную толщину в поперечном сечении и длину по всему уплотнению. Когда емкостью манипулируют, чтобы разорвать уплотнения и, таким образом, смешать вместе лекарственное средство и разбавитель перед введением, механическое давление жидкого разбавителя на уплотнение снимается как только какой-нибудь участок уплотнения разрывается и позволяет разбавителю войти в отделение для лекарства. Такой частичный разрыв продольного уплотнения часто не обеспечивает полной подачи жидкого содержимого из отделения для разбавителя в лекарство. Значительные количества разбавителя могут оставаться в отделении для разбавителя, задерживаясь в углах, образованных боковой стенкой отделения и левыми и правыми концами уплотнения. Такой частичный разрыв также может привести к неполному смешению лекарств с разбавителями и неполной подаче смешанного продукта пациенту.
Поэтому необходимо обеспечить емкость для внутривенного вливания, имеющую множество отделений для хранения разбавителей и лекарственных средств в одной упаковке, имеющей отслаиваемые, разделяющие отделения, герметичные уплотнения, выполненные таким образом, чтобы они полностью разрывались по всей их длине для полного соединения и смешения содержимого и обеспечивали подачу всего количества конечного смешанного продукта.
Кроме того, необходимо, чтобы устройство емкости предотвращало несвоевременную подачу любого из компонентов до смешения их, но позволяло визуальное обследование состояния компонентов после приема емкости фармацевтическими службами больниц, перед отправкой на хранение и последующим использованием. Способность улучшения защиты содержимого одного или более отделений емкости против воздействия влаги, проникновения кислорода или разложения под воздействием света также необходимы.
Сущность изобретения
Настоящее изобретение обеспечивает емкость, имеющую множество отделений, разделенных отслаиваемыми герметичными уплотнениями, которые могут разрываться от надавливания рукой на емкость снаружи. Емкость образована из двух листов гибких, слоистых материалов, которые сплавлены по их периметрам. Раздельные отделения в емкости образованы отслаиваемыми герметичными уплотнениями, полученными термосплавлением. В первом примере реализации изобретения образованы три отделения в емкости; первое отделение содержит жидкий разбавитель, второе отделение содержит измельченное в порошок лекарственное средство, которое может смешиваться с жидким разбавителем разъемом отслаиваемого уплотнения, разделяющего два отделения, а третье отделение является выходным отделением, из которого смешанный раствор лекарства вводится пациенту.
В одном аспекте изобретения емкость выполнена из гибкого заднего листа и гибкого переднего листа, сплавленного с задним листом вдоль общей периферийной кромки. Первое отслаиваемое уплотнение проходит между двумя сторонами общей периферийной кромки и соединяет с возможностью разъема передний и задний листы для образования отделения, содержащего разбавитель. Второе отслаиваемое уплотнение проходит между двумя сторонами общей периферийной кромки и соединяет с возможностью разъема передний и задний листы для образования таким образом выходного отделения и отделения, содержащего лекарственное средство, которое находится между выходным отделением и отделением для лекарственного средства. Светлая слоистая высокобарьерная пленка выполнена такого размера, чтобы покрывать отделение для лекарственного средства и сплавлена с передним листом. Непрозрачная защитная высокобарьерная пленка выполнена такого размера, чтобы проходить над светлой высокобарьерной слоистой пленкой и отделением для лекарственного средства и сплавлена с возможностью разъема со светлой, высокобарьерной, слоистой пленкой. Светлая, высокобарьерная пленка и непрозрачная высокобарьерная пленка в сочетании образуют высокобарьерное защитное покрытие над отделением для лекарственного средства.
В одном примере реализации изобретения непрозрачная высокобарьерная защитная пленка включает слой полимера этиленвинилацетата на своей обращенной внутрь поверхности, слой полимера сложного полиэфира, имеющий более высокую температуру плавления, чем слой полимера этиленвинилацетата, на своей обращенной наружу поверхности; и непрозрачный высокобарьерный слой алюминиевой фольги между слоями этиленвинилацетата и сложного полиэфира. Непрозрачное высокобарьерное защитное покрытие крепится с возможностью отслоения над отделением для лекарственного средства и легко снимается для последующей проверки содержимого отделения для лекарственного средства.
В другом аспекте настоящего изобретения светлая, высокобарьерная слоистая пленка содержит светлые, прозрачные, слоистые, барьерные, защитные от влаги и кислорода пленки, обеспеченные между непрозрачной защитной пленкой, содержащей алюминиевую фольгу, на переднем листе емкости в зоне отделения для лекарственного средства. В частности, светлая, высокобарьерная слоистая пленка содержит внутренний слой полипропилена, прилегающий к переднему листу емкости; наружный слой из сложного полиэфира; и либо светлый, прозрачный, высокоэффективный защитный барьер против влаги, либо светлый, прозрачный высокоэффективный защитный барьер против кислорода, или оба, расположенные между внутренним и наружным слоями.
В еще одном аспекте настоящего изобретения отслаиваемые уплотнения выполнены таким образом, чтобы образовывать характеристику криволинейного сопротивления гидравлическому давлению на уплотнение, возникающему при манипулировании емкостью. Характеристика криволинейного сопротивления сильнее в центре отслаиваемого уплотнения и уменьшается в направлении обеих сторон. Разъем уплотнения выполняется манипулированием емкостью с целью создания давления на разбавитель в первом отделении, который затем гидравлически разъединяет уплотнение по существу полностью по его длине между отделениями, позволяя разбавителю и лекарственному средству смешиваться. Третье отделение, примыкающее ко второму отделению и противоположное отделению для разбавителя, содержит выходное отверстие для подачи смешанной жидкости. Отслаиваемое уплотнение между вторым и третьим отделениями предотвращает введение содержимого до смешения содержимого первых двух отделений. После смешения дополнительное манипулирование емкостью для оказания давления на содержимое разрывает второе уплотнение по существу полностью по его длине, что позволяет лекарственной среде подаваться через отверстие.
В дополнительном примере реализации изобретения выполняется дополнительное удаляемое отделение с барьером для защиты от паров влаги, расположенное между отделениями для разбавителя и лекарственного средства, путем образования дополнительного отслаиваемого, полученного термосплавлением уплотнения перед отслаиваемым уплотнением, отделяющего разбавитель от отделения для лекарственного средства. Кроме того, удаляемое отделение с барьером для защиты от паров влаги обеспечивает дополнительную защиту отделению для лекарственного средства против преждевременного разрыва уплотнения отделения для лекарственного средства.
В еще одном аспекте настоящего изобретения отделение для лекарственного средства защищено от преждевременного выхода к жидкому разбавителю путем перегиба емкости вблизи отслаиваемого уплотнения, образованного между отделениями для лекарственного средства и разбавителя. Перегиб емкости сжимает материал емкости в зоне перед первым отслаиваемым уплотнением, таким образом усиливая уплотнение против гидравлического давления, вызываемого небрежным манипулированием емкостью. Когда емкость сложена таким образом, обеспечиваются средства для сохранения емкости в перегнутом состоянии. В одном примере реализации изобретения вставляется ушко в удерживающий его паз, при этом как ушко, так и удерживающий его паз выполнены заодно с емкостью из материалов, из которых выполнена емкость. Емкость таким образом может повторно разгибаться для периодической проверки содержимого и снова складываться для хранения.
В другом аспекте настоящего изобретения непрозрачная высокобарьерная защитная пленка крепится с возможностью отслоения поверх светлой высокобарьерной слоистой пленки для обеспечения легкого съема и проверки отделения для лекарственного средства. Только часть поверхности светлой высокобарьерной слоистой пленки входит в контакт с непрозрачной высокобарьерной защитной пленкой, причем сила сцепления прямо пропорциональна пространству поверхностного контакта. Непрозрачная высокобарьерная защитная пленка крепится над светлой высокобарьерной слоистой пленкой шаблонной головкой, выполняющей термосплавление и образующей ровные ряды по существу круглых неконтактных пространств. Прочность образованного таким образом отслаиваемого уплотнения легко регулируется изменением количества неконтактных пространств.
В еще одном аспекте настоящего изобретения способ образования гибкой емкости для совмещенного хранения и введения лекарственных средств и разбавителей для внутривенных растворов содержит стадии сплавления гибкого прозрачного переднего листа с гибким паронепроницаемым задним листом вдоль общей периферийной кромки; нагрев переднего и заднего листов в первом определенном месте для сплавления нагретых участков примыкающих поверхностей, в результате чего образуется первое отслаиваемое уплотнение, проходящее между двумя сторонами общей периферийной кромки; и нагрев переднего и заднего листов во втором определенном месте для сплавления нагретых участков примыкающих поверхностей, в результате чего образуется второе отслаиваемое уплотнение. Первое отслаиваемое уплотнение соединяет с возможностью разъема передний и задний листы, чтобы образовать таким образом первое отделение, содержащее разбавитель. Второе отслаиваемое уплотнение соединяет с возможностью разъема передний и задний листы, чтобы таким образом образовать выходное отделение и отделение, содержащее лекарственное средство, которое находится между выходным отделением и отделением для разбавителя. Первое и второе удаляемые отверстия расположены между передним и задним листами и сообщаются, соответственно с отделением для разбавителя и отделением для лекарственного средства. Отделение для разбавителя асептически заполняется раствором разбавителя через свое соответствующее удаляемое отверстие, и уплотнение, проходящее по периферии емкости в районе отверстия, завершается. Подобно этому, отделение для лекарственного средства асептически заполняется лекарственным средством через его соответствующее удаляемое отверстие, и это отверстие герметично уплотняется по периферии емкости, после чего удаляемые отверстия вынимаются из емкости. Образование емкости и заполнение выполняется не подвергая емкость стадии стерилизации после первой стадии заполнения отделений.
Специфично, отделения для разбавителя и лекарственного средства заполняются асептически заранее стерилизованным разбавителем и заранее стерилизованным лекарственным средством в стерильной окружающей среде. В одном примере реализации стерильная окружающая среда обеспечивается в изоляторе, внутри которого окружающая атмосфера сохраняется в стерильном состоянии.
В дополнительном примере реализации изобретения незаполненные емкости помещаются в несущий элемент, который затем герметизируется против загрязнения окружающей средой. Несущий элемент и емкости внутри него подвергаются стерилизации электронными лучами. Несущий элемент и емкости внутри него вводятся в изолятор через тоннель ультрафиолетовой очистки, что обеспечивает сохранение стерильной среды внутри изолятора.
Краткое описание чертежей
Эти и другие признаки, аспекты и преимущества настоящего изобретения будут более понятны при рассмотрении последующего подробного описания прилагаемых пунктов патентования и чертежей, на которых:
фиг.1 является полусхематичным видом спереди примера реализации емкости, обеспеченной в соответствии с практикой настоящего изобретения, показывающим расположение отделений и проходящие между ними криволинейные уплотнения, включая выходное отверстие и фиксирующие ушки для перегиба емкости,
фиг.2 является полусхематичным видом сбоку в поперечном сечении, взятым по линии 2-2 фигуры 1, изображающим гибкие листы, образующие емкость, причем толщина слоем в листах преувеличена для ясности,
фиг.3 является полусхематичным местным видом в поперечном сечении, взятым по линии 3-3 фигуры 2, показывающим конфигурацию гибких листов первого примера реализации емкости настоящего изобретения без необязательного прозрачного высокобарьерного промежуточного слоя,
фиг.4 является полусхематичным видом в поперечном сечении конфигурации гибких листов первого примера реализации изобретения, изображающим необязательную прозрачную высокобарьерную промежуточную пленку,
фиг.5 является полусхематичным местным видом в поперечном сечении, показывающим слоистую структуру гибких листов второго примера реализации емкости настоящего изобретения с изображением второго примера реализации необязательной прозрачной высокобарьерной промежуточной пленки,
фиг.6 является полусхематичным видом спереди примера реализации емкости фигуры 1, показывающим емкость в перегнутом состоянии для хранения,
фиг.7 является полусхематичным видом спереди дополнительного примера реализации емкости, обеспеченной в соответствии с настоящим изобретением, показывающим дополнительное отслаиваемое уплотнение и буферное отделение, обеспеченное для защиты отделения для лекарственного средства против проникновения паров влаги,
фиг.8 является полусхематичным видом спереди примера реализации емкости, обеспеченной согласно настоящему изобретению, на промежуточной стадии ее изготовления, показывающим расположение удаляемых отверстий для заполнения емкости,
фиг.8а является полусхематичным видом сбоку примера реализации емкости, детально изображающим устройство и конструкцию удаляемых отверстий для заполнения порошком и жидкостью, включая колпачок согласно настоящему изобретению,
фиг.8b является полусхематичным видом сверху удаляемых отверстий фигуры 8а с детальным изображением формы и устройства фланцев отверстий,
фиг.9 является полусхематичным видом в плане примера реализации модульного устройства для изготовления емкостей в соответствии с настоящим изобретением,
фиг.10 является полусхематичным видом в перспективе транспортирующего контейнера, обеспеченного в соответствии с настоящим изобретением, включающего поддон для приема направляющего картриджа, покрытый герметизируемой крышкой из пленки,
фиг.11а является полусхематичным видом в перспективе компонентов направляющего картриджа фигуры 10, изображающим направляющий картридж в готовом для сборки виде,
фиг.11b является полусхематичным видом в перспективе полностью собранного направляющего картриджа фигуры 11а,
фиг.12а является полусхематичным видом в плане направляющего картриджа фигур 11а и 11b, изображающим емкости, загруженные на направляющие в соответствии с настоящим изобретением,
фиг.12b является полусхематичным видом спереди загруженного направляющего картриджа фигуры 12а, показывающим как емкости удерживаются в направляющих с помощью удаляемых отверстий,
фиг.13 является графиком последовательности операций стерилизации и асептического процесса заполнения для одного примера реализации емкости в соответствии с одним примером реализации настоящего изобретения,
фиг.14 является полусхематичным видом в плане примера реализации модульного устройства заполнения емкости, показывающим последовательные технологические позиции в соответствии с практикой настоящего изобретения,
фиг.15а является полусхематичным иллюстративным видом с вырывом части транспортирующей ленты для емкостей в соответствии с практикой настоящего изобретения,
фиг.15b является полусхематичным частичным видом в перспективе устройства барабана для заполнения порошком и транспортирующей ленты, показывающим направление перемещения емкостей под заполняющим барабаном,
фиг.16 является полусхематичным иллюстративным видом, показывающим, что отслаиваемое покрытие отделения для лекарства снято для проверки лекарственного средства перед смешением и использованием,
фиг.17 является полусхематичным иллюстративным вырывом, показывающим манипулирование емкостью для отделения первого отслаиваемого уплотнения с целью смешения разбавителя и лекарственного средства,
фиг.18 является полусхематичным иллюстративным видом вырыва, показывающим манипулирование емкостью для отделения второго отслаиваемого уплотнения с целью подачи лекарственного раствора,
фиг.19 является полусхематичным частичным видом спереди одного примера реализации медицинской емкости, показывающим конструкцию и расположение криволинейных уплотнений,
фиг.20 является полусхематичным видом спереди обычного отслаиваемого уплотнения, показывающим в фантомном изображении последовательные фазы неполного разрыва уплотнения,
фиг.21 является полусхематичным видом спереди одного примера реализации криволинейного отслаиваемого уплотнения, обеспеченного в соответствии с практикой настоящего изобретения, показывающим в фантомном изображении последовательные фазы полного разрыва уплотнения.
Подробное описание изобретения
Ссылаясь на фигуры 1 и 2, показаны схематичный вид спереди и схематичное поперечное сечение сбоку, соответственно, предпочтительного примера гибкой стерильной емкости 10, обеспеченной в соответствии с настоящим изобретением. Несмотря на то, что емкость 10 можно рассматривать в любой ориентации, с целью объяснения описания, положение отделений емкости относительно друг друга описано, как они расположены на фигурах 1 и 2. Емкость 10 выполнена из переднего листа 12 и заднего листа 14 (показаны только на фигуре 2). Передний и задний листы могут быть выполнены из одного слоя гибкого материала или многослойного слоистого гибкого материала, которые будут описаны более подробно ниже. Листы, образующие емкость, могут быть обеспечены отдельно и затем сплавлены вместе в их общей периферийной кромке, образуя краевое уплотнение 16, которое проходит по всей периферии контейнера. Такие периферийные уплотнения могут различаться по форме и ширине. Выполненное по определенному шаблону уплотнение, например такое, какое изображено на верхнем участке уплотнения 16а и нижнем участке уплотнения 16b на фигуре 1, может использоваться для обеспечения захватных участков для манипулирования емкостью пользователем и для крепления емкости, например, к опорному штативу устройства для внутривенного вливания. В качестве альтернативы передний и задний листы могут быть выполнены из одного листа пленки, который затем перегибается и герметизируется с помощью уплотнения, полученного термическим путем, которое проходит вокруг периферийной части емкости. Сплавленные листы далее называются "оболочка" или "корпус" емкости.
В данном примере реализации изобретения емкость 10 разделена на три изолированных отделения: верхнее отделение 18, промежуточное отделение 20 и нижнее отделение 22, каждое из которых стерильно. Верхнее и промежуточное отделения 18 и 20 отделены одно от другого первым отслаиваемым уплотнением 24, а промежуточное и нижнее отделения 20 и 22 отделены одно от другого вторым отслаиваемым уплотнением 26. Отслаиваемые уплотнения 24 и 26 проходят между двумя сторонами емкости, то есть, между правой стороной 10а и левой стороной 10b, соединяя задний и передний листы. Выражение "отслаиваемое" уплотнение использовано здесь для обозначения уплотнения, которое достаточно прочно, чтобы выдержать нормальное манипулирование и транспортировку емкости, но которое будет отслаиваться, позволяя переднему листу отходить от заднего листа в зоне уплотнения под воздействием гидравлического давления, прикладываемого в процессе манипулирования емкостью, что дает возможность смешения и подачи содержимого емкости. Отслаиваемое уплотнение образуется частичным сплавлением полимера, присутствующего в прилегающих слоях передних и задних листов. Уплотнение получается в процессе термического сплавления, который выполняется с переменными периодами времени, температурами и давлениями, что описывается более подробно ниже. В отличие от отслаиваемых уплотнений, периферийное краевое уплотнение 16 значительно прочнее них и не будет разрываться под давлением, возникающим при разъеме отслаиваемых уплотнений. Конфигурация отслаиваемых уплотнений с нелинейным сопротивлением гидравлическому давлению, которое вскрывает отделения при манипулировании емкостью, в противоположность обычному прямолинейному уплотнению, способствует по существу полному отслоению всего герметичного уплотнения при использовании емкости, как будет описано более подробно ниже.
В типичном применении емкости 10 настоящего изобретения верхнее отделение 18 заполняется жидким разбавителем, а промежуточное отделение 20 заполняется лекарственным средством обычно в виде порошка. Нижнее отделение 22 функционирует как предохранительная поверхность раздела для выходного прохода 30 и остается пустым до тех пор, пока емкость не используется. Выходной проход 30 отходит вниз от конформного седла 32, которое, если на него смотреть сверху, имеет форму эллипса с плоскими фокусными концами и расположено приблизительно в центре нижнего края емкости между передним листом 12 и задним листом 14. Плоские фокусные концы седла 32 образуют фланцы 34, лучше всего видные на фигуре 1, которые сужаются в направлении плоских концов седла 32. Уплощенная эллиптическая форма создает плавно изогнутую поверхность, к которой передний и задний листы жестко крепятся с помощью, например, постоянного термического уплотнения, полученного сплавлением ("выходным уплотнением") 36 (фиг.2). Выходной проход 30 содержит корпус 38 и сопло 40, которое имеет конфигурацию, необходимую для крепления к стандартному устройству для внутривенного вливания. Колпачок (не показан) обеспечивается, чтобы закрыть сопло и сохранить его стерильность. Колпачок снимается непосредственно перед прикреплением устройства для внутривенного вливания к выходному проходу. Корпус 38 выходного прохода 30 обеспечен расположенными на расстоянии ребрами 39 для получения поверхности, которую можно легко удерживать рукой при креплении устройства для внутривенного вливания к емкости. В иллюстрируемом примере реализации изобретения обеспечено четыре ребра 39, которые отходят в продольном направлении от поверхности корпуса 38 емкости 10. Несмотря на то, что показаны четыре продольных ребра, специалисту понятно, что можно обеспечить различные другие типы средств, способствующих легкому удержанию емкости, например круговые ребра, поперечные ребра, насечки, поперечные штриховые нарезки на поверхности корпуса и т.д.
Используемые в переднем и заднем листах емкости 10 материалы выбираются, основываясь на материале, который должен в них храниться. Предпочтительно, по меньшей мере один из листов прозрачный, что позволяет визуально проверять содержимое емкости и видеть при подаче лекарственного раствора уровень раствора в емкости. Подходящими материалами для изготовления прозрачного листа обычно служат однослойные и многослойные полимерные слоистые пленки.
В частности, вне зависимости от того, изготовлены ли листы из однослойной или многослойной слоистой полимерной пленки, материалы, составляющие передний лист 12 и задний лист 14 емкости 10, выбираются исходя из их чистоты и прозрачности. Обычный поливинилхлорид в качестве материала для емкости слишком темный на вид, что затрудняет наблюдение за внутренним содержимым емкости и определение уровней любых жидкостей, заключенных в них, или наличие твердых частиц. Это создает особую опасность при введении лекарственного средства внутривенно. Необходимо, чтобы медицинская сестра или работник клиники мог на взгляд определить, что жидкость любого из лекарств, вводимых из медицинской емкости, свободна от твердых частиц.
Первый пример реализации изобретения
В первом примере реализации медицинской емкости согласно настоящему изобретению, которая показана в местном схематичном поперечном сечении на фигуре 3, передний лист 12 выполнен из прозрачной, однослойной, термопластичной полимерной пленки 44. В этом примере реализации изобретения прозрачная пленка 44 содержит смешение приблизительно 80 вес.% сополимера полипропилен-полиэтилена, имеющегося в продаже в компании Fina Oil and Chemical Company, Texas, имеющего коммерческое обозначение Z9450, и приблизительно 20 вес.% термопластичного эластомера стирол-этилен-бутилен-стирола (SEBS), имеющегося в продаже в компании Shell Chemical Corporation, под товарным названием Kraton®, с коммерческим обозначением G1652. Термопластичный эластомер Kraton® G1652 является тройным блоксополимером с конечными блоками полистирола и промежуточным блоком поли(этиленбутилена). Следовательно, из смешанных гранул в коммерческом экструзионном аппарате образуется прозрачная пленка 44. Прозрачная полимерная пленка 44, составляющая передний лист 12, может быть выполнена переменной толщины, в зависимости от того, как используется емкость, и от необходимой для этого использования прочности. Подходящая толщина материала, составляющего передний лист 12, находится в пределах приблизительно от 0,076 до 0,381 нм (3 до 15 мил). В одном предпочтительном примере реализации изобретения прозрачная полимерная пленка 44, образующая передний лист 12, имеет толщину 0,305 мм (12 мил).
Помимо ее чистоты и прозрачности, прозрачная полимерная пленка 44 (которая может также называться "пленка 80:20") в частности подходит для образования обоих "отслаиваемых" уплотнений и постоянных краевых уплотнений по периферии емкости 10. Как будет описано более подробно ниже, пленка 80:20, согласно изобретению, способна обеспечивать отслаиваемое уплотнение более низкой температуры и постоянное уплотнение более высокой температуры, причем в процессе образования не нарушается целостность материала или его способность обеспечивать эффективное отслаиваемое уплотнение.
Для определенных комбинаций разбавителей и лекарственных средств задний лист 14 может иметь тот же состав одного слоя и ту же конфигурацию, что и передний лист 12. Как альтернатива, для заднего листа могут быть предпочтительны многослойные пленки, включающие слои, непроницаемые для влаги и света, для увеличения срока хранения наполненной емкости. В примере реализации емкости, показанной на фигуре 3, используется трехслойный слоистый задний лист 14, непроницаемый для паров влаги и для света, чтобы сохранить эффективность и активность компонентов (несмешанного лекарственного средства и разбавителя), что продлевает срок хранения заполненной емкости.
В примере реализации задний лист 14 включает внутренний слой уплотнения 46 на его обращенной внутрь поверхности, выполненный из соотношения 80/20 вес.% смешанных сополимера полипропилен-полиэтилена и термопластичного эластомера стирол-этилен-бутилен-стирола, имеющих толщину приблизительно от 0,076 до 0,152 мм (от 3 до 6 мил) (пленка 80:20). В предпочтительном примере реализации слой внутреннего уплотнения 46 пленки 80:20 имеет состав толщиной 0,152 мм (6 мил), который приклеивается с помощью подходящего прозрачного адгезива 48 к высокобарьерному слою 50 алюминиевой фольги, составляющему приблизительно от 0,018 мм до 0,033 мм (от 0,7 мил до 1,3 мил) (предпочтительно 0,025 мм (1,0 мил). Наружный слой 54, имеющий высокую температуру плавления, обеспечен на обращенной наружу поверхности заднего листа и крепится к высокобарьерному слою 50 алюминиевой фольги с помощью подходящего прозрачного адгезива 52. В примере реализации фигуры 3 слои адгезивов 48 и 52 содержат модифицированный адгезив на основе полиуретана сложного полиэфира, имеющегося в продаже в компании Liofol Co, of Cary, North Carolina, товарное обозначение Tycel 7909. Слой 50 алюминиевой фольги выполнен из имеющейся в продаже алюминиевой фольги толщиной 1 мил (товарное обозначение Alcan 1145, компании Alcan Rolled Products Company, Kentucky).
Так как процесс термического сплавления (термосклеивания), используемый для образования периферийных краевых уплотнений и поперечных отслаиваемых уплотнений, способен разрушить высокобарьерный слой алюминиевой фольги, если этот слой открыт, выполняется наружный слой 54 с высокой температурой плавления из полимера с относительно высокой температурой плавления, и функционирует как защитный слой для предотвращения контакта между слоем фольги и горячими шаблонами устройства для образования уплотнений, получаемых термическим сплавлением. Кроме того, высокомолекулярный слой 54 служит для отвода тепла от уплотнения, так как он не плавится и не прилипает к пластинам, где выполняется термическое сплавление при температурах, используемых для образования уплотнений.
Наружный высокотемпературный слой 54 предпочтительно выполнен из полиэтилен-терефталата (называемого здесь PET или сложный полиэфир), имеющегося в продаже в компании Phone-Poulanc под коммерческим обозначением Terphane 10.21, толщиной в пределах от 0,010 до приблизительно 0,015 мм (от 0,4 приблизительно до 0,6 мил). В предпочтительном примере реализации размеры толщины многослойной слоистой пленки 14 составляют 0,012 мм (0,48 мил) для наружного, высокотемпературного слоя 54 сложного полиэфира, 0,025 мм (1,0 мил) для высокобарьерного слоя 50 алюминиевой фольги и 0,152 мм (6,0 мил) для слоя внутреннего уплотнения 46 пленки 80:20.
Было обнаружено, что предпочтительный выбор материала для передних и задних листов, который показал оптимальное действие отслаиваемых уплотнений, включает граничный слой уплотнения на обоих листах, содержащий пленку 80:20. Однако граничащие слои уплотнения переднего и заднего листов могут, в качестве альтернативы, содержать смеси сополимера полипропилен-полиэтилена и термопластичного эластомера стирол-этилен-бутилен-стирола, имеющие различное относительное процентное содержание. Относительное процентное содержание зависит от характеристик различных уплотнений, предназначенных для использования в конкретной медицинской емкости, и от параметров температуры и давления процесса термического сплавления. Другие типы гибких пленок, которые могут использоваться в изготовлении переднего и заднего листов оболочки емкости 10 настоящего изобретения, а также граничные слои уплотнения на обоих листах описаны в патентах США №4803102, 4910085, 5176634 и 5462526, описания которых включены здесь в качестве ссылочных материалов,
В некоторых случаях применения, особенно когда лекарство имеет вид порошка, предпочтительна дополнительная защита для второго или промежуточного отделения 20 емкости 10. Такая дополнительная защита обеспечивается для предотвращения проникновения влаги, кислорода и/или света через пленку, составляющую переднюю часть промежуточного отделения с целью защитить порошок лекарственного средства от разложения. Такая дополнительная защита позволяет емкости 10 храниться в течение длительного времени, не теряя лечебных свойств.
Ссылаясь в частности, на фигуры 2 и 3, в примере реализации используется непрозрачная высокобарьерная защитная пленка 55, покрывающая промежуточное отделение 20. Пленка 55 образует барьер против проникновения паров влаги и свободного кислорода в отделение для лекарственного средства. В приведенном примере реализации изобретения высокобарьерная защитная пленка 55 содержит многослойную слоистую структуру, включающую высокобарьерный слой алюминиевой фольги. Использование непрозрачной алюминиевой фольги также помогает предотвращать разложение лекарственного средства, содержащегося в промежуточном отделении 20, из-за воздействия света и ультрафиолетового излучения. Таким образом, в настоящем изобретении непрозрачная алюминиевая фольга, содержащая защитную пленку 55 и задний лист 14, предотвращает проникновение ультрафиолетового излучения и светового излучения в промежуточное отделение 20 емкости.
Высокобарьерная защитная пленка 55 является слоистым материалом, многослойным, выполненным из внутреннего слоя уплотнения 56 на его обращенной внутрь поверхности. В предпочтительном примере реализации слой уплотнения 56 является мягким полимером, нанесенным совместной экструзией, содержащим модифицированный полимер этиленвинилацетата, имеющийся в продаже в компании Dupont Chemical Company, под коммерческим обозначением Appeel 1181, обеспеченный с толщиной, составляющей приблизительно от 0,005 до 0,010 мм (от 0,2 до 0,4 мил). Слой 58 алюминиевой фольги, например, такой как Alcan 1145, толщиной приблизительно от 0,018 до 0,033 мм (от 0,7 до 1,3 мил) (предпочтительно около 0,025 мм (1,0 мил)), приклеивается к внутреннему слою уплотнения 56 с помощью подходящего прозрачного адгезива 57. Внешний теплоотводный слой 60, содержащий пленку полиэтилен-терефталата (PET), такую как Terphane 10.21, приблизительно 0,012 мм (0,48 мил толщиной), образует обращенную наружу поверхность высокобарьерной защитной пленки 55 и клеится над слоем 58 алюминиевой фольги с помощью подходящего прозрачного адгезива 59. Слой адгезива 57 и 59 данного примера реализации содержат адгезив на основе модифицированного полиуретана алифатического сложного эфира, имеющегося в продаже в компании Liofol Co, под коммерческим обозначением Tycel 7909.
Так как внутренний слой уплотнения 56 высокобарьерной защитной пленки 55 является полимером, нанесенным совместной экструзией, он способен обеспечивать отслаиваемое уплотнение в широком диапазоне температур при нанесении на некоторые различные материалы. Материалы, для которых такой полимер образует отслаиваемое уплотнение, включают акрилонитрил-бутадиен-стирол (ABS), полиэтилен высокой плотности (HDPE), полипропилен (РР), полистирол (PS), поливинилхлорид (PVC) и пленку 80:20, составляющую передний лист 12. Высокобарьерная защитная пленка 55 может таким образом крепиться с возможностью удаления (отслаивания) к наружной поверхности переднего листа 12, покрывая промежуточное отделение 20.
Предпочтительно, высокотемпературная защитная пленка 55 может удаляться (отслаиваться) от емкости 10 до ее использования, чтобы дать возможность проверить состояние порошка лекарственного средства внутри промежуточного отделения 20. В приведенном примере реализации настоящего изобретения, лучше всего видном на фигуре 1, защитная пленка 55 включает выступающее ушко 62, которое можно захватить, чтобы оторвать защитную пленку 55 от прозрачного переднего листа 12. Содержимое промежуточного отделения 20 открывается и его можно проверить визуально.
Как можно понять из фигуры 1, высокобарьерная защитная пленка 55 не крепится к емкости уплотнением по всей площади ее поверхности: скорее всего, пленка 55 только частично герметично склеивается с расположенным ниже материалом. Те участки высокобарьерной защитной пленки 55, которые не имеют уплотнения, образуют ровные ряды по существу круглых приподнятых лунок 51, образующихся в тех участках, где в штампе вырезаны расположенные прямоугольными рядами отверстия. При нажатии пресса на поверхность высокобарьерной защитной пленки 55 уплотнение сплавлением обеспечивается только на поверхностях контакта, а не в тех местах, где материал был изъят (в отверстиях). Так как во время процесса вместе с теплом также прикладывается давление, на высокобарьерную защитную пленку 55 воздействует головка штампа, выполняющая термическое сплавление, образуя структуру приподнятой поверхности с лунками.
Лунки 51, обеспечивая адекватное уплотнение высокобарьерной защитной пленки 55 над расположенным ниже материалом медицинской емкости, в то же время обеспечивают легкое удаление пленки 55 без ненужного приложения силы. Если бы весь защитный слой 55 сплавлялся термически с поверхностью емкости, потребовалось бы больше усилий для его полного разъема. При уменьшенной площади поверхности уплотнения требуется меньше силы (пропорционально пространству уплотнения) для удаления отслаиваемой алюминиевой полоски. Из предыдущего описания очевидно, что усилие, требующееся для удаления алюминиевой полоски, обратно пропорционально количеству лунок (51 фигуры 1), образованных в пленке 55. В зависимости от использования, для которого предназначается медицинская емкость, может быть сконструирован более или менее легко удаляемый высокобарьерный защитный слой путем простого увеличения или уменьшения количества лунок 51, образующихся в слое во время процесса термического сплавления.
В практическом использовании, заполненную емкость получает фармацевтическая служба больницы и затем она отправляется на хранение до тех пор, пока не понадобится. Обычно, перед использованием, фармацевт удаляет высокобарьерный слой фольги 55 с поверхности емкости, открывая таким образом отделение 20 для лекарственного средства, чтобы проверить визуально целостность содержимого. Если емкость не используется в этот раз, она возвращается на хранение, пока не возникнет необходимость в ней в другой раз. Удаление отслаиваемой высокобарьерной пленки 55 с отделения 20 для лекарства оставляет содержимое отделения незащищенным от вызывающего разложение воздействия влаги, света и кислорода. Необходимо, чтобы наполненные емкости настоящего изобретения могли храниться фармацевтическими службами в течение периодов времени до 30 дней перед их использованием, не подвергаясь разложению в результате воздействия влаги и воздуха после снятия высокобарьерной защитной пленки, находящейся над отделением для лекарства. Соответственно, как показано на фигуре 4, в одном примере реализации настоящего изобретения возможно (необязательно), между высокобарьерной защитной пленкой 55, содержащей алюминиевую фольгу и отделением 20 для лекарственного средства, расположить прозрачную высокобарьерную промежуточную слоистую пленку 64, которая покрывает и защищает содержимое отделения 20 для лекарственного средства, после того, как удаляется отслаиваемая защитная пленка 55 с емкости, по меньшей мере от проникновения паров влаги и воздуха (кислорода) в течение достаточно большого периода времени, который, в зависимости от активности содержимого отделения для лекарства, может доходить до 30 дней. Другими словами, непрозрачная высокобарьерная защитная пленка 55 в сочетании с прозрачной высокобарьерной промежуточной пленкой 64 образует высокобарьерное защитное покрытие над отделением для лекарственного средства.
Полимеры классифицируются исходя из степени, до которой они ограничивают проход газов, т.е. кислорода или паров влаги. Категории находятся в диапазоне от высокобарьерной (с низкой проницаемостью) до низкобарьерной (с высокой проницаемостью). Категории, по которым классифицируется полимер, различаются в соответствии с проникновением газа. Используемое здесь выражение "высокий барьер", касающийся проницаемости паров влаги, обозначает пленку с проницаемостью около 1,5 г /0,025 мм/м2/24 ч/105 Па (1,5 г/мил/м2/24 ч/атм) при 38°С, 100% относительной влажности. Используемое здесь выражение "высокий барьер", касающийся проницаемости кислорода, означает пленку с проницаемостью менее 50 см3/0,025 мм/м2/24 ч/105 Па (50 куб.см/мил /м2/2 4 ч/атм) при 25°С, 100% относительной влажности.
В приведенном примере реализации изобретения прозрачная высокобарьерная промежуточная пленка 64 содержит трехслойную высокобарьерную слоистую структуру, которая в значительной степени устойчива к проникновению свободного кислорода (воздуха) и водяных паров, что обеспечивает защиту содержимого отделения для лекарственного средства и продлевает срок хранения сдвоенной емкости. В одном примере реализации промежуточная пленка 64 включает наружный слой 66 полиэтилен-терефталата, осажденного диоксидом кремния (также называемого сложным полиэфиром с покрытием SiO2, или PET с покрытием SiO2, имеющийся в продаже компании Mitsubishi Kasei под коммерческим обозначением Tech Barrrier™H) в контакте со слоем уплотнения 56 высокобарьерной защитной пленки 55. Наружный слой 66 клеится к промежуточному слою 68, содержащему пленку поливинилового спирта (PVA), осажденного SiO2, имеющуюся в продаже там же, под коммерческим обозначением Tech Barrier™.
На ее обращенной внутрь поверхности прозрачная высокобарьерная промежуточная пленка 64 включает внутренний слой уплотнения 70, содержащий сополимер пропилен-полиэтилена, который может быть смешан с термопластичным эластомером стирол этилен-бутилен-стирола в различных соотношениях. Однако предпочитается 100% сополимер полипропилен-полиэтилена. Отдельные слои промежуточной слоистой пленки 64 крепятся один к другому адгезивом. Для ясности эти слои адгезива не показаны, но содержат слоистый материал модифицированного полиуретана алифатического сложного полиэфира, имеющегося в продаже в компании Liofol Co, под коммерческим обозначением Tycel 7909. Внутренний слой уплотнения 70 жестко закреплен к наружной поверхности переднего листа 12 емкости соответствующим постоянным уплотнением, полученным термосплавлением, или ультразвуковым сплавлением, или давлением и т.д. Прозрачная высокобарьерная промежуточная слоистая пленка 64 имеет такой размер по горизонтали и вертикали, чтобы покрывать всю площадь поверхности отделения для лекарственного средства и также проходит дальше для покрытия отслаиваемых и постоянных уплотнений, прилегающих к отделению для лекарства.
Так же как и гибкие пластичные материалы, которые составляют передний лист 12 корпуса емкости, трехслойная слоистая структура промежуточного слоя 64 по существу является прозрачной, чтобы обеспечить возможность проверки содержимого отделения 20 для лекарства. Таким образом, в отличие от поливинилхлорида и других, подобных ему материалов, которые не прозрачны, промежуточный слой 64 настоящего изобретения по существу светлый и прозрачный, что позволяет легко проверить содержимое отделения для лекарства, при этом обеспечивая надежную защиту от разложения, вызываемого влагой и кислородом.
В частности, барьерные свойства прозрачной высокобарьерной промежуточной слоистой пленки 64 значительно лучше, чем свойства обычных пленок, таких как полиэтилен низкой плотности (LDPE), полиэтилен средней плотности (MDPE), сополимеры этилен-винил ацетата (EVA) или смеси этих полимеров, при использовании пленки в зонах, имеющих важное значение для целостности емкости, т.е., в зонах проникновения влаги и кислорода. Кислородная проницаемость промежуточного слоя 64 составляет приблизительно 10 см3/0,025 мм/м2-24 ч/105 Па (10 кубич. сантиметров/мил/м2-24 ч/атм). В отличие от этого, кислородная проницаемость сополимеров EVA, LDPE и MDPE соответственно составляют приблизительно 2500, 8300 и 8500 см3/0,025 мм/м2-24 ч/105 Па (2500, 8300 и 8500 кубич. сантиметров/мил/м2-24 ч/атм). Таким образом, кислородная проницаемость прозрачного высокобарьерного промежуточного слоя 64 на порядок меньше, чем кислородная проницаемость полимеров, обычно используемых для изготовления сдвоенных медицинских емкостей.
Вследствие барьерных свойств, которыми обладает промежуточная слоистая пленка, отслаиваемая защитная пленка 55, содержащая алюминиевую фольгу, может быть удалена фармацевтом для выполнения проверки содержимого до использования емкости, и емкость может быть отправлена на хранение на дополнительный период времени без опасения, что произойдет разложение лекарственного средства, вызванное кислородом или влагой. Как только защитный слой фольги снимается, желательно, чтобы срок хранения был около 30 дней. После удаления слоя алюминиевой фольги точный срок хранения емкости, которая содержит светлую высокобарьерную слоистую пленку 64, зависит главным образом от чувствительности к влаге лекарственного средства, заключенного в отделении для него. Лекарства с относительно низкой чувствительностью к влаге способны сохранять эффективность в течение периодов времени, значительно больше 30 дней с помощью защитной светлой высокобарьерной слоистой пленки 64. Кроме того, лекарства с чрезвычайно повышенной чувствительностью к влаге, которые обычно начинают терять эффективность почти сразу после удаления слоя алюминиевой фольги, могут сохраняться в течение периодов времени до двух недель, не теряя своей эффективности благодаря защитным барьерным свойствам светлой высокобарьерной пленки, расположенной над отделением для лекарственного средства.
Несмотря на то, что промежуточная барьерная пленка 64, как было описано в примере реализации, крепится к наружной поверхности отделения для лекарственного средства, специалисту в этой области будет понятно, что промежуточный слой может иметь такой размер, чтобы покрывать оба отделения, т.е. отделение для лекарства и отделение для разбавителя. Способ крепления промежуточного слоя к наружной поверхности емкости может меняться, не отходя, однако, от объема изобретения. Промежуточный слой 64 может быть постоянно жестко закреплен к наружной поверхности емкости подходящим адгезивом или постоянным термическим или ультразвуковым сплавлением. В качестве альтернативы, промежуточная пленка 64 обеспечена на поверхности емкости с возможностью удаления путем регулирования характеристик температуры и давления уплотнения, полученного термическим путем, чтобы сделать его отслаиваемым. В этом случае пленка 64 может отслаиваться от емкости 10 как пленка 55.
Следует заметить, что в приведенном примере реализации изобретения лекарственное средство описывается в виде сухого порошка. Такими сухими порошками могут быть, например, составы антибиотиков или противорвотные составы, например цефозолин, цефуроксим, цефотаксим, цефокситин, ампициллин, нафциллин, эритромицин, цефтриаксон, метоклопрамид и тикар/клав. Однако жидкие лекарственные препараты также могут использоваться в этой системе. Возможна ситуация, когда жидкое лекарственное средство и жидкий разбавитель несовместимы для хранения в течение долгого периода времени и должны смешиваться непосредственно перед введением пациенту. Кроме того, лекарственное средство может быть в коллоидном, кристалловидном состоянии, в виде концентрата жидкости, эмульсии и тому подобного. Кроме того, отделение для лекарственного средства можно заполнять не только им. Другие медицинские составы, такие как лиофилированные фракции крови, фактор крови 8, фактор 9, комплекс протромбина и тому подобные, также подходят. Несмотря на то, что описано одно отделение для лекарственного средства и одно отделение для разбавителя, в емкости согласно настоящему изобретению может быть обеспечено множество отделений, заполненных различными разбавителями и/или различными лекарственными средствами.
Второй пример реализации настоящего изобретения
Во втором приведенном примере реализации изобретения, которое показано в схематичном изображении поперечного сечения фигуры 5, обеспечено альтернативное выполнение прозрачной высокобарьерной промежуточной слоистой пленки (64 фигуры 4), которая покрывает отделение лекарственного средства.
Как и в первом примере реализации, показанном на фигурах 2, 3 и 4, светлая, высокобарьерная промежуточная слоистая пленка 71 фигуры 5 может быть обеспечена в сочетании с непрозрачной высокобарьерной защитной пленкой (55 фигур 2 и 3), содержащей алюминиевую фольгу, расположенной над промежуточной пленкой 71 и, таким образом, также покрывать отделение для лекарства емкости. Соответственно, светлая высокобарьерная промежуточная пленка 71 в сочетании с непрозрачной высокобарьерной защитной пленкой составляет высокобарьерное защитное покрытие, расположенное над отделением для лекарства. Как будет описано более подробно ниже, высокобарьерное защитное покрытие может включать либо высокобарьерный защитный от влаги слой, либо высокобарьерный защитный от кислорода слой, или оба. Непрозрачная защитная пленка 55, содержащая алюминиевую фольгу, обеспечена, чтобы предотвратить проникновение ультрафиолетовых лучей и светового спектра в отделение для лекарственного средства емкости, если такая защита необходима.
Альтернативная высокобарьерная, промежуточная, слоистая пленка выполняется из многослойного слоистого материала термопластичного полимера, обозначенного цифровой позицией 71 с высокобарьерными защитными свойствами от влаги и кислорода. В примере реализации изобретения фигуры 5 прозрачная, многослойная, высокобарьерная пленка 71 содержит слой уплотнителя 72 на своей обращенной внутрь поверхности, изготовленный из 100% пропилена толщиной около 0,076 мм (3,0 мил). Защитный от кислорода барьерный слой 74 прилегает к слою уплотнителя 72 первым связующим слоем 76, содержащим имеющийся в продаже экструдат полиэтилена низкой плотности (LDPE) в сочетании с праймером, который располагается между защитным от кислорода барьерным слоем 74 и слоем уплотнителя 72. Для обеспечения подходящих барьеров против проницаемости кислорода изготовляли несколько видов гибких полимерных пленок, способных обеспечить подходящие барьерные противокислородные свойства, как будет описано ниже, но предпочтительно слой кислородного барьера 74 многослойной высокобарьерной пленки 71 выполняется из имеющегося в продаже этиленвинилового спирта (EVON) с образованием пленки толщиной около 0,014 мм (0,55 мил).
Этиленвиниловый спирт главным образом отличается своими барьерными свойствами против кислородной проницаемости. В частности, его барьерные свойства против кислородной проницаемости на четыре порядка превышают обычные пленки из этиленвинилацетата (EVA), Surlyn®, и пленки из полиэтилена средней и высокой плотности (MDPE, HDPE). Однако, обеспечивая значительную антикислородную защиту, этиленвиниловый спирт один может не обеспечить достаточную защиту от водяных паров. Соответственно, на защитный от кислорода барьерный слой 74 для защиты от влаги наслаивается защитный от влаги барьерный слой 78, с помощью второго связующего слоя 80 из полиэтилена низкой плотности (LDPE). Барьерный защитный от влаги слой 78 из прозрачной гибкой пленки состоит из ориентированного полиэтилена высокой плотности, имеющегося в продаже в фирме Tredegar Со, Richmond, Virginia, под коммерческим обозначением Monax™. Получаемая составная барьерная структура включает теплоотводный слой 82 из сложного полиэфира (Terphane 10.21) на своей обращенной наружу поверхности, который в свою очередь наслаивается на барьерный защитный от влаги слой 78 третьим связующим слоем 84 экструдата полиэтилена низкой плотности.
Многослойная, высокобарьерная, полимерная слоистая пленка 71 примера реализации, описанная в связи с фигурой 5, является гибкой пленкой, обеспечивающей эффективную защиту от проникновения кислорода и влаги, которая подходит для изготовления промежуточного слоя (64 фигуры 1), покрывающего отделение (20 фигуры 1) лекарственного средства. Все материалы, составляющие слоистый материал, по существу светлые и прозрачные и не имеют окраски. Таким образом, слоистая составная пленка приведенного примера реализации фигуры 5 особенно пригодна в качестве покрытия отделения для лекарственного средства медицинской емкости, способствующего выполнению быстрой визуальной проверки.
Бóльшую прозрачность возможно получить для слоистой многослойной пленки 71 фигуры 5 в отличие от слоистой пленки 64 фигуры 4, содержащей SiO2. В частности, прозрачная, содержащая SiO2 пленка имеет желтоватый цвет, отсутствие которого в многослойной слоистой пленке 71 может послужить для достижения большей прозрачности слоистой пленки.
Кроме того, материал, содержащий SiO2, относительно жесткий и ломкий и может трескаться в процессе изготовления емкости, заполнения и/или перевозки. Из-за присущей этому материалу жесткости барьерные свойства пленки, содержащей SiO2, уменьшаются, если пленка растягивается более чем на 1% из-за разрушения подложки пленки SiO2. Кроме того, состояние технологии нанесения SiO2 таково, что барьерные свойства пленки SiO2 будут меняться от пункта к пункту по поверхности пленки. Это происходит от того, что доступные сейчас процессы напыления SiO2 не способны образовывать ровную пленку постоянной толщины. Эти изменения барьерных свойств обычно значительно превышают изменения, демонстрируемые экструдируемыми полимерными материалами, которые меняются меньше из-за своего однородного свойства. Барьерные свойства однородной полимерной барьерной пленки зависят от толщины пленки, которая может регулироваться очень точно в процессе изготовления.
Несмотря на то, что предпочтительные материалы для светлой высокобарьерной промежуточной пленки включают защитный от кислорода барьерный слой и защитный от влаги барьерный слой, могут использоваться альтернативные материалы для обеспечения покрытия отделения для лекарства, предназначенные для этой цели. Например, можно не использовать один из высокобарьерных слоев, обеспечив высокобарьерную промежуточную пленку, которая включает только слой барьера от влаги или только слой барьера от кислорода. Кроме того, высокобарьерная промежуточная пленка может включать барьерный слой защиты от влаги, как описано выше, в сочетании с теплоотводным слоем, выполненным из материала с высокой температурой плавления, который также обладает свойствами защиты от кислорода.
Таблица 1 является перечнем (не ограничивающим использование других материалов), включающим пленку 71 фигуры 5 и четыре дополнительных примера многослойных пленок или слоистых материалов, пригодных для изготовления различных примеров реализации светлого, высокобарьерного, промежуточного слоя согласно изобретению. В приведенном перечне о HDPE относится к ориентированному полиэтилену высокой плотности, такой как Monax марки HD, сложный полиэфир с покрытием поливинилиденхлорида (PET) относится к продукту компании DuPont Chemical Со. под коммерческим обозначением 50М44 и Aclar™ относится к пленке из полихлоротрифтороэтилена компании Allied Signal Corporation, имеющей коммерческое обозначение ULTRX 2000.
1.
В соответствии с практикой настоящего изобретения, каждая из многослойных слоистых пленок, описанных выше, предназначена для образования светлого высокобарьерного покрытия над отделением для лекарства 20 емкости 10. Предпочтительно, задний лист 14 каждой такой емкости выполнен из многослойной слоистой структуры, включающей содержащую алюминиевую фольгу высокобарьерную, защитную от влаги пленку с процентным соотношением 80%/20%, на своей обращенной внутрь поверхности, как описано в связи с примером реализации изобретения фигуры 3.
Выполнение заднего листа 14 емкости из слоистой непрозрачной, содержащей алюминиевую фольгу высокобарьерной пленки позволяет защищать содержимое емкости от ультрафиолетового излучения и света, которые могут вызвать разложение содержимого. В практическом использовании отслаиваемая, содержащая алюминиевую фольгу пленка, покрывающая отделение для лекарственного средства, обычно удаляется до использования для проверки фармацевтической службой больницы. Так как высокобарьерные промежуточные пленки прозрачны, они не обеспечивают защиты от воздействия света и следует принять меры, чтобы емкости не подвергались воздействию ультрафиолетовых лучей или светового излучения в процессе последующего хранения. Соответственно, емкость перегнута (сложена) в зоне одного из отслаиваемых уплотнений, так что содержащая алюминиевую фольгу пленка (или задний лист) образует обращенную наружу поверхность перегнутой, т.е. сложенной емкости и помогает защитить содержимое отделения для лекарственного средства от воздействия ультрафиолетовых лучей или интенсивного света.
Обращаясь к фигуре 6, емкость 10 показана перегнутой по линии одного из отслаиваемых уплотнений или перед одним из отслаиваемых уплотнений. Когда емкость перегнута, материалы переднего и заднего листов мешочка, образующего емкость, прижимаются один к другому, обеспечивая дополнительную защиту уплотнению. Сгиб обеспечивает дополнительное сопротивление гидравлическому давлению, вызванному, например, случайным сжатием отделения для лекарства.
В соответствии с предпочтительными примерами реализации изобретения, обеспечены средства для сохранения емкости в перегнутом, т.е. сложенном виде с целью защиты емкости от случайного вскрытия и защиты содержимого от излучения, так как в этом случае только задний лист, содержащий алюминиевую фольгу, подвергается световому воздействию.
Ссылаясь теперь на фигуры 1 и 6, средство для сохранения мешочка (емкости) в перегнутом (сложенном) состоянии содержит фиксирующее ушко 28, выполненное из материала первичного мешочка и отходящее с одной стороны емкости, и соответствующий, входящий в зацепление с ним паз 27, выполненный такой формы, чтобы ушко 28 входило в него, когда мешочек перегнут по линии в зоне первого отслаиваемого уплотнения 24 между отделениями разбавителя и лекарственного средства. Как только емкость перегибается, фиксирующее ушко 20 входит в зацепление с пазом 27, и содержимое отделения для лекарственного средства защищено с обеих сторон от случайного излучения задним листом, содержащим алюминиевую фольгу.
Соответственно будет понятно, что выполняя мешочек в сложенном виде, обеспечивается защита содержимого отделения для лекарства от разложения под воздействием излучения, а также защита от случайного приведения в действие содержимого мешочка, вследствие увеличения прочности отслаиваемого уплотнения, вдоль которого сложен мешочек. Кроме того, средства для удержания мешочка в сложенном виде легко входят и выходят из зацепления и поэтому возможно периодически открывать прозрачную внутреннюю поверхность медицинской емкости с целью проверки целостности содержимого отделения для лекарственного средства.
Со ссылкой на фигуру 7, в приведенном примере реализации изобретения, обеспечивается дополнительная защита отделения для лекарственного средства с помощью канала для удаления проникающих паров влаги, которые могут образоваться в отделении для жидкого разбавителя. Этот канал обеспечивается образованием дополнительного отслаиваемого уплотнения 25, проходящего поперек емкости на небольшом расстоянии перед или над отслаиваемым уплотнением 24 и изолирующего отделение для лекарственного средства от отделения для разбавителя. Дополнительное отслаиваемое уплотнение 25 предпочтительно расположено на расстоянии от около 3,175 до 12,7 мм (от около 1/8 до 1/2 дюйма) над отслаиваемым уплотнением 24, т.е. в направлении отделения 18 для разбавителя. Первое отслаиваемое уплотнение 24 и дополнительное отслаиваемое уплотнение 25 вместе образуют буферное отделение 29, расположенное между отделением 18 разбавителя и отделением 20 для лекарственного средства. Буферное отделение 29 предпочтительно пустое.
Когда медицинская емкость выполняется с дополнительным отслаиваемым уплотнением 25 и буферным отделением 29, тем самым обеспечивается канал для удаления проникающих паров влаги, который защищает измельченные в порошок лекарства в отделении 20 от проникновения влаги через материал емкости из отделения для разбавителя. Несмотря на то, что отделение для лекарства 20 покрыто одним из всевозможных высокобарьерных защитных покрытий, описанных выше, канал существует на случай миграции влаги из отделения для разбавителя в отделение для лекарства через первичные материалы емкости, составляющие первое отслаиваемое уплотнение 24. В примере реализации изобретения, показанном на фиг.7, влажный пар, который может проникать через первичные материалы контейнера в зоне дополнительного отслаиваемого уплотнения 25, из отделения для разбавителя улавливается буферным отделением 29. Так как площадь поверхности буферного отделения 29, способная пропускать влажный пар, значительно превышает пропускную поверхность, обеспечиваемую отслаиваемым уплотнением 24, влажный пар в буферном отделении будет в основном выходить в атмосферу, а не мигрировать через материал первого отслаиваемого уплотнения 24 в отделение для лекарственного средства.
Таким образом, можно видеть, что дополнительное отслаиваемое уплотнение 25 и буферное отделение 29 обеспечивают средство защиты сухого лекарства в отделении для лекарственного средства от разложения под воздействием влаги.
Изготовление и сборка емкости
В соответствии с практическим применением принципов изобретения, передний лист 12 и задний лист 14 примера реализации емкости 10 граничат один с другим слоем пленки 80:20. Несмотря на то, что в объем изобретения входят другие граничные пленки, в каждом из описанных выше примеров реализации, обращенный внутрь слой переднего листа 12 содержит пленку 80:20, которая входит в контакт с обращенным внутрь слоем пленки 80:20 заднего листа 14.
Составы переднего и заднего листов 12 и 14 емкости 10 позволяют создавать периферийные уплотнения и отслаиваемые уплотнения, используя технологии термосплавления (термосклеивания). Горячие головки штампа используются с различными температурами, давлениями и периодами выдержки, чтобы довести граничные участки материалов и используемых слоистых полимеров до температур, приближающихся к или превышающих их температуры плавления, чтобы позволить материалу мигрировать по границе раздела, образуя таким образом сцепление необходимой прочности и характеристик.
Как для пленки, состоящей из одного слоя, так и для пленки из многослойного слоистого материала, составляющих передний лист 12, и слоистого материала, содержащего алюминиевую фольгу заднего листа 14, процесс изготовления емкости 10 приведенного примера реализации изобретения описан со ссылкой на фигуру 8. Процесс включает резку переднего и заднего листов емкости до необходимых вертикальных размеров емкости, однако превышающих горизонтальные размеры.
Если емкость 10 выполняется с однослойным передним листом 12, высокрбарьерный защитный слой 55 (фигуры 3), содержащий алюминиевую фольгу и прозрачный высокобарьерный слой (64 фигуры 4 или 71 фигуры 5), содержащий высокобарьерные покрытия отделения 20 для лекарственного средства, режутся соответственно размеру, размещаются над пространством, которое станет отделением для лекарственного средства, и затем крепятся к переднему листу 12 емкости. Согласно изобретению, прозрачный высокобарьерный промежуточный слой сначала наслаивается на поверхность переднего листа, и затем на него накладывается защитный слой 55, содержащий алюминиевую фольгу.
Специфично, прозрачный высокобарьерный промежуточный слой 64 или 71 располагается над отделением для лекарства и удерживается на месте парой стержней, пока он наслаивается на поверхность переднего листа 12. Часть слоя, находящаяся в контакте со стержнями, не дает доступа таким образом, например, головке штампа, выполняющей термосплавление, в результате чего небольшая часть пленки не сплавляется с поверхностью переднего листа. Результатом использования стержней, используемых для удержания на месте прозрачного высокобарьерного промежуточного слоя, является неконтактное пространство с отпечатком от контакта со стержнем. В примере реализации, показанном в фигуре 1, контактирующая поверхность стержня по существу круглая и оставляет два круглых, не подвергшихся сплавлению участка 41, которые остаются видимыми из-за обратного отпечатка, полученного давлением, прикладываемым в процессе сплавления.
После наслаивания промежуточного слоя 64 или 71 на него наносится слой алюминиевой фольги 55 с использованием шаблонной головки штампа для термического сплавления, как было описано выше.
После крепления слоя 55 алюминиевой фольги и прозрачного высокобарьерного слоя 64 или 71 передний и задний листы располагаются в точном соответствии один другому и между передним и задним листами вставляется выходной проход 30, устанавливаемый в необходимое конечное положение. Выходной проход 30 приведенного примера реализации выполняется литьем под давлением и имеет состав 40% FINA Z9450 сополимера полиэтилен-полипропилена и 60% Shell Kraton™ G1652 термопластичного эластомера стирол-этилен-бутилен-стирола. После того, как вставляется выходной проход, используется нагретая головка штампа для создания герметичного уплотнения между фланцами 34 выходного прохода и нижним краем переднего и заднего листов, примыкающим к фланцу.
Отслаиваемые уплотнения 24 и 26 (и по выбору, необязательно, дополнительное отслаиваемое уплотнение 25), разделяющие отделения и емкость 10, выполняются с использованием, например, двойных горячих головок штампа, содержащих передний штамп, взаимодействующий с задним штампом, в результате чего элементы емкости удерживаются между ними для образования уплотнения. В приведенном примере реализации передний штамп, который входит в контакт с предварительно соединенными высокобарьерной защитной пленкой 55, промежуточными пленками 64 или 71 и передним листом 12, имеет температуру от около 118,33 до 129,411°С 245°F до около 265°F. Задний штамп, который входит в контакт с задним листом 14, имеет по существу такую же температуру, что и передний (в пределах от 118,33 до 129,411°С (от 245°F до 265°F) и может, по желанию (необязательно), включать тонкое резиновое покрытие, чтобы обеспечить равномерное приложение давления. Двойные штампы входят в контакт с передним и задним листами с давлением в пределах от около 162,443 кПа (230 фунтов на кв.дюйм) до 239,054 кПа (340 фунтов на кв.дюйм) и удерживаются при температуре и давлении в течение периода времени примерно от 1,5 до 2,5 секунд. Отслаиваемые уплотнения 24 и 26, как показано на фиг.2, могут выполняться отдельно одним устройством двойного штампа или одновременно аналогичным двойным штампом. Дополнительное отслаиваемое уплотнение 25 может выполняться тройным устройством двойного штампа.
Еще одним усовершенствованием описанного примера реализации образования отслаиваемого уплотнения является изготовление выполняющей термосплавление головки с двойным штампом, в котором двойные штампы одним концом соединены вместе поперечным штампом, образуя таким образом удлиненную форму U с квадратными концами. Когда такая головка штампа входит в контакт с передними и задними листами при температуре и давлении, описанными выше, обеспечивается дополнительное отслаиваемое уплотнение 25, которое разделяет поперечные отслаиваемые уплотнения 24 и 26 и располагается вблизи к и параллельно постоянному периферийному уплотнению 16, которое образуется вдоль края емкости напротив удаляемых отверстий. Дополнительное уплотнение 25 предпочтительно выполняется в процессе изготовления емкости, с целью включения высокобарьерной защитной пленки, расположенной над поверхностью отделения для лекарственного средства.
В таком случае толщина материала, на которую влияет головка штампа, выполняющая термосплавление, будет толще в зоне, образованной отделением 20 для лекарственного средства, по сравнению с зоной, образованной материалом, составляющим постоянное периферийное уплотнение 16. Различие в толщине материала между этими двумя зонами требует, чтобы головка оказывала давление на конформную подложку, такую как резина, для обеспечения равномерного давления по соединенным граничным поверхностям. Толщина материала, таким образом, будет постоянной, обеспечивая равномерное отслаиваемое уплотнение, устойчивое к утечкам.
После образования отслаиваемого уплотнения передний и задний листы соединяются вместе периферийным постоянным уплотнением 16, выполненным термосплавлением, которое проходит по верху, низу и по одной сплошной стороне емкости таким образом, что оно перекрывает часть отслаиваемого уплотнения 25, разделяющего поперечные уплотнения 24 и 26, обеспечивая герметичные, без утечек, уплотнения между отделениями разбавителя, лекарственного средства и нижними отделениями. Как лучше всего видно на фигуре 8, на противоположной стороне емкости постоянное уплотнение 16 отстоит на расстоянии от края переднего и заднего листов, имеющего несколько большие размеры, и образует прерывистую линию вдоль нужного края законченного мешочка, то есть, уплотнение образуется вдоль верхнего вертикального участка 110а, нижнего вертикального участка 110b и центрального вертикального участка 110с, таким образом создавая взаимосвязанные пространства между тремя вертикальными участками.
Удаляемые отверстия 102 и 104 вставляются между передним и задним листами в местах вдоль их увеличенного края, прилегающих к промежуткам в постоянном уплотнении. Таким же образом, как и выходной проход 30, передний и задний листы термически сплавляются с отверстиями 102 и 104 вдоль сужающихся фланцев 106 и 108 соответственно, обеспеченных для этой цели. Отверстия 102 и 104 также выполняются литьем под давлением, и так как в дальнейшем они удаляются на более поздней стадии процесса, они изготавливаются из доступного недорогого материала. В частности, отверстия могут выполняться из переработанной пленки 80:20, обычного полипропилена и т.д.
Удаляемые отверстия 102 и 104 показаны более подробно на фигурах 8а и 8b, причем фигура 8а показывает отверстие 102 для заполнения разбавителем и отверстие 104 для заполнения порошком соответственно в виде сбоку, и фигура 8b показывает отверстия в полусхематичном виде в плане. Отверстия 102 и 104 соответственно включают колпачок 109, который вставлен в отверстие 102 для разбавителя и показан нависающим над отверстием 104 для заполнения порошком.
Отверстия 102 и 104 являются важным признаком настоящего изобретения и, как будет описано ниже, обеспечивают средство для асептического заполнения одного или множества отделений в емкости, содержащей лекарство в виде порошка, жидкого разбавителя и т.д. Кроме того, отверстия 102 и 104 имеют такое строение, которое позволяет удерживать их, а также и емкость надлежащим образом при манипулировании с помощью автоматов-роботов.
Как показано на фигуре 8а, каждое удаляемое отверстие 102 и 104 включает два вертикальных отстоящих на расстоянии фланца: нижний фланец 103 и верхний фланец 105. Каждый из фланцев имеет прямоугольную форму (лучше всего видно на фиг.6b), причем их длинные края отходят приблизительно на 3 мм, в любую сторону за трубчатое тело 107 каждого соответствующего удаляемого отверстия. Как видно на фигуре 8b, каждая короткая сторона фланца (или ширина) имеет тот же размер, что и наружный диаметр по существу трубчатого тела отверстия для заполнения отделений емкости (12 мм). Каждый из фланцев 103 и 105 выполнен толщиной приблизительно 1,5 мм и расположен вертикально на расстоянии один от другого и от пересечения тела каждого отверстия с соответствующим сужающимся фланцем (106 и 108). Самый нижний фланец 103 на каждом отверстии расположен приблизительно на 4-5 мм выше пересечения тела отверстия и сужающегося фланца отверстия, а самый верхний фланец 105 расположен так, что его нижняя поверхность находится приблизительно на 4 мм выше верхней поверхности нижнего фланца 103, образуя таким образом расстояние приблизительно 4 мм между фланцами и между нижним фланцем и краем емкости.
В соответствии с настоящим изобретением трубчатое тело 107 каждого удаляемого отверстия 102 и 104 имеет наружный диаметр приблизительно 12 мм и длину или высоту в зависимости от того, какое это отверстие, т.е. отверстие 102 для заполнения разбавителем или отверстие 104 для заполнения порошком. В первом случае в примере реализации трубчатое тело имеет высоту примерно 13 мм, а во втором случае высоту - около 18 мм. Специалисту понятно, что внутренние и наружные диаметры наполняющего отверстия в основном такие же, как диаметры обычных стеклянных или пластмассовых ампул для лекарства. Такая конфигурация дает возможность доступа к заполняющим отверстиям обычным устройствам для заполнения ампул.
Каждое из по существу трубчатых тел отверстий имеет сквозной канал, обеспечивающий цилиндрическую форму. В приведенном примере реализации диаметр каждого сквозного канала приблизительно 10,4 мм, с толщиной цилиндрической стенки около 0,8 мм. Верхняя кромка каждого трубчатого тела имеет скос под углом около 45% к внутренней части трубчатого тела.
Колпачок (или пробка) 109 цилиндрической формы обеспечен для каждого отверстия и выполнен с наружным диаметром (10,5 мм), который немного превышает внутренний диаметр каждого трубчатого тела отверстия (10,4 мм), так что когда колпачок 109 вставляется в отверстие, пространство между наружным диаметром колпачка и внутренним диаметром отверстия обеспечивает герметичное уплотнение. Это уплотнение необходимо для предотвращения попадания материала частиц в емкость перед заполнением и для предотвращения утечек лекарственных средств в виде порошка или жидких разбавителей после асептического заполнения емкости. Как видно на фиг.8а, нижняя кромка 109а колпачка 109 скошена под углом 45° для зацепления со скошенной под углом 45° частью каждого трубчатого тела отверстия и для удобства его размещения.
Помимо фланцев 103 и 105 на отверстиях, на колпачке также обеспечена пара вертикально расположенных, отстоящих на расстоянии фланцев. В приведенном примере реализации фигуры 8а по существу проходящий по окружности верхний фланец 110 образует верх колпачка и имеет толщину приблизительно 1,0 мм и диаметр около 12,0 мм, чтобы выходить за пределы корпуса колпачка приблизительно на 0,75 мм. Верхний фланец нависает над корпусом колпачка и поэтому позволяет "подъемному" механизму входить в зацепление с нижней стороной верхнего фланца 110 и обеспечивать средство для подъема колпачка в вертикальном направлении из его соответствующего отверстия. Нижний фланец 111 обеспечен, чтобы регулировать глубину введения колпачка, когда колпачок вставляется в тело отверстия или заново вставляется после операции заполнения. Нижний фланец 111 может полностью проходить по окружности или, в качестве альтернативы, может применяться в виде частичного фланца, образующего обычный боковой выступ из корпуса колпачка. Так же как и верхний фланец 110, нижний фланец 111 имеет толщину приблизительно 1 мм и выполнен так, чтобы отходить наружу от корпуса колпачка приблизительно на 0,75 мм. Верхний и нижний фланцы 110 и 111 вертикально отстоят на расстоянии один от другого вдоль корпуса колпачка с тем, чтобы образовывать пространство, составляющее приблизительно 3 мм между ними.
Соответственно, будет видно, что после того, как колпачок установлен, каждый колпачок 109 добавляет приблизительно 5 мм ко всей высоте их соответствующего удаляемого отверстия. Будет также замечено, что отверстие 102 для разбавителя в сочетании с колпачком имеет высоту 18 мм, которая такая же, что и высота отверстия 104 для лекарственного средства без вставленного колпачка. Эта особая черта дает возможность удалять колпачок с отверстия 104 для лекарственного средства и подавать емкость под обычный вращающийся механизм для заполнения порошком, оставляя отверстие отделения для разбавителя герметично закрытым. Удерживая герметично закрытое отверстие отделения для разбавителя на высоте, равной или немного меньшей, чем высота отверстия для лекарства в незакрытом состоянии, можно пропускать оба отверстия для прохождения под барабаном для заполнения порошком эффективно и с сохранением соосности.
Ссылаясь теперь на фиг.8, затем продлевают постоянные уплотнения 110а, 110b и 110с в направлении к имеющему больший размер краю емкости с помощью удлинений 110d, 110е и 110f соответственно. Эти удлинения уплотнений выполняются подходящей ширины, чтобы дать возможность отрезать части емкости, превышающие ее размер, включая удаляемые отверстия, от емкости, после окончания процесса изготовления, не опасаясь ослабления периферийного уплотнения емкости вдоль отрезаемого края.
В частности, участки 110е и 110f, имеющие размер, превышающий размер емкости, имеют ширину, достаточную для того, чтобы вырезать удерживающий паз (27 фиг.1) и фиксирующее ушко (28 фиг.1) из относительно жесткого материала удлинений 110е и 110f уплотнений соответственно.
Уплотнения и их удлинения, выполненные в участке емкости с бóльшими размерами, образуют пустоты или каналы 112а и 112b в материале емкости между уплотнениями. Канал 112а обеспечивает сообщение между удаляемым отверстием 102 и внутренностью отделения 18 разбавителя, а канал 112b обеспечивает сообщение между удаляемым отверстием 104 и открытым отделением 20 для лекарственного средства. Как будет описано далее, каналы 112а и 112b перекрываются следующим затем постоянным уплотнением, полученным термосплавлением, которое объединяет различные расположенные на расстоянии один от другого участки (110a-f) на участке с большими размерами.
Устройство для изготовления емкости
Устройство для изготовления емкости и процесс изготовления емкости 10 фиг.8 в соответствии с настоящим изобретением будут описаны в связи с фигурой 9. Как будет видно из последующего описания устройства для изготовления емкости, как аппарат, так и процесс предназначены для изготовления медицинских емкостей с передним и задним листами, содержащих либо однослойные, либо многослойные слоистые пленки. Кроме того, из последующего описания станет ясно, что количество, форма, конфигурация и расположение различных уплотнений емкости 10 фигуры 8 может легко меняться и даже сокращаться из-за модульного расположения компонентов устройства.
Фиг.9 является полусхематичным видом в плане примера реализации станка 120 для изготовления емкостей, согласно изобретению, который показывает расположение и устройство технологических позиций, образующих различные уплотнения и расположение и конфигурацию валков, подающих полосу первичной пленки.
Основной материал для переднего и заднего листов (12 и 14 фигуры 2, например) подается на станок 120 для изготовления емкостей, имеющий соответствующие подающие валки 122 и 124, установленные в позициях для подачи пленки, на приемном конце станка 120. Материал полосы, например, с валка подачи 122 для первого листа пропускается через "танцующую" позицию 123, которая служит для сохранения надлежащего натяжения полосы материала, когда она проходит через остальные позиции станка 120 для изготовления емкостей. После танцующей позиции 123 материал полосы передается валками вакуумной подачи через первую позицию очистки 125 и проходит через ряды позиций 126 и 127 для нанесения (по выбору) защитных барьерных пленок, которые расположены рядами по пути перемещения полосы материала. Если емкость (10 фиг.1) выполняется так, как было описано ранее, т.е. включает однослойный передний лист 12, прозрачную высокобарьерную промежуточную пленку (64 фигуры 4 или 71 фигуры 5) и высокобарьерный защитный слой, содержащий алюминиевую фольгу (55 фиг.3), сначала вырезаются соответствующего размера высокобарьерные покрытия для отделения 20, в котором будет содержаться лекарственное средство, затем они располагаются над пространством, которое затем станет отделением для лекарственного средства, после чего они крепятся к переднему листу емкости в позициях 126 и 127 для нанесения барьерной пленки соответственно. Согласно изобретению, сначала прозрачный, высокобарьерный промежуточный слой наслаивается (клеится) на поверхность переднего листа в позиции 126, а защитный слой, содержащий алюминиевую фольгу накладывается на него сверху в позиции 127.
Подобным образом материал полосы, из которого будет образован задний лист емкости, пропускается с его соответствующего подающего валка 124 через соответствующую "танцующую" позицию 128 и передается валками вакуумной подачи через соответствующую позицию очистки 129.
Когда непрерывные полосы материала, образующего передний и задний листы емкости, выходят из своих соответствующих стадий подготовки, непрерывные пленки, совмещенные соответствующим образом, направляются далее так, что поверхность 80:20 каждой непрерывной пленки обращена к поверхности 80:20 другой пленки. Как только полосы непрерывной пленки совмещаются для необходимого соответствия, материал непрерывно перемещается в продольном направлении пошаговой подачей, через уплотняющий элемент 130 устройства 120 для изготовления емкостей. Удаляемые отверстия для разбавителя и лекарства расположены вдоль полосы пленки, образующей структуру сэндвича и устанавливаются между полосами пленки, образующими передний и задний лист, и вслед за этим формируются различные уплотнения на материале структуры сэндвича с тем, чтобы соединить вместе полосы и по существу образовать емкость промежуточной стадии, подходящей для асептического заполнения.
В соответствии с настоящим изобретением, элемент 130 станка для изготовления емкостей содержит множество прессов, выполняющих уплотнение, и позиций для установки компонентов, расположенных рядами вдоль пути перемещения полосы пленки со структурой сэндвича. Первая такая позиция является позицией 131 установки выходного прохода (30 фигуры 8), где выходной проход вставляется на свое место между передним и задним листами. Нагретый пресс, включающий шаблонный штамп, воздействует на материал полосы для образования уплотнения между фланцем (34 фиг.8) выходного прохода и нижним краем переднего и заднего листов вблизи фланца на позиции 132 герметизации проходов. Выходной проход 30 содержит пластик и выполняется литьем под давлением из состава 40% FINA Z9450 сополимера полипропилена и 60% Shell Kraton G1652 термопластичного эластомера стирол-этилен-бутилен стирола. Так как имеется сходство между материалом состава выходного прохода 30 и материалом внутренних, образующих уплотнения, поверхностей переднего и заднего листа, можно увидеть, что передний и задний листы могут герметично соединяться с фланцем 34 выходного прохода 30 использованием того же режима термоплавления, что и для образования постоянных периферийных уплотнений, что будет описано более подробно ниже.
После установки и герметизации выходного прохода 30 в материал емкости сэндвич из полосы пленки подается шаговой подачей на позицию 134 введения удаляемого отверстия (102 и 104 на фиг.8), где эти отверстия вставляются между передним и задним листами, в положениях вдоль соответствующих сторон участков емкости, которые станут отделением 18 для разбавителя и отделением 20 для лекарства. Удаляемые отверстия 102 и 104 предпочтительно выполняются литьем под давлением из 100% полипропилена, но могут также выполняться из материала, имеющего состав, подобный составу выходного прохода 30. Так же, как выходной проход 30, передний и задний листы крепятся к удаляемым отверстиям 102 и 104 вдоль суженных фланцев 106 и 108 соответственно, которые обеспечены для такой цели.
После введения удаляемых отверстий 102 и 104 материалы пленки переднего и заднего листов соединяются вместе постоянным уплотнением, выполняемым термосплавлением (уплотнение 16 фигуры 8), которое проходит по участкам, которые станут верхом, низом и одной сплошной стороной законченной емкости. Вдоль противоположной стороны, постоянное уплотнение 16 обеспечено параллельно, но на расстоянии от кромки полосы пленки (структуры сэндвич) и выполняется прерывистым вдоль необходимого края (110a, 110b, 110с фиг.8) емкости. После образования проходящего по периметру уплотнения на позиции 136 для уплотнения по периметру материал емкости подается пошаговой подачей на первую позицию 138 герметизации удаляемого отверстия отделения для лекарственного средства. Материал переднего и заднего листов герметично соединяется с сужающимся фланцем 108 удаляемого отверстия 104 отделения для лекарства, запрессовывая материал первого и второго листов в сужающийся фланец отверстия с помощью вогнутых конформных нагретых штампов. Как и при выполнении выходного прохода, нагретый выполняющий уплотнение штамп позиции 138 герметизации отделения для лекарства выполнен так, что когда две половинки штампа сжимаются, они образуют по существу карман в виде эллипса, имеющий форму зеркального изображения выпуклой поверхности уплотнения отверстия для лекарства.
Затем материал полосы перемещается на вторую позицию 140 герметизации удаляемого отверстия отделения для разбавителя, где материал переднего и заднего листов емкости спрессовывается и герметично соединяется с сужающимся фланцем 106 удаляемого отверстия 102 отделения для лекарственного средства.
Понятно, что порядок герметизации удаляемых отверстий емкости чисто выборочный, и что позиция 138 герметизации отверстия для лекарств может быть расположена за позицией 140 герметизации отверстия для разбавителя, или наоборот. Кроме того, позиции, выполняющие герметичную установку удаляемых отверстий в емкость, могут предшествовать позиции 136 уплотнения по периметру. Помимо этого, может быть использована еще одна позиция (по выбору) для уплотнения, например позиция 142 образования отслаиваемого уплотнения, которая показана на фиг.9, следующей за позицией 134 введения удаляемого отверстия и предшествующей позиции 136 уплотнения по периметру, которая может быть обеспечена для образования отслаиваемых уплотнений, пересекающих и разделяющих емкость 10 на множество отделений. В качестве альтернативы, позиция 142 может быть расположена как продолжение позиции 134 простой перестановкой позиций на пути перемещения полосы пленки. Также понятно, что по желанию, возможно обеспечить множество позиций для отслаиваемых уплотнений, если емкость изготавливается со множеством отделений.
Специалисту должно быть понятно, что последовательное, но независимое расположение множества позиций работает автоматически по мере пошаговой подачи полосы пленки на соответствующие позиции. Возможно, чтобы выполняющие уплотнения позиции, имеющиеся в станке для изготовления емкостей, могли отключаться, чтобы не выполнять какие-либо уплотнения, не предусмотренные технологическим процессом.
После выполнения герметизации удаляемых отверстий материал емкости передается пошаговой подачей на позицию 144 герметизации отделочной зоны, где выполняется постоянное уплотнение термосплавлением материала емкости, который входит в контакт и перекрывает прерывистую часть постоянного уплотнения и проходит к кромке материала пленки. Участки уплотнения (110d, 110e и 110f фиг.8) отделочной зоны обеспечены в участке пленки между периферийным уплотнением емкости и кромкой полосы, чтобы образовывать участок материала с относительно низкой гибкостью, имеющий ширину, достаточную для выполнения фиксирующего ушка (28 фиг.1) и удерживающего паза (27 фиг.1), вырезаемых из относительно жесткого материала уплотнений отделочной зоны. Кроме того, уплотнения отделочной зоны служат для увеличения ширины периферийных уплотнений (110a, 110b и 110с) так, что уплотнения по периметру в этом участке имеют подходящую ширину, позволяющую отрезать от емкости этот участок емкости (включая удаляемые отверстия), после изготовления и заполнения ее, не вызывая существенного ослабления периферийного уплотнения емкости вдоль обрезной кромки и без опасения за целостность заполненной емкости.
Как видно из фигуры 8, уплотнения 110d, 110e и 110f образуют пустоты или каналы 112а и 112b в промежуточном материале емкости между уплотнениями. Канал 112а таким образом образует сообщение между удаляемым отверстием 102 и внутренней частью отделения 18 для разбавителя, в то время как канал 112b образует сообщение между удаляемым отверстием 104 и отделением для лекарства 20, обеспечивая доступ к обоим отделениям через их соответствующие удаляемые отверстия. Как будет описано ниже, каналы 112а и 112b перекрываются последующим постоянным уплотнением путем термосплавления, которое соединяет участки (110а-f) отделочной зоны в этих участках емкости.
После стадий процесса образования уплотнений емкость подается пошаговой подачей через позицию 146 пуансона, который выполняет вырез подвески в емкости в верхней, центральной части емкости. Следующие позиции 147 и 148 отделяют емкости, разрезая материал в конце переднего отверстия (позиция 147); позиция 148 отрезает материал емкости в конце подвески, после чего емкость снимают со станка 120, и изготовление завершено.
Специалисту будет понятно, что количество и форма отделений, составляющих емкость, определяется исключительно количеством и расположением различных полученных термосплавлением уплотнений, используемых для образования емкости. Кроме того, в зависимости от предназначения емкости для конечного продукта обеспечивается нужное количество удаляемых отверстий, расположенных вдоль соответствующих краев полосы материала. Понятно, что модульный процесс изготовления согласно изобретению способен изготавливать медицинские емкости, имеющие одно первичное отделение или емкости со множеством отделений, простым обеспечением дополнительных отслаиваемых уплотнений и дополнительных удаляемых отверстий, через которые заполняются емкости. Для каждой конфигурации отделений и удаляемых отверстий пресс, выполняющий уплотнение в отделочной зоне на позиции 144 может менять конфигурацию путем удаления одной поверхности пресса и замены ее другой, которая выполнена так, чтобы обеспечивать одно, три, четыре и т.д. каналов или отверстий, соединяющих множество удаляемых отверстий с множеством отделений.
Подобно этому, специалисту будет понятно, что могут меняться составы переднего и заднего листов емкости, заменяя материалы рулонов на подающих валках другими подходящими материалами. В частности, оба подающих валка могут содержать один слой пленки 80:20 так, что законченная емкость получается прозрачной с обеих сторон. Вследствие модульного характера устройства для изготовления емкости, позиция нанесения прозрачного барьера и позиция нанесения барьера из фольги могут быть отключены так же, как позиция, образующая отслаиваемые уплотнения и, таким образом в результате получают станок, изготавливающий емкость с одним отделением, которое совершенно прозрачно и которое может содержать множество выходных проходов или отверстий.
Соответственно, станок для изготовления емкостей в соответствии с настоящим изобретением, как это видно, подходит для изготовления большого разнообразия медицинских емкостей различных размеров и с различной конфигурацией уплотнений и расположением отверстий. Все емкости, изготовленные таким образом, подходят для асептического заполнения согласно принципам настоящего изобретения, а также подходят для использования в сочетании с процессом термической стерилизации, если она необходима.
Образование уплотнения
Отслаиваемые уплотнения, образуемые в процессе изготовления емкостей, описанном выше, являются прямолинейными уплотнениями, которые имеют тонкую прямоугольную форму. Несмотря на то, что они кажутся похожими на обычные уплотнения, отслаиваемые уплотнения согласно этому изобретению усовершенствованы в том, что они обладают более предсказуемыми характеристиками на разрыв, полученными в процессе производства, т.е. они обладают равномерной характеристикой сопротивления против давления при манипулировании емкостью.
Не вдаваясь в теорию, полагаем, что отслаиваемость уплотнений достигается ограничением времени, давления и температуры до пределов, необходимых для плавления поверхности раздела между внутренними слоями переднего и заднего листов, которые имеют более низкую температуру плавления, чем промежуточный и наружный слои заднего листа. Глубина структурного изменения во внутренних слоях в зоне плавления ограничена, создавая отслаиваемую природу уплотнения, при этом обеспечивая достаточную прочность, предотвращающую нарушение целостности емкости в процессе манипулирования и транспортировки.
Предпочтительно, усилие для приведения емкости в рабочее состояние, согласно изобретению, строго отрегулировано для сохранения целостности емкости в экстремальных условиях, однако не составляет труда для использования. Это усилие характеризуется давлением разрыва, которое составляет приблизительно 2812±703 Па (4±1 фунтов на 1 кв.дюйм).
Чтобы достичь такой равномерности разрывного давления по существу прямоугольного уплотнения, определили, что критическим параметром, который должен регулироваться, является температура. Равномерное разрывное давление достигается регулированием температуры уплотнения в пределах +16,67°С (±2°F). Доступные сейчас устройства для выполнения уплотнений не способны регулировать температуру уплотнения термосплавлением в этом диапазоне. Однако время контролируется очень точно. Соответственно, время выбирается в качестве регулирующего параметра, который компенсирует изменения температуры уплотнения в процессе термосплавления. Время и давление головки, выполняющей термосплавление, устанавливаются такими, чтобы они не выходили за пределы допустимых диапазонов, описанных выше, и время, необходимое для получения уплотнения, регулируется соответственно. Несмотря на то, что контактное давление предпочтительно находится в пределах от 162,443 до 239,054 кПа (230 до 340 фунтов на кв.дюйм), специалисту понятно, что более низкие значения диапазона (около 230) обеспечиваются для удобства установления параметров станка. Пока давление, оказываемое на материал емкости, достаточное для того, чтобы заставить материал слоев уплотнения входить в контакт по площади поверхности требующегося уплотнения, будет образовываться отслаиваемое уплотнение при должной температуре и времени. В самом деле, путем экспериментов было определено, что изменения температуры образования уплотнений и времени, выходящие за пределы параметров согласно настоящему изобретению, приводят к тому, что уплотнения не только не обладают необходимой характеристикой равномерного сопротивления, но также не способны полностью разрываться по длине уплотнения. Неполный разрыв уплотнения часто приводит к тому, что образуются остатки разбавителя, например в углах, составляющих 90°, где отслаиваемые уплотнения соединяются с постоянными периферийными уплотнениями емкости. Соответственно, соотношение смеси разбавителя/лекарства может не получиться таким, как это необходимо, и лекарственное средство, вводимое пациенту, может иметь более высокую концентрацию, чем это требуется.
Примеры параметров времени, температуры и давления, при которых образуются отслаиваемые уплотнения примеров реализации пленки 80:20, с разрывным давлением, приблизительно равным 2812±703 Па (4±1 фунтов на 1 кв.дюйм): давление 321,271 кПа (235 фунт на 1 кв.дюйм), темп. 125,7°С (257°F), время 1,9 сек; и давление 321,71 кПа (235 фунт на 1 кв.дюйм), темп. 127,6°С (263°F), время 1,75 сек.
Более высокие температуры и соответственные давления и периоды времени используются для обеспечения периферийных постоянных уплотнений и герметизации выходного прохода, в результате чего происходят структурные изменения по глубине уплотняющих слоев. Такие уплотнения могут получаться при температуре процесса термосплавления 143,33°С (290°F) и давлении до 140,6 кПа (200 фунтов на 1 кв.дюйм) в течение приблизительно 2 секунд. Специалист поймет, что могут использоваться различные технологии для образования отслаиваемых и постоянных уплотнений при изготовлении емкости согласно настоящему изобретению. В частности, понятно, что регулирование температуры на большую степень (например, около ±16,67°С (±2°F) также позволит получать отслаиваемые уплотнения с равномерным разрывным давлением. Кроме того, в качестве регулирующего параметра выбирается время, так как его можно точно регулировать. Точное регулирование температуры, давления или того и другого даст тот же результат.
Кроме того, специалисту понятно, что последовательность изготовления емкости 10 согласно изобретению произвольная и определяется исходя из конкретного процесса изготовления и конкретного примера реализации конечной емкости. Различные изменения в порядке стадий изготовления, а также расположение и направление различных компонентов, составляющих емкость 10, могут модифицироваться без отхода от сути изобретения.
После того, как емкость поступает на стадию изготовления, показанную на фиг.8, емкость теперь находится в готовности для асептического заполнения лекарственным средством, разбавителем и тем и другим, или в любой нужной комбинации. В приведенном процессе заполнения конкретным примером реализации заполняемой емкости согласно изобретению является емкость, которая включает либо однослойную пленку или многослойную слоистую пленку для переднего листа и многослойную слоистую пленку, содержащую алюминиевую фольгу для заднего листа, выполненная так, чтобы включать отделение 18 для разбавителя и отделение 20 для лекарственного средства, причем оба отделения имеют негерметизированные периферийные края для заполнения через обеспеченные соответственно отверстия 102 и 104 (удаляемые). Это выполнение емкости находится на стадии изготовления, показанной на фиг.8. Изготовление емкости, включая обеспечение выходного прохода и удаляемых отверстий, закончено способом с использованием устройства изготовления, описанного выше.
Для асептического заполнения, приемлемого для использования в медицине, подлежащая заполнению емкость должна быть обеспечена в стерильном состоянии. Обычно стерилизация емкости происходит в отдельной зоне обработки вследствие того, что для стерилизующего материала требуется дорогостоящее и сложное оборудование. Особой нежелательной чертой процесса стерилизации является то, что емкость нужно доставлять к оборудованию для стерилизации, после чего стерильность емкости должна сохраняться при последующем хранении и транспортировке на позицию асептического заполнения. Емкость должна вводиться в зону асептического заполнения переносом в стерильных условиях для предотвращения.загрязнения асептической зоны емкостью. После введения в асептическую зону емкость должна заполняться асептически, но дальше также сохраняться в стерильном состоянии.
В соответствии с принципами изобретения, после изготовления емкости, несколько пустых емкостей загружается в контейнер для переноса емкостей, который затем герметизируется, чтобы защитить мешочки, содержащиеся в нем, от загрязнения окружающей средой.
Обращаясь теперь к фигуре 10, переносной контейнер, обозначенный цифровой позицией 150 и называемый "несущий элемент" или "носитель", функционирует в качестве транспортируемого стерильного изолятора для стерилизации, транспортировки и введения в асептическую зону пустых емкостей в систематическом порядке. Несущий элемент 150 содержит три отделения: по существу прямоугольный поддон 152, герметизируемую крышку 154 из пленки, направляющий картридж 162, предназначенный для поддержки множества емкостей внутри поддона, который будет более подробно описан ниже в описании фигур 11а и 11b.
По существу, прямоугольный поддон 152 для емкостей выполнен термоформованием из материала на основе полистирола, выбранного так, чтобы он мог выдержать несколько циклов стерилизации без значительного разрушения. Поддон 152 выполнен в форме лотка с верхней периферийной кромкой, отогнутой наружу для образования плоского, горизонтального выступа 156, который выходит за боковые стороны поддона 152 на расстояние приблизительно от 6,35 мм до 25,4 мм (от 1/4 дюйма до 1 дюйма). Предпочтительно, выступ 156 отходит на 19,05 мм (3/4 дюйма) за пределы боковых сторон поддона, но любое удлинение выступа, обеспечивающее жесткость поддона 152 и достаточную поверхность для поддержки уплотнения, также подходит. Приблизительно в центрах двух противоположных коротких сторон поддона образованы два противоположных кармана 158 и 160, отходящих наружу от плоскости коротких сторон. Карманы 158 и 160 только частично проходят вниз по боковым сторонам поддона и образуют таким образом два противоположных углубления, в которые могут вставляться концы направляющих картриджей 162. Картридж 162 опирается на нижние поверхности карманов 158 и 160 и таким образом подвешиваются над дном поддона 152 на высоте, достаточной для того, чтобы емкости, расположенные на направляющем картридже, свободно висели во внутреннем пространстве поддона. Соответственно карманы 158 и 160 в сочетании с направляющим картриджем 162 служат для удержания множества емкостей в определенном положении во время транспортировки, хранения и стерилизации ультрафиолетовым излучением.
После того, как направляющий картридж 162 загружается емкостями и вставляется в карманы 158 и 160, поддон 152 герметично закрывается выполнением термосплавления крышки 154 из пленки пластика с фланцем 156 поддона в точном направлении. С целью иллюстрации на фиг.10 крышка 154 показана наполовину сплавленной, где часть крышки приподнята, чтобы показать направляющий картридж 162, установленный внутри поддона 152. Крышка 154 из пленки расположена на фланце 156 так, что материал крышки не свешивается через край фланца поддона по периметру поддона. В показанном примере реализации крышка 154 из пластиковой пленки выполнена таких размеров, что кромка пленки отстоит внутрь от края фланца поддона по всей периферии фланца. Кроме того, термическое уплотнение крышки выполняется так, чтобы оно заходило за пределы пленки крышки 154, чтобы никакая часть кромки пленки не осталась негерметизированной. Направление, расположение и отсутствие негерметичных краев особенно важны для процесса очистки ультрафиолетовыми лучами, который выполняется для очистки поверхности несущего элемента ("носителя") 150, когда носитель вводится в асептическую зону. Трещины, образующиеся от неправильной герметизации кромок крышки, и отход кромок крышки может вызвать местное затемнение (экранирование) при воздействии ультрафиолетовыми лучами, что сделает этот процесс очистки неэффективным.
После того, как крышка 154 из пленки герметично крепится термосплавлением к фланцу 156 поддона, носитель 150 образует герметичную окружающую среду, которая служит для изоляции содержимого от внешнего загрязнения. Носитель 150 затем помещается во внешнюю упаковку из полиэтиленового мешочка (не показан), который служит для защиты от пыли и на него наносится клейкая этикетка с обозначением продукта.
Обращаясь теперь к фигурам 11а и 11b, направляющий картридж 162 несущего элемента (носителя) показан в виде компонентов, готовых для сборки, на фигуре 11а и в полностью собранном виде на фиг.11b. Направляющий картридж 162 содержит множество выполненных литьем под давлением Т-образных направляющих планок 163а, b, с, d, e и f, расположенных на расстоянии, образующем интервалы так, чтобы получить продольные канавки 164a, b, c и d между ними. Т-образные пленки 163a-f из полистирола направлены так, что стойки Т были обращены вверх (из вида в перспективе фигур 11а и 11b) и включали запрессованные штыри 165, предназначенные для сопряжения с соответствующими полостями 166 на одной или более проставок 167. Проставки 167, так же как Т-образные направляющие 163a-f, выполнены из полистирола литьем под давлением (FINA 825 компании Fina Oil and Chemical Comp.). Проставки 167 направляющего картриджа 162 обеспечены для разделения и удержания направляющих 163a-f на заданном расстоянии. Проставки могут иметь вырезы 168, расположенные таким образом, чтобы обеспечивать участки для удержания рукой законченного картриджа, с целью захвата, подъема и перемещения. В качестве альтернативы, к проставкам 167 может крепиться перекрывающая их тонкая гибкая пластмассовая ручка, или можно обеспечить какое-либо другое хорошо известное средство для захвата и манипулирования картриджем.
Как только направляющий картридж собран, изготовленные емкости могут загружаться в картридж согласно изобретению, как показано на фигурах 12а и 12b. На фиг.12а, которая изображает вид в плане загруженного картриджа, готовые емкости 10 (фиг.8) загружаются на направляющий картридж 162 носителя введением их удаляемых отверстий (102, 104) в канавки 164a-d, образованные между Т-образными направляющими 163a-f, как показано на фиг.12b. Кромки фланцев Т-образных направляющих 163a-f отстоят одна от другой на достаточном расстоянии (около 13,0 мм), так что центральное наполняющее трубчатое тело 107 каждого удаляемого отверстия способно размещаться между ними, причем кромки фланцев Т-образных направляющих предназначены для зацепления с удаляемыми отверстиями между проходящими по окружности отверстий фланцами (103 и 105 фигуры 8) так, что каждая емкость 10 захватывается фланцами Т-образных направляющих ниже ее верхнего, проходящего по окружности отверстия, фланца 105.
В приведенном примере реализации картриджа, показанного на фигурах 12а и 12b, обеспечено четыре канавки 164а, b, с и d для приема емкостей, причем емкости загружаются в картридж 162 в чередующемся левом и правом направлениях. Удаляемые отверстия 102 и 104 каждой емкости вставляются в две канавки направляющих 164a-f. Как показано на фиг.12b, первая емкость 10' загружается во вторую и четвертую канавки (164b и 164d) и ориентируются в первом горизонтальном положении так, что ее подвесной конец направлен вправо (из вида в перспективе фиг.12b), а его выходной проход (установочный) направлен влево. Вторая емкость 10 (передняя емкость из вида в перспективе фиг.12b) загружается на направляющий картридж 162, причем его удаляемые отверстия 102 и 104 вставляются в первую и третью канавки 164а и 164с. Вторая емкость 10 загружается во втором горизонтальном положении с выходным проходом 30, направленным под углом 180° относительно первой емкости. В примере фигуры 12b выходной проход 30 первой емкости 10 находится справа (из вида в перспективе фиг.12b). Следующие емкости загружаются на направляющий картридж 162 подобным же образом, с чередованием горизонтального положения емкостей (левого и правого), удаляемые отверстия расположенных влево емкостей вставляются во вторую и четвертую канавки, выходные проходы расположенных вправо емкостей загружаются в первую и третью канавки, как описано выше, до полного заполнения направляющего картриджа 162 носителя.
Возвращаясь теперь к фигуре 12а, будет понятно, что особая конструкция фланцев удаляемых отверстий 102 и 104 во взаимодействии с направляющим картриджем 162 служит для обеспечения максимальной плотности упаковки емкостей внутри поддона 152 для емкостей. Как можно видеть на фигуре 12а, фланцы удаляемых отверстий выступают только в направлении по длине каждой емкости, а не по ширине или толщине. Соответственно, когда картридж заполняется, толщина любой емкости определяется шириной трубчатого тела удаляемого отверстия (примерно 12,0 мм). По мере последовательной загрузки емкостей на картридж, только трубчатые тела удаляемых отверстий для заполнения чередующихся емкостей входят в контакт друг с другом. Чередуя горизонтальное направление емкостей, а также чередуя положение в канавках, также можно увеличить плотность упаковки в полностью загруженном направляющем картридже. Как видно из фигуры 12а, обеспечение второго набора канавок позволяет увеличивать плотность упаковки вдвое по сравнению с направляющим картриджем только с одной парой канавок.
Специалисту будет понятно, что емкости загружаются на направляющий картридж носителя и удерживаются на нем с систематическим направленным порядком их положения так, что каждая чередующаяся емкость на 180° противоположна предыдущей емкости, а также смещена в боковом направлении от предыдущей емкости пространством канавки картриджа. Понятно, что такое чередующееся положение емкостей максимально увеличивает плотность упаковки емкостей по длине картриджа, а также образует особую ориентацию и расположение множества емкостей относительно направляющих картриджа, что помогает легко приспособить собранный картридж к автоматической системе загрузки и разгрузки. Направляющий картридж носителя и последовательность загрузки контейнеров позволяют временно "доковать" или ставить в "док" картридж для работы автомата-робота, выполняющего подхватывание и установку емкостей. Кроме того, вырезы (или отверстия для большого пальца) 168 в проставках 167 позволяют оператору легко вставлять и удалять полностью загруженный картридж из поддона несущего элемента, не наклоняя картридж и таким образом уменьшая до минимума возможность схода емкостей с направляющих картриджа.
После загрузки картридж устанавливается внутри поддона 152, причем концы Т-образных направляющих 163a-f опираются на карманы 158 и 160, образованные в концах поддона. Карманы 158 и 160 поддерживают картридж 162 во внутреннем пространстве поддона и обеспечивают дополнительную боковую опору, которая предотвращает сдвиг картриджа во время доставки, стерилизации и хранении. Герметично закрытый несущий элемент (носитель) с пустыми емкостями заворачивается в полиэтиленовый мешочек и транспортируется к средству, выполняющему стерилизацию, например, электронными лучами.
Процесс заполнения емкости
После того, как упомянутые процессы загрузки носителя и процесс стерилизации электронными лучами завершены, стерилизованные медицинские емкости транспортируются для асептического заполнения, и емкости асептически заполняются в соответствии с одним примером реализации изобретения, как описано со ссылкой на схему технологической последовательности операций фиг.13 и показано в полусхематичном виде в плане фигуры 14 устройства для заполнения емкостей.
При заполнении используются преимущества технологии, развившейся на основе интегрированной производственной схемы, которая становится обычной в медицинской промышленности. Технология предусматривает отход от обычного заполнения емкостей в асептических условиях класса 100 и переход на заполнение в "изоляторе", в котором среда стерильна. Главное отличие от асептической среды класса 100 и "изоляторами" заключается в отделении оператора от среды. По существу "изолятор" является "мини-средой", в которую заключены оборудование моментального действия и заполняемая емкость, находящиеся внутри контролируемого пространства. Оператор отделен от этого пространства и имеет доступ к материалам внутри изолятора через "перчаточные отверстия" и/или "полукостюмы" (полускафандры). Отделяя оператора от стерильной среды, можно создавать и поддерживать небольшое стерильное окружающее пространство, так как обычно именно оператор является основным источником биологического загрязнения.
Изолятор сначала стерилизуется стерилизирующим средством, таким как пары пероксида углерода (VHP). Внутри изолятора окружающая атмосфера сохраняется в стерильном состоянии подачей в него профильтрованного воздуха под давлением. Окружающий воздух внутри изолятора также сохраняется под давлением, превышающим давление вокруг изолятора. Принудительное давление воздуха обеспечивает поток воздуха, который постоянно выходит из изолятора. Все компоненты, которые будут входить в изолятор, либо заранее стерилизованы, либо стерилизуются непосредственно перед помещением их в изолятор, так что стерильная среда сохраняется. Компоненты обычно размещаются в изоляторах через отверстия входа/выхода, называемые окна мгновенного переноса (Р.Т.Р.), которые механически запираются таким образом, что стерильность не нарушается. Контейнеры, которые переносят стерильные компоненты в изолятор, стерильны изнутри и включают окна быстрого переноса, составляющие одно целое с контейнером.
Обращаясь теперь к фигурам 13 и 14, с особой ссылкой на фиг.13, перед тем как несущие элементы вводятся в линию заполнения, полиэтиленовый мешочек, образующий внешнюю оболочку, удаляется с каждого загруженного носителя под потоком направленного отфильтрованного воздуха под давлением для того, чтобы сохранять низкий уровень материала частиц и биологических наносов снаружи носителей. После удаления обертки каждый носитель испытывается на герметичную целостность давлением, также под направленным потоком отфильтрованного воздуха.
Обращаясь затем к фигуре 14, в сочетании с фигурой 13, после того, как убедились, что целостность носителей сохранилась в процессе транспортировки и стерилизации электронными лучами, носитель вводится в линию заполнения, обозначенную цифровой позицией 170, пропусканием через тоннель 172 ультрафиолетовой очистки, внутри которого наружная сторона носителя очищается ультрафиолетовым излучением, прежде чем емкости удаляются из носителя для заполнения. Носитель вставляется во входной конец тоннеля 172 ультрафиолетовой очистки, в котором ультрафиолетовое излучение воздействует на всю его наружную поверхность, что предотвращает перенос потенциального загрязнения в изоляторы линии заполнения.
После завершения ультрафиолетового цикла носитель переносится через окно для переноса в камеру (не показана), в которой крышка из пленки снимается с носителя и картридж с емкостями удаляется из носителя. Емкости снимаются с направляющих картриджа и помещаются на дорожки, с которых они подаются на поворотный рычаг 177, осуществляющий подхватывание и размещение для переноса в первый изолятор 174, где происходит заполнение, который в примере реализации изобретения является контролируемой средой для заполнения емкостей, например, порошкообразным лекарственным средством. Несмотря на то, что упомянутые выше манипуляции переноса могут выполняться автоматическим оборудованием, перенос обычно выполняется вручную, через "перчаточные отверстия" или с помощью рычагов "полукостюма" и манипулированием носителя, крышки и картриджа. В то же время, пустой направляющий картридж и носитель переносятся назад в камеру ультрафиолетового излучения и окно для переноса закрывается до удаления картриджа и носителя из камеры 172 ультрафиолетового облучения.
Рычаг 177, выполняющий подхватывание и установку, поворачивает емкость в положение для погрузки на транспортирующий ленточный замкнутый механизм, с помощью которого емкости вводятся в изолятор 174 для заполнения порошком и затем подаются через рабочие стадии процесса заполнения порошком. Часть транспортирующего механизма 176 показана на фигуре 15а и обычно содержит плоскую ленту (ремень) подходящего гибкого материала, например металлического или пластмассового, который образует петлю вокруг внешней периферийной поверхности приводного ролика 171. Приводной ролик 171 соединен с электродвигателем, например, обычным двигателем постоянного тока или шаговым двигателем, который осуществляет пошаговую подачу транспортирующей ленты 176 в соответствии с определенными, расположенными с интервалами, стадиями прохождения через изолятор. Транспортирующая лента 176 включает ряды отстоящих на расстоянии прорезей 175, которые вырезаны в материале ленты в ортогональном направлении относительно направления перемещения ленты. Каждая прорезь 175 имеет ширину приблизительно 12,4 мм, чтобы в нее входило трубчатое тело удаляемого отверстия емкости. Соответственно, прорези 175 выполняются достаточно узкими, чтобы входить в зацепление с нижней поверхностью нижнего фланца (103 фиг.8а) удаляемых отверстий.
Между парой прорезей расположено отверстие 173, которое обеспечено по всему материалу ленты 176. Каждое отверстие 173 имеет диаметр приблизительно 11,0 мм и служит для обеспечения удобного приемного средства для колпачка (109 фиг.8а) удаляемого отверстия, когда колпачок удаляется для заполнения емкости. Несмотря на то, что отверстия 173 показаны в приведенном примере реализации фигуры 15а расположенными на одинаковом расстоянии между двумя прорезями 175, будет очевидно, что расположение отверстий (или приемного средства для колпачка) 173 может быть обеспечено в любом месте вблизи прорезей 175. Если в оборудовании для подхватывания и установки используется робот-автомат, например для удаления колпачков с отверстий для заполнения (удаляемых затем), - все, что требуется, это чтобы каждое отверстие 173 для приема колпачков было в точном пространственном взаимоотношении с прорезями 175, дающем возможность программировать положение отверстий 173 в автоматическом оборудовании.
Возвращаясь теперь к фигуре 14, емкости могут сниматься с направляющего картриджа и загружаться на транспортирующую ленту 176 рукой, при этом оператор проникает в изолятор с помощью "полукостюма" (скафандра) или гибких, снабженных покрытием рычагов, через обеспеченные прокладками окна или, в качестве альтернативы, емкости могут загружаться на транспортирующую ленту 176 автоматическим поворотным рычагом 177, который захватывает каждую емкость и поворачивает ее приблизительно на 90° для сопряжения фланцев удаляемых отверстий с прорезями транспортирующей ленты.
Вначале, транспортирующая лента 176 шаговой подачей направляет каждую емкость на весы 178 для тары (показаны на фиг.14), на которых определяется масса тары каждой емкости, чтобы обеспечить отправной вес пустой емкости, соответственно которому соизмеряется последующий контролируемый вес. Пустая емкость может удаляться с транспортирующей ленты 176 и размещаться на весах для определения массы тары рукой или автоматическим рычагом 179. Затем емкость снова возвращается на транспортирующую ленту и подается пошаговой подачей на вращающееся соосное устройство 180 для заполнения порошком. На устройстве 180 для заполнения порошком рычаг 181 автомата (робота) поворачивается по дуге для зацепления с колпачком на удаляемом отверстии отделении для лекарственного средства (104 фиг.8). Колпачок снимается захватом фланца (описано в связи с фиг.8а) и приложением направленного вертикально вверх усилия. После удаления колпачок размещается в приемном средстве (отверстии 173 фиг.15а), расположенном между прорезями для удаляемых отверстий на транспортирующей ленте. Колпачок теперь расположен в известном месте относительно удаляемого отверстия отделения для лекарства так, что робот-автомат может легко возвратить его, чтобы снова вставить его на место, как будет описано ниже. После удаления колпачка отделение для лекарственного средства открывается (разблокируется) и туда вводится струя фильтрованного азота или воздуха через трубчатое тело удаляемого отверстия отделения для лекарства.
Обращаясь теперь к фигуре 15b, транспортирующая лента затем совершает пошаговую подачу емкости в положение, в котором удаляемое отверстие отделения для лекарства расположено под обычным круглым дозирующим барабаном 182, который автоматически осуществляет дозированную подачу заданного количества в порошок лекарственного средства в отделение для лекарства через открытое отверстие. Дозирующий барабан 182 расположен в направлении, ортогональном (под прямым углом) к направлению перемещения ленты 176. Соответственно, причина того, почему трубчатое тело удаляемого отверстия отделения для лекарства выше, чем отверстие отделения разбавителя, становится ясна. Чтобы вся доза порошка, содержащаяся в дозирующем барабане, входила в отделение для лекарства без потерь, отверстие отделения для лекарства выполнено такого размера, чтобы его открытое устье располагалось вблизи дозирующего барабана на расстоянии приблизительно 1,0 мм. Чтобы отверстие отделения для разбавителя, включая все еще закрепленный колпачок, беспрепятственно проходило под дозирующим барабаном, после того как закончено заполнение и емкость перемещается на следующую позицию, общая высота отверстия отделения для разбавителя вместе с колпачком не должна превышать высоту отверстия отделения для лекарства с удаленным колпачком, т.е. не превышать пространство между транспортирующей лентой 176 и дозирующим барабаном 182.
Альтернативная конфигурация касается направления емкостей и дозирующего барабана. Например, вместо направления по оси, емкости могут располагаться так, что только удаляемое отверстие отделения для лекарственного средства проходит под дном дуги, образуемой дозирующим барабаном. Это особое расположение позволит отделению для разбавителя миновать узкое пространство между транспортирующей лентой и дном дозирующего барабана и, кроме того, исключит необходимость выполнения удаляемых отверстий, имеющих разную высоту.
Ссылаясь теперь на фигуры 13 и 14, после заполнения порошком, отфильтрованный (0,2 микрон) азотный газ или воздух вводится в зону головки пресса отделения для лекарственного средства и транспортирующая лента 176 совершает пошаговую подачу отделения на позицию 184 для герметизации термосплавлением. Несмотря на то, что в настоящем изобретении применяются отфильтрованные азотный газ и воздух, понятно, что выбор этих газов или других стерилизованных фильтрацией газов (инертных или нет) будет зависеть от чувствительности лекарств, введенных в отделение для лекарственного средства. В частности, если лекарство обладает чрезвычайно высокой чувствительностью к окислению, зона головки пресса отделения для лекарства будет предпочтительно заполнена стерилизованным фильтрацией азотом или подобным инертным газом. На позиции 184 герметизации термосплавлением расположенные напротив головки, выполняющие герметизацию, соединяются с обеих сторон емкости, чтобы перекрыть канал (112b фиг.8) между удаляемым отверстием и отделением для лекарственного средства. Образуемое таким образом уплотнение эффективно продолжает постоянные уплотнения между уплотнениями 110е и 110f края с увеличенными размерами, показанными на фиг.8, что обеспечивает герметизацию отделения для лекарственного средства.
Затем в удаляемое отверстие отделения для лекарства снова вставляется колпачок, и заполненная порошком емкость направляется пошаговой подачей на весы 186 для определения массы брутто, которая показывает заполнены ли емкости надлежащим количеством измельченного в порошок лекарства. Масса брутто, определяемая на позиции 186, соотносится с весом пустой емкости, определяемым на позиции 178 (вес тары). Если весы 186 определят, что в отделение для лекарства емкости было введено неправильное количество лекарственного средства, емкость отбраковывается и направляется на отбраковочный картридж для последующего удаления из изолятора 174. Если количество лекарства в отделении определено как правильное, емкость направляется на следующую позицию, или позиции, если необходима дополнительная обработка.
Соответственно принципам и практике изобретения, дополнительные отделения, обеспеченные в емкости, могут заполняться дополнительными лекарственными средствами или разбавителями (в процессе последующего заполнения) в следующем изоляторе, или во множестве изоляторов. Несмотря на то, что была описана стадия заполнения лекарственного порошка в отделение для лекарства, понятно, что это выполнялось в применении к емкости с множеством отделений, имеющей отдельные отделения для порошка и жидкого растворителя. Однако должно быть понятно, что в соответствии с настоящим изобретением может заполняться медицинская емкость с одним отделением, либо измельченным в порошок лекарством, как описано выше.
Ссылаясь на фигуру 14, заполненная частично емкость с множеством отделений примера реализации изобретения затем вводится во второй изолятор 190 для асептического заполнения разбавителем.
В частности, после завершения процесса заполнения порошком, как показано в схеме последовательности операций фигуры 13, частично заполненная емкость перемещается из изолятора 174 для заполнения порошком в изолятор 190 для заполнения жидким разбавителем через передающий тоннель 192, который соединен с двумя изоляторами и расположен между ними. После описанного выше процесса заполнения порошком емкость снимается с транспортирующей ленты 176 изолятора 174 для заполнения порошком и помещается на транспортирующую ленту 194, которая проходит через передающий тоннель 192 и которая соединяет два изолятора. Специалисту будет понятно, что передающий тоннель 192 и транспортирующая лента 194 в сочетании обеспечивают существенный признак, который способствует получению модульной природы изолятора для заполнения согласно настоящему изобретению. Действительно видно, что множество изоляторов могут соединяться вместе передающими тоннелями для добавления дополнительных стадий, например заполнения множеством ингредиентов к процессу. Модульный характер процесса изготовления емкости, в котором можно изготавливать емкости, имеющие одно или множество отделений, хорошо сочетается с модульным характером процесса заполнения. Любое количество изоляторов, необходимых для заполнения необходимого количества отделений, легко соединяются вместе передающими тоннелями, обеспечивая таким образом полностью гибкую линию изготовления и заполнения.
Обращаясь теперь к процессу заполнения и устройству фигур 13 и 14, частично заполненные емкости вводятся в изолятор 190 для заполнения жидкостью через передающий тоннель 192 и снова размещаются на транспортирующей ленте 196, образующей замкнутый конвейер, которая осуществляет пошаговую подачу емкости через стадии процесса заполнения жидкостью.
Так же, как в описанном ранее процессе заполнения порошком, каждая емкость подается на позицию 198 заполнения, в которой рычаг-автомат перемещается по дуге для захвата и удаления колпачка с удаляемого отверстия отделения для разбавителя и размещения его в приемном средстве на транспортирующей ленте. Отделение для разбавителя затем разблокируется струей фильтрованного (0,2 микрон) азота или воздуха под давлением и продвигается для размещения удаляемого отверстия отделения для разбавителя под дозирующим соплом устройства для заполнения разбавителем. Заранее определенное количество разбавителя, например обычный физиологический раствор или 5% раствор D-глюкозы для инъекций, подается дозированно в емкость через удаляемое отверстие. Разбавитель обычно предварительно готовится надлежащим образом специалистами в отдельном смесительном пространстве и передается по трубам на заполняющее устройство через фильтры (с фильтрующей способностью 0,2 микрон). Специалистам будет понятно, что разбавитель может вводиться в емкость в одной стадии дозированной подачи или, как альтернатива, в двойной стадии дозированной подачи или в процессе множественной дозированной подачи с тем, чтобы более точно контролировать дозу и снизить турбулентность.
После процесса дозированной подачи разбавителя емкость подается на позицию 200 герметизации термосплавлением, где пространство головки пресса отделения для разбавителя сначала регулируется струей фильтрованного (0,2 микрон) азота или воздуха. Позиция 200 содержит пластину для термосплавления и опорную пластину, которые затем смыкаются над емкостью, чтобы герметично перекрыть канал (112а фиг.8) между отделением для разбавителя и его удаляемым отверстием. Фактически герметичное уплотнение отделения для разбавителя продолжает постоянное периферийное уплотнение между участками 110d и 110е фигуры 8, герметично перекрывая таким образом законченную теперь емкость от отрезаемой полосы.
Затем заполненная емкость выходит из изолятора 190 через выходной пропускной тоннель 202 с помощью выходного конвейера 204. Емкость промывается и сушится для удаления возможных остатков разбавителя и/или лекарства с ее наружной поверхности и обрезается для получения ее окончательных размеров удалением участка увеличенного края емкости, который включает удаляемые отверстия. В качестве необязательной части процесса обрезания до нужных размеров периферийное уплотнение вдоль боковой стороны контейнера, которое отрезается, может обладать дополнительной жесткостью, что обеспечивает уплотнение отделению для лекарства и отделению для разбавителя со всех сторон емкости. Изготовление емкости и ее заполнение теперь завершены, и готовая и заполненная емкость перегибается по линии уплотнения между отделениями для лекарства и разбавителя (т.е. складывается), снабжается оберткой и упаковывается в контейнеры для отправки.
Таким образом, процесс изготовления и заполнения емкости предусматривает только одну процедуру стерилизации после изготовления первичной емкости. Согласно практическому применению принципов изобретения, изготовление емкости и использование удаляемых отверстий, сообщающихся с отделениями для разбавителя и лекарства, позволяют выполнять по существу асептическое заполнение отделений для разбавителя и лекарственного средства и герметично закрывать их, не прибегая к каким-либо другим процедурам стерилизации. Действительно, так как емкость согласно настоящему изобретению не может подвергаться стерилизации паром из-за высокой чувствительности к влаге лекарственных порошков, несмотря на защитные барьерные свойства покрытия отделения для лекарства, способы асептического заполнения, описанные выше, являются необходимым условием изготовления стерильного конечного продукта. Изготовление и заполнение емкости согласно изобретению таким образом позволяет изготавливать емкость из материалов, включающих слоистые пленки с высокобарьерными свойствами защиты, обладающие высокой устойчивостью против воздействия обычной стерилизации паром. Поскольку необходимость в стерилизации паром отпадает, медицинские емкости выполняются с такими высокобарьерными свойствами слоистых материалов, которые обеспечивают медицинские емкости, которые особенно пригодны для длительного хранения и которые можно изготавливать эффективно и недорого.
Кроме того, специалистам понятно, что использование удаляемых отверстий, сообщающихся с отделением для лекарства и отделением для разбавителя, обеспечивает средства для пошаговой подачи, удержания, установки и манипулирования емкостью всего процесса заполнения. Размер удаляемых отверстий емкости делает ее совместимой с технологией процесса заполнения обычных ампул для лекарств.
Удаляемые отверстия выполняются с фланцами, и поэтому емкость может подвешиваться на механизме пошагового перемещения, и на каждом отверстии обеспечено два фланца, отчего емкость может отправляться оборудованием автомата-робота, осуществляющим подхват и установку емкостей, на расположенные вне линии подачи позиции контрольных весов или передаваться между изоляторами. Кроме того, видно, что использование удаляемых отверстий в изготовлении и заполнении емкостей способствует модульной последовательности изготовления и заполнения емкостей.
Использование емкости
Использование законченных емкостей по существу не зависит от используемой технологии изготовления. Емкость 10 с тремя отделениями и системой смешения принимается персоналом, работающим в здравоохранении, обычно фармацевтическим отделением больницы в завершенной форме, показанной на фиг.1 и 2. Ссылаясь теперь на фиг.16, готовая емкость для использования, лекарственное средство можно проверить, захватив ушко 62 на защитном слое 55, содержащем алюминиевую фольгу и отделив защитный слой от емкости для визуальной проверки промежуточного отделения 20, содержащего измельченное в порошок лекарственное средство. Если лекарственное средство оказывается сухим и в нормальном состоянии, раствор может смешиваться как показано на фиг.17, манипулируя емкостью таким образом, чтобы сдавить передний и задний листы в зоне верхнего отделения 18 для разбавителя. Механическое давление гидравлических сил, создаваемых при манипулировании емкостью, разрывает отслаиваемое уплотнение между отделениями для разбавителя и лекарственного средства (показано в развернутом состоянии как 241). Дальнейшее манипулирование встряхиванием приводит к смешению жидкого разбавителя и лекарственного порошка. Оценка на полное смешение получается визуальным наблюдением смешанного раствора через светлый, прозрачный передний лист. После получения полного смешения отслаиваемое уплотнение между отделением для лекарства и нижним предохранительным отделением ломают (как показано на фиг.18), снова сдавливая передний и задний листы емкости, создавая гидравлическое давление в емкости для разрыва уплотнения (показано в разорванном состоянии как 261). Смешанный раствор затем дозированно подается из емкости через выходной проход 30, используя стандартное средство для внутривенного вливания.
Устройство емкости 10 предотвращает подачу не смешанного растворителя через проход 30. Кроме того, расположение промежуточного отделения 20 между отделением разбавителя и выходным проходом увеличивает вероятность полного смешения и подачи лекарства пациенту. Для емкостей, включающих жидкий разбавитель и измельченное в порошок лекарственное средство, разрыв первого отслаиваемого уплотнения между отделением 18 для разбавителя и отделением 20 для лекарственного средства по существу происходит до разрыва второго отслаиваемого уплотнения между отделением 20 и нижним предохранительным отделением 22, так как гидравлические силы, образующиеся в разбавителе при манипулировании емкостью, не могут передаваться через порошок в отделении для лекарственного средства до тех пор, пока первое уплотнение не разрывается и не начинается смешение разбавителя с порошком. Для тех случаев, когда можно использовать жидкое лекарственное средство, относительная разница в размерах отделения для разбавителя и отделения для лекарства и размещение имеющего меньшие размеры отделения для лекарства между имеющим большие размеры отделением для разбавителя и нижним или предохранительным отделением обеспечивает развитие гидравлических сил, которые будут легко разрывать первое уплотнение между отделениями для разбавителя и лекарственного средства перед разрывом второго уплотнения, ведущего к предохранительному отделению.
В приведенных примерах реализации емкости, показанных на фигурах 16, 17 и 18, показаны отслаиваемые уплотнения, имеющие обычную прямоугольную форму, как например, уплотнения, описанные в патенте США №5176634 (Smith et al), описание которых включено здесь для ссылки. В соответствии с принципами изобретения, уплотнения, несмотря на то, что они выполнены обычной формы, образованы таким образом, описанным выше, что они обеспечивают определяемое заранее поведение под воздействием давления в процессе манипулирования и открываются при приложении усилия, примерно равного (2812±703) Па (4±1,0 фунтов на 1 кв.дюйм). В дополнительном примере реализации изобретения обеспечены криволинейные отслаиваемые уплотнения, которые служат для того, чтобы полностью открываться по их длине под воздействием гидравлического давления и которые по существу образуются таким же способом, как равномерно отслаиваемые уплотнения, описанные выше.
Обратимся теперь к фиг.19, которая показывает полусхематический вид примера реализации криволинейного отслаиваемого уплотнения 86, обеспеченного в соответствии с практикой изобретения. Криволинейная форма уплотнения обеспечена, чтобы выполнить два противоречивых требования к рабочим характеристикам отслаиваемых или ломких уплотнений, используемых в сдвоенной медицинской емкости. Первое требование, предъявляемое к отслаиваемому или гибкому уплотнению, заключается в обеспечении относительно сильного сопротивления силе, прикладываемой пользователем при вскрытии уплотнения, которое предотвращает случайный разрыв уплотнения при обычном обращении с ним и транспортировки. Второе требование заключается в том, что уплотнение должно отслаиваться по существу полностью при использовании, не ограничивая пути прохождения компонентов между сообщающимися камерами. Было замечено, что обычные прямые отслаиваемые уплотнения имеют тенденцию не полностью отслаиваться при приведении их в действие, вне зависимости от того, ломкие они или отслаиваемые. Это приводит к тому, что значительные количества разбавителя или смешанного лекарственного средства задерживаются в участках уплотнения, которые не поддались отслаиванию. Помимо этого, было замечено, что в обычных прямых отслаиваемых уплотнениях, в случае увеличения усилия, необходимого для приведения их в действие пользователем, также не происходит полного вскрытия уплотнения.
Использование сдвоенной (двойной) медицинской емкости предусматривает такой момент, когда отслаиваемые уплотнения подвергаются различного рода ударам в течение срока службы. Большая часть этих ударов происходит, когда продукт сложен вдоль линии уплотнения (перегнут), и отслаиваемые уплотнения таким образом хорошо защищены. Однако емкость может подвергаться значительным ударам в разложенном виде, и в течение этого периода отслаиваемые уплотнения могут подвергаться опасности неожиданного вскрытия с последующей активацией продукта. Чтобы уменьшить опасность неожиданной активации, должна быть изготовлена эффективная медицинская емкость с отслаиваемым уплотнением, обладающим достаточной прочностью, чтобы выдержать неожиданные удары, но полностью поддаваться преднамеренному давлению при манипулировании.
Соответственно, криволинейное отслаиваемое уплотнение 86 отвечает двум противоречивым требованиям к рабочим характеристикам, обеспечивая форму, которая зеркально отражает форму, создаваемую обычным прямым отслаиваемым уплотнением, когда оно начинает разделяться. Как описано выше в связи с фигурами 1 и 2 и как показано на фиг.19, отслаиваемые уплотнения проходят по пространству емкости горизонтально и имеют длину 88, достаточную для соединения с постоянными уплотнениями 16 на боковых сторонах мешочка, деля таким образом емкость на отделения. Каждое уплотнение 86 содержит первый, по существу прямоугольный участок (или часть) 90, который образует минимальную ширину отслаиваемого уплотнения 86 на пересечении его с постоянными уплотнениями 16 на боковых сторонах емкости. Размер прямоугольного участка 90 в направлении по высоте (меньший размер) составляет приблизительно от 2,54 до 6,35 мм (от 1/10 до 1/4 дюйма), а предпочтительно 3,175 мм 1/8 дюйма (0,125"). Этот прямоугольный участок 90 таким образом имеет форму обычного прямоугольного уплотнения. Отслаиваемое уплотнение 86 также включает второй криволинейный участок 92, который включает дугообразный отрезок, окружающий прямоугольный участок 90, при этом хорда отрезка имеет одинаковую длину с краем прямоугольного участка, а дуга отрезка направлена внутрь отделения, вследствие чего обеспечивается источник давления для вскрытия уплотнения. Выпуклая кромка 94 дуги по существу расположена радиально и имеет максимальную высоту хорды, которая по меньшей мере составляет половину ширины прямоугольного участка 90 уплотнения 86. Конкретная форма, радиус кривизны, высота хорды криволинейного отрезка 92 будут изменяться с длиной уплотнения, и в данном случае применения сдвоенной емкости, включая известную силу возможных ударов, которым может подвергнуться емкость. Однако специфические формы уплотнения могут быть вычислены специалистами, используя теорию лучей и надлежащим образом определив необходимое для вскрытия давление.
В работе выпуклая передняя кромка 94 отслаиваемого уплотнения 86 представляет сложную характеристику сопротивления гидравлическому давлению разбавителя или смешанного лекарства, когда соответствующее отделение сдавливают. Как показано на фиг.20, характеристики отслаивания обычных отслаиваемых уплотнений образуют изогнутый фронт отслоения, когда уплотнение исследуют после его частичного вскрытия. Этот изогнутый фронт отслоения означает, что гидравлическое давление, заставляющее уплотнение вскрываться, является наибольшим приблизительно в центре уплотнения и равномерно уменьшается, но в соответствии с законом мощности, в направлении наружу, к кромкам уплотнения. Таким образом, частично вскрытое обычное уплотнение будет иметь вогнутый контур разделения, причем наиболее глубокая часть будет приблизительно в центре уплотнения. Поэтому легко увидеть, что обычные уплотнения имеют тенденцию вскрываться в центральном участке уплотнения, скорее всего, но оставаться закрытыми по бокам уплотнения в частности там, где отслаиваемое уплотнение встречается с постоянным краевым уплотнением.
В соответствии с изобретением, криволинейное отслаиваемое уплотнение 86 фигуры 19 обеспечивает выпуклую кромку 94, имеющую форму, являющуюся зеркальным отражением характеристик вогнутого отслаивания обычного уплотнения. Как показано на фиг.21, характеристика сопротивления криволинейного уплотнения будет соответствовать градиенту криволинейного давления разбавителя или смешанного лекарства, который стремится вскрыть уплотнение. Характеристика сопротивления криволинейного уплотнения 86 сильнее в центре, где давление наивысшее, и уменьшается, нелинейно, в соответствии с уменьшающимся давлением в направлении к кромкам уплотнения. Таким образом уплотнение вскрывается, отслаиваясь равномерно по всей своей длине.
Несмотря на то, что криволинейное отслаиваемое уплотнение 86 было описано как обеспечивающее характеристику нелинейного сопротивления гидравлическому давлению, так как оно имеет криволинейную ширину, специалисту будет ясно, что характеристики нелинейного сопротивления могут быть обеспечены другими средствами. Например, характеристика криволинейного сопротивления может быть получена в прямоугольном прямом отслаиваемом уплотнении изменением температуры или давления головки пресса, выполняющей уплотнение, при выполнении его. Температуру можно повысить до самого высокого предела в центре и заставить нелинейно уменьшаться к концам уплотнения, обеспечивая таким образом отслаиваемое уплотнение, которое является наиболее прочным в центре. Как альтернатива, может использоваться изогнутая криволинейно головка шаблона, выполняющая уплотнение для получения того же эффекта, которая выполнена так, чтобы иметь выпуклую контактную поверхность, которая спрессовывает материал двойной медицинской емкости в процессе изготовления отслаиваемого уплотнения. Хотя такое уплотнение может иметь обычную линейную форму, его центральные участки будут сжиматься более плотно в процессе уплотнения. Приложение давления придает наибольшую прочность центральному участку уплотнения, причем прочность уплотнения будет уменьшаться нелинейным (изогнутым) образом к концам уплотнения. Все, что требуется, это чтобы отслаиваемое уплотнение имело характеристику нелинейного сопротивления, которая по существу соответствует характеристикам нелинейного давления разбавителя или смешанного лекарственного средства при надавливании на соответствующее отделение.
Кроме того, полное смешение разбавителя и лекарственного средства и полная подача смешанного раствора через выходной проход в стандартное устройство для внутривенного вливания улучшаются при характеристиках нелинейного отслаивания согласно настоящему изобретению. Как описано выше, нелинейное сопротивление отслаиваемого уплотнения гидравлическому давлению обеспечивает то, что уплотнение вскрывается по существу по всей длине и таким образом гарантируется, что по существу весь жидкий разбавитель способен входить в отделение для лекарственного средства и смешиваться с лекарством, заключенным в нем. После того, как смешение состоялось, характеристика нелинейного отслаивания второго уплотнения обеспечивает по существу полное вскрытие уплотнения по длине, открывая смешанному раствору доступ в выходной проход и дальше, в систему внутривенного вливания.
Специалисты понимают, что главное описание примеров реализации, содержащих жидкий разбавитель и одно лекарство в виде порошка, не ограничивает объем изобретения. Использование жидких лекарственных средств в промежуточном отделении или множества отделений для порошкообразных и жидких лекарств, смешиваемых с разбавителем, также возможно согласно настоящему изобретению. В соответствии с принципами и практикой настоящего изобретения может использоваться множество удаляемых отверстий и каналов сообщения между ними и можно легко обеспечить соответствующее отделение. Кроме того, в зависимости от чувствительности любых компонентов, составляющих содержимое множества отделений, к загрязнению, вызванному влагой и воздухом, эти отделения можно защитить дополнительной оболочкой из светлого, прозрачного, содержащего SiO2 высокобарьерного слоистого материала, расположенной над передним листом в зонах этих отделений. Такие высокобарьрные слоистые материалы могут быть обеспечены в сочетании или без отслаиваемого покрытия из высокобарьерного слоистого материала, содержащего алюминиевую фольгу.
Описанные выше примеры реализации гибких стерильных емкостей даны с иллюстративными целями. Так как возможны варианты, понятные специалистам, настоящее изобретение не ограничено конкретными примерами реализации, описанными выше. Такие изменения, модификации и варианты включены в объем изобретения, как описано в формуле изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГИБКАЯ, ИМЕЮЩАЯ МНОЖЕСТВО ОТДЕЛЕНИЙ, ЕМКОСТЬ ДЛЯ ЛЕКАРСТВЕННОГО СРЕДСТВА (ВАРИАНТЫ) И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ И ИСПОЛЬЗОВАНИЯ | 1997 |
|
RU2196536C2 |
| ГИБКИЙ МЕДИЦИНСКИЙ КОНТЕЙНЕР (ВАРИАНТЫ), СПОСОБ УВЕЛИЧЕНИЯ ЕГО ВМЕСТИМОСТИ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И СПОСОБ ФОРМИРОВАНИЯ ГИБКОГО КОНТЕЙНЕРА (ВАРИАНТЫ) | 1998 |
|
RU2195253C2 |
| АВТОМАТИЧЕСКИЙ ИНЪЕКТОР | 2009 |
|
RU2493881C2 |
| КАРТРИДЖ ДЛЯ АВТОМАТИЧЕСКОГО ИНЪЕКТОРА | 2009 |
|
RU2483758C2 |
| КАПСУЛА ДЛЯ ПРИГОТОВЛЕНИЯ НАПИТКА | 2018 |
|
RU2760712C2 |
| ТЕЛО ВАКУУМНОЙ ИЗОЛЯЦИИ | 2015 |
|
RU2674062C1 |
| МНОГОКАМЕРНАЯ ЕМКОСТЬ | 1993 |
|
RU2103987C1 |
| ПОВТОРНО УКУПОРИВАЕМАЯ ГИБКАЯ УПАКОВКА И СПОСОБЫ ЕЕ ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2574489C2 |
| ГИБКАЯ УПАКОВКА С ВНУТРЕННИМ СРЕДСТВОМ ПОВТОРНОГО ЗАКРЫВАНИЯ | 2006 |
|
RU2381969C2 |
| ФАРМАЦЕВТИЧЕСКАЯ УПАКОВКА ДЛЯ ОФТАЛЬМОЛОГИЧЕСКИХ СОСТАВОВ | 2016 |
|
RU2751510C2 |
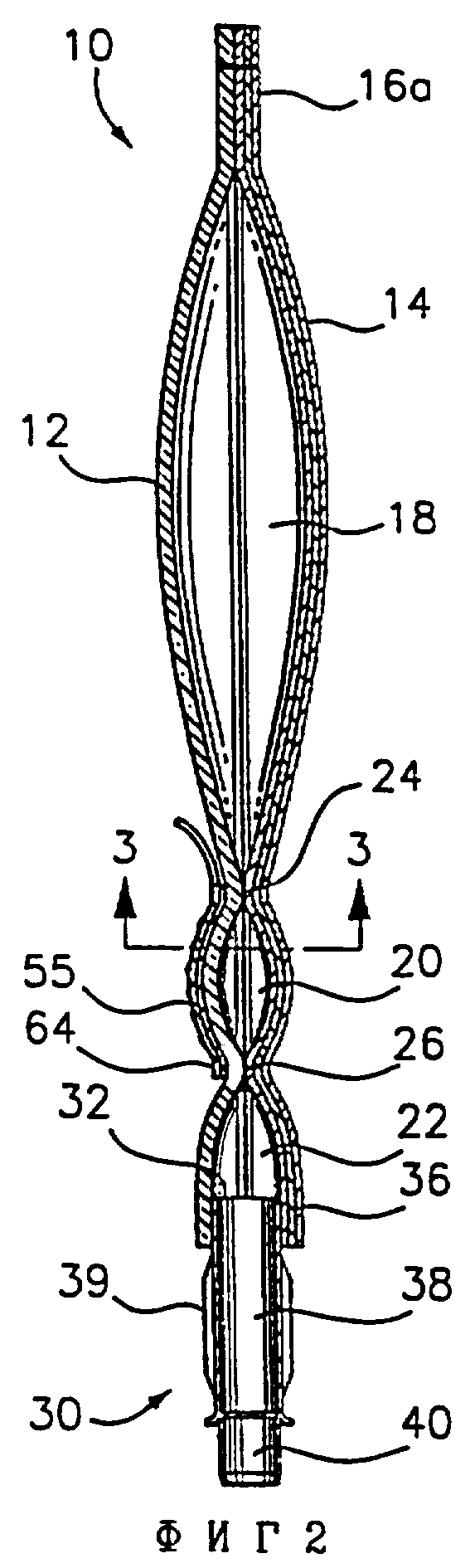
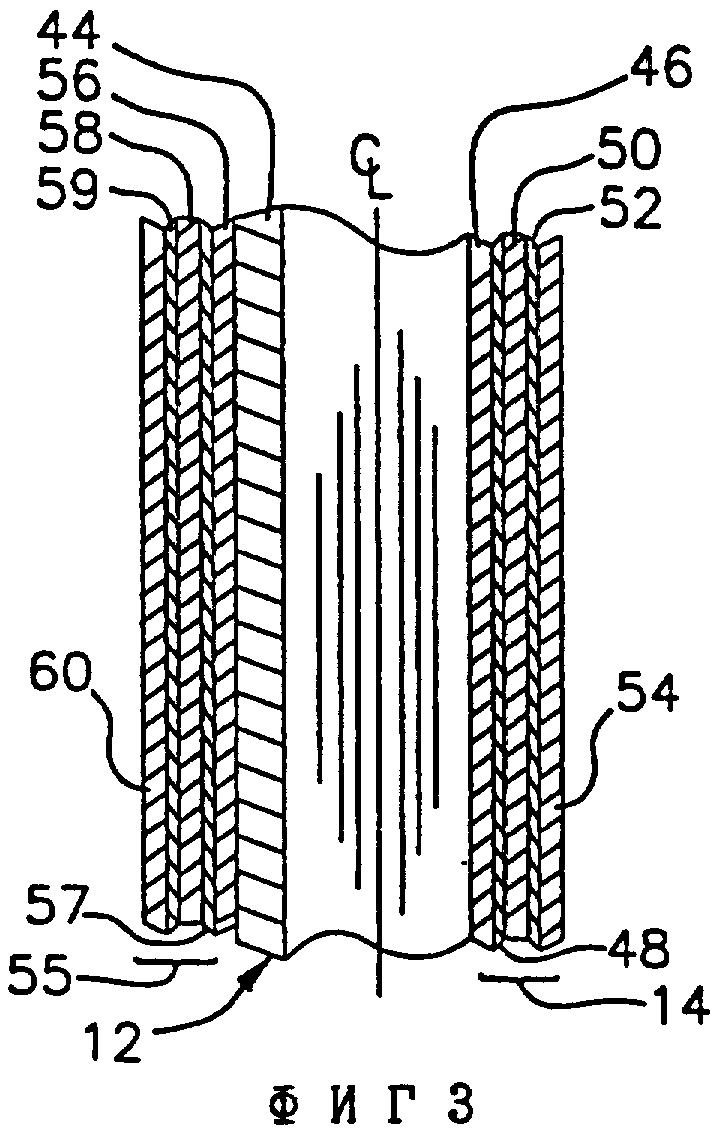
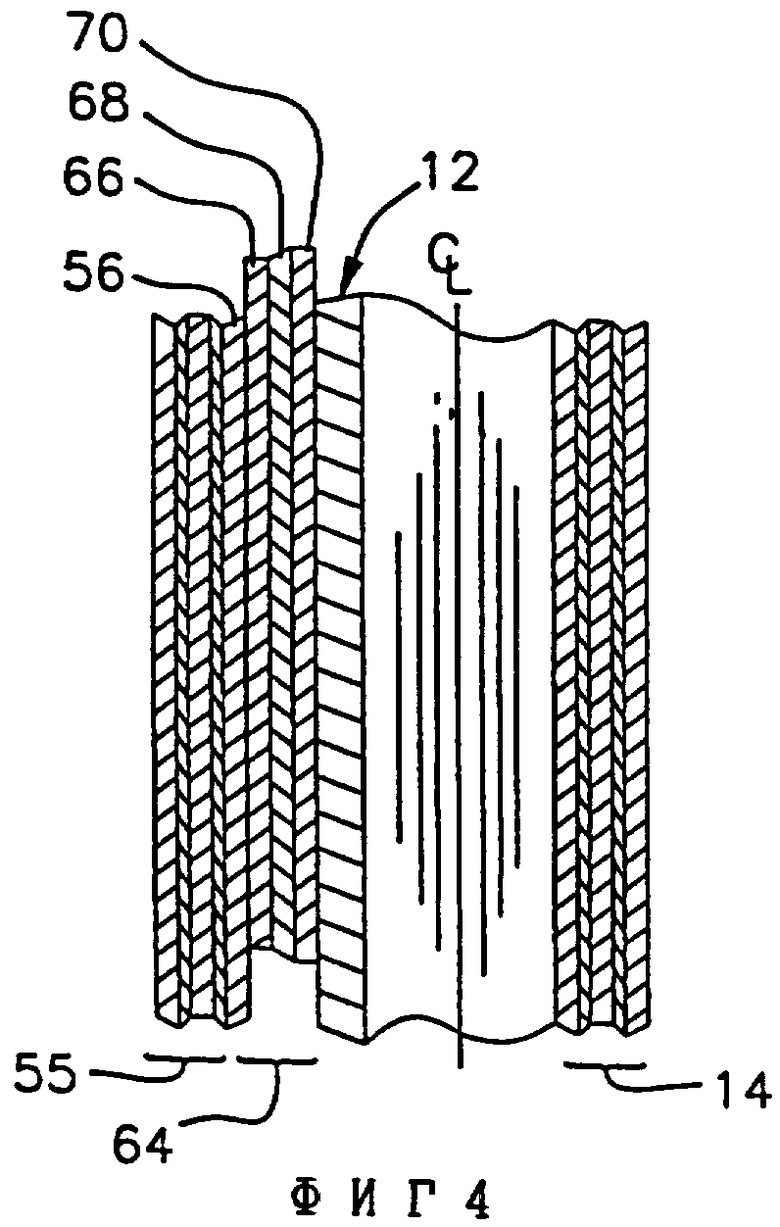
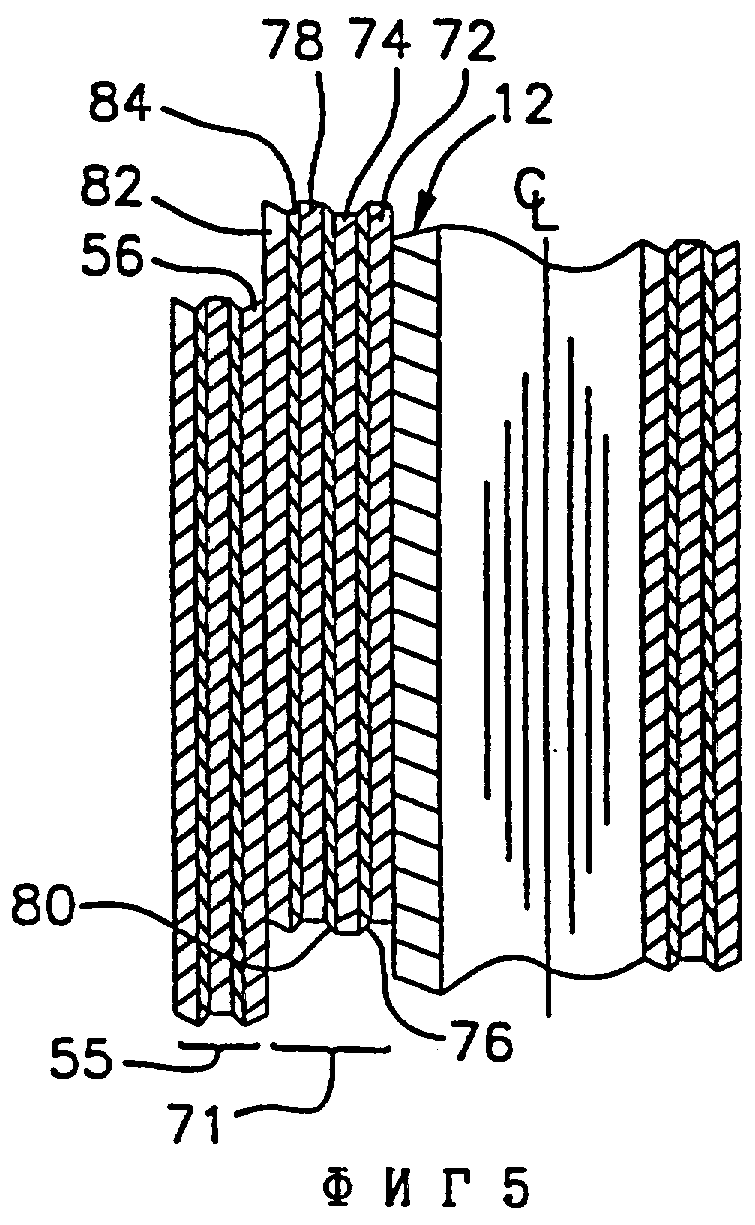
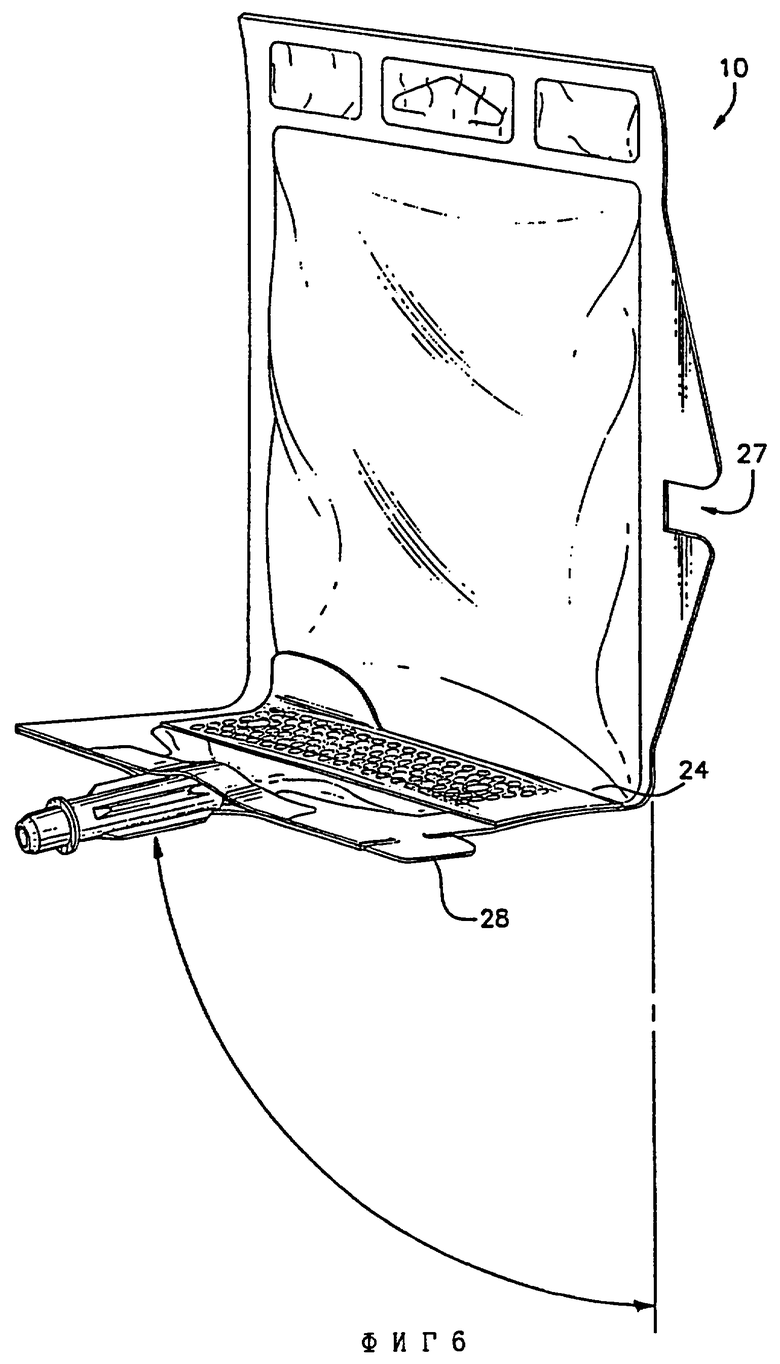
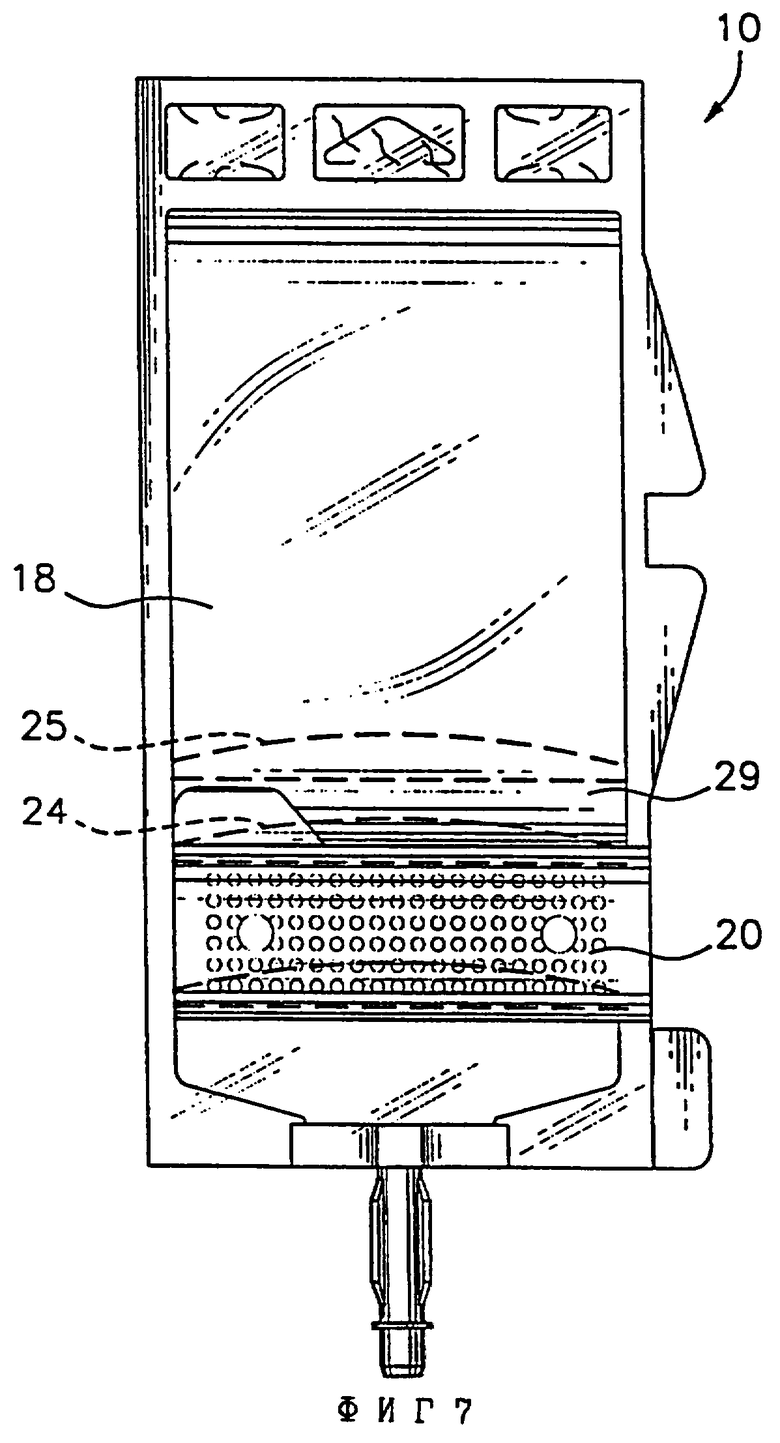
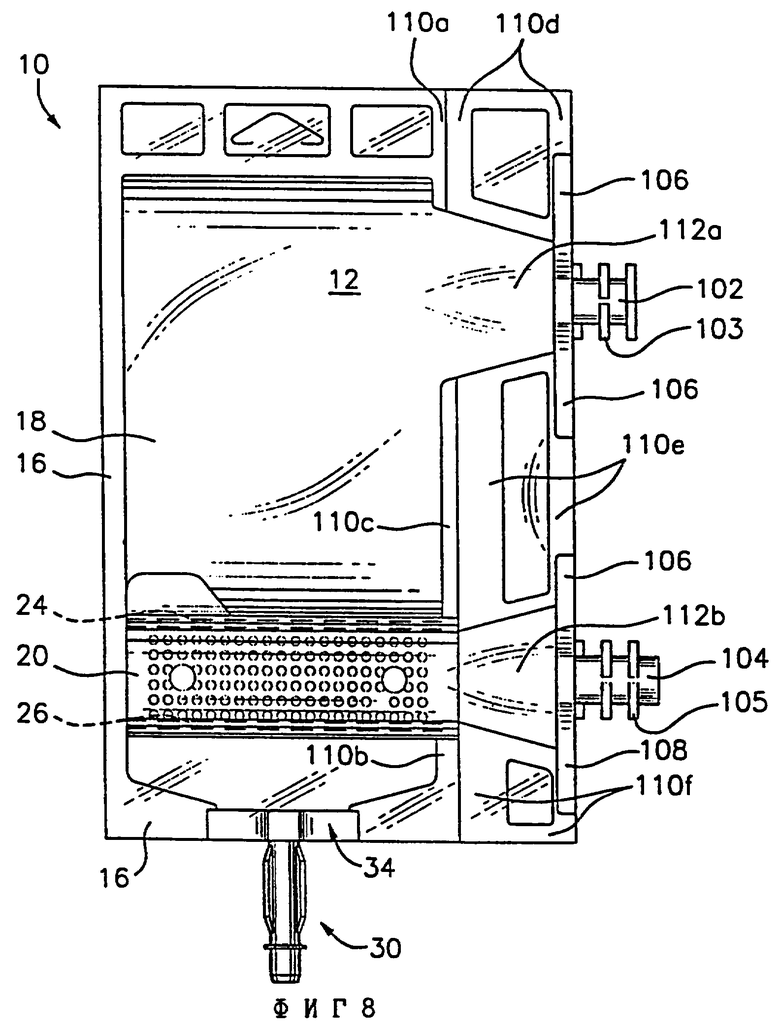
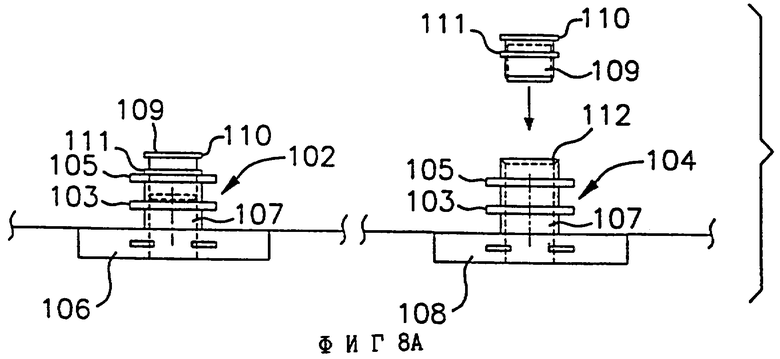
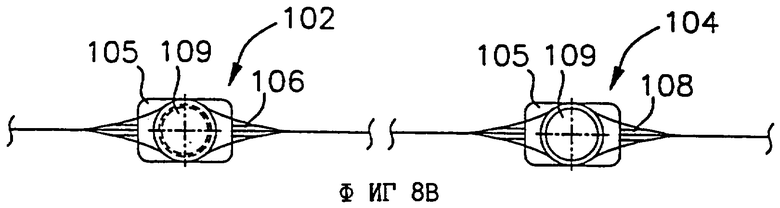
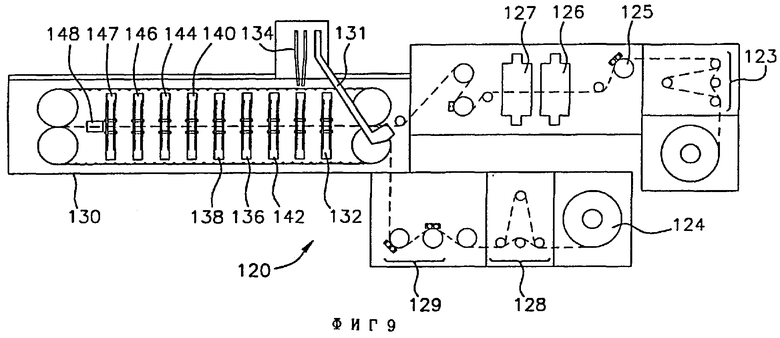
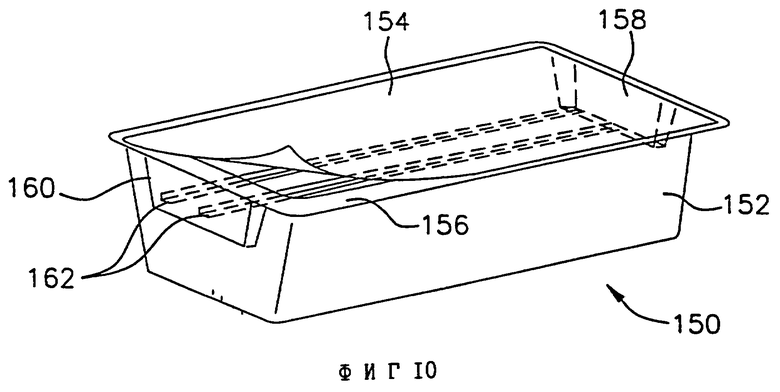
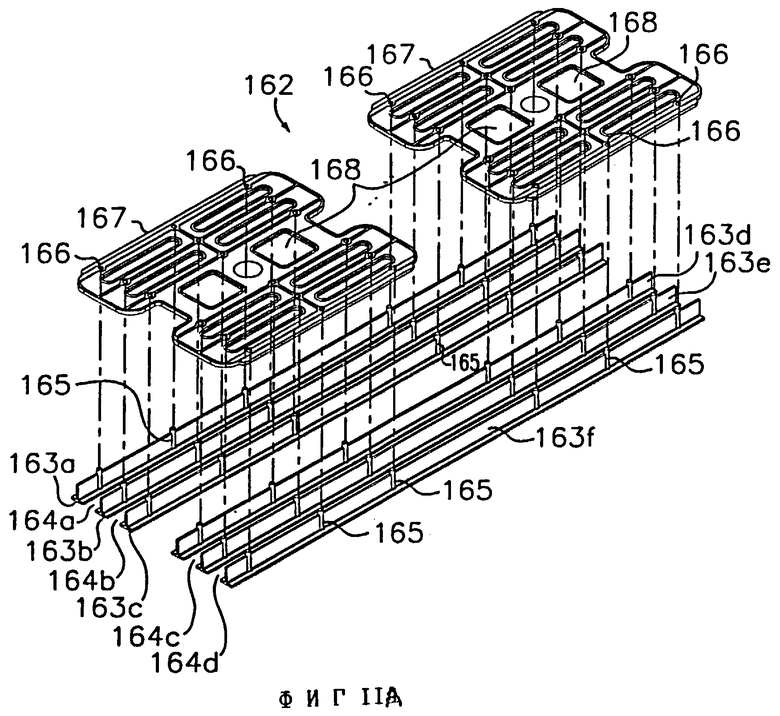
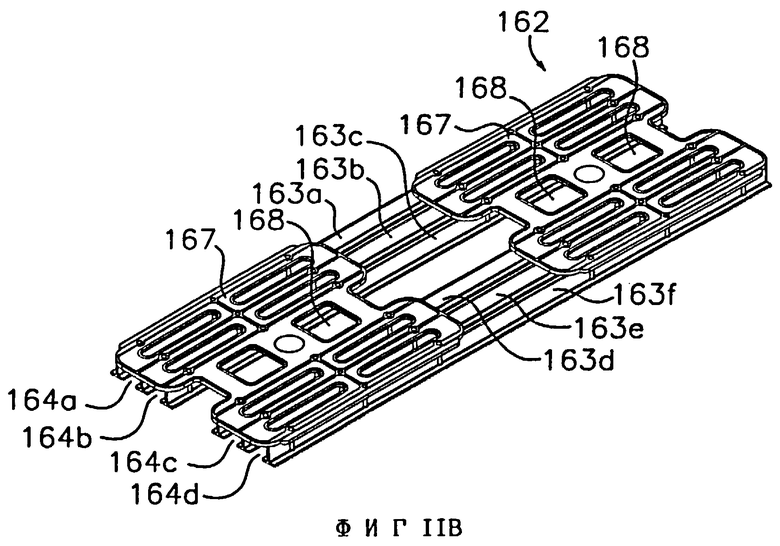
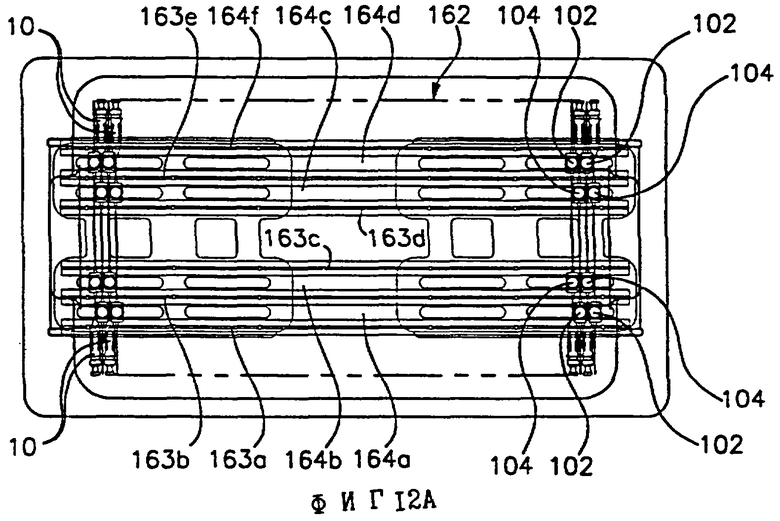
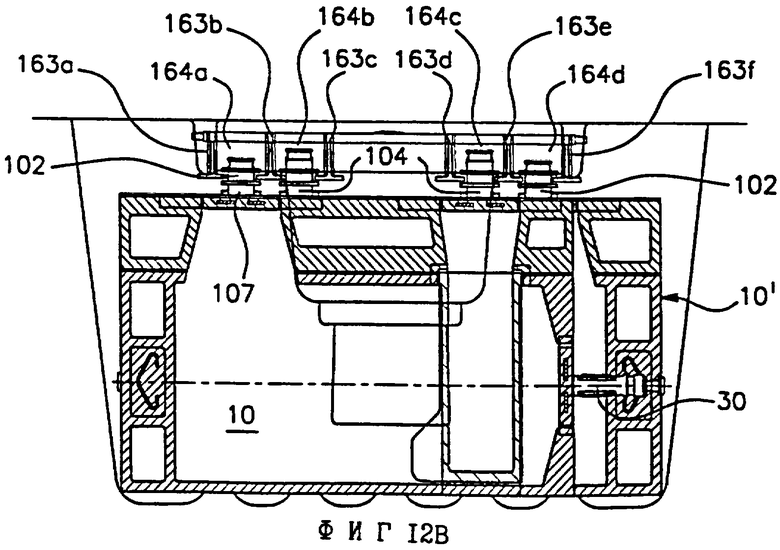
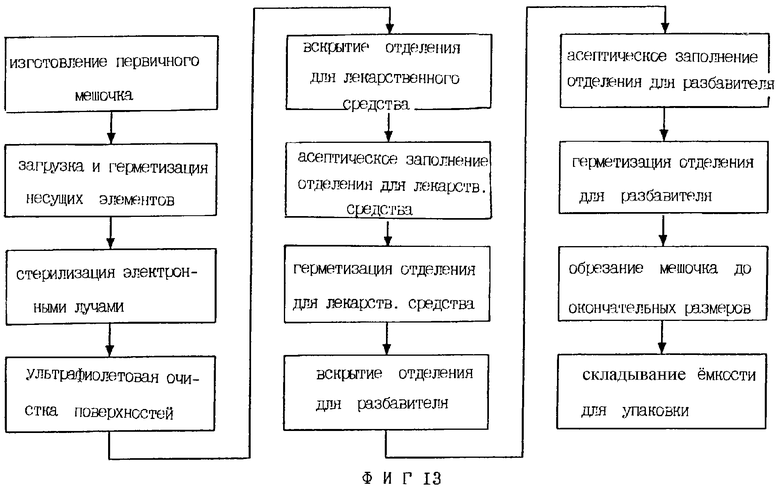
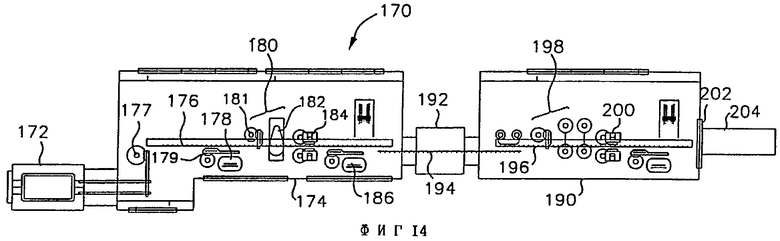
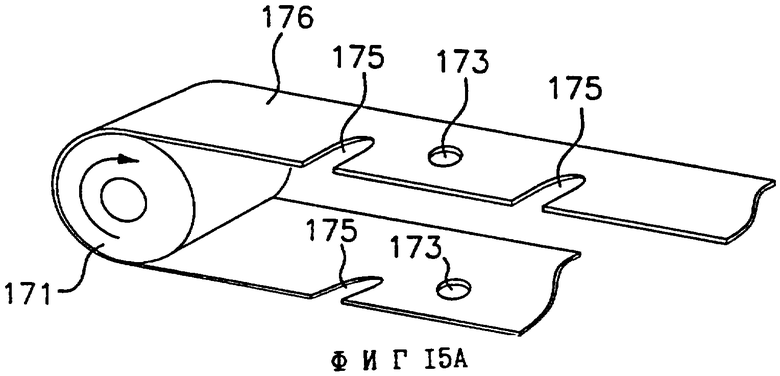
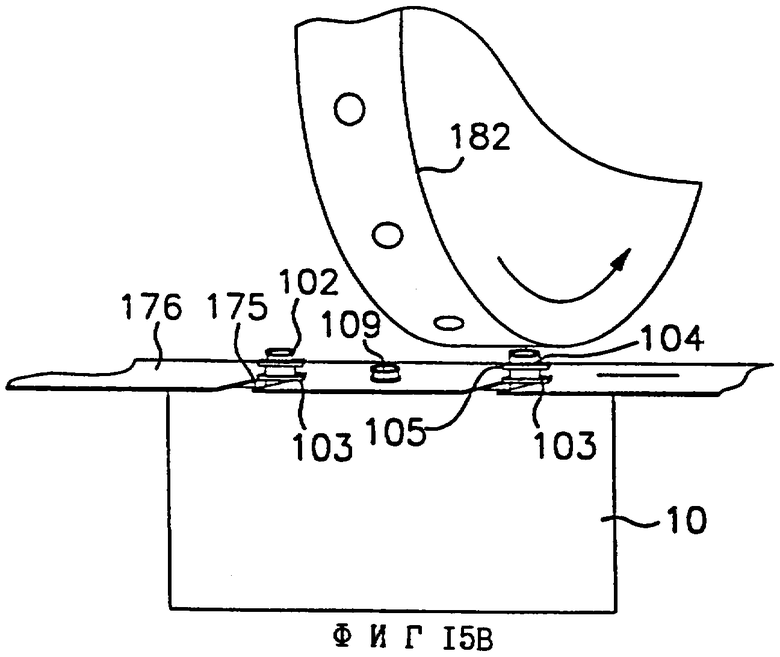
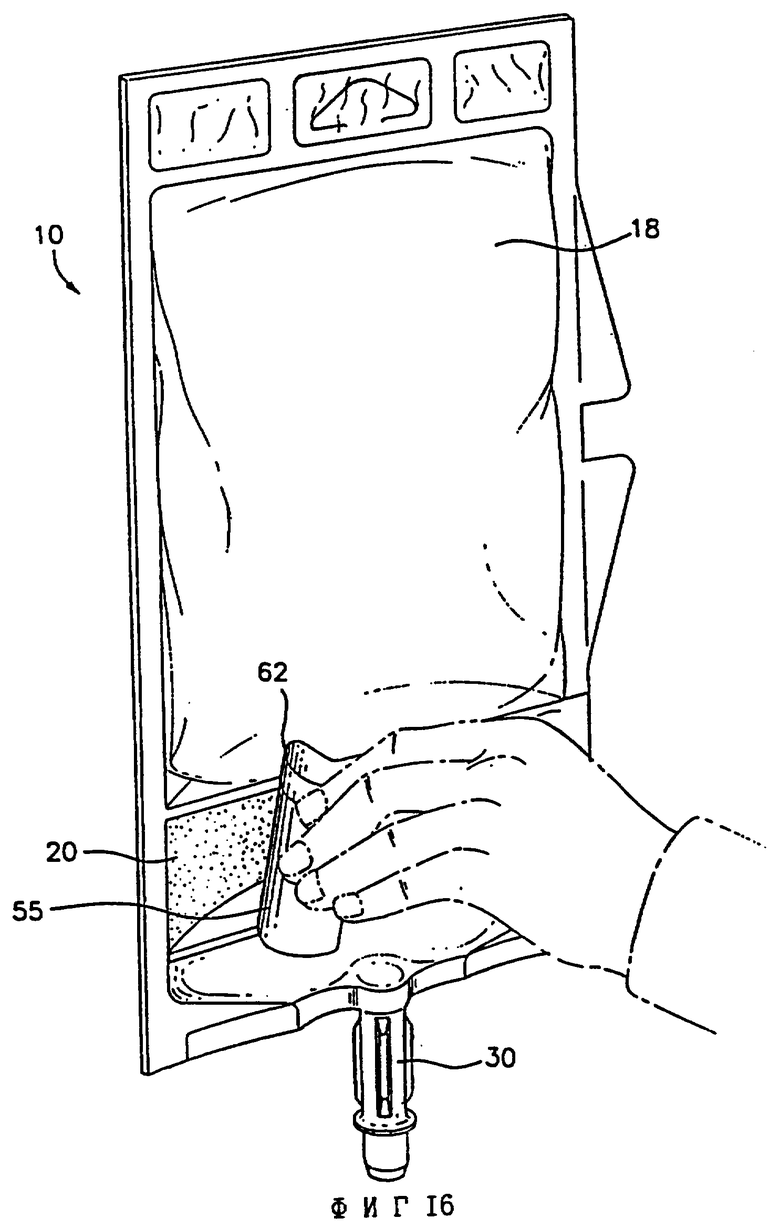
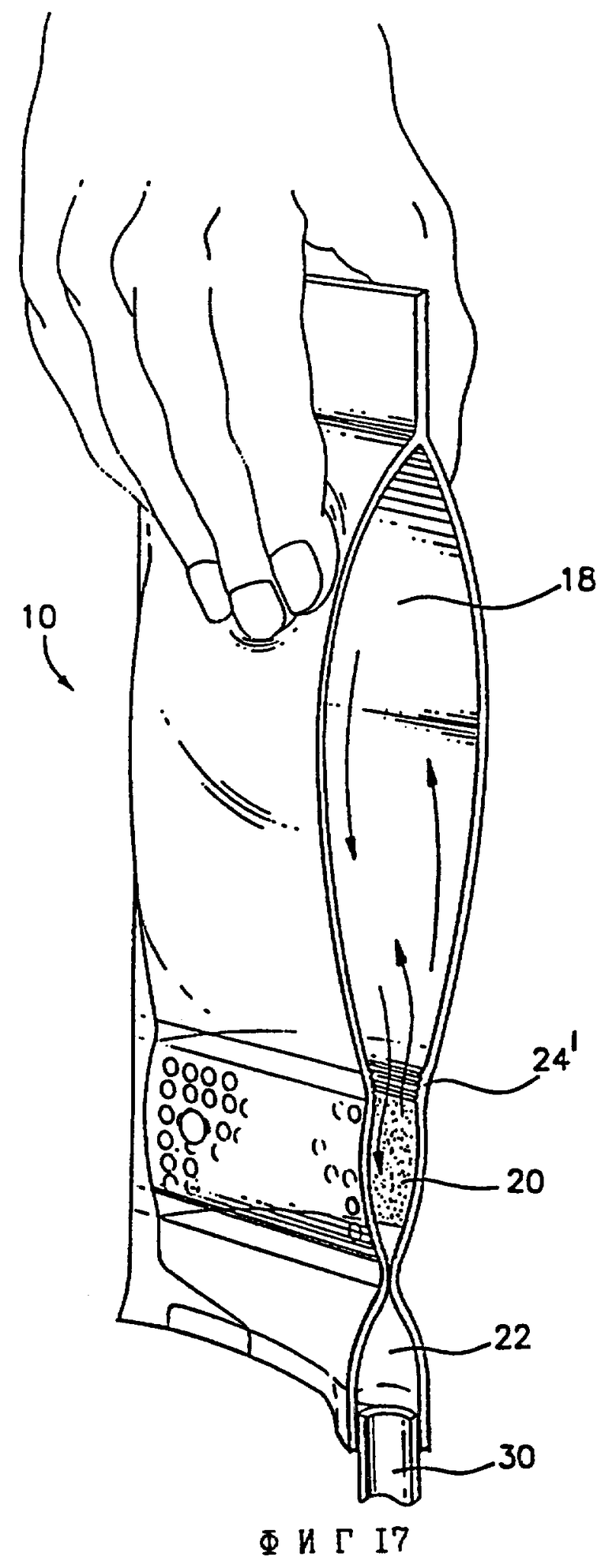
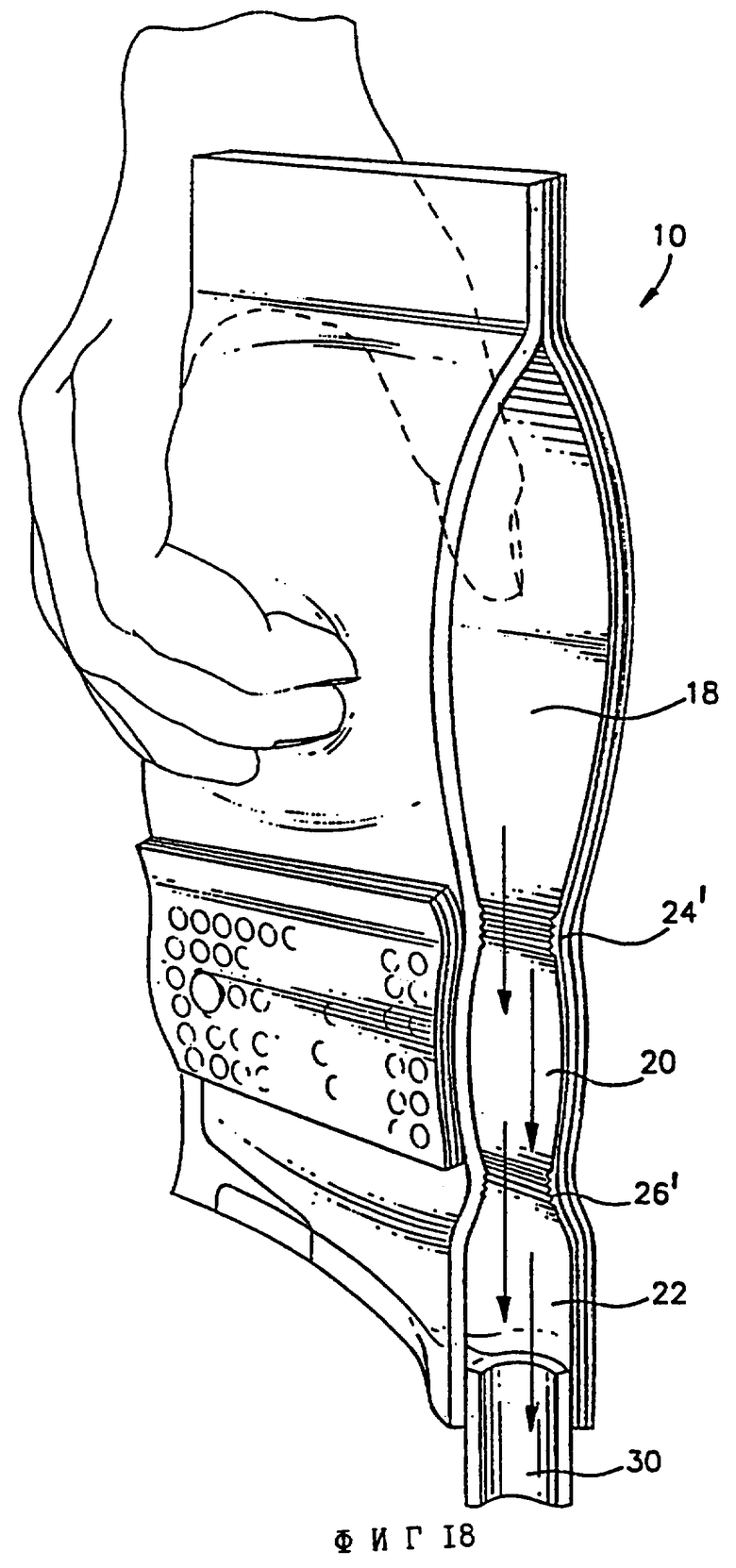
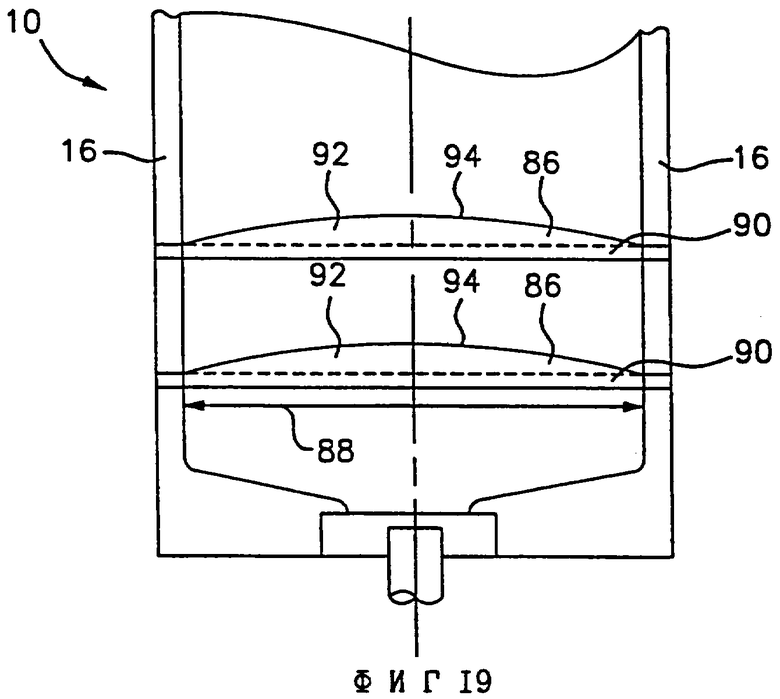
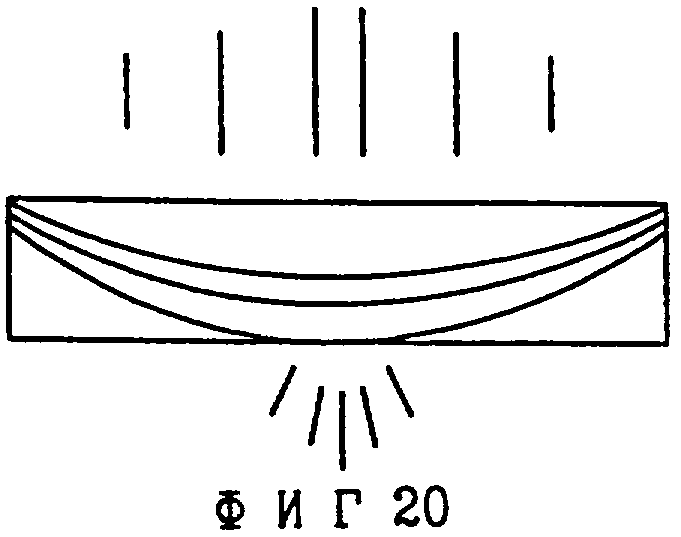
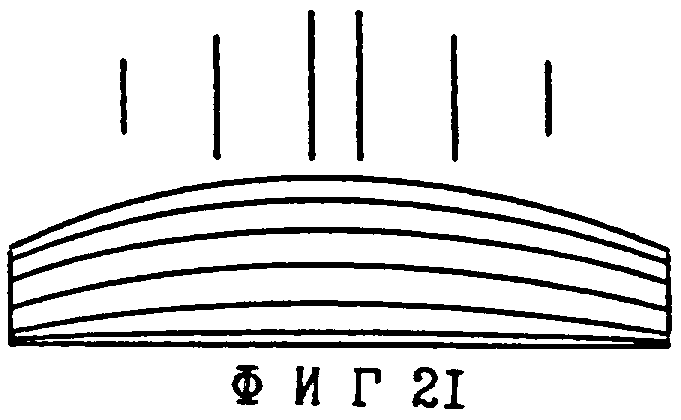
Изобретение относится к медицинским упаковкам. Гибкая емкость предназначена для хранения и смешения разбавителей и лекарственных средств. Емкость включает множество отделений, разделенных отслаиваемыми уплотнениями, в которых хранятся разбавители и лекарственные средства. Емкость выполняется из термопластичных материалов, имеющих высокобарьерные защитные от кислорода и влаги свойства, что позволяет емкости храниться в течение продолжительных периодов времени без разложения ее содержимого. Уплотнения разрываются манипулированием емкостью, чтобы смешать таким образом содержимое, для введения пациенту через стандартное устройство для внутривенного вливания. Уплотнения выполнены таким образом, чтобы обеспечивать сопротивление гидравлическому давлению, которое заставляет уплотнение отслаиваться полностью по его длине. Емкость также включает фиксирующее ушко и удерживающий паз (27) для закрепления мешочка в перегнутом состоянии. Технический результат заключается в повышении надежности раздельного хранения. 3 н. и 23 з.п. ф-лы, 26 ил., 1 табл.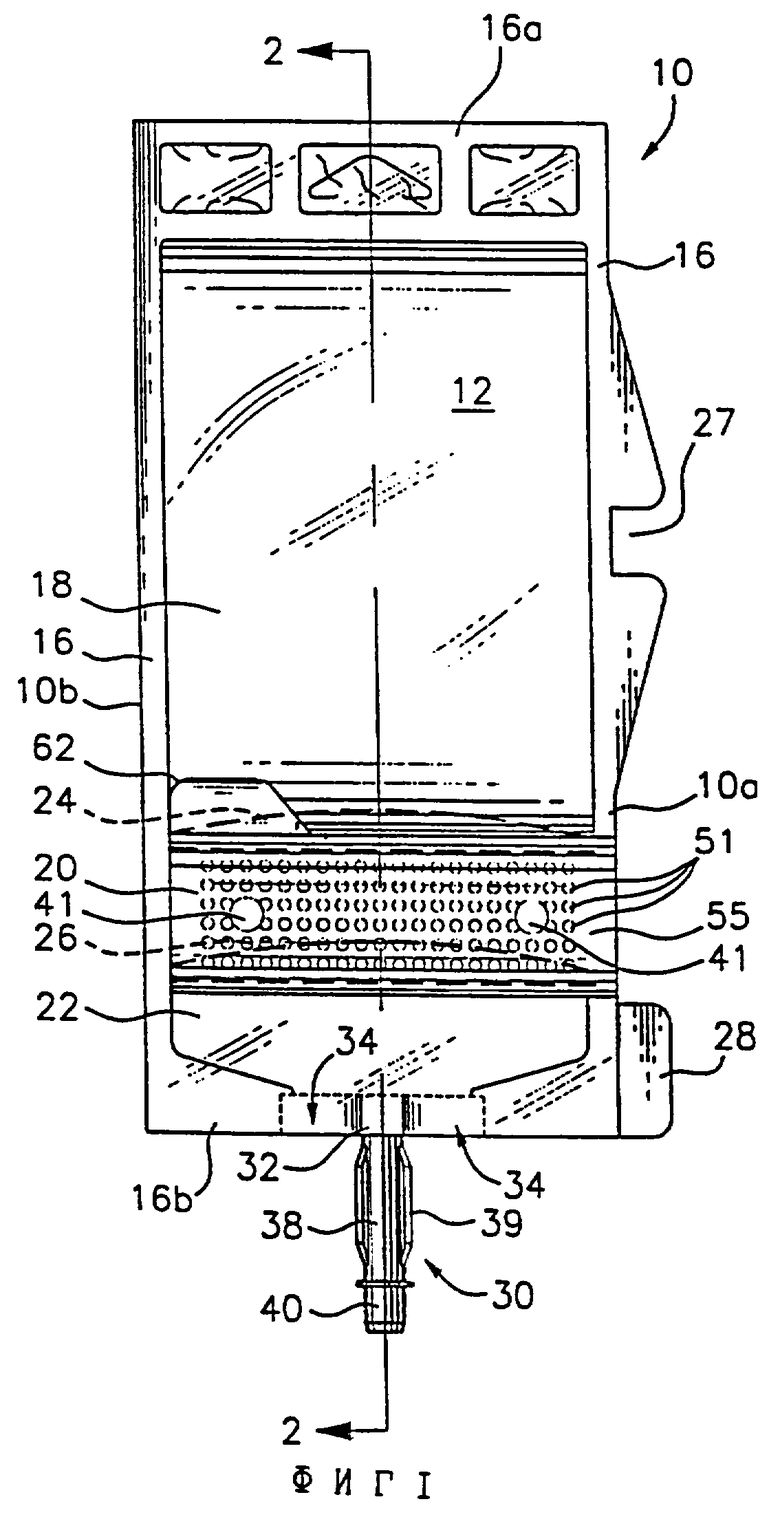
| Бесколесный шариковый ход для железнодорожных вагонов | 1917 |
|
SU97A1 |
| US 5176634 A, 05.01.1993 | |||
| US 5267646, 07.12.1993 | |||
| US 4608043 A, 26.08.1986 | |||
| Контейнер для крови и ее компонентов | 1978 |
|
SU862954A1 |

