Изобретение относится к гибким, стерильным контейнерам для хранения и введения медицинских растворов в стерильных условиях. Более точно, настоящее изобретение относится к гибким медицинским контейнерам для хранения и введения внутривенных растворов и имеющим стороны, которые постоянно вытянуты для увеличения их вместимости.
Различные медицинские растворы обычно вводят пациентам внутривенно (IV) из стерильных контейнеров. Эти растворы могут включать любые медицинские жидкости, типа заменителей биологических жидкостей организма, а также растворы, содержащие медикамент (лекарство). Обычные упаковки для хранения и введения этих растворов включают гибкие контейнеры, имеющие отделение для хранения раствора. Выходное отверстие соединено с отделением для введения и подачи раствора пациенту через стандартное устройство для внутривенного введения.
Часто медицинские растворы состоят из смешанной комбинации жидкого разбавителя, например водного раствора декстрозы или NaCl, и жидкого медикамента. Желательно, чтобы медикамент и разбавитель хранились в контейнере раздельно в асептических условиях и не смешивались друг с другом до момента непосредственно перед использованием, чтобы предотвратить порчу конечного продукта. При упаковывании разбавителя и медикамента часто стакиваются с дополнительными сложностями, обусловленными свойствами медикамента, который может находиться в жидком виде и, следовательно, будет чувствителен к гидравлическому давлению на контейнер, а также деградации под действием света или кислорода.
Соответственно многие такие медикаменты, которые в растворе со временем становятся нестабильными, обычно хранили отдельно в газонепроницаемых флаконах (пузырьках), контейнерах или т.п. до их использования. Перед введением пациенту медикаменты, хранящиеся таким образом, должны смешиваться с физиологическими растворами или разбавителями или растворяться в них, которые также хранятся отдельно. Несмотря на то, что раздельное хранение компонентов позволяет поддерживать стерильность и эффективность медикамента, такое хранение обременительно и сопряжено с риском микробиологического загрязнения во время манипулирования, смешивания и последующего введения пациенту. Соответственно были разработаны медицинские контейнеры, которые содержат отделения для хранения нестабильных медикаментов, и отделения, которые содержат жидкие разбавители. Непосредственно перед внутривенным введением отделения вводят в сообщение друг с другом, так что содержимое может быть смешано вместе асептическим образом.
Известны контейнеры с несколькими отделениями, которые позволяют раздельно хранить разбавители и медикаменты. Такие контейнеры описаны, например, в патенте США 4608043 (Larkin), в патенте США 5176634 (Smith) и в патенте США 5462526 (Barney). Патенты США 4608043, 5176634 и 5462526 полностью включены в данную заявку путем ссылки. Отделения контейнеров, описанных в вышеуказанных патентах, отделены друг от друга с помощью отслаиваемых или хрупких сварных швов. Эти швы разрываются при манипулировании контейнером так, чтобы содержимое отделений могло быть смешано вместе с образованием раствора, вводимого пациенту через стандартное устройство для внутривенного введения.
Контейнеры для растворов, имеющиеся в настоящее время в продаже, как правило, изготовлены из материалов, содержащих пластик на основе поливинилхлорида (PVC). Поливинилхлоридный материал обычно имеет мутный вид, что затрудняет осмотр содержимого контейнера, изготовленного из такого материала. Следовательно, осмотр таких контейнеров с целью обнаружения утечек и загрязнений довольно затруднителен. При проверке сталкиваются с еще большими сложностями в том случае, когда при использовании контейнеров с несколькими отделениями возникает необходимость удостовериться в том, что произошло полное смешивание лекарственного препарата и растворителя перед введением пациенту. Кроме того, при изготовлении поливинилхлоридного материала используются различные опасные химикаты, которые должны быть удалены безопасным для окружающей среды образом. Контейнеры из поливинилхлорида после их использования должны утилизироваться с осторожностью, поскольку поливинилхлорид при сжигании выделяет токсичный газ и содержит токсичный пластификатор, который может выходить в окружающую среду, если контейнер выброшен на свалку. Этот токсичный пластификатор также способен выщелачивать растворы для внутривенного вливания, что делает контейнеры из поливинилхлорида непригодными для использования с некоторыми типами медицинских жидкостей и, в частности, с жидкими лекарственными препаратами.
Гибкие контейнеры, как правило, изготавливают из пары противолежащих плоских листов, которые соединяют друг с другом с образованием корпуса или оболочки. Образование корпуса определенного размера приводит к получению фиксированного объема. Как правило, контейнеры изготавливают с такими размерами, чтобы они содержали стандартизированные объемы. Однако иногда требуется нестандартный объем. В этом случае одним из возможных вариантов является использование только части раствора, хранящегося в контейнере большего размера. Однако это дорогой, связанный с непроизводительными потерями и опасный вариант. Кроме того, пользователь должен соблюдать осторожность, чтобы использовать только желательное или предписанное количество жидкости, содержащейся в контейнере. Помимо этого может потребоваться удаление какого бы то ни было оставшегося раствора с помощью специальных способов и средств.
Кроме того, контейнеры обычно изготавливают заданного габаритного наружного размера или нескольких общепринятых габаритных размеров. Это делается в основном потому, что габаритный размер контейнера определяет его объем и в настоящее время контейнеры поставляются со сравнительно небольшим разнообразием заданных объемов. Кроме того, изготовление этих контейнеров, манипулирование ими и их стерилизация требуют очень сложного и дорогого оборудования. Это оборудование частично предназначено для манипулирования с габаритами контейнеров. Следовательно, желательно разработать медицинский контейнер, который имеет стандартные габаритные наружные размеры и имеет увеличенный объем по отношению к стандартному размеру. Кроме того, желательно, чтобы медицинский контейнер можно было изготавливать с использованием того же технологического оборудования и транспортно-загрузочного оборудования, которое используется для контейнеров стандартного размера.
Аналогично контейнерам с одним отделением контейнеры с несколькими отделениями, как правило, изготавливают с отделениями заданного размера. Размеры отделения для разбавителя, как правило, выбирают так, чтобы в нем можно было хранить достаточное количество разбавителя для смешивания с хранящимся медикаментом и для образования надлежащего раствора. Размер отделения для разбавителя также базируется на определенной дозировке или хранящемся количестве медицинского раствора. Объем отделения для разбавителя может также быть ограничен габаритным наружным размером контейнера, который должен быть выполнен таким, чтобы соответствовать упаковочному и транспортно-загрузочному оборудованию. Однако в некоторых случаях может оказаться желательным увеличить количество разбавителя. В настоящее время это невозможно или требует второго контейнера с разбавителем. В альтернативном варианте в некоторых случаях применения может потребоваться дополнительный медикамент. Поэтому желательно создать медицинский контейнер с несколькими отделениями, который имеет стандартный габаритный наружный размер со стандартизированными объемами отделений, которые могут быть расширены для повышения вместимости, по меньшей мере, одного из отделений. Кроме того, желательно, чтобы контейнер был изготовлен с заданными габаритными размерами и конфигурацией, чтобы облегчить изготовление, стерилизацию контейнера и манипулирование контейнером с использованием того же оборудования и процессов.
Сущность изобретения
Настоящее изобретение обеспечивает гибкий медицинский контейнер для хранения медицинских растворов, который может быть расширен для увеличения его вместимости. Настоящее изобретение также обеспечивает гибкий медицинский контейнер для хранения медицинских растворов и порошков, изготовленный со стандартизированным габаритным размером и, возможно, увеличенный для повышения его вместимости. Путем обеспечения гибкого контейнера, имеющего передний лист и задний лист, которые могут быть постоянно вытянуты, вместимость контейнера может быть увеличена до различных размеров и форм. Путем добавления простой и необязательной стадии увеличения контейнера к способу его изготовления внутренний объем некоторых контейнеров может быть увеличен, тогда как другие контейнеры могут оставляться с, по существу, стандартизированной или неувеличенной вместимостью. Преимущество этого заключается в том, что обеспечивается возможность изготовления контейнеров по изобретению, манипулирования и пользования ими при введении с использованием известных в настоящее время способов и оборудования.
В соответствии с одним аспектом настоящего изобретения обеспечен гибкий контейнер, служащий как для хранения, так и для введения медицинской жидкости. Гибкий контейнер имеет, по существу, прозрачный передний лист, имеющий первую площадь поверхности. Передний лист выполнен из гибкой плоской полимерной пленки. Противоположно переднему листу расположен задний лист, который имеет вторую площадь поверхности и выполнен из гибкого плоского ламинированного материала. Передний лист и задний лист герметично скреплены вдоль общего периферийного края с образованием внутреннего объема. Выпускной элемент ("порт") размещен вдоль общего периферийного края и жидкостно связан с внутренним объемом. По меньшей мере один из этих листов (передний или задний) постоянно вытянут для увеличения вместимости внутреннего объема и, таким образом, контейнера.
В другом аспекте изобретения гибкий контейнер содержит, по существу, прозрачный передний лист, имеющий первую площадь поверхности. Передний лист выполнен из гибкого плоского слоя сополимера полипропилена и полиэтилена, смешанного с термопластичным эластомерным сополимером стирол-этилен-бутилен-стирола. Задний лист аналогичного размера имеет вторую площадь поверхности и расположен противоположно переднему листу. Задний лист изготовлен из гибкого плоского ламинированного материала, содержащего внутренний слой из сополимера полипропилена и полиэтилена, смешанного с термопластичным эластомерным сополимером стирол-этилен-бутилен-стирола. Внутренний слой расположен так, что он обращен к противолежащему переднему листу. Задний лист также содержит промежуточный слой из алюминиевой фольги и наружный термопластиковый слой, имеющий более высокую температуру плавления, чем внутренний слой. Передний лист и задний лист герметично скреплены вдоль части общего участка периферийного края с образованием внутреннего объема.
Первый разъединяемый сварной шов проходит между первой стороной общего периферийного края и противоположной второй стороной общего периферийного края. Этот первый разъединяемый сварной шов скрепляет вместе первый лист и второй лист с образованием первого отделения во внутреннем объеме, предназначенного для разбавителя. Второй разъединяемый сварной шов проходит между противоположными первой и второй сторонами общего периферийного края. Этот второй разъединяемый сварной шов скрепляет вместе передний лист и задний лист с образованием второго отделения, предназначенного для медикамента и третьего, выпускного отделения. Второе отделение расположено между первым отделением и выпускным отделением.
Выпускной элемент ("порт") размещен вдоль общего периферийного края. Выпускной элемент жидкостно связан с выпускным отделением. Элемент для прохода разбавителя также размещен вдоль общего периферийного края. Элемент для прохода разбавителя жидкостно связан с первым отделением через разрыв в сварном шве вдоль общего периферийного края. Элемент для прохода медикамента также размещен вдоль общего периферийного края. Элемент для прохода медикамента жидкостно связан со вторым отделением через второй разрыв в сварном шве вдоль общего периферийного края.
В еще одном аспекте настоящего изобретения раскрыт способ формирования гибкого контейнера для совместного хранения и введения медикаментов и разбавителей для внутривенных растворов. Способ включает стадии обеспечения, по существу, прозрачного переднего листа и гибкого и паронепроницаемого заднего листа. Этот передний лист выполнен из гибкого плоского слоя полимерной пленки. Задний лист выполнен из плоского многослойного ламинированного материала. Передний лист и задний лист сваривают вместе вдоль их общего периферийного края так, чтобы образовать внутренний объем.
Способ также включает стадии выполнения первого и второго временных (удаляемых) проходов, размещенных вдоль первой стороны общего периферийного края и жидкостно связанных с внутренним объемом. Первый временный проход расположен на некотором расстоянии от второго временного прохода вдоль первой стороны. Выпускной элемент размещен вдоль второй стороны общего периферийного края и также жидкостно связан с внутренним объемом.
Внутренний объем расширяют посредством раздувания газом под давлением, чтобы неизменяемо вытянуть, по меньшей мере, передний лист и тем самым увеличить вместимость контейнера. После этого газ, находящийся под давлением, выпускают из расширенного контейнера. Затем постоянно вытянутый внутренний объем наполняют вторым газом. После этого временные проходы и выпускной элемент затыкают для поддержания контейнера в расширенном состоянии.
После того, как будет достигнуто неизменяемо расширенное состояние контейнера, оба временных прохода могут быть удалены. Эта стадия включает удаление участка первой стороны вдоль общего периферийного края. После этого передний лист герметично прикрепляют к заднему листу вдоль первой стороны, внутрь от удаляемых проходов с образованием непрерывного постоянного сварного шва по общему периферийному краю.
В еще одном аспекте настоящего изобретения описывается способ увеличения вместимости гибкого контейнера для хранения и введения медицинских жидкостей. Способ включает обеспечение гибкого контейнера, такого, как контейнер по изобретению. Этот контейнер включает гибкий плоский передний лист, противоположный гибкому плоскому заднему листу вдоль общей плоскости. Передний лист герметично прикреплен к гибкому заднему листу вдоль общего периферийного края с образованием внутреннего объема. Выпускной элемент присоединен к контейнеру и жидкостно связан с внутренним объемом. Способ включает стадию увеличения внутреннего объема для достижения постоянной вытянутости, по меньшей мере, переднего листа и тем самым увеличения вместимости контейнера.
Стадия увеличения внутреннего объема предусматривает обеспечение инструмента из нескольких компонентов, который выполнен так, чтобы принять этот внутренний объем. Этот инструмент содержит нижнюю часть и противоположную ей верхнюю часть. Нижняя часть инструмента имеет нижний плоский край, окружающий нижнюю вогнутую зону. Верхняя часть инструмента имеет аналогичную конфигурацию и выполнена с верхней вогнутой зоной и окружающим ее верхним плоским краем. Нижний и верхний плоские края, по существу, противоположны друг другу, и им придана такая форма, которая позволяет им захватывать общий периферийный край. Контейнер зажимают между этими частями инструмента так, чтобы его задний лист был обращен к нижней вогнутой зоне, а его передний лист был обращен к верхней вогнутой зоне. После этого внутренний объем заполняют газом под давлением, чтобы неизменяемо вытянуть передний и задний листы наружу до соответствующих вогнутых зон инструмента. Внутренний объем поддерживают раздутым в течение некоторого времени, достаточного, чтобы преодолеть существенное упругое восстановление формы.
В еще одном аспекте изобретения раскрыт второй способ формирования гибкого контейнера для совместного хранения и введения медикаментов и разбавителей для внутривенных растворов. Этот способ предусматривает обеспечение гибкого и, по существу, прозрачного переднего листа, выполненного из плоского слоя полимера. Также обеспечивают гибкий паронепроницаемый задний лист, выполненный из плоского многослойного ламинированного материала. Передний лист и задний лист герметично сварены вместе вдоль части общего периферийного края с образованием внутреннего объема. Передний лист и задний лист нагревают в первой локальной зоне для сплавления их вместе вдоль нагретой первой локальной зоны и образования тем самым первого разъединяемого сварного шва. Этот первый сварной шов проходит между первой стороной общего периферийного края и противоположной второй стороной периферийного края. Первый сварной шов соединяет с возможностью разделения передний лист с задним листом и тем самым образует первое отделение во внутреннем объеме, предназначенное для разбавителя. Передний и задний листы также нагревают вдоль второй локальной зоны с образованием второго разъединяемого сварного шва. Второй разъединяемый сварной шов проходит между первой стороной и противоположной второй стороной общего периферийного края и соединяет вместе с возможностью разделения первый и второй листы для образования тем самым второго отделения, предназначенного для медикамента. Второе отделение расположено между первым отделением и выпускным отделением.
Способ также предусматривает обеспечение первого удаляемого прохода ("порта"), расположенного между передним и задним листами и сообщающегося с первым отделением. Второй удаляемый проход (или "порт") также расположен между передним и задним листами. Однако второй удаляемый проход расположен на расстоянии от первого удаляемого прохода и жидкостно связан со вторым отделением. Выпускной элемент также размещен между передним и задним листами. Выпускной элемент жидкостно связан с выпускным отделением. Затем часть внутреннего объема, образующую первое отделение, расширяют, чтобы получить постоянную вытянутость переднего листа и заднего листа и увеличить тем самым вместимость первого отделения.
Краткое описание чертежей
Эти и другие признаки, аспекты и преимущества настоящего изобретения будут более понятны при рассмотрении нижеприведенного подробного описания, приложенной формулы изобретения и сопровождающих чертежей, на которых:
фиг. 1 - полусхематичный вид спереди примерного выполнения контейнера, выполненного в соответствии с принципами настоящего изобретения;
фиг.2 - полусхематичный вид сбоку в сечении по 2-2 на фиг.1, показывающий гибкие плоские листы, образованные в контейнере, причем толщина слоев в листах преувеличена для большей ясности;
фиг.3 - полусхематичный фрагментарный вид в сечении по 3-3 на фиг.2, показывающий конфигурацию гибких листов первого варианта выполнения контейнера по изобретению;
фиг.4 - полусхематичный фрагментарный вид конфигурации гибких листов первого варианта выполнения изобретения, показывающий необязательную прозрачную, обладающую высокими барьерными свойствами промежуточную пленку;
фиг.5 - полусхематичный вид сбоку в сечении по 2-2 на фиг.1, показывающий, в отличие от фиг.2, постоянно увеличенное первое отделение;
фиг.6 - полусхематичный вид спереди примерного варианта выполнения контейнера, показанного в процессе его изготовления в соответствии с принципами настоящего изобретения;
фиг. 7 - схема модульной машины для изготовления контейнеров по изобретению;
фиг. 8 - альтернативный вариант выполнения гибкого контейнера по изобретению;
фиг.9 - вид сбоку гибкого контейнера по фиг.8;
фиг. 10 - боковой вид гибкого контейнера по фиг.8, показанного с постоянно увеличенными передним и задним листами;
фиг. 11 - вид в перспективе варианта выполнения инструмента для образования постоянно вытянутых переднего и заднего листов гибкого контейнера в соответствии с принципами настоящего изобретения;
фиг. 12 - вид в перспективе верхней части инструмента по фиг.11, показывающий верхнюю полость;
фиг.13 - вид в перспективе корпуса привода, предназначенного для использования вместе с инструментом по фиг.11;
фиг. 14 - полусхематичный вид в перспективе манипуляционного контейнера, выполненного в соответствии с принципами настоящего изобретения и содержащего кассету с направляющими и герметизируемую крышку из пленки;
фиг. 15 - полусхематичный вид сверху кассеты с направляющими по фиг.14, показывающий несколько гибких контейнеров, загруженных в направляющие;
фиг. 16 - полусхематичный вид сбоку загруженной кассеты с направляющими по фиг.15, показывающий, как гибкие контейнеры удерживаются в направляющих с помощью удаляемых проходов ("портов"); и
фиг. 17 - вид сбоку гибкого контейнера по фиг.8 уже без удаляемых проходов и с постоянным, полностью завершенным сварным швом, который проходит вдоль всего общего периферийного края.
Подробное описание
На фиг. 1 и 2 соответственно схематично показаны вид спереди и боковое сечение предпочтительного варианта выполнения гибкого стерильного контейнера 10, обеспеченного в соответствии с реализацией принципов настоящего изобретения. Хотя контейнер 10 может находиться в любой ориентации, для большей ясности положение отделений контейнера друг относительно друга описывается со ссылкой на ориентацию по фиг.1 и 2. Контейнер 10 образован из, по существу, плоского переднего листа 12 и противоположного, по существу, плоского тыльного или заднего листа 14 (показан только на фиг.2). Передний и задний листы 12 и 14 могут быть выполнены из единственного слоя гибкого материала или из многослойного гибкого ламинированного материала, как будет более подробно описано ниже.
Листы 12 и 14, образующие контейнер 10, могут изготавливаться отдельно друг от друга и располагаться друг против друга вдоль общей плоскости 15 (фиг.2). После этого листы 12 и 14 приваривают друг к другу вдоль общего периферийного края 16 с образованием постоянного сварного шва. Предпочтительно общий периферийный край 16 со сварным швом проходит вокруг всей периферии контейнера 10 с образованием внутреннего объема 17. Такие периферийные сварные швы могут различаться по форме и ширине. Сварной шов с рисунком, как показано на верхней стороне 18 и нижней стороне 20 на фиг.1, может использоваться для образования захватываемых областей, позволяющих медперсоналу манипулировать контейнером 10 и прикреплять его, например, к опорной стойке для внутривенных вливаний. В альтернативном варианте передний и задний листы 12 и 14 могут быть образованы из единственного листа пленки, который впоследствии перегибают и герметично соединяют с помощью полученного термосваркой сварного шва, который проходит вокруг периферии наложенных друг на друга частей листа из пленки. Как бы ни были они образованы, эти листы приваренные друг к другу, в данной заявке называются "оболочкой" или "корпусом" контейнера.
В приведенном в качестве примера варианте выполнения контейнер 10 разделен на три отдельных отделения: первое или верхнее отделение 22, второе или промежуточное отделение 23 и нижнее или выпускное отделение 24, каждое из которых стерильно. Верхнее и промежуточное отделения 22 и 23 отделены друг от друга первым разъединяемым сварным швом 25, в то время как промежуточное и нижнее отделения 23 и 24 отделены друг от друга вторым разъединяемым сварным швом 26. Разъединяемые сварные швы 25 и 26 проходят между первой боковой стороной 27 контейнера 10 и противоположной второй боковой стороной 28. Разъединяемые сварные швы 25 и 26 проходят от общего периферийного края 16 со сварным швом на первой боковой стороне 27 до общего периферийного края 16 со сварным швом на второй боковой стороне 28. Разъединяемые сварные швы 25 и 26 соединяют внутренние поверхности переднего и заднего листов 12 и 14 вместе в локальной зоне сварных швов.
"Разъединяемый (peelable)" сварной шов в том смысле, как этот термин используется в данном описании, представляет собой сварное соединение, которое является достаточно долговечным для того, чтобы обеспечить возможность обычного манипулирования контейнером, и которое вместе с тем будет разъединяться, обеспечивая возможность отделения переднего листа от заднего листа в зоне сварного соединения под действием гидравлического давления, прилагаемого при манипулировании контейнером, в результате чего обеспечивается возможность смешивания и выдачи содержимого контейнера. Разъединяемый сварной шов образуют путем частичного сплавления вместе полимерного материала, имеющегося на примыкающих друг к другу внутренних поверхностях переднего и заднего листов. Сварной шов получают с помощью процесса термосварки, при котором локальную зону подвергают воздействию тепла и давления в течение различных периодов времени, при разных температурах и давлениях, которые более подробно будут описаны ниже. Напротив, сварной шов вдоль общего периферийного края 16 значительно прочнее "разъединяемых" сварных швов 25 и 26 и не будет разрушаться под действием гидравлического давления, создаваемого для разделения разъединяемых сварных швов. Каждый из разъединяемых сварных швов 25 и 26 имеет свою собственную конфигурацию с тем, чтобы разъединяться так, чтобы предпочтительно сначала обеспечить возможность смешивания жидкого медикамента и разбавителя, а затем обеспечить возможность выпуска смешанных компонентов.
В типовом случае применения контейнера 10 по изобретению верхнее отделение 22 заполнено жидким разбавителем, а промежуточное отделение 23 заполнено медикаментом, как правило, в жидком виде. Нижнее отделение 24 выполняет функцию защитного средства сопряжения с выпускным элементом 30 и остается пустым до момента использования контейнера. Выпускной элемент 30 проходит вниз и содержит корпусную часть 38 и концевую часть - сопло 40, форма которого обеспечивает его присоединение к стандартному устройству для внутривенных вливаний. Предусмотрен колпачок (не показан) для закрывания концевой части и поддержания ее стерильности. Колпачок удаляют непосредственно перед подсоединением устройства для внутривенных вливаний к выпускному элементу 30. Может быть предусмотрено несколько ребер 39, расположенных на некотором расстоянии друг от друга вокруг корпусной части 38 выпускного элемента 30 для создания легко захватываемой поверхности и для облегчения присоединения к устройству для внутривенных вливаний.
Материалы, применяемые при изготовлении переднего и заднего листов контейнера 10, выбирают в зависимости от материала, подлежащего хранению в контейнере. Предпочтительно, по меньшей мере, один из листов выполнен прозрачным, чтобы обеспечить возможность визуального контроля содержимого контейнера и обеспечить возможность визуального контроля уровня раствора в контейнере во время дозированной выдачи. Пригодными материалами для изготовления прозрачного листа, как правило, являются однослойные и многослойные ламинированные полимеры и полимерные пленки.
В частности, при изготовлении листов из однослойной или многослойной ламинированной полимерной пленки материалы, образующие передний 12 и задний 14 листы контейнера 10, выбирают, исходя из их прозрачности. Обычные поливинилхлоридные материалы для контейнеров, как правило, довольно мутные на вид, что затрудняет адекватный осмотр содержимого контейнера, определение уровня жидкостей в нем или наличия в них частиц. Это создает особо опасную ситуацию при внутривенном введении лекарственного препарата. Настоятельно необходимо, чтобы медперсонал мог с первого взгляда определить, что в любом таком медицинском препарате, вводимом из медицинского контейнера, отсутствуют частицы.
На фиг.3 показано схематичное фрагментарное сечение варианта выполнения контейнера 10. Как показано, передний лист 12 изготовлен из прозрачной, однослойной термопластичной полимерной пленки 44. Прозрачная пленка 44 может быть изготовлена из плоского слоя или листа, содержащего смесь из приблизительно 80 вес. % сополимера полипропилена и полиэтилена, поставляемого фирмой Fina Oil and Chemical Company, Deerpark, штат Техас, имеющего коммерческое обозначение Z9450, и приблизительно 20 вес.% термопластичного эластомерного сополимера стирол-этилен-бутилен-стирола, поставляемого фирмой Shell Chemical Corporation под торговым наименованием KRATON® и имеет коммерческое обозначение G1652. Термопластичный эластомер G1652 представляет собой двухфазный полимер с доменами (концевыми блоками) из полистирола в каучукоподобной матрице из сополимера этилена и бутилена и, как правило, поставляется в виде крошки. На практике пленку изготавливают путем смешивания гранул из смолы из сополимера Z9450 и термопластичного эластомера G1652 в виде крошки в весовом соотношении 80%/20% в мешалке с большими сдвиговыми усилиями, расплавления и повторного гранулирования смеси. Смешивание крошки G1652 в оборудовании с большими сдвиговыми усилиями может вызвать повышение температуры, так что необходимо следить за тем, чтобы не возникало повышение температуры свыше приблизительно 500oF (260oС). Впоследствии из смешанных гранул образуют прозрачную пленку 44 в промышленном экструдере.
Прозрачная пленка 44, образующая передний лист 12, может быть изготовлена с различной толщиной в зависимости от того, для какой цели используется контейнер, и долговечности, необходимой для данного конкретного случая применения. Соответствующие значения толщины для материала, образующего передний лист 12, могут находиться в интервале от приблизительно 3 до приблизительно 15 мил (от приблизительно 76 мкм до приблизительно 381 мкм), но в показанном варианте выполнения контейнера прозрачная полимерная пленка 44, образующая передний лист 12, предпочтительно имеет толщину приблизительно 12 мил (305 мкм).
Несмотря на то, что композиционный материал, выбранный для образования прозрачной полимерной пленки 44 (которую альтернативно можно назвать "пленкой 80:20"), был выбран исходя из его чистоты и прозрачности, пленка 44 также особо пригодна для образования как разъединяемых сварных швов, так и постоянных сварных швов, таких как постоянный сварной шов вдоль общего периферийного края 16 контейнера 10. Как будет более подробно описано ниже, пленка 80:20 в соответствии с изобретением способна выдерживать процессы образования как разъединяемых сварных швов, получаемых при более низкой температуре, так и постоянных сварных швов, получаемых при более высокой температуре, без нарушения целостности материала или ухудшения его способности создавать эффективные разъединяемое или постоянное сварные соединения.
Для некоторых медицинских растворов, включая определенные комбинации разбавителей и медикаментов, задний лист 14 может быть образован из такого же однослойного материала с тем же составом и конфигурацией, что и передний лист 12. В альтернативном варианте предпочтительными пленками для изготовления заднего листа будут многослойные пленки, включающие в себя слои, которые являются влаго- и светонепроницаемыми и вследствие этого способны повысить срок годности заполненного контейнера при хранении. Как показано, может быть использован задний лист 14 из трехслойного ламината. Предпочтительно задний лист 14 из ламината представляет собой эластичный плоский лист, который обладает барьерными свойствами по отношению к водяному пару и свету. Эта конфигурация позволяет сохранить эффективность и действенность раствора в контейнере 10, имеющем одно отделение, и бинарных компонентов (несмешанных жидкостей, представляющих собой медикамент и разбавитель) в контейнерах, имеющих много отделений, и тем самым повысить срок годности заполненного контейнера при хранении.
В показанном в качестве примера варианте задний лист 14 включает в себя внутренний герметизирующий или привариваемый слой 46 на обращенной внутрь поверхности листа. Этот внутренний привариваемый слой 46 может быть изготовлен из имеющей весовое соотношение 80%/20% смеси сополимера полипропилена и полиэтилена и термопластичного эластомерного сополимера стирол-этилен-бутилен-стирола, причем смесь имеет толщину приблизительно 3-6 мил (приблизительно 76-152 мкм) (пленка 80: 60). Предпочтительно внутренний привариваемый слой 46 (слой пленки 80:20) может иметь толщину приблизительно 6 мил (152 мкм), и этот слой посредством внутреннего прозрачного клея 48 приклеен к промежуточному слою 50. Предпочтительно этот промежуточный слой 50 может представлять собой обладающий высокими барьерными свойствами слой алюминиевой фольги толщиной приблизительно 0,7 мил (18 мкм) - 1,3 мил (33 мкм) и более предпочтительно приблизительно 1,0 мил (25 мкм). На обращенной наружу поверхности заднего листа 14 предусмотрен наружный слой 54, который приклеен к обладающему высокой степенью непроницаемости слою 50 алюминиевой фольги с помощью соответствующего прозрачного клея 52.
Внутренний слой 48 клея может представлять собой модифицированный алифатический клей на основе полиэфира и полиуретана, поставляемый фирмой Liofol Company, Cary, Северная Каролина, под коммерческим обозначением TYCEL 7909. Наружный слой 52 клея может содержать модифицированный ароматический клей на основе полиэфира и полиуретана, также поставляемый фирмой Liofol Company, Cary, Северная Каролина, под коммерческим обозначением TYCEL 7900. Алифатический клей, образующий внутренний слой 48 клея, также может быть использован для образования наружного слоя 52 клея, но обратное неверно. Несмотря на то, что ароматический клей создает более прочное соединение по сравнению с алифатическим вариантом, он может вызвать попадание чрезвычайно нежелательных ароматических соединений или в разбавитель, или в медикамент через слой пленки 80:20. Соответственно ароматический клей используют только в том случае, когда слой 50 алюминиевой фольги расположен внутри в качестве барьера между этим клеем и огражденным объемом 17 внутри контейнера 10.
Слой 50 алюминиевой фольги соответствующим образом изготовлен из промышленной алюминиевой фольги толщиной 1,0 мил (25 мкм), такой, как алюминиевая фольга ALCAN 1145, поставляемая фирмой Alcan Rolled Products Company, Louisville, Кентукки. В том случае, когда слой 50 алюминиевой фольги остается открытым, - в качестве наружного слоя заднего листа 14, процесс термосваривания, используемый для образования как сварного шва вдоль общего периферийного края 16, так и поперечных разъединяемых сварных швов 25 и 26, может привести к повреждению слоя 50 фольги и нарушению его целостности и его барьерных свойств. Для предотвращения этого повреждения предусмотрен наружный слой 54, стойкий к высоким температурам. Предпочтительно наружный слой 54 изготовлен из полимера, имеющего относительно высокую температуру плавления, который служит в качестве защитного слоя над алюминиевой пленкой и предотвращает контакт между промежуточным слоем 50 фольги и горячими пластинами устройства для термосварки. Кроме того, стойкий к высоким температурам слой 54 служит в качестве антиадгезионной смазки при термосварке (также называемой антиадгезионной смазкой для формы), поскольку материал не расплавляется и не прилипает к пластинам для термосварки при температурах, используемых во время процессов образования сварных швов. Таким образом, наружные поверхности контейнера можно подвергать воздействию давления и температуры, и при этом не возникает необходимость в специальных покрытиях на пластинах. Предпочтительно, наружный слой 54 может иметь более высокую температуру плавления по сравнению с внутренним привариваемым слоем 46.
Наружный стойкий к высоким температурам слой 54 предпочтительно представляет собой полиэтилентерефталат (обозначенный здесь как PET (polyethylene terephtalate)), поставляемый фирмой Rhone-Poulanc под коммерческим обозначением TERPHANE 10.21, имеющий толщину в интервале от приблизительно 0,4 мил (10 мкм) до приблизительно 0,06 мил (1,5 мкм). В проиллюстрированном варианте значения толщины компонентов пленки 14 из многослойного ламината предпочтительно составляют приблизительно 0,48 мил (12 мкм) для наружного, стойкого к высоким температурам, полиэфирного слоя 54, приблизительно 1,0 мил (25 мкм) для обладающего высокой степенью непроницаемости слоя 50 алюминиевой фольги и приблизительно 6 мил (152 мкм) для внутреннего слоя 46 привариваемой пленки 80:20.
Установлено, что выбор предпочтительных материалов для переднего и заднего листов 12 и 14, который обеспечивает оптимальные эксплуатационные характеристики разъединяемых сварных швов 25 и 26, предусматривает наличие граничного привариваемого слоя на каждом листе, содержащем пленку 80:20. В альтернативном варианте обращенные внутрь привариваемые слои переднего и заднего листов могут содержать смеси сополимера полипропилена и полиэтилена и термопластичного эластомерного сополимера стирол-этилен-бутилен-стирола, имеющие различные относительные процентные составы. Используемые относительные процентные соотношения будут зависеть от свойств различных сварных соединений, которые предполагается использовать для конкретного медицинского контейнера, и параметров температуры и давления в процессах образования сварных швов. Другие типы гибких пленок, которые могут быть пригодными при изготовлении переднего и заднего листов оболочки контейнера 10 по изобретению, а также при изготовлении обращенных внутрь привариваемых слоев на обоих листах, описаны в патентах США 4803102, 4910085, 5176634 и 5462526, полные описания которых включены в данную заявку путем ссылки.
В определенных случаях применения, в частности для контейнеров с несколькими отделениями, таких как контейнер, показанный на фиг.1-2, может быть желательной дополнительная защита. В частности, это может быть необходимо в тех случаях, когда лекарственный препарат подвержен загрязнению водяным паром или разложению, вызванному излучением в видимой или ультрафиолетовой части спектра, и, таким образом, требует дополнительной защиты на части переднего листа 12, закрывающей промежуточное (предназначенное для медикамента) отделение 23. Однако эта дополнительная защита может быть предусмотрена на любом числе отделений или даже на всем переднем листе 12. Дополнительная защита может быть предусмотрена для предотвращения пропускания влаги, кислорода и/или света через часть переднего листа 12, образующую второе или промежуточное отделение 23, и для защиты лекарственного препарата от разложения. Такая дополнительная защита обеспечивает возможность хранения контейнера 10 в течение довольно продолжительных периодов времени без потери эффективности медикамента.
Как показывают, в частности, фиг.2 и 3, непрозрачная пленка 55, обладающая высокой степенью непроницаемости, применяется для закрывания промежуточного отделения 23. Непрозрачная пленка 55 создает промежуточный барьер для проникновения содержащего влагу пара и свободного кислорода в отделение для медикамента и в приведенном в качестве примера варианте выполнения содержит многослойную ламинированную структуру, которая включает обладающий высокими барьерными свойствами слой алюминиевой фольги. Использование непрозрачного ламината с алюминиевой фольгой способствует предотвращению разрушения медикамента, содержащегося в отделении 23 для медикамента, которое может быть вызвано воздействием невидимого светового и ультрафиолетового излучения. Таким образом, в проиллюстрированном варианте осуществления непрозрачная алюминиевая фольга, образующая как защитную пленку 55, так и задний лист 14, ограждает промежуточное отделение 23 и предотвращает проникновение ультрафиолетовых лучей из невидимой части спектра в промежуточное отделение 23 с любого направления. Обладающая высокими барьерными свойствами защитная пленка 55 может представлять собой многослойный ламинат, имеющий внутренний привариваемый слой 56 на своей обращенной внутрь поверхности. В приведенном в качестве примера варианте привариваемый слой 56 представляет собой пластичную смолу, совместно экструдированную с покрытием, содержащую модифицированный этиленвинилацетат, поставляемую фирмой Dupont Chemical Company под коммерческим обозначением APPEEL 1181 с толщиной от приблизительно 0,2 мил (5 мкм) до приблизительно 0,4 мил (10 мкм). К внутреннему привариваемому слою 56 с помощью соответствующего прозрачного клея 57 приклеен слой алюминиевой фольги, такой как ALCAN 1145, с толщиной от приблизительно 0,7 до приблизительно 1,3 и предпочтительно приблизительно 1,0 мил (от приблизительно 18 мкм до приблизительно 33 мкм и предпочтительно приблизительно 25 мкм). Наружный, используемый в качестве антиадгезионной смазки при термосварке слой 60, содержащий пленку из полиэтилентерефталата, такую как TERPHANE 10.21, имеющую толщину приблизительно 0,48 мил (12 мкм), образует обращенную наружу поверхность обладающей высокой степенью непроницаемости защитной пленки 55. Наружный, используемый в качестве антиадгезионной смазки при термосварке, слой 60 приклеен над слоем 58 алюминиевой фольги с помощью соответствующего прозрачного клея 59. Слои 57 и 59 клея в данном варианте выполнения предпочтительно содержат модифицированный алифатический клей на основе полиэфира и полиуретана, поставляемый фирмой Liofol Company под коммерческим обозначением TYCEL 7909. В альтернативном варианте наружный прозрачный клей 59 может представлять собой модифицированный ароматический клей на основе полиэфира и полиуретана, также поставляемый фирмой Liofol Company под коммерческим обозначением TYCEL 7900. Из-за опасностей, связанных с проникновением ароматических соединений, или в разбавитель, или в медикамент, ароматический клей используется только с наружной стороны слоя 58 алюминиевой фольги. Внутренний слой 57 клея предпочтительно будет представлять собой алифатический клей.
Поскольку внутренний привариваемый слой 56 барьерной пленки 55 может представлять сбой полимер, совместно экструдированный с покрытием, он способен образовывать разъединяемый сварной шов в широком интервале температур при нанесении его на ряд различных материалов. К материалам, с которыми такая смола, совместно экструдированная с покрытием, может образовывать разъединяемый сварной шов, относятся сополимер акрилонитрила, бутадиена и стирола (ABS), полиэтилен высокой плотности (HDPE), ударопрочный полистирол (HIPS), полипропилен (РР), полистирол (PS), поливинилхлорид (PVC) и пленка 80:20, которая образует передний лист 12 контейнера. Таким образом, обладающая высокой степенью непроницаемости, защитная пленка 55 может быть прикреплена с возможностью удаления (отслаиванием или отделением) к наружной поверхности переднего листа 12, при этом она будет закрывать промежуточное, предназначенное для медикамента отделение 23.
Предпочтительно барьерная пленка 55 выполнена с возможностью удаления (отслаивания или отделения) от контейнера 10 перед его использованием, чтобы обеспечить возможность визуального контроля состояния медикамента в его отделении 23. В приведенном в качестве примера варианте, который лучше всего показан на фиг.1, защитная пленка 55 включает выступающий язычок 62, который может быть захвачен с целью отделения барьерной пленки 55 от прозрачного переднего листа 12. В результате этого содержимого отделения 23, предназначенного для медикамента, открыто для простого
визуального контроля.
Обладающая высокими барьерными свойствами защитная пленка 55 может быть приварена и приклеена только к части переднего листа 12. Предпочтительно те части барьерной пленки 55, которые не приварены к расположенному под ней материалу переднего листа 12, имеют упорядоченное расположение или рисунок из, по существу, круглых пупырышков 51, которые представляют собой осязаемые пальцами следы от действия контактной пластины для термосварки, в которой были прорезаны упорядоченные отверстия. Когда контактную пластину для термосварки прижимают к барьерной пленке 55, то сварной шов образуется только на поверхностных зонах контакта планки для термосварки, но не в зонах, где материал контактной пластины удален (т.е. в отверстиях). Поскольку во время термосварки барьерная пленка 55 подвергается воздействию давления наряду с теплом, на этой пленке образуется рельефное теснение от термосварочной головки, что приводит к образованию рельефной поверхности с пупырышками. Эти пупырышки (или, с другой стороны, ямочки) 51 обеспечивают возможность надлежащего приваривания барьерной пленки 55 к расположенному под ней материалу (переднему листу) медицинского контейнера и в то же время обеспечивают возможность легкого отделения пленки 55 без приложения чрезмерного усилия.
Если бы весь барьерный слой 55 был путем термосварки присоединен к переднему листу 12, образовалось бы сравнительно прочное соединение, и потребовалось бы усилие, превышающее желательное, для полного отделения барьерного слоя 55. При уменьшении площади поверхности сварного соединения потребуется меньшее усилие (пропорциональное площади сварного соединения) для удаления легко отслаивающегося непрозрачного барьерного слоя. Из вышеприведенного описания очевидно, что величина усилия, требуемого для удаления легко отслаивающейся алюминиевой полоски, обратно пропорциональна количеству пупырышков 51 на фиг.1, образованных на пленке 55. В зависимости от конкретного применения медицинского контейнера более или менее легко удаляемая, обладающая высокими барьерными свойствами защитная пленка может быть легко изготовлена путем простого увеличения или уменьшения количества пупырышков (ямочек), образованных в слое во время процесса термосварки. Однако следует отметить, что вся периферия пленки 55, обладающей высокой степенью непроницаемости, за исключением язычка 62, присоединена к находящемуся под ней материалу контейнера путем термосварки. Образование сварного соединения по всей периферии барьерной пленки 55 гарантирует то, что барьерные свойства пленки полностью проявляются по всей площади поверхности отделения 23 для медикамента.
При практическом использовании наполненный контейнер 10 можно хранить некоторый период времени до момента использования. Как правило, перед вливанием фармацевт, или другой пользователь, удаляет барьерный слой 55 фольги с переднего листа 12 контейнера 10, чтобы визуально проверить целостность содержимого. Если контейнер 10 в этот момент не будет использоваться, его возвращают на склад и выдают снова при следующем запросе. Удаление легко отслаивающейся, обладающей высокой степенью непроницаемости пленки 55 приводит к тому, что содержимое контейнера или, в частности, лекарственные препараты в промежуточном отделении 23 будут подвергаться разрушению под действием влаги, света и проникающего кислорода. Желательно, чтобы заполненные контейнеры 10 в соответствии с настоящим изобретением были выполнены с возможностью хранения их в течение периодов времени до 30 дней перед использованием без серьезной деструкции медицинского раствора или медикамента под действием влаги и свободного кислорода после удаления барьерной пленки с отделения для медикамента.
Соответственно, и как показано на фиг.4, в возможном варианте прозрачная барьерная промежуточная многослойная пленка 64 вставлена между обладающей барьерной, содержащей алюминиевую фольгу пленкой 55 и материалом 80:20 переднего листа 12 контейнера. Предпочтительно эта промежуточная многослойная пленка 64 расположена над частью переднего листа 12, закрывающей промежуточное отделение 23. При данной конфигурации прозрачная, обладающая высокими барьерными свойствами промежуточная пленка 64 закрывает и защищает содержимое промежуточного отделения 23 после удаления легко отслаивающейся барьерной пленки 55 с контейнера 10. Прозрачная промежуточная пленка 64 обладает такими барьерными свойствами, которые обеспечивают защиту медицинских растворов и медикаментов, по меньшей мере, от проникновения водяного пара и кислорода в течение продолжительного периода времени, который в зависимости от активности медикамента может составлять до 30 дней. Другими словами, непрозрачная барьерная пленка 55 в сочетании с прозрачной барьерной промежуточной пленкой 64 может быть использована для образования высокобарьерного защитного покрытия над промежуточным отделением 23.
Характеризуя защитное покрытие как "высокобарьерное", имеют в виду степень, в которой защитное покрытие непроницаемо по отношению к различным проникающим газам. Полимеры классифицируются по степени, в которой они препятствуют проходу проникающих газов, например кислорода или водяного пара. Полимеры делятся по категориям от "высокобарьерных" (низкой проницаемости) до "низкобарьерных" (высокой проницаемости). Категория, к которой отнесен полимер, может изменяться в зависимости от проникающего газа. В используемом здесь смысле термин "высокобарьерный" в отношении проницаемости по водяному пару означает пленку с проницаемостью менее чем приблизительно 1,5 г/мил/м2 (1 мил = 25 мкм) в течение 24 часов при атмосферном давлении, температуре 30oС и относительной влажности 100%. В используемом здесь смысле термин "высокобарьерный" в отношении проницаемости по кислороду означает пленку с проницаемостью менее чем приблизительно 50 см3/мил/и2 в течение 24 часов при атмосферном давлении, температуре 25oС и относительной влажности 100%.
Прозрачная высокобарьерная промежуточная пленка 64 может включать трехслойную высокобарьерную по свободному кислороду и пару ламинированную структуру, чтобы защитить содержимое отделения для медикамента и повысить срок годности двойного контейнера при хранении. В проиллюстрированном варианте промежуточный слой 64 многослойной пленки включает наружный слой 66 покрытого диоксидом кремния полиэтилентерефталата (также называемого покрытым SiOx полиэфиром или покрытым SiOx полиэтилентерефталатом), поставляемого фирмой Mitsubishi Kasei под коммерческим обозначением ТЕСН BARRIER H. Слой 56 герметика барьерной пленки 55 размещают в контакте с наружным слоем 66 промежуточной многослойной пленки 64. Промежуточный слой 68, содержащий пленку из покрытого оксидом кремния (т.е. SiOх) поливинилового спирта (PVA), поставляемую фирмой Mitsubishi Kasei под коммерческим обозначением ТЕСН BARRIER S, приклеивают к наружному слою 66. На своей обращенной внутрь поверхности прозрачная барьерная промежуточная пленка 64 предпочтительно содержит внутренний привариваемый слой 69, образованный из сополимера полипропилена и полиэтилена. Сополимер может быть смешан с термопластичным эластомерным сополимером стирол-этилен-бутилен-стирола в различных соотношениях, но предпочтительным является слой из 100% сополимера полипропилена и полиэтилена. Отдельные слои промежуточной многослойной пленки 64 адгезионно соединены друг с другом. Для ясности адгезивные слои не показаны на фигуре, но они содержат модифицированный алифатический ламинат на основе полиэфира и полиуретана, поставляемый фирмой Liofol Company под коммерческим обозначением TYCEL 7909. Внутренний привариваемый слой 69 прочно прикреплен к наружной поверхности переднего листа 12 за счет соответствующего постоянного сварного соединения, полученного термосваркой или ультразвуковой сваркой, или с помощью склеивания при надавливании, или т.п. Размеры прозрачной, барьерной промежуточной многослойной пленки 64 выполнены в горизонтальном и вертикальном направлениях такими, чтобы эта пленка закрывала всю площадь поверхности отделения для медикамента и, кроме того, закрывала разъединяемые и постоянные сварные швы, образованные рядом с отделением для медикамента.
Подобно гибким термопластичным материалам, которые образуют передний лист 12, трехслойная ламинированная структура промежуточного слоя 64 является, по существу, оптически чистой и прозрачной для обеспечения возможности осмотра содержимого отделения 23 для медикамента. Таким образом, в отличие от поливинилхлорида и других аналогичных материалов, которые являются довольно мутными (полупрозрачными), промежуточный слой 64 по изобретению визуально прозрачен и при этом обеспечивает существенную степень защиты от действия влаги и свободного кислорода.
В частности, прозрачная барьерная многослойная пленка 64 имеет барьерные свойства существенно выше свойств обычных пленок с точки зрения их проницаемости по влаге и кислороду, таких как пленки из полиэтилена низкой плотности (LDPE), полиэтилена средней плотности (МDРЕ), линейного полиэтилена низкой плотности (LLDPE), сополимеров этилена и винилацетата (EVA) или смесей этих полимеров, в зонах, имеющих важное значение для работы контейнера. Проницаемость промежуточного слоя 64 по кислороду составляет приблизительно 10 см3/мил/м2 в течение 24 часов при атмосферном давлении. Напротив, проницаемость сополимеров этилена и винилацетата, полиэтилена низкой плотности и полиэтилена средней плотности по кислороду соответственно составляет приблизительно 2500 см3/мил/м2 (для 5% сополимера этилена и винилацетата), 8300 см3/мил/м2 (для полиэтилена низкой плотности) и 8500 см3/мил/м2 (для полиэтилена средней плотности) в течение 24 часов при атмосферном давлении. Проницаемость линейного полиэтилена низкой плотности по кислороду приблизительно такая же или немного выше по сравнению с проницаемостью полиэтилена низкой плотности. Таким образом, проницаемость прозрачного барьерного промежуточного слоя 64 по кислороду на несколько порядков меньше проницаемости по кислороду, свойственной полимерам, обычно используемым для изготовления двойных медицинских контейнеров. Другими словами, барьерные свойства промежуточного слоя 64 улучшены на несколько порядков по сравнению с защитными свойствами полимеров, обычно используемых для изготовления этих контейнеров.
Благодаря барьерным свойствам промежуточной многослойной пленки легко отслаивающаяся, содержащая алюминиевую фольгу барьерная пленка 55 может быть удалена фармацевтом для визуального контроля содержимого контейнера перед вливанием, и после этого контейнер может храниться в течение допустимого дополнительного периода времени без риска, связанного с деструкцией медикамента, вызванной кислородом или влагой. Желательно, чтобы после удаления барьерного слоя с фольгой, контейнер имел срок годности при хранении в течение приблизительно 30 дней. После удаления слоя с фольгой точный срок годности контейнера, включающего прозрачную барьерную многослойную пленку 64, обязательно зависит от чувствительности медикамента, содержащегося в промежуточном отделении 23, к воздействию влаги или кислорода. Медикаменты со сравнительно низкой чувствительностью к влаге могут сохранять эффективность в течение периода времени, существенно превышающего 30 дней, за счет того, что они защищены прозрачной барьерной многослойной пленкой 64. Кроме того, медикаменты с чрезмерной чувствительностью к воздействию влаги, то есть те, которые обычно начинают терять эффективность при подвергании их воздействию водяного пара после удаления слоя алюминиевой фольги, могут храниться в течение времени до двух недель без потери эффективности благодаря наличию влагобарьерных свойств у прозрачной барьерной пленки, закрывающей промежуточное отделение 23.
Несмотря на то, что для приведенного в качестве примера варианта была описана промежуточная пленка 64, прикрепленная к наружной поверхности отделения для медикамента, для специалиста в данной области очевидно, что при желании промежуточный слой может быть выполнен с такими размерами, которые позволяют закрывать как промежуточное, так и первое отделения. Промежуточная пленка 64 также может быть использована для закрывания всего переднего листа 12. Способ прикрепления промежуточного слоя 64 к наружной поверхности контейнера также может быть изменен, не отходя от идеи или объема изобретения. Промежуточный слой 64 может быть постоянно прикреплен к наружной поверхности контейнера с помощью соответствующего клея, а также путем образования постоянного сварного соединения посредством термосварки или ультразвуковой сварки. В альтернативном варианте промежуточная пленка 64 может быть прикреплена к поверхности контейнера с возможностью удаления путем регулирования параметров температуры и давления в процессе термосварки, чтобы сделать сварное соединение разъединяемым. В этом случае пленка 64 может быть отделена от контейнера 10 так же, как и непрозрачная барьерная многослойная пленка 55.
Следует отметить, что в приведенном в качестве примера варианте, медикамент представлен в жидкой форме. Однако медикамент также может быть в форме коллоида, кристаллоида, жидкого концентрата, эмульсии или т.п. Кроме того, медикамент может быть представлен в виде сухого порошка, такого как антибиотики или противорвотные средства, при этом к неограничивающим примерам этих веществ относятся: цефизолин (cefizolin), цефуроксим, цефотаксим, цефокситин, ампициллин, нафциллин (nafcillin), эритромицин, цефтриаксон, метоклопрамид и ticar/clav. Промежуточное отделение 23 не обязательно должно быть заполнено именно медикаментом. Другие медицинские композиции, такие как лиофилизированные фракции крови, VIII фактор крови, IX фактор, протромбиновый комплекс и т.п., особенно пригодны для использования с контейнером по изобретению. Несмотря на то, что контейнер по изобретению описан как контейнер с несколькими отделениями и, в частности, с одним отделением для медикамента и одним для разбавителя, в соответствии с настоящим изобретением могут быть выполнены контейнеры с единственным отделением, как более подробно будет описано ниже. Кроме того, в соответствии с настоящим изобретением также могут быть выполнены контейнеры, которые имеют множество отделений, заполненных различными разбавителями и/или различными медикаментами.
Несмотря на то, что предпочтительны материалы для прозрачной барьерной промежуточной пленки 64, содержащие как слой, непроницаемый по кислороду, так и слой, непроницаемый по влаге, альтернативные материалы могут использоваться для создания покрытия отделения для медикамента, причем указанное покрытие может быть приспособлено для различных конкретных случаев применения. Например, один из высокобарьерных слоев может быть исключен, при этом остается обладающая высокой степенью непроницаемости промежуточная пленка, которая включает только влагобарьерный слой или только кислородобарьерный слой. Кроме того, промежуточная пленка 64 может включать влагобарьерный слой, как описано выше, в сочетании со слоем, выполняющим функции антиадгезионной смазки при термосварке, который образован из материала с высокой температурой плавления, имеющего также некоторые кислородобарьерные свойства.
Предпочтительно гибкий контейнер 10 может быть изготовлен с определенным габаритным размером или с несколькими размерами. Это позволяет ограничить потребность во взаимозаменяемых машинах или, в альтернативном варианте, в многочисленных наладках и запусках машины. Как было рассмотрено выше, один габаритный размер, как у контейнера, у которого общий периферийный край 16 которого по форме образует прямоугольник, облегчает манипулирование контейнером, а также введение содержащихся в нем медицинских растворов. В частности, это обеспечивает возможность выполнения изготовления, транспортно-загрузочных работ, стерилизации и маркировки контейнеров 10 с помощью аналогичных или идентичных машин и процедур и устраняет необходимость в многочисленных инструментах и многих проходах. Тем не менее ограничение габаритного размера контейнера 10 приводит к ограничению объема медицинского раствора, который может удерживаться в каждом отделении.
Для увеличения вместимости контейнера 10 и в соответствии с принципами изобретения, по меньшей мере, один из переднего 12 и заднего 14 листов удлинен или иным образом постоянно растянут. Увеличение вместимости контейнера 10 обеспечивает возможность изготовления контейнера одной конструкции для хранения и введения значительно более широкого ряда и значительно большего количества сочетаний медицинских растворов и медикаментов. Поскольку увеличенные контейнеры не отличаются по габаритным размерам от контейнеров обычных размеров, нет необходимости использовать (разрабатывать) специальные инструменты для изготовления этих контейнеров в виде мешков специфического размера. Это особенно предпочтительно в тех случаях, когда могут потребоваться меньшие количества контейнеров, которые в противном случае не стали бы изготавливать из-за больших затрат.
На фиг.5 показан контейнер 10 обычных или стандартных размеров, в котором каждый из переднего 12 и заднего 14 листов является постоянно вытянутым для увеличения вместимости первого отделения 22. Более точно, и передний лист 12, и задний лист 14 имеют соответствующую площадь 70 поверхности. Эти соответствующие площади 70 поверхности находятся друг против друга относительно общей плоскости 71, образованной, по существу, вдоль общего периферийного края 16. Передний лист 12 и задний лист 14 были увеличены за счет постоянной вытянутости соответствующих поверхностных зон 70.
В проиллюстрированном варианте увеличено только первое отделение 22. Эта конфигурация может быть особенно полезной в том случае, когда желательно использовать разбавитель в количестве, превышающем стандартное, со стандартным количеством медикамента. Передний лист 12 вытянут в большей степени или дополнительно удлинен относительно заднего листа 14. Это особенно справедливо для тех случаев, когда задний лист 14 включает слой алюминия или другой расширяемый в меньшей степени слой.
Изготовление и сборка контейнера
Со ссылкой на фиг.6 теперь будет описан способ изготовления и сборки гибкого контейнера 10 в соответствии с практической реализацией принципов изобретения. Передний лист 12 и задний лист 14 расположены друг против друга. Обращенный внутрь слой переднего листа 12 представляет собой пленку типа 80: 20, которая размещена в контакте с обращенным внутрь слоем заднего листа 14, образованным пленкой 80:20. Другие сопрягаемые пленки могут быть использованы в пределах объема и идеи настоящего изобретения.
Состав переднего и заднего листов 12 и 14 контейнера 10 обеспечивает возможность создания сварного соединения вдоль общего периферийного края 16 и разъединяемых сварных швов 25 и 26, используя технологию термосварки. Горячие контактные пластины или плиты применяются при различных температурах, давлениях и с различными временами использования для того, чтобы нагреть сопрягаемые части применяемых материалов и ламинатов до температур, близких к их температурам плавления или превышающих их температуры плавления, с тем, чтобы обеспечить возможность переноса материала через зону контакта для того, чтобы в результате этого образовать соединение с желательной прочностью и другими параметрами.
Способ изготовления контейнера 10 описан для случая, когда передний лист 12 образован или из однослойной пленки, или из многослойной пленки и задний лист 14 образован из ламината с алюминиевой фольгой. Способ предусматривает вырезание переднего и заднего листов контейнера до желательных размеров контейнера по вертикали, но с завышенными размерами по горизонтали.
Если контейнер 10 изготавливают с однослойным передним листом 12, то барьерный слой 55 (фиг. 3), содержащий алюминиевую фольгу, и прозрачный барьерный промежуточный слой 64 (фиг.4), представляющие собой высокобарьерные покрытия второго отделения 23, обрезают до заданных размеров, размещают над зоной, которая станет промежуточным отделением или отделением для медикамента, и последовательно присоединяют к переднему листу 12 контейнера. В соответствии с изобретением прозрачный барьерный промежуточный слой 64 сначала путем ламинирования присоединяют к поверхности переднего листа 12, после чего присоединяют содержащий алюминиевую фольгу барьерный слой 55.
Более точно, прозрачный барьерный промежуточный слой 64 располагают над вторым отделением 23 и удерживают на месте с помощью пары стержней или аналогичных приспособлений при нанесении этого слоя на поверхность переднего листа 12 ламинированием. Таким образом, часть слоя 64, находящаяся в контакте со стержнями, не доступна для воздействия на нее, например, головки устройства для термосварки, что приводит к тому, что небольшая часть пленки оказывается не приваренной к поверхности переднего листа. В результате использования стержней, предназначенных для фиксации прозрачного барьерного промежуточного слоя в заданном положении, образуется неприваренная зона, имеющая контактный отпечаток стержня. Поверхность контакта стержня, как правило, круглая, и поэтому в результате использования стержней образуются две круглые неприваренные зоны 41, которые остаются видимыми благодаря обратному рельефу, созданному давлением, приложенным в процессе сварки. После ламинирования промежуточного слоя 64 на его поверхность наносят слой 55 алюминиевой фольги, используя контактную термосварочную плиту с рисунком, как описано выше.
После присоединения слоя 55 алюминиевой фольги и прозрачного барьерного слоя передний и задний листы 12 и 14 могут быть сопряжены вместе и соединены друг с другом путем образования постоянного сварного соединения вдоль общего периферийного края 16. Выпускной элемент 30 может содержать фланец 34, который в его желательном конечном положении вставлен между передним и задним листами 12 и 14 и жидкостно связан с выпускным отделением 24. Выпускной элемент 30 может быть получен путем литья под давлением и может состоять из 40% сополимера полиэтилена и полипропилена марки FINA 29450 и 60% термопластичного эластомерного сополимера стирол-этилен-бутилен-стирола марки Shell KratonTM G1652. После установки выпускного элемента 30 вдоль общего периферийного края 16 используют нагретую контактную плиту для создания постоянного сварного шва между фланцем 34 выпускного элемента и нижней стороной 20 переднего и заднего листов 12 и 14 рядом с фланцем 34.
После этого образуют разъединяемые сварные швы 25 и 26 и любой другой дополнительный разъединяемый сварной шов, разделяющие отделения и контейнер 10, путем использования, например, двойных горячих пластин, включающих переднюю пластину, выровненную относительно задней пластины, которые зажимают передний и задний листы 12 и 14 между собой для образования сварных швов 25 и 26. Например, передняя пластина может контактировать с предварительно присоединенными барьерной пленкой 55, промежуточной пленкой 64 и передним листом 12. Температуру этой передней пластины поддерживают в интервале температур от приблизительно 245oF (118,3oC) до приблизительно 265oF (129,4oС). Температуру задней пластины, которая контактирует с задним листом 14, поддерживают, по существу, на том же уровне, что и температуру передней пластины (в интервале от приблизительно 245oF (118,3oС) до приблизительно 265oF (129,4oС)), и в возможном варианте задняя пластина может включать тонкое резиновое покрытие для обеспечения равномерного приложения давления. Парные пластины вводят в контакт с передним и задним листами и сдавливают с давлением в диапазоне от приблизительно 230 psi (1585,9 кПа) до приблизительно 340 psi (2344,3 кПа) и удерживают при данных температуре и давлении в течение периода времени от приблизительно 1,5 до приблизительно 2,5 секунды. Разъединяемые сварные швы 25 и 26 также могут быть образованы по отдельности при использовании одного рабочего комплекта парных пластин или одновременно при использовании двух рабочих комплектов парных пластин. Любые дополнительные разъединяемые сварные швы могут быть легко образованы с помощью наладки с тремя рабочими комплектами парных пластин.
После образования разъединяемых сварных швов 25 и 26 передний и задний листы 12 и 14 сопрягают вместе и герметично соединяют друг с другом путем образования термосваркой постоянного сварного шва, который проходит вдоль общего периферийного края 16. Этот постоянный сварной шов расположен на некотором расстоянии от большеразмерного края первой боковой стороны 27 контейнера, и в этом шве предусмотрены отверстия между передним и задним листами 12 и 14. Другими словами, постоянный сварной шов выполнен непрерывным вдоль верхней стороны 18 в вертикальном направлении, второй боковой стороны 28 и нижней стороны 20 в вертикальном направлении, но выполнен с разрывами вдоль первой боковой стороны 21, чтобы обеспечить возможность доступа в первое и второе отделения 22 и 23. Постоянный сварной шов не влияет на жидкостную связь между выпускным элементом 30 и выпускным отделением 24.
Первый удаляемый проход (элемент 72) может быть вставлен между передним и задним листами 12 и 14 и жидкостно связан с первым отделением 22. Аналогичным образом второй удаляемый проход (элемент 74) может быть вставлен между передним и задним листами 12 и 14 и жидкостно связан со вторым отделением 23. Предпочтительно каждый из удаляемых элементов 72, 74 расположен и закреплен вдоль общего периферийного края 16 первой боковой стороны 27 внутри пропусков (несваренных зон) в постоянном сварном шве. Удаляемые проходные элементы могут удерживаться общим периферийным краем 16 аналогично тому, как это происходит с выпускным элементом 30. Таким образом, каждый из удаляемых проходных элементов 72 и 74 включает скошенные крепежные фланцы 76, которые установлены между передним и задним листами 12 и 14 и приварены к ним вдоль общего периферийного края 16 первой боковой стороны 27. Удаляемые проходные элементы 72 и 74 могут быть изготовлены литьем под давлением. Предпочтительно элементы 72 и 74 изготавливают из недорогого термопластичного материала, поскольку они будут удалены и выброшены на более поздней стадии процесса. В частности, удаляемые элементы 72 и 74 могут быть изготовлены из вторично переработанных пленки 80: 20, простого полипропилена или любого другого аналогичного материала.
Удаляемые элементы 72 и 74 представляют собой важный признак настоящего изобретения и образуют средство асептического заполнения контейнера с одним отделением медицинским раствором или контейнера с несколькими отделениями жидким разбавителем, подаваемым в первое отделение 22, и медикаментом или аналогичным веществом, подаваемым во второе отделение 23. Кроме того, удаляемые проходные элементы 72 и 74 выполнены так, что позволяют обеспечивать опору для этих впускных элементов и, следовательно, гибкого медицинского контейнера 10, а также манипулировать ими с помощью автоматизированного оборудования.
Как показано, каждый удаляемый проходной элемент 72 и 74 имеет нижний буртик 78 и расположенный на некотором расстоянии от него верхний буртик 80. Каждый из буртиков 78 и 80 может иметь, по существу, прямоугольную форму или иную форму для облегчения манипулирования. В частности, каждому из буртиков 78 и 80 может быть придана особая конфигурация для осуществления операций при использовании поддерживающего, транспортно-загрузочного и манипуляционного оборудования. Внутреннее проходное отверстие в каждом из удаляемых проходных элементов 72 и 74 обеспечивает сообщение с каждым из соответствующих отделений 22 и 23.
По существу цилиндрическая пробка или заглушка 82 предусмотрена для каждого из удаляемых проходных элементов 72 и 74. Пробки 82 могут быть выполнены с наружным диаметром, который немного больше диаметра внутреннего отверстия каждого из удаляемых проходных элементов 72 и 74, так что при вставке пробки 82 зона контакта между поверхностью, соответствующей наружному диаметру пробки, и поверхностью, соответствующей внутреннему диаметру элемента, создает герметичное уплотнение. Это фрикционное уплотнение требуется для предотвращения попадания макрочастиц в контейнер 10 перед его наполнением и для предотвращения выхода медикамента или разбавителя из контейнера после того, как контейнер будет асептически наполнен. Предпочтительно каждая из пробок 82 может иметь скошенный нижний край с тем, чтобы входить в контакт с аналогичной фаской на каждом из соответствующих удаляемых проходных элементов 72 и 74.
В дополнение к буртикам 78 и 80 проходных элементов на пробке 82 также предусмотрена пара вертикально разнесенных буртиков. В проиллюстрированном в качестве примера варианте выполнения, по существу, окружной верхний буртик 84 образует верхнюю часть пробки 82. Верхний буртик позволяет подъемному механизму входить в контакт с нижней стороной верхнего буртика 110 и обеспечивать средство подъема пробки в вертикальном направлении с извлечением ее из соответствующего отверстия элемента 72 или 74. Вокруг пробки 82 также может быть предусмотрен нижний буртик 86. Нижний буртик 86 ограничивает глубину проникновения пробки 82 во время вставки в проходной элемент 72, 74 или во время повторной установки после операции наполнения. Нижний буртик 86 может проходить непрерывно по окружности или в альтернативном варианте он может быть выполнен в виде частичного буртика, образуя простой боковой выступ из корпуса пробки 82. Верхний и нижний буртики 84 и 86 расположены на некотором расстоянии друг от друга вдоль корпуса пробки 82.
При данных технологических операциях образуется описанный гибкий контейнер 10, имеющий обычную конфигурацию с неувеличенными отделениями 22 и 23. Как было рассмотрено выше, первое отделение 22 может быть увеличено для повышения имеющейся вместимости для разбавителя. Аналогичным образом второе и выходное отделения 23 и 24 также могут быть увеличены. Это может быть выполнено за счет достижения постоянной вытянутости, по меньшей мере, одного из листов - переднего листа 12 или заднего листа 14, путем наполнения соответствующего отделения 22, 23 и 24 газом под давлением, как более подробно будет описано ниже.
Устройство для изготовления контейнера
Далее со ссылкой на фиг.7 будут описаны примеры практической реализации согласно принципам изобретения способа и устройства для изготовления контейнера 10 по фиг.6. Как станет очевидно из нижеприведенного описания устройства для изготовления контейнера, и устройство, и способ приспособлены для изготовления медицинских контейнеров с передним и задним листами, содержащими однослойные или многослойные пленки. Кроме того, из нижеприведенного описания станет очевидно, что количество, форма, конфигурация и местоположение различных сварных соединений контейнера 10 по фиг.6 могут быть легко изменены или различные сварные соединения фактически могут быть даже исключены благодаря модульной конструкции элементов устройства.
Фиг. 7 представляет собой полусхематичный вид сверху приведенного в качестве примера варианта выполнения машины 88 для изготовления контейнеров, выполненной в соответствии с настоящим изобретением, при этом данный вид показывает компоновку и расположение позиций для образования различных сварных соединений и взаимное расположение и конфигурацию рулонов для первоначальной подачи полотна пленки для образования контейнера.
Материал в большом количестве, предназначенный для образования переднего и заднего листов (например, листов 12 и 14 по фиг.2) контейнера, подается в машину 88 для изготовления контейнеров в виде соответствующих рулонов 90 и 92 для подачи полотна пленки в больших количествах, которые установлены на позициях для рулонов для подачи полотна у входного конца машины 88 для изготовления контейнеров. Рулонный материал, например, из рулона 90 для подачи материала для переднего листа пропускается через плавающий (натяжной) элемент 94, предназначенный для поддержания рулонного материала в надлежащем натянутом состоянии по мере прохода рулонного материала через остальные позиции машины 88.
После натяжного элемента 94 рулонный материал с помощью вакуумных лентопротяжных роликов перемещается мимо первого рабочего места 96 очистки рулонного материала и далее через ряд возможных рабочих мест 98 и 100 нанесения барьерной пленки, которые расположены последовательно вдоль траектории движения рулонного материала. Если контейнер 10 изготавливают так, как описано выше, то есть он включает в себя однослойный передний лист 12, прозрачную барьерную промежуточную пленку (64 по фиг.4) и содержащий алюминиевую фольгу барьерный слой 55, то высокобарьерные покрытия для второго отделения 23 сначала обрезают по размеру, после этого размещают над частью поверхностной зоны 70, которая станет вторым отделением, и затем последовательно прикрепляют к переднему листу 12 контейнера 10 соответственно на рабочих местах 98 и 100 нанесения барьерной пленки. В соответствии с изобретением сначала прозрачный барьерный промежуточный слой путем ламинирования наносят на поверхность 70 переднего листа 12 на рабочем месте 98 нанесения, а содержащий алюминиевую фольгу барьерный слой 55 наносят на него сверху на рабочем месте 100 нанесения.
Аналогичным образом рулонный материал, который будет образовывать задний лист контейнера, подают из соответствующего рулона 92 для подачи рулонного материала в большом количестве, пропускают через соответствующий натяжной элемент 102 и перемещают с помощью вакуумных лентопротяжных роликов через соответствующее рабочее место 104 очистки рулонного материала.
Когда непрерывные пленки из рулонов 90 и 92, предназначенных для образования переднего и заднего листов, покидают соответствующие подготовительные стадии, их совмещают друг с другом и ориентируют таким образом, чтобы поверхность, образованная каждой непрерывной плоской пленкой 80:20, была обращена к плоской поверхности другой пленки 80:20. После того как непрерывные полотна 90 и 92 пленок будут совмещены, рулонный материал постоянно перемещают пошагово и смещают в продольном направлении через запечатывающий узел 106 машины 88. Удаляемые первый (для разбавителя) и второй (для медикамента) проходные элементы 72 и 74 размещают вдоль слоев рулонного материала и располагают между полотнами пленки, предназначенными для образования переднего и заднего листов, и последовательно образуют на многослойном рулонном материале различные сварные швы с тем, чтобы соединить полотна вместе и, по существу, получить контейнер 10 на промежуточной стадии изготовления, после которой он пригоден для расширения и асептического наполнения, как лучше всего показано на фиг.6.
В соответствии с практической реализацией принципов изобретения запечатывающий узел 106 машины 88 содержит несколько сварочных прессов и рабочих мест для установки проходных элементов, расположенных последовательно вдоль траектории перемещения многослойного полотна пленки для образования контейнера. Первое такое рабочее место - это рабочее место 108 установки выпускного элемента 30, на котором выпускной элемент 30 вставляют в предусмотренное для него место между передним и задним листами 12 и 14. С помощью нагретого пресса, включающего в себя фасонную контактную плиту, осуществляют сжатие рулонного материала для образования сварного соединения между фланцем 34 выпускного элемента и краем рулонного материала, который в окончательном виде будет представлять собой нижний край переднего и заднего листов рядом с фланцем, на рабочем месте 110 приваривания вставленного выпускного элемента.
Вставленный выпускной элемент 30 выполнен из пластика и получен литьем под давлением из смеси 40% сополимера (полиэтилена) и полипропилена марки FINA 29450 и 60% термопластичного эластомерного сополимера стирол-этилен-бутилен-стирола марки Shell Kraton G1652. Можно видеть, что благодаря сходству состава материала элемента 30 и материала внутренних, образующих сварные соединения поверхностей переднего и заднего листов передний и задний листы могут быть приварены к фланцу 34 выпускного элемента 30, используя, по существу, такой же режим термосварки, какой используется для образования постоянных периферийных сварных соединений, что более подробно будет описано ниже.
После вставки и приваривания выпускного элемента 30 к материалу контейнера многослойная рулонная пленка далее пошагово перемещается к другому рабочему месту 112 вставки проходных элементов, на котором удаляемые проходные элементы (72 и 74 по фиг.6) вставляют между передним и задним листами в соответствующие места вдоль первой стороны контейнера и соединяют с теми местами, которые станут первым и вторым отделениями 22 и 23. Удаляемые проходные элементы 72 и 74 предпочтительно получают литьем под давлением из 100% полипропилена, но они также могут быть изготовлены из материала, имеющего состав, аналогичный составу материала, из которого изготовлен выпускной элемент 30. Аналогично тому, как с выпускным элементом 30, передний и задний листы приваривают к удаляемым проходным элементам 72 и 74 вдоль скошенных фланцев 76, которые предназначены для этой цели.
После вставки удаляемых проходных элементов 72 и 74 пленочные материалы переднего и заднего листов соединяют вместе с помощью постоянного сварного соединения, полученного термосваркой вдоль части общего периферийного края 16, которая соответствует тем участкам, которые впоследствии станут верхней 18, нижней 20 и одной непрерывной боковой стороной 28 готового контейнера. Вдоль противоположной боковой стороны 27 контейнера 10 постоянный сварной шов образуют параллельно периферийному краю 16 многослойной полосы из полотна пленки, но на некотором расстоянии от этого периферийного края 16, и с пропусками вдоль желательного края готового контейнера непосредственно внутри по отношению к общему периферийному краю 16.
После получения проходящего по периметру сварного шва на рабочем месте 114 образования такого шва материал контейнера пошагово перемещают на первое возможное рабочее место 116 приваривания удаляемого проходного элемента для медикамента. Материал переднего и заднего листов приваривают к скошенному фланцу 76 второго удаляемого проходного элемента 74 путем прижима материала переднего и заднего листов к скошенному фланцу проходного элемента с помощью пары вогнутых, с согласованной формой контактных плит для термосварки. Как и в случае контактной плиты для вставного выпускного элемента 30 нагретая сварочная контактная плита на рабочем месте 116 для приваривания второго или предназначенного для лекарственного препарата впускного элемента имеет форму, согласованную так, что при прижатии друг к другу двух половин сварочной контактной плиты они образуют, по существу, эллиптический карман, имеющий форму, представляющую собой зеркальное отображение выпуклой привариваемой поверхности второго удаляемого проходного элемента.
После этого рулонный материал пошагово перемещают на второе возможное рабочее место 118 для приваривания удаляемого впускного элемента для первого отделения, на которой материал переднего и заднего листов контейнера сжимают и путем термосварки приваривают к скошенному фланцу 76 удаляемого проходного элемента 72 для первого отделения.
Рационально то, что порядок приваривания удаляемых проходных элементов к контейнеру чисто произвольный и что рабочее место 116 приваривания второго удаляемого проходного элемента может также просто следовать за рабочим местом 118 приваривания первого удаляемого проходного элемента и наоборот. Кроме того, сварочные рабочие места, предназначенные для приваривания удаляемых проходных элементов 72 и 74 к контейнеру 10, могут предшествовать рабочему месту 114 образования по периметру сварного шва. Кроме того, дополнительное (необязательное) сварочное рабочее место, а именно рабочее место 120 образования разъединяемых сварных швов, показанное на фиг.7 как следующее за рабочим местом 110 вставки удаляемых проходных элементов и предшествующее рабочему месту 114 образования по периметру сварного шва, в возможном варианте предусмотрено для образования разъединяемых сварных швов между первой боковой стороной 27 и противоположной второй боковой стороной 28 контейнера 10. Разъединяемые сварные швы пересекают контейнер 10 и делят его на несколько отделений. В альтернативном варианте возможное рабочее место 120 образования разъединяемых сварных швов может предшествовать рабочему месту 112 вставки проходных элементов, что осуществимо простой перестановкой устройства для образования разъединяемых сварных швов на пути перемещения полотна пленки. Также очевидно, что может быть предусмотрено несколько рабочих мест образования разъединяемых сварных швов при необходимости изготовления контейнера со многими отделениями.
Для специалиста в данной области должно быть очевидным то, что каждое из множества последовательных, но независимых сварочных устройств на соответствующих рабочих местах может иметь такую конструкцию, которая позволяет ему работать автоматически, когда полотно пленки пошагово перемещается на соответствующие рабочие места. В альтернативном варианте сварочные рабочие места могут иметься в машине для изготовлении контейнеров, но при этом оставаться в нерабочем состоянии, так что соответствующие им сварные швы не будут образованы у определенной партии контейнеров. В частности, контейнер может быть изготовлен без каких-либо разъединяемых сварных швов, как более подробно будет описано ниже. После приваривания удаляемых проходных элементов рулонный материал контейнера пошагово перемещают на рабочее место 122 образования сварного шва в обрезаемой зоне, на которой путем термосварки образуют постоянный сварной шов на материале контейнера, который контактирует с некоторыми пропусками в постоянном сварном шве, перекрывает эти пропуски постоянного сварного шва вдоль общего периферийного края и проходит до края пленочного материала контейнера.
После операций термосварки контейнер может быть перемещен на рабочее место 124 пробивания отверстия для подвешивания или т.п., на котором образуется прорезь для крюка в центре верхней части контейнера. На последующих рабочих местах 126 и 128 осуществляют отделение контейнеров друг от друга путем разрезания рулонного материла у нижнего конца 20 (на рабочем месте 126), и затем на рабочем месте 128 отрезания верхней части происходит отделение материала контейнера от его верхнего конца 18, после чего контейнер выгружают из машины 88 для изготовления, и изготовление контейнера в основном завершено.
Для специалиста в данной области очевидно, что количество и конфигурация отделений, образующих контейнер, определяется исключительно количеством и расположением различных сварных швов, используемых для образования контейнера. Кроме того, в зависимости от количества отделений, которое предполагается получить в готовом изделии, предусматривают соответствующее количество удаляемых проходных элементов, которые располагают вдоль соответствующих им краев рулонного материала. Следует понимать, что модульный технологический процесс по изобретению может быть адаптирован для изготовления медицинских контейнеров, имеющих одно основное отделение, или контейнеров со многими отделениями, имеющих любое количество отделений, путем простого выполнения дополнительных разъединяемых сварных швов и дополнительных удаляемых проходных элементов, с помощью которых заполняют отделения. Для каждой конфигурации отделений и удаляемых проходных элементов сварочный пресс для обрезаемой зоны на рабочем месте 122 образования сварного соединения в обрезаемой зоне может быть надлежащим образом переналажен путем удаления одного рабочего элемента пресса и замены его на другой, которому придана такая форма, которая позволяет образовать один, три, четыре или т.п. канала или отверстия с тем, чтобы соединить множество удаляемых проходных элементов с множеством отделений.
Аналогичным образом для специалиста в данной области ясно, что состав материалов переднего и заднего листов
контейнера может быть изменен путем соответствующей замены рулонов для подачи рулонного пленочного материала, предназначенного для образования переднего и заднего листов, на другие пригодные материалы. В частности, оба рулона для подачи материала для переднего и заднего листов могут представлять собой рулоны однослойной пленки 80:20, так что готовый контейнер будет прозрачным с обеих сторон. Благодаря модульному принципу построения машины для изготовления контейнеров, рабочее место нанесения прозрачного барьерного слоя и рабочее место нанесения барьерного слоя из фольги могут быть сделаны нерабочими, это же относится к рабочему месту образования разъединяемых сварных швов, тем самым обеспечивается возможность конфигурирования установки для изготовления контейнеров таким образом, чтобы получить на выходе контейнер с одним отделением, который будет полностью прозрачным и который может содержать множество выпускных элементов, таких как отдельные выпускные элементы для медицинского препарата и вставные элементы.
Соответственно видно, что машина для изготовления контейнеров по изобретению пригодна для изготовления широкого ряда медицинских контейнеров, имеющих различные размеры, различные конфигурации сварных швов и различные места расположения впускных и выпускных элементов. Очевидно, что все изготовленные таким образом контейнеры пригодны для расширения с целью увеличения их вместимости и последующего асептического заполнения в соответствии с принципами настоящего изобретения, а также пригодны для использования в процессе, при котором предусмотрена окончательная стерилизация, если это желательно.
Образование сварных швов
Разъединяемые сварные швы 25 и 26, образованные во время описанного выше технологического процесса, представляют собой прямые сварные швы в форме узкого прямоугольника. Несмотря на то, что по виду они похожи на обычные прямолинейные сварные швы, разъединяемые швы в данном выполнении усовершенствованы за счет того, что они имеют более предсказуемые параметры разрушения для изделий одной партии, то есть они обладают однородной стойкостью к воздействию давления, действующего на них при манипулировании (контейнером).
Не ограничивая себя теорией, предполагается, что разъединяемость швов достигается за счет ограничения времени, давления и температуры теми значениями, которые необходимы для расплавления зоны контакта между внутренними слоями переднего и заднего листов, которые имеют более низкую температуру плавления по сравнению с промежуточным и наружным слоями заднего листа. Глубина структурных изменений во внутренних слоях в зоне расплавления ограничена, тем самым сварному шву придается свойство разъединяемости и в то же время обеспечивается достаточная прочность его для предотвращения разрыва при обычном обращении с контейнером. Предпочтительно усилие приведения контейнера 10 по изобретению в рабочее состояние строго контролируют для обеспечения целостности контейнера при экстремальных условиях транспортирования и погрузки-выгрузки, и при этом оно должно быть таким, чтобы все пользователи могли легко перевести контейнер в рабочее состояние. Это усилие приведения контейнера в рабочее состояние характеризуется давлением разрыва, которое предпочтительно составляет приблизительно 4±1 psi (27,58 кПа ± 6,895 кПа). Однако это давление может быть немного увеличено для обеспечения возможности размещения больших объемов, связанных с расширенными контейнерами, описанными в данной заявке.
Установлено, что для достижения такой однородности давления разрыва для, по существу, прямоугольного сварного соединения следует регулировать температуру, которая представляет собой критический параметр. Равномерная реакция на давление разрыва может быть обеспечена путем регулирования температуры сварки так, чтобы она изменялась не более чем на ±2oF (±1,11oC). Промышленные устройства для термосварки не способны регулировать изменения сварочной температуры до таких желательных пределов. Однако длительность термосварки можно регулировать очень точно. Соответственно время выбрано в качестве регулируемого параметра, и регулируют время для компенсации изменений температуры при термосварке. Отслеживают время и давление сварочной головки, чтобы гарантировать то, что они находятся в приемлемых интервалах, описанных выше, и соответствующим образом регулируют время термосварки. В то время как контактное давление предпочтительно находится в интервале от приблизительно 230 psi (1585,79 кПа) до приблизительно 340 psi (2344,22 кПа), для специалиста в данной области очевидно, что нижнее значение для интервала (около 230 psi (1585,79 кПа)) предусмотрено для удобства при настройке параметров промышленного устройства для термосварки. До тех пор пока давление, действующее со стороны контактных пластин устройства для термосварки на материал контейнера, будет достаточным для того, чтобы с усилием ввести свариваемые слои материалов в контакт на площади поверхности желательного сварного соединения, разъединяемый сварной шов будет образовываться при соблюдении соответствующей температуры и времени. Действительно, было экспериментально установлено, что выход значений температуры и продолжительности термосварки за пределы, установленные в соответствии с настоящим изобретением, приводит к образованию сварных швов, которые не только не дают желательной равномерной стойкости (прочности), но также не способны полностью разделяться вдоль всей длины сварного шва. Неполное разделение сварного шва часто приводит к тому, что часть разбавителя, например, остается захваченной в угловых зонах, имеющих угол 90o, где разъединяемые сварные швы контактируют с постоянными периферийными сварными швами контейнера. Соответственно соотношение разбавителя и медикамента в смеси может оказаться не таким, как ожидалось, и подача медикамента может происходить при более высокой концентрации, чем желательная.
Примеры конкретных заданных значений времени, температуры и давления, при которых будут образовываться разъединяемые сварные швы на пленке 80:20 в показанных вариантах, имеющие давление разрыва приблизительно 4±1 psi (27,58 кПа ± 6,895 кПа), включают в себя следующие значения: давление 235 psi (1620,27 кПа), температура = 257oF (125oC) и время = 1,9 секунды, и давление = 235 psi (1620,27 кПа), температура = 263oF (128,3oС) и время = 1,75 секунды.
Более высокие температуры и соответствующие давления и времена используются для образования периферийных постоянных сварных швов, полученных термосваркой, и для приваривания выпускного элемента, при этом происходят изменения структуры в большей части привариваемых слоев или на большей глубине привариваемых слоев. Такие сварные швы могут быть образованы путем термосварки при температуре 290oF (143,3oС) и давлении до 200 psi (1378,95 кПа) в течение приблизительно двух секунд. Для специалистов в данной области очевидно, что можно использовать различные технологии для образования как постоянных, так и разъединяемых сварных швов при изготовлении контейнера по изобретению. В частности, очевидно, что регулирование температуры при сварке в большей степени (изменение ее не более чем на ±2oF (±1,11oС)) также обеспечит возможность образования разъединяемых сварных швов, имеющих равномерную реакцию на давление разрыва. Кроме того, в качестве регулируемого параметра при образовании сварного шва выбрано время, поскольку его можно точно контролировать. Точное регулирование температуры, давления или обоих этих параметров даст тот же результат.
Увеличение отделений
После того как контейнер 10 дойдет до стадии изготовления, показанной в качестве примера на фиг. 6, его вместимость может быть увеличена в соответствии с принципами настоящего изобретения. В частности, любое из отделений 22, 23 и 24 может быть расширено или увеличено иным образом для увеличения его емкости. Например, первое отделение 22 может быть неизменяемо расширено для увеличения количества хранящегося в нем разбавителя. Это может оказаться особенно предпочтительным в том случае, когда желательна меньшая дозировка медикамента или когда используется более концентрированный медикамент.
Первое отделение 22 может быть расширено путем вытягивания или переднего листа 12, или заднего листа 14, или обоих листов наружу от общей плоскости 70. Это вытягивание приводит к удлинению слоев пленки, которые образуют соответствующий передний или задний листы 12 и 14 как в продольном, так и в поперечном направлениях. Отделения 22, 23 и 24 могут быть удлинены или иным образом вытянуты в различной степени для того, чтобы обеспечить возможность достижения различной степени увеличения вместимости.
Например, и как лучше всего показано на фиг.5, рассматриваемой совместно с фиг. 6, первое отделение 22 может быть расширено путем временной подачи газа под давлением в первый удаляемый проходной элемент 72. Газ под давлением обеспечивает раздувание первого отделения 22 и приложение расширяющей силы к площади поверхности каждого из переднего и заднего листов 12 и 14. Под действием этой силы происходит необратимое вытягивание материалов переднего и заднего листов 12 и 14. Предпочтительно первое отделение 22 необратимо вытянуто или удлинено как в направлении обработки (в продольном направлении), так и в поперечном направлении с помощью газа под давлением до желательной вместимости. Для облегчения соответствующего вытягивания и придания формы каждому из переднего и заднего листов 12 и 14 может быть использовано приспособление или форма, имеющая фасонные полости, что более подробно будет описано ниже. Газ под давлением может представлять собой сжатый воздух. Однако могут быть использованы другие сжатые газы или даже жидкости. Предпочтительно газ под давлением представляет собой воздух или азот, отфильтрованный с помощью фильтра с порами 0,2 микрона.
На фиг. 8-10 показан альтернативный вариант выполнения гибкого медицинского контейнера, изготовленного в соответствии с принципами настоящего изобретения и имеющего одно отделение. В данном варианте элементы, аналогичные элементам по предшествующему варианту выполнения, обозначены теми же ссылочными позициями с добавлением буквы "а". Как показано, гибкий контейнер 10а может быть предназначен для комбинированного хранения и введения медицинского раствора.
В данном варианте выполнения передний лист 12а и, по существу, противолежащий задний лист 14а приварены друг к другу вдоль значительного участка общего периферийного края 16а для образования единственного внутреннего объема 17а. При желании внутренний объем 17а может быть разделен на два или более отделений за счет использования разъединяемых сварных швов, проходящих от первой боковой стороны 27а общего периферийного края 16а до противоположной второй боковой стороны 28а общего периферийного края 16а и по отдельности соединяют передний и задний листы 12а и 14а вместе, как было описано выше.
Пара расположенных на некотором расстоянии друг от друга, удаляемых проходных элементов 72а и 74а может быть закреплена вдоль первой боковой стороны 27а общего периферийного края 16а, и выпускной элемент 30а может быть закреплен вдоль нижней стороны 20а. Элементы 72а, 74а и 30а расположены между передним и задним листами 12а и 14а вдоль разрывов в постоянном сварном шве и приварены на их место термосваркой, как описано выше. Элементы 72а, 74а и 30а предпочтительно выполнены как часть этого контейнера 10а с одним отделением для облегчения увеличения внутреннего объема 17а, а также для использования с обычным транспортно-погрузочным и манипуляционным оборудованием и технологическим оборудованием. Таким образом, элементы 72а, 74а и 30а и их изготовление могут быть идентичны указанным элементам и их изготовлению в случае описанного выше контейнера с несколькими отделениями.
Контейнер 10а изготавливают со стандартизированным или нерасширенным размером. На этой стадии в процессе изготовления контейнер может быть увеличен или альтернативно контейнер может сохранить свой нерасширенный объем в том виде, как он образован при изготовлении, и может быть переведен на операцию асептического наполнения. В примере по фиг.8 показан контейнер 10а, который может быть изготовлен с, по существу, плоским передним листом 12а, образованным из одного полимерного слоя, как было описано выше, и имеющим аналогичные размеры, противоположным плоским задним листом 14а, образованным из многослойного ламината, как также было описано выше. Описанные выше прозрачный и непрозрачный барьерные слои были исключены. При отсутствии отделения для медикамента такие слои, как правило, не нужны. Однако барьерные слои могут быть добавлены или выполнены иным образом, если, как будет описано ниже, желательно получение варианта осуществления с многими отделениями и с увеличенным отделением или отделениями.
Контейнер 10а по фиг.8 предпочтительно имеет длину или высоту в вертикальном направлении вдоль первой и второй боковых сторон 27а и 28а приблизительно 8,25 дюйма (~21 см) и ширину вдоль верхней и нижней сторон 18а и 20а приблизительно 5,25 дюйма (~ 13 см). В данном варианте постоянный сварной шов, проходящий вдоль общего периферийного края 16а, может ограничивать внутренний объем 17а с максимальными размерами в плоскости приблизительно 7,0 дюймов (~18 см) на приблизительно 3,5 дюйма (~9 см). Эти размеры приблизительны и даны без учета открытых пространств между удаляемыми проходными элементами 72а и 74а и внутренним объемом 17а. Таким образом, описанный контейнер 10а имеет площадь 70а поверхности, составляющую приблизительно 24,5 квадратных дюйма (~158 см2) для каждого из переднего и заднего листов 12а и 14а.
После изготовления контейнер 10а с одним отделением имеет определенную вместимость, составляющую приблизительно от 130 до 150 мл (миллилитров). Только в качестве примера эту вместимость определяют путем простого заполнения внутреннего объема 17а жидкостью и последующего измерения этого количества в градуированном цилиндре. Однако может оказаться желательным иметь большую вместимость при общих прямоугольных границах описанного контейнера. Как было рассмотрено, общая вместимость контейнера 10а может быть значительно увеличена путем вытягивания, по меньшей мере, одного из переднего и заднего листов внутреннего объема 17а. Эта операция может включать вытягивание каждого из листов 12а и 14а в разной степени. Предпочтительно каждый из расширяемых переднего и заднего листов 12а и 14а вытягивают наружу или в сторону от общей плоскости 71а, как лучше всего показано на фиг.9, чтобы каждый из листов образовал криволинейную поверхность, как лучше всего показано на фиг. 10. В используемом здесь смысле термин "плоский" по отношению к переднему и заднему листам 12а и 14а относится к соответствующим листам перед их вытягиванием.
В некоторых случаях может оказаться желательным вытянуть только один из переднего и заднего листов 12а или 14а. В этих случаях наиболее вероятным претендентом на вытягивание будет передний лист 12а. Это в основном обусловлено тем, что задний лист 14а включает слой алюминиевой фольги или аналогичный барьерный слой и обязательно имеет меньший модуль упругости и обычно меньшую способность к растяжению. Поскольку передний лист 12а представляет собой, по существу, однородный слой с большей способностью к растяжению, то при вытягивании переднего листа 12а достигается большее растяжение по сравнению с вытягиванием заднего листа 14а. Кроме того, задний лист 14а часто используют для маркировок, включая инструкции по введению и смешиванию. Печать может быть менее эффективной на вытянутом и искривленном листе. Считывание отпечатанной информации на необратимо вытянутом искривленном листе также может оказаться затруднительным. Однако в определенных случаях применения также может быть вытянут только задний лист 14а.
Что касается удлинения любого из переднего или заднего листов 12а или 14а, то для контейнера, изготовленного в соответствии с настоящим изобретением, следует иметь в виду то, что характеристики удлинения переднего и заднего листов зависят от конкретных материалов, из которых они изготовлены. Физические и механические свойства различных однослойных и многослойных пленок, используемых при изготовлении медицинского контейнера, при растяжении сравнительно легко определяются способами стандарта ASTM D-882-81. Типовые механические свойства при растяжении различных компонентов однослойных и многослойных пленок, описанных выше, можно узнать у производителя пленок с помощью карт технических характеристик конкретной пленки. Например, эластомерный сополимер стирол-этилен-бутилен-стирола марки KRATON G1652 обычно имеет предел прочности при растяжении приблизительно 4500 psi (31026,42 кПа), характеризуется удлинением при разрыве, составляющим 500%, и имеет модуль (упругости) приблизительно 700 psi (4826,33 кПа) при удлинении 300%. Аналогично сополимер марки Fina 29450 имеет обычно предел прочности при растяжении приблизительно 2500 psi (17236,9 кПа), в то время как слой алюминиевой фольги (ALCAN 1145) имеет, как правило, предел прочности при растяжении приблизительно 9300 psi (64121,27 кПа)(при толщине листа 0,001) и стандартную характеристику удлинения (при толщине листа 0,001) приблизительно 4,2%. Для специалиста в данной области совершенно очевидно, что другие пленки, имеющие различные значения предела прочности при растяжении и различные характеристики удлинения, обязательно будут обладать способностью к расширению соответственно в большей или меньшей степени по сравнению с пленками, указанными выше. Такие отличающиеся характеристики удлинения можно легко определить с помощью результатов обычных испытаний, полученных при постоянных скоростях раздвигания зажимов, постоянных температурах и одинаковых формах образцов, таких как образец в виде гантели или двойной лопатки, вырезанный с помощью штанцевого ножа С, соответствующего требованиям Американского общества по испытанию материалов (ASTM die С).
Со ссылкой на фиг.11-12 будет описан вариант осуществления инструмента (формы) 130 в соответствии с настоящим изобретением, который предназначен для использования при увеличении контейнера 10а по настоящему изобретению. Инструмент 130 выполнен так, чтобы размещать в нем, по меньшей мере, часть внутреннего объема 17а. Инструмент 130 включает верхнюю часть 132 и противоположную нижнюю часть 134. В показанном варианте выполнения нижняя часть 134 инструмента имеет внутреннюю полость 136, а верхняя часть 132 инструмента имеет противолежащую внутреннюю полость 138. Плоская наружная поверхность 140 окружает каждую из полостей за исключением места, где расположено отверстие 142 у одного из впускных и выпускных элементов 72а, 74а и 30а. Другие конструкции инструмента могут включать часть 132 или 134, выполненную без полости, но имеющую, по существу, плоскую поверхность. Эта конструкция предпочтительна при расширении только одного из переднего и заднего листов 12а и 14а. Другие конструкции предусматривают изменение размера и формы каждой полости 136 и 138, чтобы эти полости соответствовали по форме удлиненным переднему и заднему листам 12а и 14а.
Инструмент 130 может также содержать соединительные устройства 144, такие как штифты и соответствующие им отверстия, для обеспечения того, что верхняя и нижняя части 132 и 134 инструмента будут оставаться неподвижными и взаимно заблокированными при использовании. Тем не менее, любые другие устройства или способы могут использоваться для удерживания частей 132 и 134 инструмента выровненными друг относительно друга и присоединенными друг к другу. Уплотняющая кромка 146 может окружать по периферии, по меньшей мере, одну из полостей 136 и 138, и она соответствует по форме отпечатку сварных швов расширяемого отделения. Уплотняющая кромка 146 удерживает передний лист 12а и задний лист 14а вместе во время процесса расширения и удерживает газ под давлением внутри своих границ. Это позволяет предотвратить ситуацию, при которой усилие раздува будет в значительной степени передаваться в постоянное сварное соединение вдоль общего периферийного края 16а. Уплотняющая кромка 146 может содержать кольцевое уплотнение или аналогичный элемент и может быть предусмотрена на каждой части 132 и 134 инструмента или в альтернативном варианте только на одной из частей инструмента. Уплотняющая кромка 146 предпочтительно выполнена с пропуском или прерывается каким-либо иным образом вокруг отверстия 142. Это позволяет газу под давлением поступать во внутренний объем 17а и выходить из внутреннего объема 17а. Предпочтительно отверстие 142 расположено рядом с одним из проходных элементов 30а, 72а или 74а для впуска или выпуска для обеспечения возможности накачивания газа под давлением и выпуска его через тот же элемент.
В варианте, показанном на фиг.11, инструмент 130 выполнен так, чтобы разместить в нем весь внутренний объем 17а контейнера 10а с одним отделением. Контейнер 10а помещают на нижнюю часть 134 инструмента так, чтобы наружная поверхность переднего листа 12а была обращена к поверхности внутренней полости 136 и общий периферийный край 16а опирался на плоскую поверхность 140. Уплотняющая граничная кромка 146 выровнена (выставлена) непосредственно внутри по отношению к постоянному сварному шву вдоль общего периферийного края 16а. Два находящихся на некотором расстоянии друг от друга паза 148 для удаляемых проходных элементов расположены вдоль общей стороны каждой из частей 132 и 134 инструмента, и каждому из этих пазов придана такая форма, которая позволяет размещать в нем один из удаляемых проходных элементов 72а и 74а. Паз 150 для выпускного элемента 30а расположен вдоль второй общей стороны частей 132 и 134 инструмента, и этому пазу придана такая форма, которая позволяет размещать в нем выпускной элемент 30а.
Как только контейнер 10а будет установлен внутри одной из частей 132 и 134 инструмента и предпочтительно внутри нижней части инструмента, как описано выше, противолежащие части инструмента могут быть соединены вместе. Верхняя часть 132 инструмента может быть установлена на нижней части 134 инструмента таким образом, что наружная поверхность заднего листа 14а будет обращена к верхней полости 138, и элементы 30а, 72а и 74а для выпуска и впуска будут входить в пазы 148 и 150 для этих элементов. Плоская поверхность 140 верхней части 132 инструмента будет выставлена относительно плоской поверхности 140 нижней части 134 инструмента таким образом, что весь общий периферийный край 16а, за исключением зоны отверстия 142, окажется зажатым с обеспечением ограничения его смещения между этими плоскими поверхностями. Отверстие 142 обеспечивает возможность прохода газа под давлением в первый удаляемый проходной элемент 72а и выхода газа из этого элемента. Вставленный контейнер 10а теперь может быть накачан газом под давлением с целью надувания внутреннего объема 17а и принудительного расширения переднего и заднего листов 12а и 14а до поверхностей полостей 136 и 138.
Также могут быть выполнены любые другие варианты конструкции инструмента 130, которые могут быть выбраны специалистами в данной области, и, таким образом, предусмотрено, что приведенный в качестве примера вариант не является ограничивающим. Дополнительные приведенные в качестве примера варианты выполнения могут включать инструмент, имеющий верхнюю и нижнюю полости разного размера, или инструмент с одной частью, имеющей полость, и противоположной плоской поверхностью. Данный вариант выполнения может быть особенно полезным в том случае, когда необходимо вытянуть только один из переднего и заднего листов 12а и 14а. В альтернативном варианте инструмент может иметь некоторое количество отличающихся друг от друга полостей внутри каждой части в случае его использования с контейнерами, имеющими много отделений. В данном варианте осуществления может потребоваться выполнение отверстия, проходящего в каждую из отличающихся друг от друга полостей, предназначенных для надувания различных отделений, и участков плоской поверхности на каждой из частей инструмента, предназначенных для создания опоры для разъединяемых сварных швов, ограничивающих каждое из отделений. При увеличении только одного отделения контейнера со многими отделениями каждая часть инструмента может включать в себя только одну полость, но с размерами, несколько меньшими, например, по сравнению с наружным диаметром отделений.
Пазам 148 для удаляемых проходных элементов и пазу 150 для выпускного элемента может быть придана такая форма, которая позволяет им обеспечивать выравнивание контейнера 10а внутри инструмента 130. Таким образом, они могут включать канавки для приема буртиков 78а и 80а на удаляемых проходных элементах 72а и 74а или иметь другие конфигурации для размещения каждого из проходных элементов с возможностью фиксации. В альтернативном варианте такая конфигурация может быть придана только одному или двум из пазов 148 и 150 для приема проходных элементов. Тем не менее другие устройства и способы также могут быть использованы для установки контейнера 10а внутри инструмента 130, известные специалистам в данной области. Например, могут быть предусмотрены выравнивающие канавки вдоль плоской поверхности 140, предназначенные для приема, по меньшей мере, части верхней, нижней или боковых сторон 18а, 20а, 27а и 28а контейнера 10а. В альтернативном варианте паз, выемка или другой выравнивающий элемент (не показан) может быть предусмотрен на контейнере 10а и сопряженная выравнивающая опора (штифт) или т.п. может быть предусмотрена на инструменте 130.
В предпочтительном варианте инструмент 130 с зафиксированным в нем контейнером 10а приводится в действие с помощью расширяющей машины 152 для надувания и расширения, как лучше всего показано на фиг.13. Предпочтительно машина 152 для расширения включает стол или рабочее основание 154 для приема и манипулирования инструментом 130. В этом случае инструмент 130 устанавливают во входную часть 156 машины 152. Как только инструмент 130 окажется внутри машины 152, используют цилиндры 157 для зажима противоположных частей 132 и 134 приспособления вместе или для того, чтобы каким-либо иным образом удержать эти части вместе. Цилиндры 157 могут быть гидравлическими, с приводом от электродвигателя и т.п., но предпочтительны пневмоцилиндры. Также можно использовать другие способы и устройства, такие как зажимные скобы, для удержания двух половин инструмента вместе во время процесса расширения.
Источник газа 158 под давлением подсоединяют к отверстию 142 внутри инструмента 130, и контейнер 10а надувают газом 158 под давлением, чтобы полностью расширить передний лист 12а до поверхности нижней полости 136 и задний лист 14а до поверхности верхней полости 138. Это расширение приводит к необратимому вытягиванию и постоянной вытянутости переднего листа 12а и заднего листа 14а наружу от общей плоскости, образованной общим периферийным краем 16а внутри инструмента 130. Газ 158 под давлением можно удерживать внутри инструмента 130 в течение короткого периода времени для удерживания переднего и заднего листов 12а и 14а у поверхностей соответствующих полостей 136 и 138. Поддержание внутреннего объема 17а в надутом состоянии приводит к уменьшению степени усадки или упругого восстановления после деформации. Как правило, в случае описанных выше пленочных конструкционных материалов этот период составляет менее минуты. После этого газ 158 под давлением может быть выпущен, инструмент 130 извлечен из машины 152 для расширения и увеличенный контейнер 10а удален из инструмента 130. Предпочтительно стадия расширения автоматизирована.
В показанном варианте контейнер 10а расширяют от исходной или неувеличенной вместимости, составляющей приблизительно 130-150 мл, до увеличенной вместимости, составляющей приблизительно 250-300 мл, при этом имеется в виду вместимость, как определено в данной заявке. Предпочтительно контейнер 10а расширяют до вместимости приблизительно 260-280 мл и более предпочтительно до приблизительно 280±5 мл. Для получения этих конкретных конечных размеров контейнера с одним отделением, проиллюстрированного в качестве примера на фиг. 8, верхней и нижней полостям 136 и 138 инструмента придают такую форму, чтобы они имели площадь у основания, соответствующую площади отделения контейнера, то есть приблизительно 7 дюймов (~18 см) на приблизительно 3,5 дюйма (~9 см), и чтобы глубина каждой из полостей была достаточной для образования объема приблизительно 300 мл для нижней полости 136 инструмента и объема приблизительно 100 мл для верхней полости 138 инструмента. В частности, нижнюю полость 136 инструмента образуют с глубиной приблизительно 1,5 дюйма (~ 4 см), в то время как верхнюю полость 138 инструмента образуют с глубиной приблизительно 0,6 дюйма (~1,5 см). Кроме того, стороны каждой из полостей выполняют такими, чтобы они плавно переходили в основание полости с постоянной кривизной с тем, чтобы свести к минимуму любые "четко выраженные угловые зоны", в которые материал контейнера может быть вдавлен в результате раздувания материала.
Таким образом, противолежащие полости 136 и 138 инструмента при соединении их вместе имеют общий объем приблизительно 400 мл и площадь в продольном сечении приблизительно 24,5 квадратных дюйма (158 см2). Эти значения объемов и площадей даны не строго точные, поскольку зоны внутри пазов 148 и 150 для впускных и выпускного элементов неизбежно не учитываются. Также следует отметить, что вследствие большей глубины нижней полости 136 инструмента (и соответственно ее увеличенного объема) обеспечивается возможность вытягивания переднего листа 12а в значительно большей степени по сравнению с задним листом 14а. Причина, по которой существует разница в объемах между верхней и нижней полостями инструмента, заключается в том, что материалы переднего и заднего листов расширяются до тех пор, пока они не войдут в контакт с внутренними поверхностями полостей. Глубину каждой полости и соответствующий ей объем выполняют такими, чтобы они соответствовали типовым характеристикам растяжения пленки, которая будет расширяться в данной полости.
Внутренний объем 17а предпочтительно надувают сжатым воздухом с давлением от приблизительно 10 до 30 psi (от приблизительно 69 кПа до 207 кПа) в течение периода времени приблизительно от 1 до 30 секунд. Можно использовать давления менее 10 psi (69 кПа), однако в этом случае развиваемое усилие, как правило, будет не достаточным для того, чтобы обеспечить необратимое вытягивание описанных переднего и заднего листов 12а и 14а до стенок полости. Использование различных материалов, например, для контейнера, имеющего два однородных слоя, аналогичных описанному однослойному переднему листу 12а, может обеспечить эффективное вытягивание при давлении 10 psi (69 кПа) или ниже. Значения давления, составляющие приблизительно 30 psi (207 кПа) и выше, приводят к тому, что передний и задний листы 12а и 14а стремятся быстро расшириться до (внутренних стенок) полостей 136 и 138. Это быстрое расширение может привести к слишком быстрому вытягиванию материала, что может вызвать сморщивание материала, расслоения внутри многослойного заднего листа 14а и другие нежелательные последствия. Можно использовать более высокие давления путем медленного или постепенного накачивания внутреннего объема 17а при ступенчатом повышении давления или альтернативно путем нагрева сжатого газа.
Также можно нагревать расширяемый лист или поверхности полости. Эти и другие способы и устройства могут быть использованы для изменения предпочтительных давлений и интервалов времени, необходимых для получения желательной увеличенной вместимости контейнера 10а, как известно специалистам в данной области.
В предпочтительном варианте внутренний объем 17а надувают внутри описанного инструмента 130 сжатым воздухом под регулируемым давлением от приблизительно 15 до 25 psi (от приблизительно 103 кПа до 172 кПа) в течение интервала времени от 15 до 25 секунд. Более предпочтительно давление регулируют до значения приблизительно 20 psi (138 кПа) и поддерживают в течение приблизительно 15 секунд при температуре окружающей среды. Увеличение давления или продолжительности могло бы привести к дополнительному вытягиванию каждой из пленок, если бы объем приспособления для расширения был соответствующим образом увеличен. Это увеличенное расширение, естественно, привело бы к увеличенной вместимости расширенного контейнера. Аналогичным образом уменьшение давления или продолжительности его приложения приводит к уменьшенному расширению и меньшим вместимостям. При указанных предпочтительных параметрах обеспечивается расширение переднего листа 12а полностью до внутренних поверхностей нижней полости 136 объемом 300 мл и расширение заднего листа 14а полностью до внутренних поверхностей верхней полости 138 объемом 100 мл, и в результате создается общая увеличенная вместимость приблизительно 280 мл плюс/минус 5 мл. Усадка, обусловленная релаксационным модулем упругости материалов, приводит к тому, что увеличенная вместимость контейнера 10а будет меньше суммарного объема полостей 136 и 138. С целью уменьшения дальнейшей усадки может быть использован процесс разблокирования, что более подробно будет описано ниже.
Приведенный в качестве примера вышеописанный процесс расширения приводит к образованию площади поверхности переднего листа 12а, увеличенной приблизительно на 10%, и площади поверхности заднего листа 14а, увеличенной приблизительно на 6%. Однако предпочтительные материалы могут обладать способностью быть постоянно деформированными в значительно большей степени, что позволяет изготавливать контейнеры даже большей вместимости. Например, площадь поверхности переднего листа 12а, содержащего предпочтительный материал 80: 20, может быть увеличена, по меньшей мере, приблизительно на 16%, в то время как площадь поверхности заднего листа 14а, изготовленного из предпочтительного многослойного материала, может быть увеличена приблизительно на 10%. Площадь поверхности переднего листа, содержащего предпочтительный материал 80: 20, может быть увеличена в большей степени по сравнению с площадью поверхности предпочтительного заднего листа 14а частично вследствие меньшей эластичности слоя алюминия в многослойной структуре заднего листа.
Как только контейнер 10а будет увеличен, его разблокируют. При данном процессе внутри увеличенного внутреннего объема 17а сохраняется некоторый объем газа, достаточный для того, чтобы удержать внутренний объем в расширенном состоянии. Разблокирование предотвращает дальнейшую усадку расширенного внутреннего объема 17а, которая может возникнуть вследствие присущей материалам эластичности, определяемой релаксационным модулем упругости. Это может оказаться особенно предпочтительным для переднего листа 12а, который, как правило, расширяют до большей степени удлинения и у которого отсутствует опора в виде приклеенного слоя алюминия.
Разблокирование включает в себя закачивание в контейнер 10а газа низкого давления, чтобы гарантировать полное расширение внутреннего объема 17а до увеличенной конфигурации. Газ низкого давления может представлять собой сжатый воздух, давление составляет всего несколько psi (1 psi : ≈7 кПа). Тем не менее также можно использовать и другие газы, такие как сухой азот. Предпочтительно давление разблокирования регулируют до значений ниже приблизительно 10 psi (69 кПа), и более предпочтительно - до значений в интервале от приблизительно 1 до 5 psi (от приблизительно 7 кПа до 35 кПа). Это позволяет предотвратить продолжающуюся усадку, возникновение напряжений на сварных соединениях и т.п. Как только внутренний объем 17а будет полностью расширен, удаляемые проходные элементы 72а и выпускной элемент 30а закрывают пробками. Давление газа внутри герметично закрытого объема 17а создает противодействие дальнейшей усадке этого объема 17а. Разблокирование может происходить внутри машины 152 для расширения. Однако в предпочтительном варианте может быть предусмотрено рабочее место разблокирования.
Дополнительный вариант выполнения медицинского контейнера, изготовленного с увеличенным объемом отделений, будет описан далее со ссылкой на фиг. 6, 11 и 12. Фиг.6 представляет собой полусхематичный вид спереди конкретного варианта контейнера со многими отделениями на той же стадии процесса его изготовления, что и контейнер с одним отделением, показанный на фиг.8. Контейнер со многими отделениями на фиг.6 отличается от варианта с одним отделением тем, что разъединяемые сварные швы 25 и 26 соединяют стороны контейнера и проходят между постоянными периферийными сварными швами 16 на каждой боковой стороне контейнера для образования промежуточного отделения 23, предназначенного для содержания в нем, например, медикамента. Разъединяемые швы 25 и 26 также выполняют функцию ограничения отделения 22 для разбавителя и выпускного отделения 24, которое является пустым. Контейнер со многими отделениями, выполненный в соответствии с вариантом по фиг.6 и изготовленный из пленок и посредством технологий, описанных выше, способен удерживать сравнительно ограниченный объем жидкого разбавителя в отделении 22. Как упомянуто выше, многослойный задний лист выполнен из сравнительно жесткого барьерного материала, жесткость которого ограничивает объем разбавителя, который может быть введен в отделение 22, до приблизительно 60 мл. Действительно, контейнеры типа, показанного на фиг.1 и 6, обычно поставляются на рынок в виде контейнеров емкостью 50 мл, то есть они содержат 50 мл жидкого разбавителя, предназначенного для смешивания с медикаментом перед вливанием. Для обеспечения эффективности различных методов лечения, при которых выполняются вливания, обычно требуется, чтобы контейнеры для внутривенных вливаний были способны удерживать существенно больший объем по сравнению с составляющим приблизительно 60 мл объемом отделения 22 для разбавителя контейнера по фиг. 1 и 6. В частности, обычно используют контейнер РАВ фирмы McGaw Inc., Irvine, Калифорния, который вмещает 100 мл 0,9%-ного раствора хлорида натрия в состоянии частичного заполнения. Таким образом, можно видеть, что расширение отделения 22 для разбавителя у контейнера с многими отделениями типа показанного на фиг.1 и 6 особо желательно.
Как было описано выше в связи с описанием варианта по фиг.8, контейнер ограничивают внутри приспособления, имеющего полую внутреннюю полость или полости и накачиваемого газом под давлением, чтобы тем самым вытянуть материал переднего и заднего листов контейнера (в альтернативном варианте только переднего листа) с целью постоянного увеличения вместимости определенного отделения. Способ и устройство, описанные со ссылкой на фиг.9-13, одинаковым образом пригодны для использования в случае контейнера с многими отделениями по фиг.6. Все, что требуется, это то, чтобы площади оснований верхней и нижней полостей 136 и 138 были уменьшены или изменены с тем, чтобы они соответствовали по форме "отпечатку" отделения 22 для разбавителя контейнера 10 с многими отделениями по фиг.6.
"Отпечаток" отделения для разбавителя в том смысле, как этот термин используется в данном описании, является, по существу, прямоугольным по форме и ограничен с трех сторон постоянным периферийным сварным швом 16 и с четвертой стороны разъединяемым сварным швом 25, который отделяет отделение 22 для разбавителя от отделения 23 для медикамента. За исключением канала 41, образованного между отделением 22 для разбавителя и соответствующим удаляемым проходным элементом 72, отпечаток отделения будет представлять собой прямоугольник, который имеет ширину приблизительно 3,5 дюйма (~9 см) и длину приблизительно 5 дюймов (~13 см). Соответствующим образом выполняют уплотняющую граничную кромку (146 на фиг.11) и придают ей такие размеры, чтобы она по форме и размерам соответствовала "отпечатку" сварного шва отделения 22 для разбавителя контейнера с многими отделениями по фиг.1 и 6.
Поскольку сварной шов 25, отделяющий отделение для разбавителя от отделения для медикамента, представляет собой разъединяемый сварной шов, особое внимание должно быть уделено тому, чтобы гарантировать то, что уплотняющая граничная кромка (146 по фиг.11) будет иметь такую форму, которая обеспечит ее расположение немного внутрь от сварных швов, в частности, от сварного шва 55. Как было указано выше, разъединяемый сварной шов предназначен для разрыва под давлением, и с учетом этого следует признать то, что обеспечение наличия уплотняющей граничной кромки 146 внутри по отношению к "отпечатку" сварных швов и, в частности внутрь от "отпечатка" разъединяемого сварного шва 55 приводит к созданию ограничителя для действия давления, образует препятствие приложению давления разрыва на разъединяемый сварной шов.
Аналогично тому, как было описано в связи с вариантом по фиг.8, отделение 22 для разбавителя контейнера с многими отделениями по фиг.1 и 6 может быть расширено путем растяжения или переднего листа 12, или заднего листа 14, или обоих листов. Очевидно, что вследствие характеристик пленок, используемых для образования переднего и заднего листов 12 и 14, передний лист 12 может быть расширен в большей степени по сравнению с задним листом 14 при режиме с такими же параметрами продолжительности и давления, как были описаны в связи с фиг.8.
Вариант выполнения приспособления для использования при расширении отделения для разбавителя медицинского контейнера с многими отделениями, по существу, совершенно аналогичен варианту выполнения приспособления, описанному в связи с фиг.11 и 12. Однако вследствие меньшей площади "отпечатка" (3,5 дюйма • 5 дюймов (9 см • 13 см) в отличие от площади 3,5 дюйма • 7 дюймов (9 см • 18 см)) отделения для разбавителя по сравнению с площадью всего контейнера, значения глубины верхней и нижней полостей 136 и 138 соответствующим образом уменьшены с тем, чтобы не возникало чрезмерного растяжения пленочных материалов отделения для разбавителя. Как описано выше, нижняя полость 136 имеет площадь основания приблизительно 3,5 дюйма • 5 дюймов (9 см • 13 см) и глубину полости от приблизительно 0,75 дюйма (~2 см) до приблизительно 1 дюйма (~ 2,5 см) с целью образования объема полости от приблизительно 160 мл до приблизительно 175 мл. Предпочтительно в варианте по фиг.6 вытянут только передний лист, так что верхняя часть приспособления имеет, по существу, плоскую поверхность, которая выполнена без полости. Однако, если бы необходимо было выполнить полость, она имела бы площадь основания приблизительно 3,5 дюйма • 5 дюймов (9 см • 13 см) и глубину полости от приблизительно 0,25 дюйма (6 мм) до приблизительно 0,35 дюйма (9 мм) для образования объема полости от приблизительно 50 мл до приблизительно 60 мл. Выполнение полостей подобным образом обеспечивает возможность расширения отделения 22 для разбавителя от его номинальной стандартной емкости 50 мл до емкости приблизительно 100-150 мл, определенной таким образом, как было указано выше.
После размещения контейнера с многими отделениями по фиг.1 и 6 внутри соответствующего приспособления для раздувания, отделение для разбавителя надувают через соответствующий ему удаляемый проходной элемент (72 на фиг.6) отфильтрованным через фильтр с характеристикой 0,2 микрона воздухом или азотом при давлении впуска 20 psi (138 кПа). Отделение для разбавителя удерживают в раздутом состоянии приблизительно 15 секунд, чтобы дать пленке время для стабилизации в ее растянутом состоянии. После объемного расширения контейнер с многими отделениями готов для стерилизации, асептического наполнения, обрезки до конечных размеров и отгрузки конечному потребителю.
Стерилизация, заполнение и окончательное формирование контейнера
После увеличения контейнера 10а до желательной вместимости он предпочтительно имеет конфигурацию, показанную в качестве примера на фиг.8. В этом состоянии контейнер 10а готов для стерилизации и асептического заполнения
медицинским раствором. После стерилизации и заполнения удаляемые проходные элементы 72а и 74а могут быть удалены, и остается готовый увеличенный контейнер, лучше всего показанный на фиг.17.
При описании примера процесса заполнения конкретный вариант контейнера, подлежащего заполнению, в соответствии с изобретением представляет собой вариант, который включает в себя передний лист 12а из однослойной пленки и задний лист 14а из многослойной ламинированной пленки, включающей алюминиевую фольгу. Передний и задний листы 12а и 14а выполнены таким образом, чтобы образовать объемный контейнер 17а, который имеет часть общего периферийного края 16а, оставленную не герметизированной для заполнения контейнера через соответствующим образом предусмотренные удаляемые проходные элементы 72а и 74а. Этот вариант контейнера 10а на данной стадии изготовления лучше всего показан на фиг.8. Основные операции изготовления контейнера, включая выполнение выпускного элемента 30а и удаляемых проходных элементов 72а и 74а, осуществляются с помощью способа и устройства, описанных ранее.
Для того чтобы процесс асептического заполнения был приемлем для медицинских целей, незаполненный контейнер 10а должен подаваться (на операцию заполнения) в стерильном состоянии. Обычно стерилизация контейнеров происходит на отдельном технологическом участке или в отдельном производственном помещении из-за необходимости использования сравнительно дорогого и сложного оборудования и процессов для стерилизации материала. Особо нежелательным моментом процесса стерилизации является то, что контейнер приходится транспортировать в производственное помещение для стерилизации с целью обработки, после чего стерильность контейнера необходимо поддерживать во время его последующего хранения и транспортировки к оборудованию для асептического заполнения. Контейнер должен подаваться в зону асептического заполнения с помощью стерильного транспортера, чтобы предотвратить загрязнение асептической зоны контейнером. После введения в асептическую зону контейнер может быть заполнен асептически, но в дальнейшем транспортно-погрузочные и манипуляционные операции с контейнером должны проводиться стерильным образом.
В соответствии с практической реализацией принципов изобретения после выполнения основной части операций по изготовлению контейнера множество пустых контейнеров загружают в манипуляционный контейнер, который затем герметично закрывают для защиты содержащихся в нем гибких контейнеров 10а от загрязнений в окружающей среде.
Как показывает фиг.14, транспортный или манипуляционный контейнер, обозначенный в целом позицией 160 и называемый в данном описании "носителем", выполняет функцию транспортабельной стерильной изолированной камеры для стерилизации, транспортировки и введения в асептическую зону пустых контейнеров систематическим образом. Носитель 160 содержит три элемента: по существу, прямоугольный лоток 162, крышку 164 из привариваемой пленки и кассету с направляющими 166, предназначенную для создания опоры для множества контейнеров 10а внутри лотка и которая более подробно будет описана ниже. Описанный носитель 160 представляет собой приведенный в качестве примера вариант, и также могут использоваться другие конфигурации, как известно специалистам в данной области.
По существу, прямоугольный лоток 162 может быть изготовлен из полистирола методом формования листовых термопластов или из другого материала, способного выдерживать несколько циклов стерилизации без существенных разрушений. Лоток 162 может быть выполнен, по существу, в виде резервуара, при этом его верхний периферийный край отогнут наружу для образования плоской, сориентированной в горизонтальном направлении периферийной кромки или фланца 168, который выступает от сторон лотка 162 на расстояние от приблизительно 1/4 дюйма (6 мм) до приблизительно 1 дюйма (25 мм). Предпочтительно кромка 168 выступает на расстояние приблизительно 3/4 дюйма (19 мм) от сторон лотка, однако пригодно любое удлинение этой кромки, которое придает жесткость лотку 162 и обеспечивает достаточную поверхность для создания опоры для привариваемой крышки. Приблизительно в центральных зонах двух противолежащих коротких сторон образованы два противоположных кармана 170 и 172, которые проходят наружу от плоскости коротких сторон. Карманы 170 и 172 только частично проходят вниз вдоль сторон лотка и тем самым образуют две противолежащие выемки, в которые могут быть вставлены концы кассеты 166. Кассета 166 опирается на нижние поверхности карманов 170 и 172 и тем самым оказывается подвешенной над дном лотка 162 на высоте, достаточной для того, чтобы контейнеры 10а, расположенные на направляющих кассеты, могли быть свободно подвешенными внутри внутреннего пространства лотка. Соответственно карманы 170 и 172 в сочетании с кассетой 166 служат для поддерживания множества контейнеров 10а в определенном ориентированном положении во время транспортировки, хранения и стерилизации ультрафиолетовым излучением.
После того как кассета 166 будет загружена контейнерами 10а и вставлена в карманы 170 и 172, лоток 162 герметично закрывают от воздействия окружающей среды путем присоединения крышки 164 из пластиковой пленки с помощью термосварки к фланцу или кромке 168 в определенном ориентированном положении. В иллюстративных целях на фиг.14 пленочная крышка 164 показана на промежуточной стадии процесса приваривания, причем часть крышки поднята вверх, чтобы показать кассету 166, вставленную в лоток 162. Пленочная крышка 164 расположена на фланце 168 таким образом, что никакой материал пленочной крышки не "свисает" через край фланца лотка вокруг периметра лотка. В приведенном в качестве примера варианте осуществления крышка 164 из пластиковой пленки выполнена с такими размерами, которые позволяют располагать пленочную крышку на фланце 168 лотка так, что край пленочной крышки будет смещен внутрь от края фланца 168 лотка по всей периферии фланца. Кроме того, сварной шов, предназначенный для приваривания пленочной крышки, выполняют таким, чтобы он проходил за край пленочной крышки 164 с тем, чтобы гарантировать то, что никакая часть края пленочной крышки не останется неприваренной, что могло бы привести к образованию незакрепленного "клапана" на крае. Ориентация пленочной крышки, ее размещение и отсутствие незакрепленных краев имеют особо важное значение для процесса обеззараживания УФ излучением носителя 160 при его поступлении в асептическую зону. Щели, образованные при наличии незакрепленных краев пленочной крышки и/или клапанов из материала крышки, могут вызвать локальное затенение при подвергании (транспортного контейнера) воздействию ультрафиолетового излучения, при этом указанный затеняющий эффект может повредить процессу обеззараживания.
После того как пленочная крышка 164 будет приварена к фланцу 168 лотка посредством термосварки, носитель 160 образует герметично закрытую среду, которая служит для изолирования содержимого носителя от внешнего загрязнения. После этого носитель 160 может быть помещен во внешнюю оболочку, представляющую собой полиэтиленовый пакет, или аналогичное покрытие (не показано), которое выполняет функцию "пылезащитного чехла", и маркируется приклеиваемой этикеткой, которую помещают на внешнюю обертку.
Как показано на фиг.15 и 16, кассета 174 носителя может содержать множество полученных литьем под давлением полистирольных Т-образных направляющих 176, расположенных с интервалами друг от друга с тем, чтобы между ними образовались проходящие в продольном направлении пазы 178. Изготовленные контейнеры 10а могут быть загружены в кассету 174. Такие контейнеры 10а, как показанные на фиг.8, загружают в кассету 166 носителя путем вставки их удаляемых впускных элементов 72а и 74а в пазы 178, образованные между Т-образными направляющими 176 кассеты 166. Т-образные направляющие 176 могут иметь края, которые расположены на достаточном расстоянии (около 13 мм) друг от друга, так что центральный наполнительный ствол каждого удаляемого проходного элемента 72а и 74а может быть размещен между ними, и эти края приспособлены для того, чтобы входить в контакт с удаляемыми проходными элементами между их окружных буртиков (78а и 80а), так что каждый контейнер 10а оказывается захваченным полками Т-образных направляющих 176 ниже самого верхнего окружного буртика 80а удаляемого проходного элемента.
В приведенном примерном варианте выполнения кассеты носителя, показанной на фиг. 15 и 16, в ней предусмотрены четыре паза 178 для приема контейнеров 10а, причем контейнеры загружены в направляющие кассеты 166 попеременно с ориентацией влево и вправо. Удаляемые проходные элементы 72а и 74а каждого контейнера 10а вставляют в два из пазов 178. Первый контейнер может быть загружен во второй и четвертый пазы и сориентирован в первом горизонтальном направлении. После этого второй контейнер может быть загружен в кассету 166 так, что его удаляемые впускные элементы 72а и 74а окажутся вставленными в первый и третий пазы 178 кассеты. Второй контейнер 10а загружают во втором горизонтальном направлении, проходящем под углом 180o по отношению к первому контейнеру. Дополнительные контейнеры 10а загружают в кассету 166 носителя аналогичным образом, при этом чередуется левая и правая горизонтальная ориентация контейнера; удаляемые проходные элементы сориентированных влево контейнеров вставляют во второй и четвертый пазы, проходные элементы сориентированных вправо контейнеров загружают в первый и третий пазы, как описано выше, до тех пор, пока кассета 166 носителя не будет полностью заполнена. Очевидно, что каждый носитель сможет служить опорой большему количеству предварительно расширенных контейнеров, чем контейнеров большего размера.
После загрузки кассету 174 носителя размещают внутри лотка 162 так, чтобы концы Т-образных направляющих 176 оказались вставленными в карманы 170 и 172, образованные на концах лотка. Карманы 170 и 172 поддерживают кассету 166 носителя внутри внутреннего пространства лотка и создают дополнительную боковую опору, которая предотвращает смещение кассеты при транспортировке, стерилизации и хранении.
Герметично закрытый носитель с пустыми контейнерами внутри него помещают в полиэтиленовый пакет или аналогичную тару для стерилизации с помощью излучения, при которой носитель 160 и удерживаемые в нем контейнеры 10а стерилизуются электронным излучением или т.п. После того как вышеуказанная загрузка носителя и стерилизация электронным излучением будут завершены, стерилизованные медицинские контейнеры 10а могут асептически заполняться медицинским раствором. При этом может быть предусмотрена транспортировка носителя 160 и удерживаемых в нем контейнеров 10а на позицию асептического заполнения. Заполнение внутреннего объема 17а может быть выполнено с использованием технологии одновременно находящейся на рассмотрении заявки US Ser. 08/837927, поданной 11 апреля 1997, описание которой полностью включено в данную заявку путем ссылки. Эта технология может быть применена для одного медицинского раствора или в альтернативном варианте для заполнения многих отделений.
После стерилизации и заполнения изготовление расширенного контейнера по фиг. 8 может быть завершено путем удаления проходных элементов 72а и 74а и завершения постоянного сварного шва вдоль первой боковой стороны 27а общего периферийного края 16а. Готовый контейнер 180 имеет увеличенную емкость для хранения медицинского раствора по сравнению со стандартным или неувеличенным контейнером.
Последняя операция в процессе изготовления включает в себя удаление части первой боковой стороны 27а контейнера 10а, "заканчивающейся" внутри от удаляемых проходных элементов 72а и 74а и включающей в себя эти удаляемые проходные элементы. После этого каждое из соединений или каналов для текучей среды между удаляемыми элементами 72а и 74а и внутренним объемом 17а герметично закрывают. Это осуществляют путем образования постоянного сварного шва, аналогичного описанным выше, вдоль первой боковой стороны 27а непосредственно внутри от общего периферийного края 16. Этот постоянный сварной шов позволяет получить полностью закрытый объем 17а. При использовании контейнера с многими отделениями постоянный сварной шов может быть образован вдоль каждого проходного элемента 72а и 74а после каждого соответствующего наполнения. После этого часть первой боковой стороны 27а, включая проходные элементы 72а и 74а, можно удалить. Как можно увидеть из различий между фиг.8 и фиг.17, удаленная часть включает в себя проходные элементы 72а и 74а и узкую полоску первой боковой стороны 27а контейнера 10а.
Для специалиста в данной области очевидно, что рассмотрение основных элементов вариантов осуществления, включающих в себя вариант с одним отделением для жидкого разбавителя и одним отделением для порошкообразного медикамента, а также вариант с единственным внутренним объемом, не ограничивает объема изобретения. При использовании настоящего изобретения может быть предусмотрено использование жидких лекарственных препаратов в промежуточном отделении, или может быть выполнено множество отделений для порошкообразных и жидких медикаментов, подлежащих смешиванию с разбавителем. В соответствии с практической реализацией принципов изобретения можно легко выполнить множество удаляемых проходных элементов и каналов для сообщения между удаляемыми проходными элементами и соответствующим отделением. Кроме того, в зависимости от степени подверженности любого из компонентов, образующих содержимое множества отделений, загрязнению влагой или свободным кислородом, эти отделения могут быть защищены путем нанесения дополнительных покрытий из прозрачного, содержащего SiOх, высокобарьерного ламината на передний лист контейнера в зонах этих отделений. Такие высокобарьерные ламинаты могут быть предусмотрены в сочетании с легко отслаивающимся покрытием из ламината, содержащего алюминиевую фольгу, или без такого покрытия.
Вышеприведенное описание представленных в качестве примера вариантов выполнения гибких стерильных контейнеров является иллюстративным. Вследствие наличия вариантов, которые очевидны для специалистов в данной области, предусматривается, что настоящее изобретение не ограничивается конкретными вариантами, описанными выше. Такие варианты и другие модификации и изменения находятся в объеме изобретения, определяемого нижеприведенной формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГИБКАЯ, ИМЕЮЩАЯ МНОЖЕСТВО ОТДЕЛЕНИЙ, ЕМКОСТЬ ДЛЯ ЛЕКАРСТВЕННОГО СРЕДСТВА (ВАРИАНТЫ) И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ И ИСПОЛЬЗОВАНИЯ | 1997 |
|
RU2196536C2 |
| ГИБКАЯ ИМЕЮЩАЯ МНОЖЕСТВО ОТДЕЛЕНИЙ ЕМКОСТЬ МНОГОЦЕЛЕВОГО НАЗНАЧЕНИЯ | 2002 |
|
RU2291681C2 |
| АЛЬБУМИН В ГИБКОМ ПОЛИМЕРНОМ КОНТЕЙНЕРЕ | 2002 |
|
RU2287462C2 |
| ГИБКИЙ КОНТЕЙНЕР | 2014 |
|
RU2673856C2 |
| ГИБКИЙ КОНТЕЙНЕР И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2678635C1 |
| КОНТЕЙНЕР ДЛЯ ХРАНЕНИЯ И ВЫДАЧИ КОМПОЗИЦИЙ, ИМЕЮЩИЙ ВЫЛИВНОЙ КАНАЛ С КОГЕЗИВНЫМ ЗАКРЫВАЮЩИМ КЛАПАНОМ И ЗАПИРАЮЩИМ ПУЗЫРЬКОМ (ВАРИАНТЫ) | 2008 |
|
RU2498934C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНТЕЙНЕРА (ВАРИАНТЫ) | 2009 |
|
RU2531451C2 |
| КАПСУЛА ДЛЯ ПРИГОТОВЛЕНИЯ НАПИТКА | 2018 |
|
RU2760712C2 |
| ГИБКИЙ УПАКОВОЧНЫЙ КОНТЕЙНЕР И ПЕРЕХОДНИК ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2011 |
|
RU2457992C1 |
| Способ производства полимерного контейнера для крови и ее компонентов | 2023 |
|
RU2816160C1 |
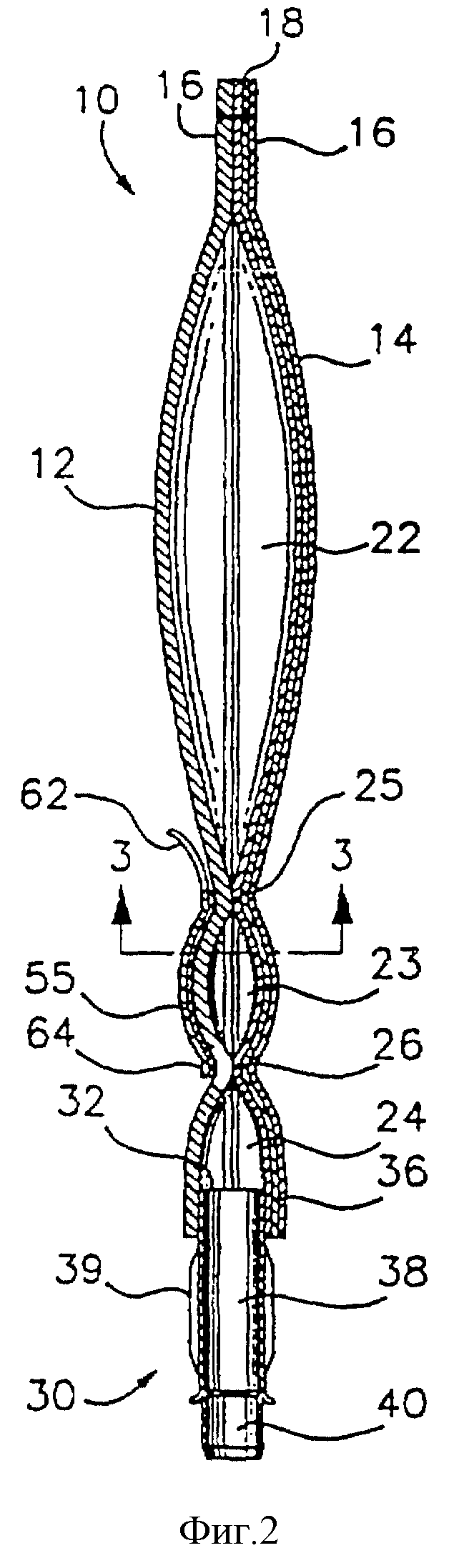
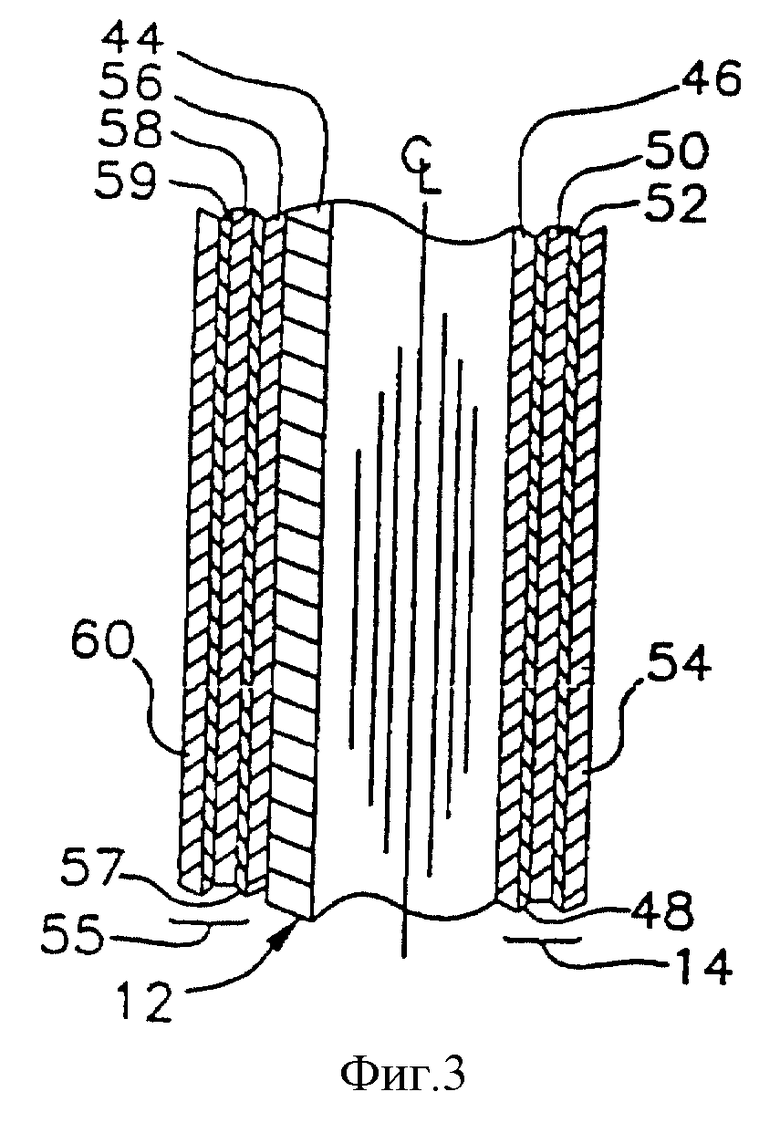
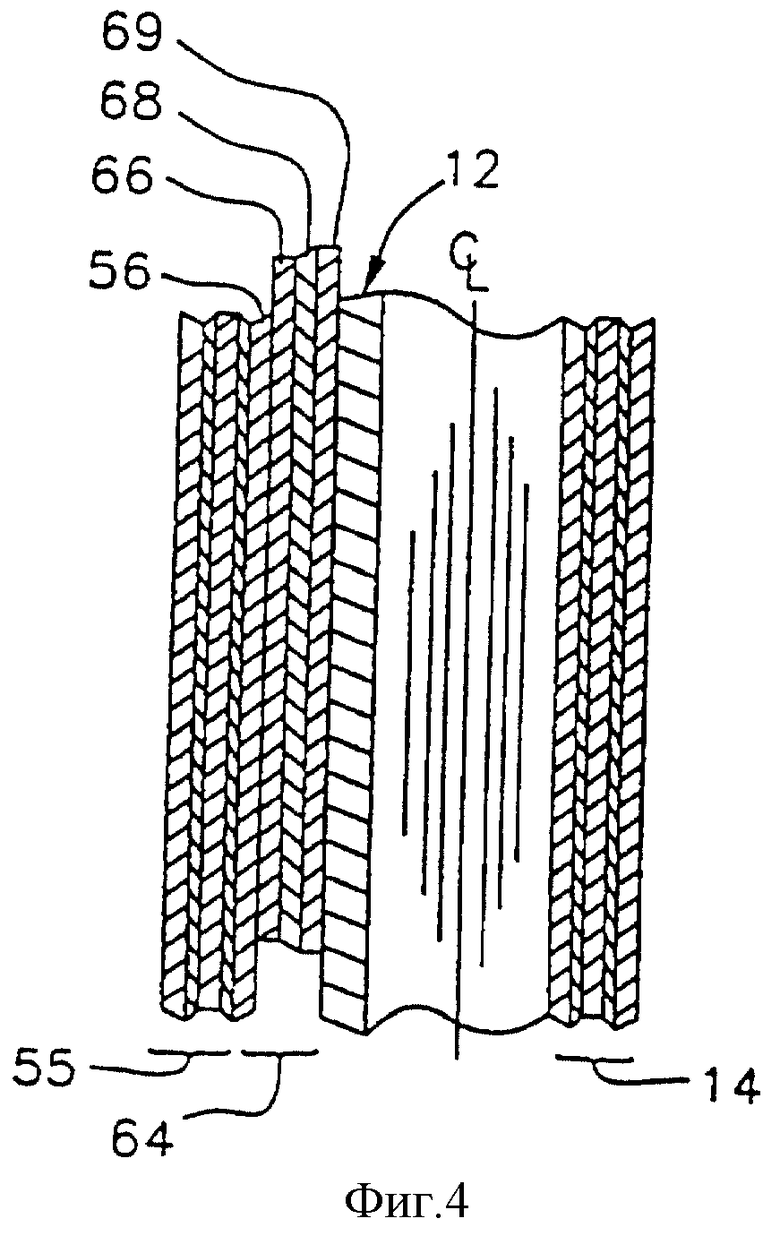
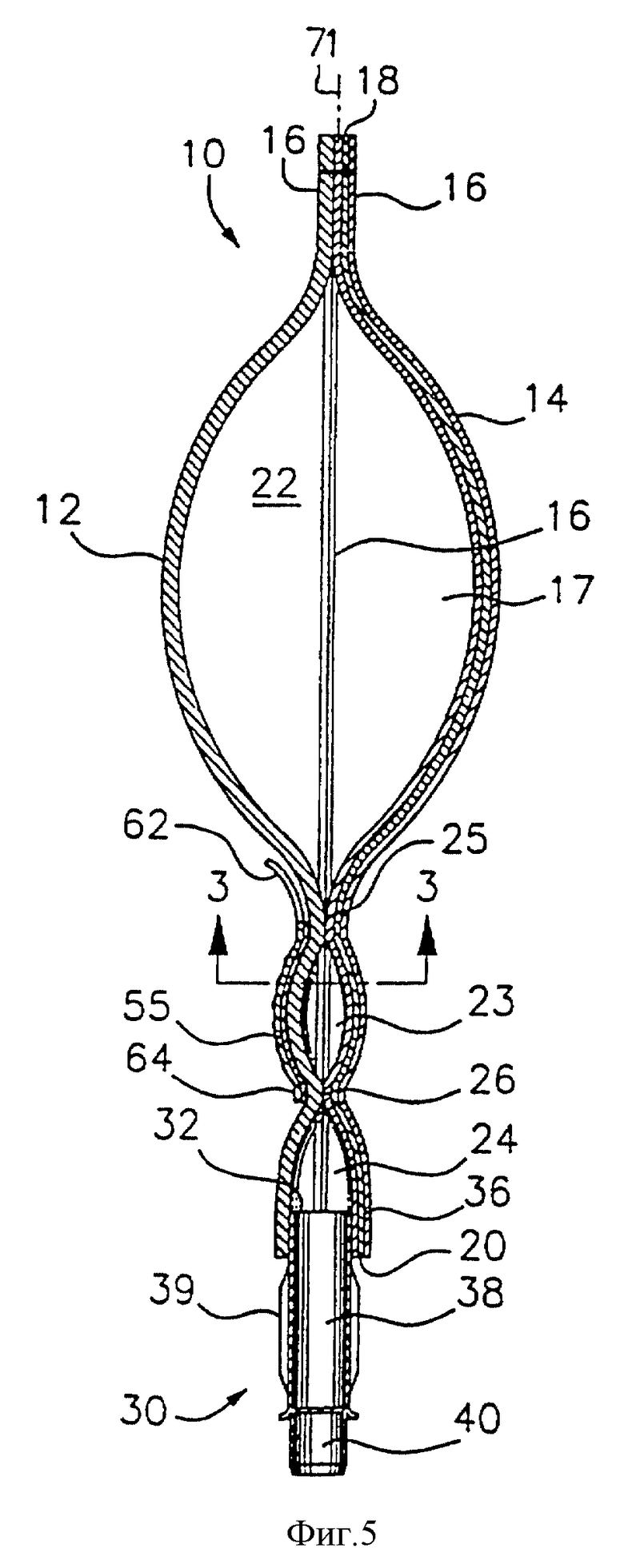
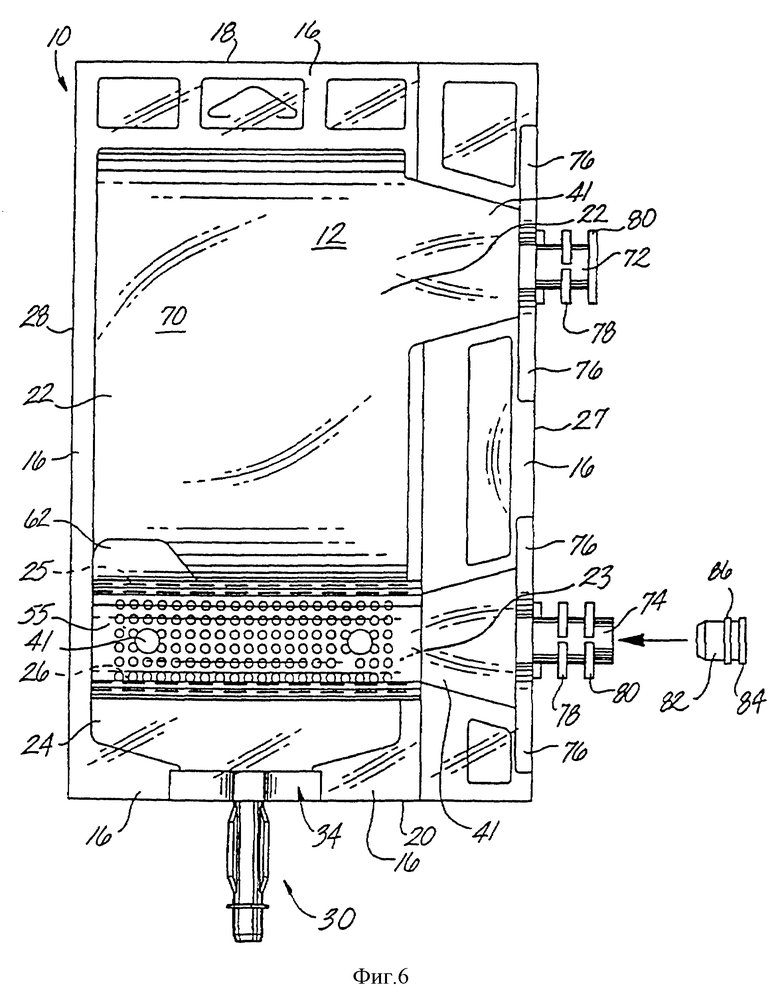
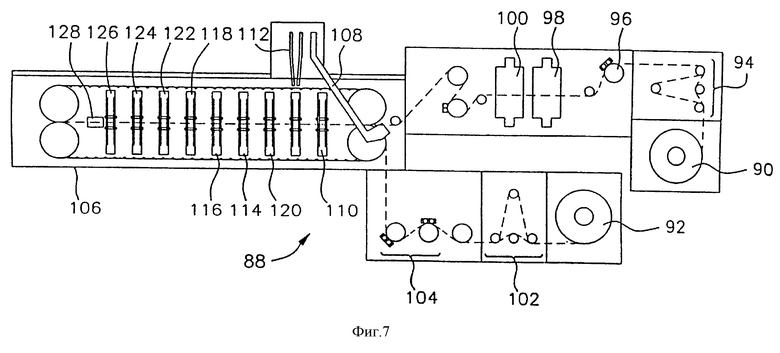
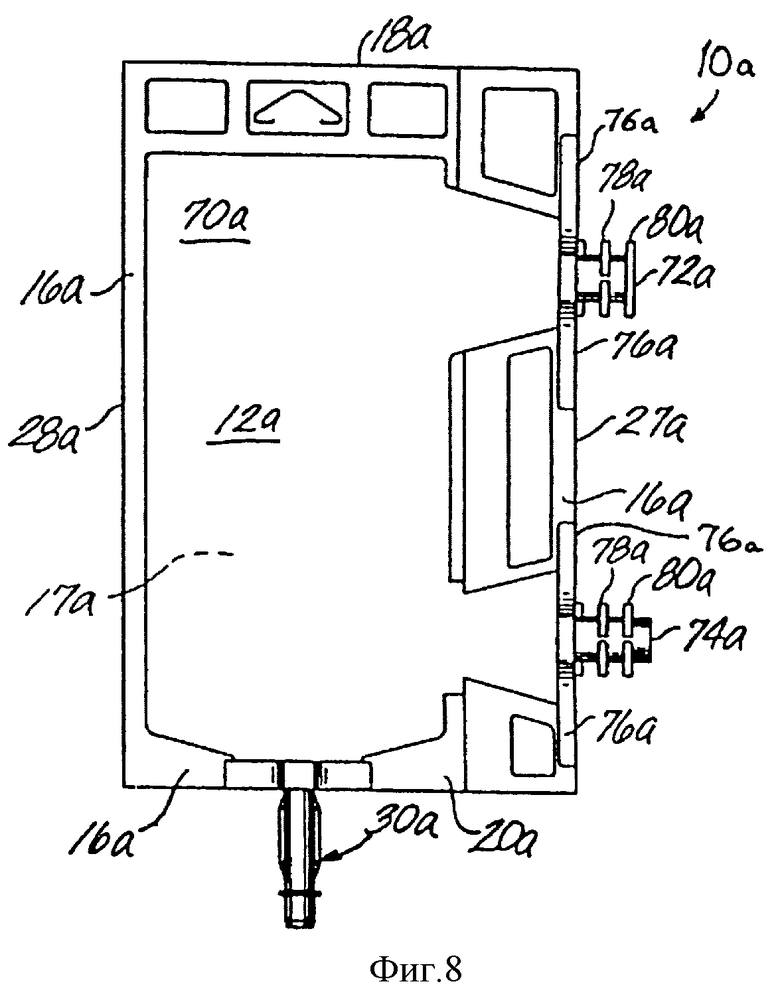
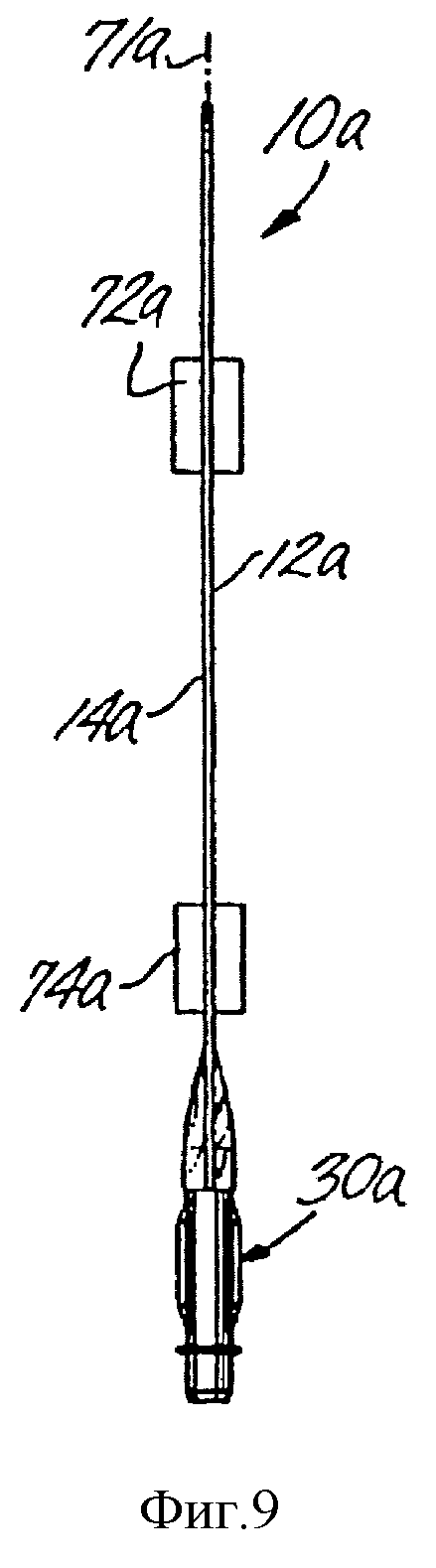
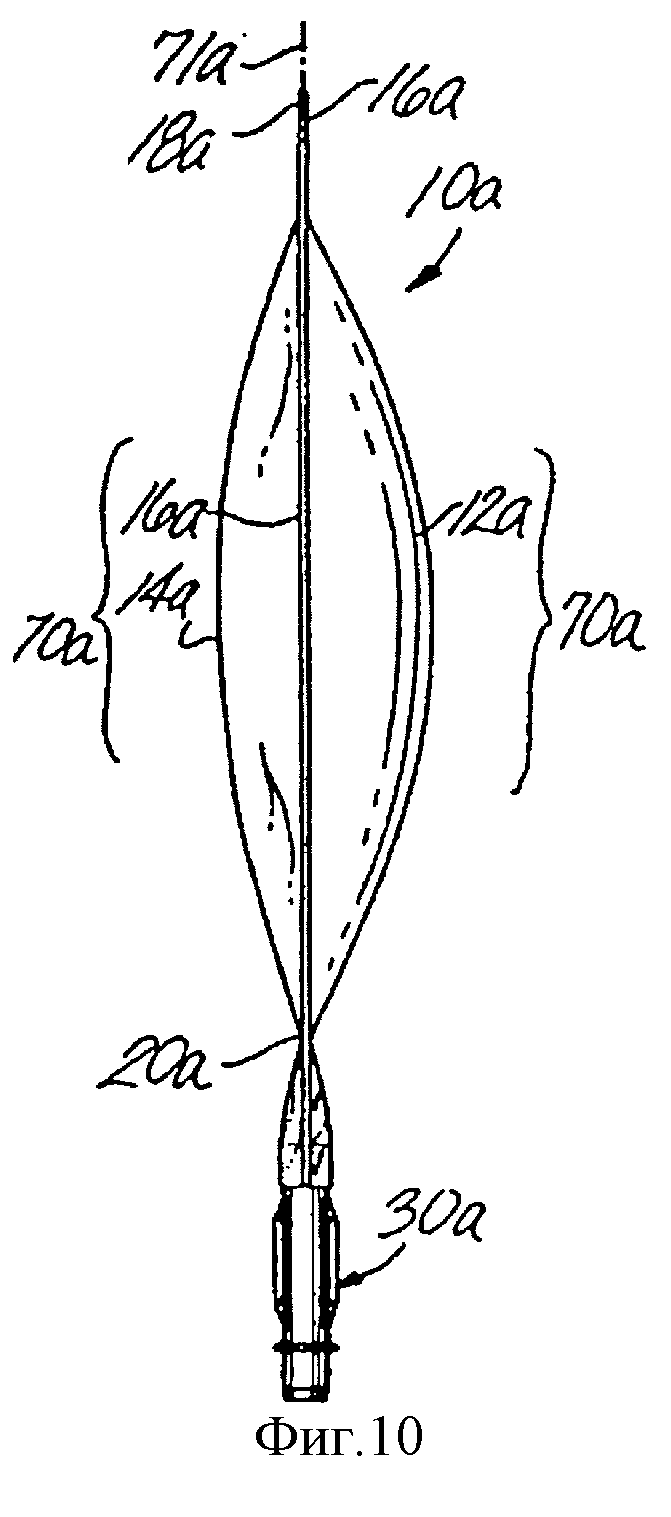
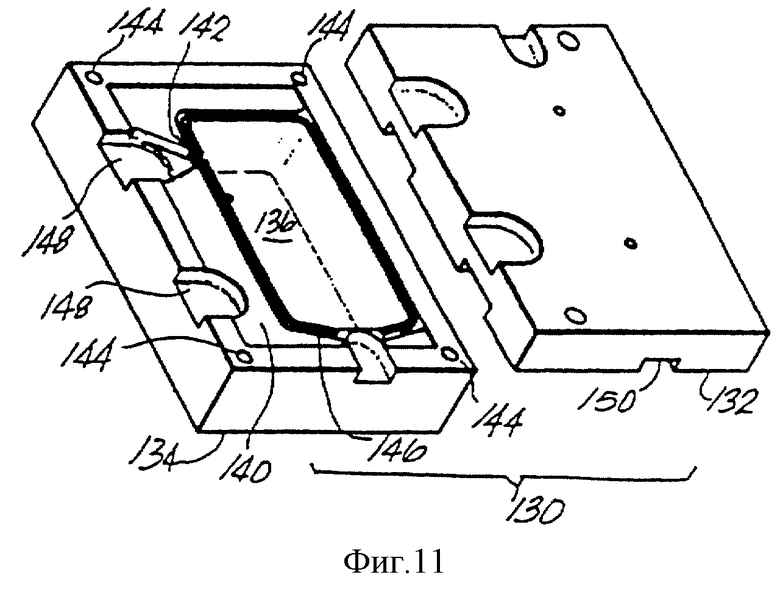
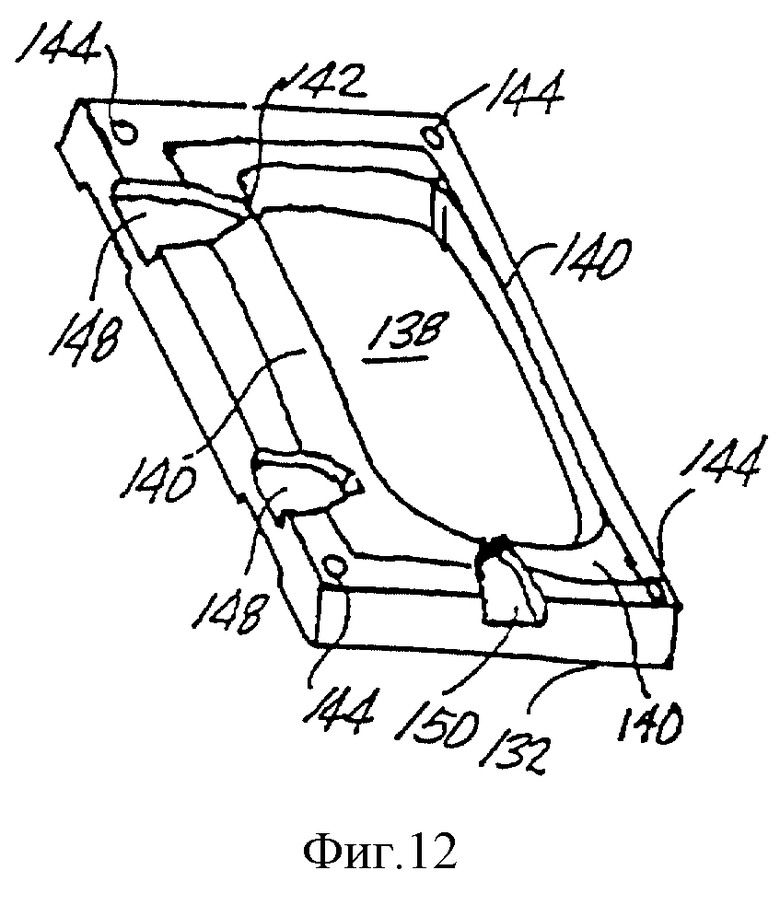
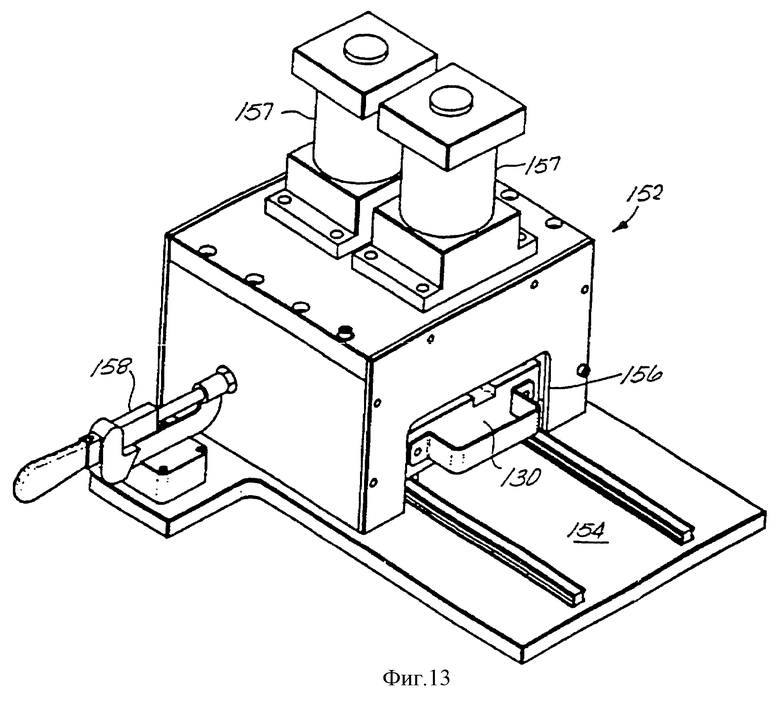
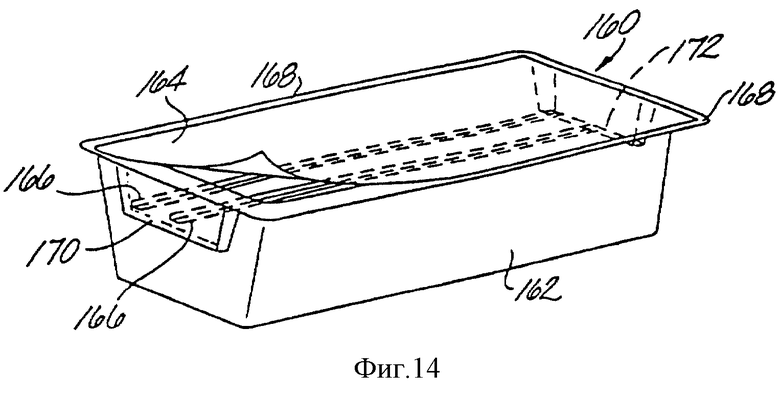
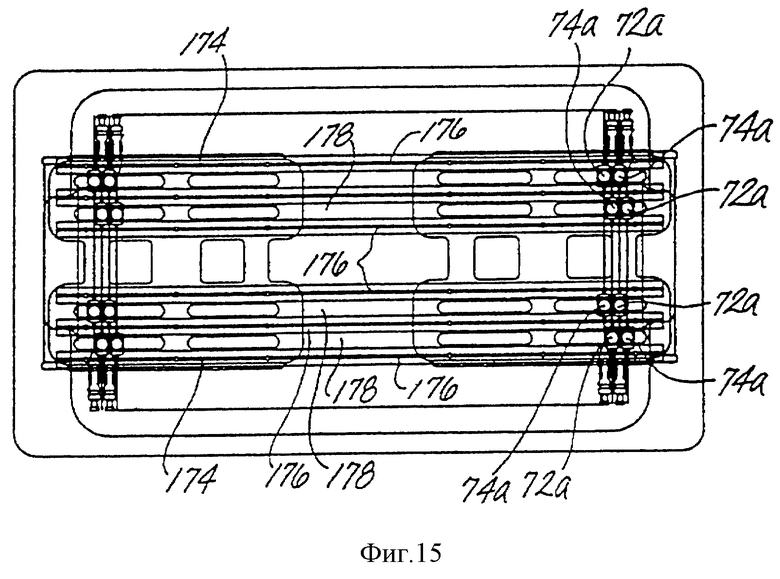
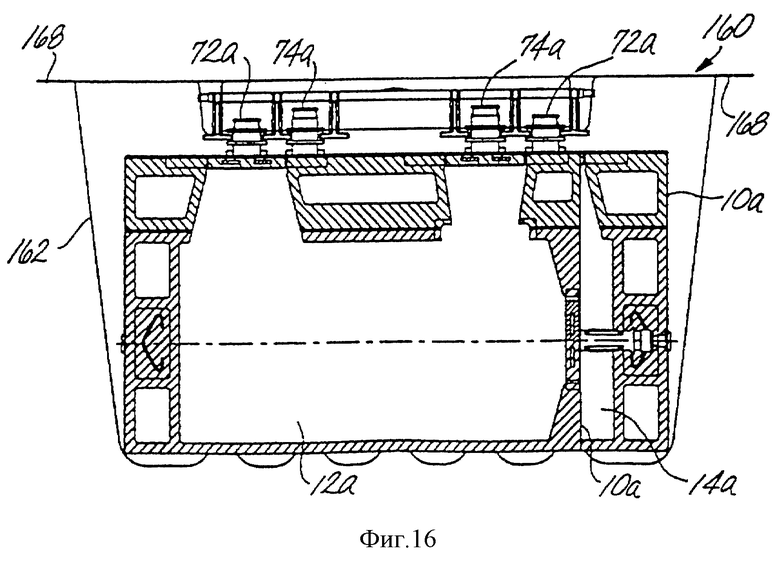
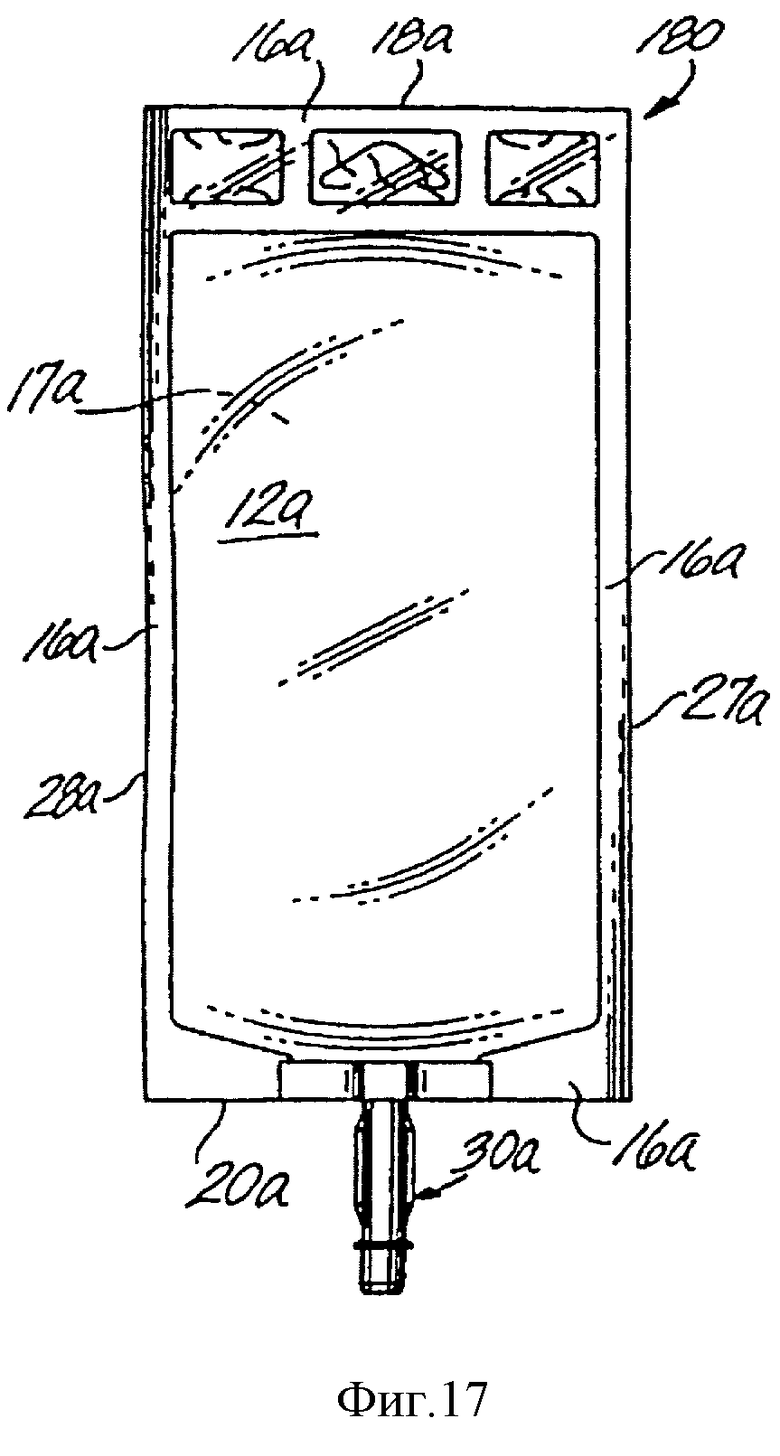
Изобретение касается гибкого контейнера для хранения и введения медицинских растворов. Контейнер содержит прозрачный передний лист из плоского слоя полимера и противоположный задний лист. Задний лист изготовлен из плоского слоя ламината. Передний и задний листы сварены вместе вдоль общего периферийного края для образования внутреннего объема. Внутренний объем образован из материалов, обладающих высокими барьерными свойствами по кислороду и влаге, что позволяет термопластичным материалам контейнера храниться в течение длительного времени без разрушения содержимого. Затем внутренний объем надувают газом под давлением для постоянного вытягивания переднего и заднего листов наружу и увеличения благодаря этому вместимости контейнера. Альтернативный вариант выполнения контейнера включает несколько отделений, разделенных разъединяемыми сварными швами для содержания в них разбавителя и медикамента. Сварные соединения разделяются при манипуляциях с контейнером так, чтобы в результате этого можно было смешать содержимое отделений вместе для введения пациенту с помощью стандартного устройства для внутривенных вливаний. Изобретение обеспечивает увеличение вместимости при сохранении стандартных габаритных размеров контейнера. 6 с. и 45 з.п. ф-лы, 17 ил.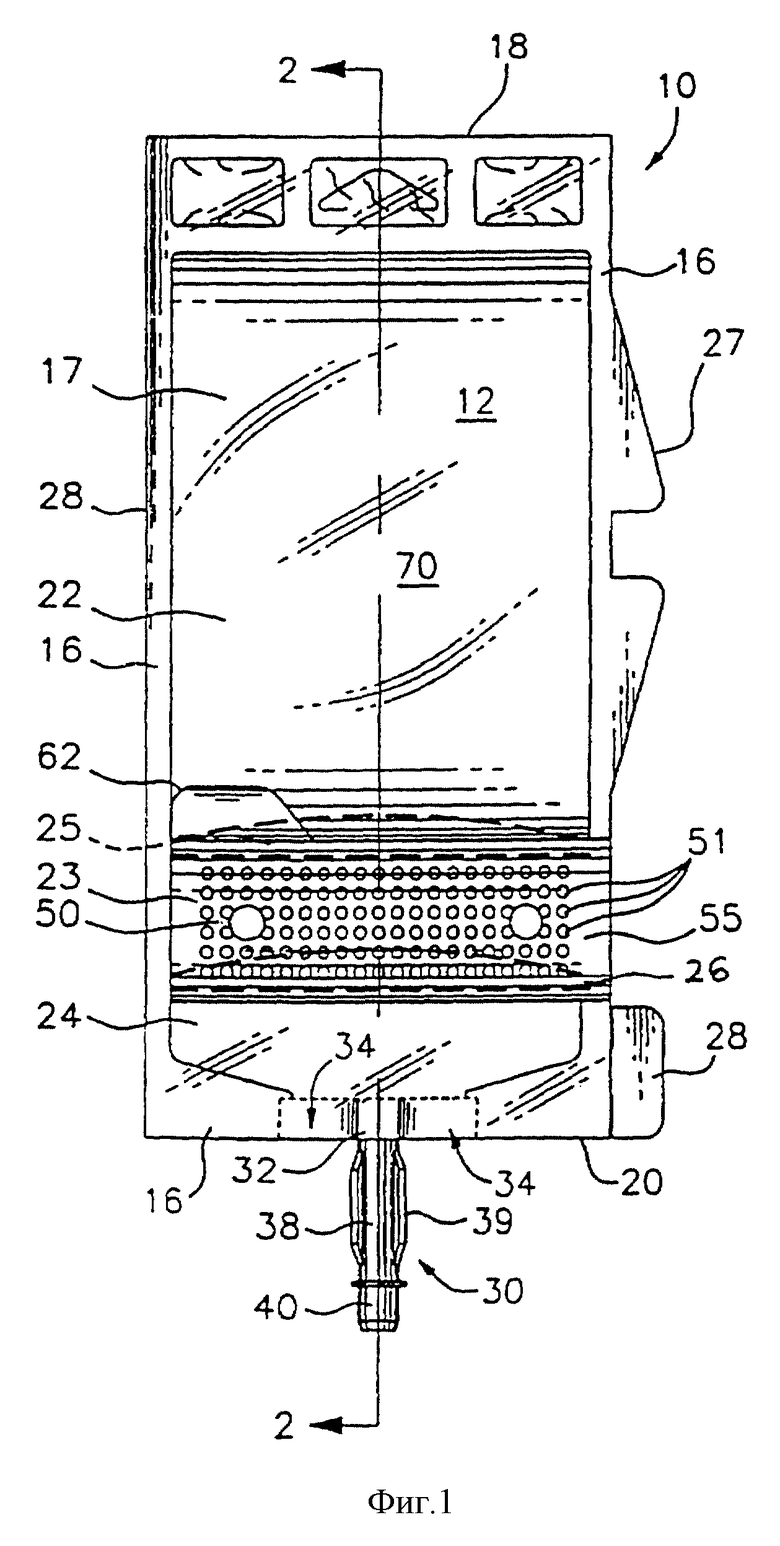
| US 4317682 А, 02.03.1982 | |||
| US 4940318 А, 13.11.1990 | |||
| US 5036086 М, 30.07.1991 | |||
| ФЛАКОН ИЗ ПЛАСТИЧЕСКОГО МАТЕРИАЛА С ПОДВЕСНЫМ ПРИСПОСОБЛЕНИЕМ | 0 |
|
SU208579A1 |
