Изобретение относится к трубопрокатному производству и может быть использовано при осуществлении процесса термоупрочнения труб с отдельного нагрева в линиях термоотделов или для организации процесса термомеханической обработки труб с использованием тепла прокатного нагрева в линиях прокатных станов.
Известно устройство для охлаждения стальных труб (патент Японии №54-3064, М. кл. В 21 D 7/16, опубл. 17.02.79.), в котором трубы охлаждают водой, поступающей через спрейерные насадки, расположенные по кольцу, кольцо совершает поворотные движения, благодаря чему насадки качаются. Известно устройство для охлаждения труб (авт. св. СССР №499331, М. кл. С 21 D 9/08, опубл. 15.01.76.), содержащее раму с укрепленными на ней шарнирно спрейерами, снабженными приводом их углового перемещения, который выполнен с программным управлением и соединен со спрейерами тягами. Известно устройство для пульсирующего охлаждения изделий (авт. св. СССР №275087, М. кл. С 21 D 1/62, опубл. 03.07.70.), содержащее корпус спрейера и отсекатель со щелями, который насажен с возможностью перемещения на кожух, прикрепленный к корпусу спрейера с радиальным зазором и снабженный щелями, расположенными в соответствии со щелями последнего. Если щели устройства расположены параллельно оси изделия, то отсекатель связан с приводом вращения, а если щели устройства расположены в плоскости, перпендикулярной оси изделия, то отсекатель связан с приводом возвратно-поступательного движения.
Недостатками вышеописанных устройств для охлаждения являются неравномерное охлаждение труб, особенно концевых участков, из-за попадания воды внутрь трубы и сложность конструкции.
Наиболее близким техническим решением, взятым за прототип, является устройство для охлаждения изделий (авт. св. СССР №519480, М. кл. С 21 D 1/62, опубл. 21.07.76.), содержащее вертикально установленные трубы с отверстиями, которые укреплены с возможностью вращения и снабжены поворотными пластинами, установленными на выходе отверстий.
Недостатком прототипа является невозможность оперативного регулирования интенсивности охлаждения изделий.
Техническая задача, решаемая изобретением, заключается в создании конструкции охлаждающего устройства, позволяющей оперативно управлять эффективностью охлаждения изделий, и повышении равномерности охлаждения.
Поставленная задача решается за счет того, что в устройстве для охлаждения труб, содержащем корпус с размещенными на нем, с возможностью вращения, коллекторами с соплами, хотя бы одна из боковых частей корпуса выполнена в виде центрального колеса дифференциальной планетарной передачи с водилом в виде фланца, размещенного на трубе с приемной воронкой, при этом в трубе выполнены сквозные отверстия, расположенные напротив сопел, а коллекторы прикреплены соосно к зубчатым колесам сателлитов. Внутри каждого из коллекторов установлено, с возможностью вращения, щеточное устройство, закрепленное на оси, свободный концевой участок которой размещен с возможностью перемещения без вращения в пазе, выполненном на центральном колесе концентрично основной оси передачи, при выполнении щеточного устройства спиралевидным свободный концевой участок его оси соединен с храповым механизмом, при этом в нижней части каждого коллектора выполнено отверстие, площадь которого в 3-5 раз превышает площадь соплового отверстия.
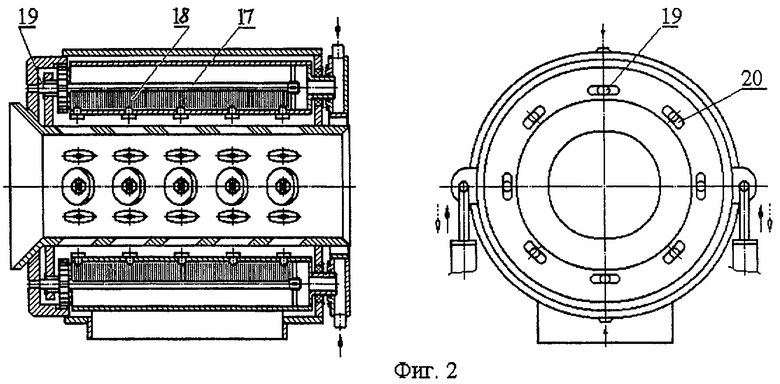
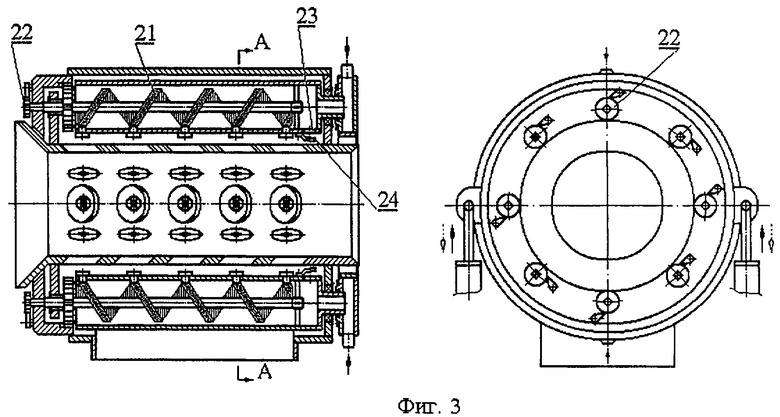
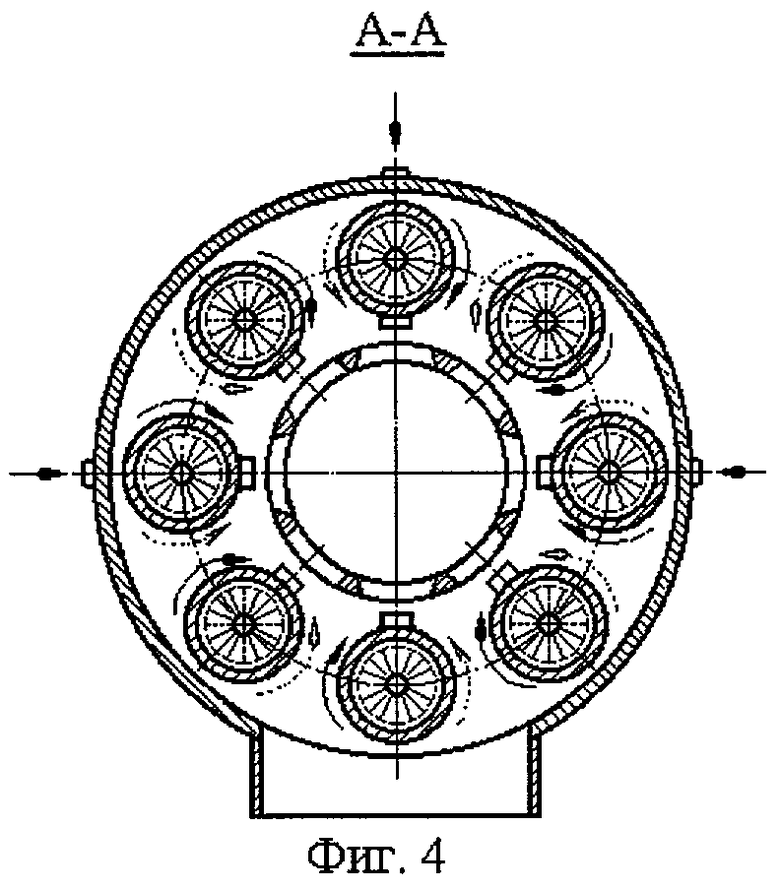
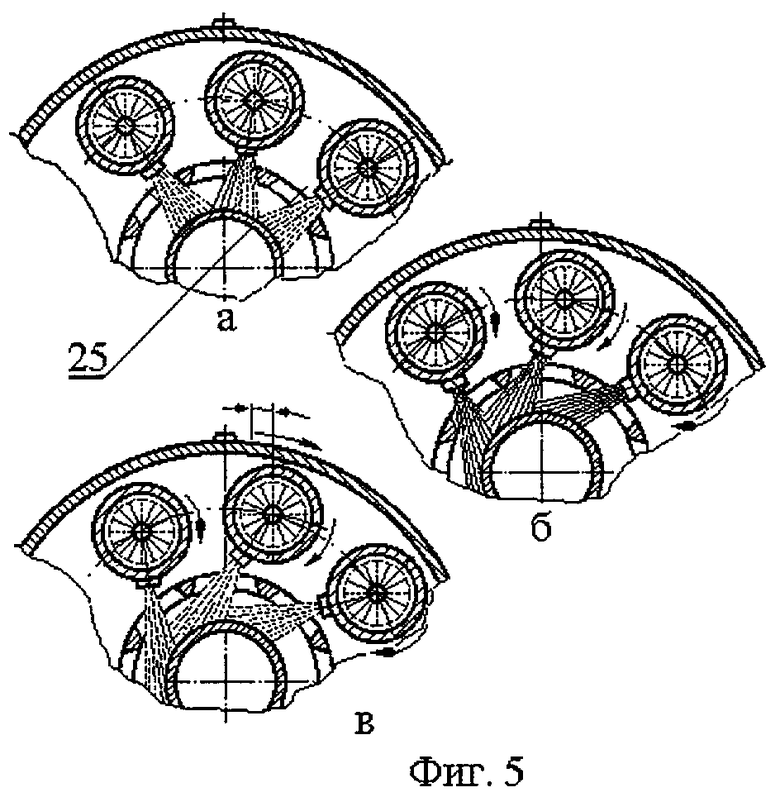
Изобретение иллюстрируется чертежами, где на фиг.1 представлен общий вид устройства. На фиг.2 показано устройство для охлаждения труб, в котором внутри каждого из коллекторов установлено, с возможностью вращения, щеточное устройство, закрепленное на оси, свободный концевой участок которой размещен с возможностью перемещения без вращения в пазе, выполненном на центральном колесе концентрично основной оси передачи. На фиг.3 приведено устройство для охлаждения труб, в котором внутри каждого из коллекторов установлено, с возможностью вращения, спиралевидное щеточное устройство, закрепленное на оси, свободный концевой участок которой соединен с храповым механизмом, а в нижней части коллектора выполнено отверстие, площадь которого в 3-5 раз превышает площадь соплового отверстия. На фиг.4 дано сечение А-А на фиг.3, где коллекторы получают знакопеременные угловые перемещения вокруг своих осей. На фиг.5 показана подача струй в устройстве при охлаждении тела трубы (поз.а) и при охлаждении концевых участков: при угловом перемещении центрального колеса и неподвижном водиле (поз.б) и при угловом перемещении водила и неподвижном центральном колесе (поз.в).
Устройство для охлаждения труб состоит из корпуса 1 (фиг.1), одна из боковых частей которого выполнена в виде центрального колеса 2 дифференциальной планетарной передачи, основная ось которой совпадает с осью транспортировки труб, с водилом 3 в виде фланца, размещенного на трубе с приемной воронкой 4. В трубе выполнены сквозные отверстия 5 напротив сопел 6, расположенных на коллекторах 7, соединенных соосно с зубчатыми колесами сателлитов 8. Свободные концы коллекторов 7 установлены в боковой стенке 9 в подшипниках 10 и проходят через сальниковые уплотнения 11 внутрь кольцевого коллектора 12 раздачи воды в коллекторы 7. Центральное колесо 2 и боковая стенка 9 имеют возможность вращаться относительно центральной оси и перемещаться относительно корпуса 1. Для подвода воды в кольцевой коллектор 12 по его окружности размещены четыре подводящих патрубка 13. В нижней части корпуса установлен короб 14 слива отработанного охладителя. Для углового перемещения боковой части корпуса - центрального колеса 2 - относительно оси транспортировки труб он соединен с исполнительным механизмом 15. Для углового перемещения водила 3 относительно оси транспортировки труб оно соединено с исполнительным механизмом 16. В качестве исполнительного механизма может быть использован, например, пневмоцилиндр.
Для очистки сопловых отверстий 6 внутри каждого из коллекторов 7 на оси 17 закреплено щеточное устройство 18 (фиг.2). Ось 17 имеет возможность вращаться внутри коллектора 7, а ее свободный концевой участок 19 размещен с возможностью перемещения без вращения в пазе 20, выполненном на центральном колесе 2 концентрично основной оси передачи.
При исполнении щеточного устройства спиралевидным 21 (фиг.3) свободный концевой участок его оси соединен с храповым механизмом 22, а в нижней части каждого из коллекторов выполнено отверстие 23, площадь которого в 3-5 раз превышает площадь соплового отверстия. На выходе отверстий 23 расположены отражающие пластины 24, предотвращающие попадание воды на трубу и в потоки струй в зоне ее активного охлаждения.
Предлагаемое устройство для охлаждения труб работает следующим образом. Перед задачей трубы в устройство каждый из коллекторов 7 за счет разворота сателлитов 8 в зубчатом зацеплении с центральным колесом 2 планетарной передачи устанавливают таким образом, чтобы угол подачи охладителя из сопел 6 к поверхности трубы обеспечивал на каждом участке ее периметра требуемые оптимальные скорости охлаждения.
Воду для охлаждения подают в кольцевой коллектор 12 через подводящие патрубки 13, затем она поступает в коллектор 7 и истекает из сопел 6, например, перпендикулярно поверхности трубы 25 (фиг.5, поз.а). При подходе переднего концевого участка трубы к устройству для охлаждения включают исполнительный механизм 15, например пневмоцилиндр, поворачивающий на определенный угол центральное колесо 2 относительно его оси, что приводит к развороту сателлитов 8 с коллекторами 7, уменьшению угла подачи охладителя к поверхности трубы 25 (фиг.5, поз.б) и тем самым к снижению вследствие этого интенсивности охлаждения концевого участка трубы, склонного к образованию закалочных трещин при охлаждении его с той же интенсивностью, что и тела трубы. Это позволяет избежать образования закалочных трещин и уменьшить попадание воды внутрь трубы при прохождении торцевых участков, что повышает равномерность охлаждения. После окончания охлаждения переднего концевого участка исполнительный механизм 15 возвращает центральное колесо 2 в исходное положение, и происходит охлаждение тела трубы 25 (фиг.5, поз.а). При входе в устройство для охлаждения заднего концевого участка трубы включают исполнительный механизм 15, разворачивающий центральное колесо и коллекторы 7, уменьшая угол подачи охладителя и, тем самым, интенсивность охлаждения этого участка трубы 25 (фиг.5, поз.б). При охлаждении следующей трубы цикл повторяется.
Придавая исполнительным механизмом 15 знакопеременное угловое перемещение центральному колесу 2 с определенной частотой, можно обеспечить качание (перемещение) струй с этой частотой по охлаждаемой поверхности (фиг.4), что повышает равномерность ее охлаждения.
Отклонение угла подачи струй от первоначального положения (фиг.5, поз.а) и качание (перемещение) струй по охлаждаемой поверхности можно получить, задавая только исполнительному механизму 16 аналогичный для исполнительного механизма 15 режим работы. В этом случае ось подачи струи будет поворачиваться как вокруг оси коллектора 7, так и вокруг центральной оси (фиг.5, поз.в).
При одновременном угловом перемещении центрального колеса 2 и водила 3 вокруг центральной оси в одном или противоположных направлениях получим соответственно вычитание или сложение угловых перемещений осей струй вокруг осей коллекторов с одновременным соответственно сложением или вычитанием угловых перемещений осей струй вокруг центральной оси, вызванных каждым из приводов 15 и 16.
Изменяя величины и направление угловых перемещений центрального колеса 2 и водила 3 вокруг центральной оси, получим широкий спектр отклонений углов подачи струй к охлаждаемой поверхности с возможным одновременным перемещением струи по поверхности трубы в плоскости, перпендикулярной ее оси.
Установив внутри каждого из коллекторов 7 ось 17 с щеточным устройством 18, выполненным, например, в виде плоской щетки, касающейся в исходном положении части соплового отверстия 6, выступающей над внутренней поверхностью коллектора 7, и обеспечив исполнительному механизму, например, 15, знакопеременное перемещение с определенной частотой, получим за счет разворотов коллекторов 7 и перемещения без вращения концевых участков 19 осей 17 в пазах 20, выполненных на центральном колесе 2 концентрично основной оси передачи, колебательное перемещение щетки по входному отверстию сопел 6 (фиг.2). Это позволяет очищать сопла 6 в процессе охлаждения.
Выполнив щеточное устройство винтообразным 21 (фиг.3), с возможностью вращения в пазе 20 свободного концевого участка 19, и установив на нем зубчатое колесо храпового механизма, получим при вышеописанной работе исполнительных механизмов 15 и/или 16 прерывистое вращательное перемещение щеток по внутренней поверхности коллекторов 7. Это обеспечит очистку входных отверстий сопел 6 от механических примесей и их транспортировку в сторону отверстий 23, через которые они с водой удаляются из коллектора 7, попадают на отражающие пластины 24 и выводятся из зоны охлаждения трубы. При необходимости за счет разворота сопловых отверстий можно изменять интенсивность охлаждения по длине тела трубы.
При площади отверстия 23 менее трех площадей сопловых отверстий удаление механических примесей из коллектора 7 ухудшается, а увеличение площади свыше пяти - приводит к нерациональному повышению расхода воды на охлаждение.
Таким образом, в предлагаемом устройстве для охлаждения труб осуществляется равномерное охлаждение тела трубы по периметру с необходимым снижением интенсивности охлаждения при прохождении концевых участков, склонных к образованию трещин в процессе закалки. При этом за счет уменьшения заливки воды внутрь трубы, очистки сопловых отверстий и удаления механических примесей из коллекторов повышается равномерность охлаждения с увеличением ресурса работы охлаждающего устройства до очистки.
Предлагаемое устройство опробовано в термическом отделении цеха Т-2 ОАО "Синарский трубный завод" для закалки обсадных труб размером 114×7,0 мм из стали 32Г2С. За закалочной печью №1 в камере охлаждения в промежутке между транспортирующими роликами разместили четыре предлагаемых устройства. В каждом из устройств установили по восемь коллекторов с шестью соплами. Воду в устройства для охлаждения (общий расход 230-260 м3/ч, давление - 0,4 МПа) подавали из системы чистого оборотного цикла цеха. Распределение расходов воды на охлаждение по устройствам по ходу трубы установили в соотношении 1,0:0,8:0,7:0,6 к расходу воды на первый спрейер.
Оси сопловых отверстий в исходном положении и при охлаждении тела трубы были наклонены под углом 35° к поверхности в продольном направлении в сторону движения трубы. При охлаждении концевых участков труб по сигналу фотодатчиков исполнительный механизм (пневмоцилиндр) поворачивал центральное колесо устройства, что приводило к развороту коллекторов и, тем самым, струй охладителя в поперечном направлении на угол от 30° до 60°. Это снижало интенсивность охлаждения и попадание воды внутрь трубы. Длительность охлаждения концевых участков определялась скоростью транспортировки труб.
Результаты опытов по закалке обсадных труб из стали 32Г2С размером 114×7,0 мм с использованием предлагаемых устройств показали возможность получения после термической обработки свойств металла, соответствующих группе прочности Е с минимальным разбросом уровня прочностных свойств, требуемыми геометрическими параметрами по сечению, длине и отсутствием закалочных трещин (табл.). Длительность эксплуатации устройства до очистки при установке в коллекторах плоских и спиралевидных щеточных устройств увеличилась в 1,2 и 1,5 раза соответственно.
Предлагаемое устройство компактно, позволяет осуществить равномерное охлаждение труб с оперативным регулированием его интенсивности.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРАНСПОРТНОЕ СРЕДСТВО | 2012 |
|
RU2495795C1 |
| УСТРОЙСТВО ДЛЯ ВОДОСТРУЙНОЙ ОБРАБОТКИ ТОПОЧНЫХ ЭКРАНОВ ЭНЕРГЕТИЧЕСКИХ КОТЛОВ | 2003 |
|
RU2267073C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ТРУБОПРОВОДА | 1993 |
|
RU2100686C1 |
| Способ охлаждения ротора турбины высокого давления (ТВД) газотурбинного двигателя (ГТД), ротор ТВД и лопатка ротора ТВД, охлаждаемые этим способом, узел аппарата закрутки воздуха ротора ТВД | 2018 |
|
RU2684298C1 |
| ПРЯМОХОДНЫЙ ИСПОЛНИТЕЛЬНЫЙ ЭЛЕКТРОМЕХАНИЗМ | 2007 |
|
RU2337456C1 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ ОЧИСТКИ ЦИКЛОНА | 2008 |
|
RU2468873C2 |
| ЭЖЕКТОРНЫЙ СМЕСИТЕЛЬ | 1998 |
|
RU2156157C2 |
| ВИХРЕВОЙ СТРУЙНЫЙ АППАРАТ | 1994 |
|
RU2076250C1 |
| ТУРБОНАСОСНЫЙ АГРЕГАТ И СПОСОБ ПЕРЕКАЧИВАНИЯ ХОЛОДНОЙ, ГОРЯЧЕЙ И ПРОМЫШЛЕННОЙ ВОДЫ | 2013 |
|
RU2511963C1 |
| ТУРБОНАСОСНЫЙ АГРЕГАТ И СПОСОБ ПЕРЕКАЧИВАНИЯ ХОЛОДНОЙ, ГОРЯЧЕЙ И ПРОМЫШЛЕННОЙ ВОДЫ | 2013 |
|
RU2511983C1 |
Изобретение относится к области термообработки, в частности для термоупрочнения труб с отдельного нагрева в линиях термоотделов или для термомеханической обработки труб с использованием тепла прокатного нагрева. Задачей изобретения является оперативное управление охлаждением изделий и повышение равномерности охлаждения. Устройство для охлаждения содержит корпус, одна из боковых частей которого выполнена в виде центрального колеса дифференциальной планетарной передачи с водилом в виде фланца, размещенного на трубе с приемной воронкой, при этом в трубе выполнены сквозные отверстия, расположенные напротив сопел, а коллекторы прикреплены соосно к зубчатым колесам сателлитов. Внутри каждого из коллекторов установлено с возможностью вращения щеточное устройство, закрепленное на оси, свободный концевой участок которой размещен с возможностью перемещения без вращения в пазе, выполненном на центральном колесе концентрично основной оси передачи. Щеточное устройство выполнено спиралевидным, свободный концевой участок его оси соединен с храповым механизмом, а в нижней части коллектора выполнено отверстие, площадь которого в 3-5 раз превышает площадь соплового отверстия. 2 з.п. ф-лы, 5 ил., 1 табл.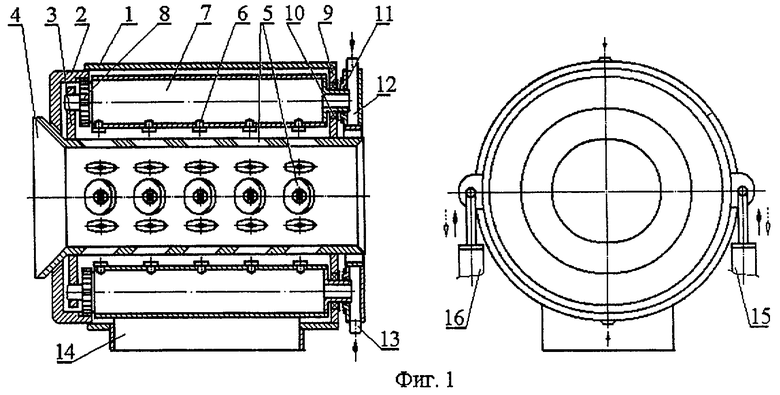
| Устройство для охлаждения изделий | 1985 |
|
SU1320242A1 |
| Устройство для охлаждения изделий | 1978 |
|
SU787487A1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2001 |
|
RU2217507C2 |
| US 5328158 A, 12.07.1994 | |||
| JP 60243220 A, 03.12.1985. | |||

