Область техники, к которой относится изобретение
Изобретение относится к областям трубопроводного транспорта, взрывного дела и обработки металлов давлением, а именно к технологии изготовления муфт для ремонта стальных трубопроводов, и может найти применение при ремонте стальных трубных нефте-, газо-, тепло- и продуктопроводов, в том числе магистральных.
Уровень техники
В процессе эксплуатации различных стальных трубопроводов на внешней и внутренней поверхностях трубы развиваются и проявляются разного рода дефекты (коррозия, царапины, трещины, вмятины, гофры, расслоения, дефекты сварных швов), которые при обнаружении должны быть устранены в короткое время.
Следует иметь в виду, что СССР потреблял стальных труб столько, сколько США, Япония, ФРГ, Англия, Франция и Италия вместе взятые [1].
Анализ причин и статистика разрушения трубопроводов показывают [2], что наибольшее количество разрушений стальных труб (без внутреннего покрытия и с наружной битумной изоляцией) обусловлено внутренней (32%) и наружной (22%) коррозией, дефектами стыка (19%) и заводскими дефектами трубы (9%).
Одним из известных способов устранения обнаруженного дефекта является вырезка дефектного участка трубы и замена его на новый.
Другим известным и более дешевым, быстрым и эффективным способом является использование заранее заготовленных ремонтных конструкций (муфт) различной геометрии, которые накладывают на дефектные участки трубопроводов, закрепляют и заполняют зазоры между трубой и муфтой антикоррозийной жидкостью (композитным составом). Способ получил название композитно-муфтовой технологии (КМТ) и, например, в ОАО «АК «Транснефть» с 1998 года является основным методом ремонта нефтепроводов [3], выполняемым в соответствии с принятыми в ОАО методикой и технологией. КМТ позволяет восстанавливать работоспособность нефтепроводов (без остановки перекачки продукта) на срок эксплуатации не менее 30 лет [3].
Для реализации необходимо уметь изготавливать разнопрофильные муфты, что возможно сделать несколькими известными способами [4, 5, 6, 7, 8]. Известен принцип холодного пластического деформирования металлов, для чего в матрице механического или гидравлического пресса зажимают трубу и раздают ее с помощью различных формообразующих элементов, например пуансона [4], роликов [5], шариков и пр. Реализация этого варианта изготовления разнопрофильных труб возможна только в заводских условиях, что далеко не всегда удобно эксплуатирующим трубопроводы организациям. Желательны технологии, реализуемые в мастерских и полевых условиях. Кроме того, как следует из названия патента[5], таким способом возможно деформировать только концевые участки труб.
Сообщается [6], что в ОАО «МН «Дружба» освоено изготовление композиционных муфт П1 [7], потребность в которых в 2004 году будет полностью удовлетворена за счет собственного производства. Композитные муфты П1 изготавливают с помощью газосварки, однако более сложные галтельные муфты с толщиной стенки трубы до 12 мм, например П4 (высота галтели не более 40 мм, а длина - до 100 мм) [7] или П6 (высота галтели не более 40 мм, а длина до 1,5 D, где D - наружный диаметр трубы) [7, фиг.1] таким способом изготовить не представляется возможным. Следует отметить, что изготовление муфты П6 представляет наибольшую трудность.
Известен [8] способ, принятый нами за прототип, высокоскоростного пластического деформирования муфт для ремонта стальных трубопроводов с использованием мощного электроимпульса. Способ дорог.
Использование сварки взрывом с целью изготовления муфт для ремонта стальных трубопроводов авторам ни в патентной, ни в научно-технической литературе обнаружить не удалось, однако в [9] зафиксирован факт раздачи привариваемой к муфте трубы, что в принципе говорит о возможности получения разнопрофильной трубы и таким способом. В качестве заряда взрывчатого вещества в данном способе использовался детонирующий шнур (ДШ), намотанный на оправку (шаблон).
ДШ представляет собой [10] гибкие удлиненные устройства, сердцевина которых содержит мощное бризантное взрывчатое вещество (ВВ), безотказно детонирующее в удлиненном заряде малого диаметра.
Детонирующий шнур (ДШ) используют обычно по иному назначению, а именно для осуществления одновременного подрыва от нескольких до нескольких сотен зарядов, а также для бескапсюльного взрывания зарядов [10].
Выпускаемые промышленностью ДШ различаются между собой по мощности, морозо- и водостойкости, а также по другим эксплуатационным показателям. Среди известных марок ДШ следует назвать ДШ - А, ДШ - В, ДШЭ - 12, ДШЭ - 12Г и др.
Использование выпускаемых промышленностью (штатных) детонирующих шнуров для выполнения решаемой задачи представляется принципиально возможным, но не лучшим решением.
Несмотря на некоторое многообразие в номенклатуре выпускаемых промышленностью ДШ, можно отметить общие для них недостатки:
- технически сложное заводское производство;
- использование изделий заводского производства, содержащих ВВ, предполагает необходимость выполнения целого комплекса специальных мероприятий, в числе которых приемка, погрузка, транспортировка, разгрузка, складирование, хранение, военизированная охрана, наличие аттестованных склада, транспортного средства и площадки разгрузки, что несомненно существенно удорожает стоимость работ;
- ДШ содержат определенное количество ВВ твердого агрегатного состояния на единице своей длины, что ограничивает возможности регулирования общей расчетной массы ВВ;
- ДШ как изделие обладает комплексом механических характеристик, в частности хрупкость, что не исключает механического раздавливания сердцевины ДШ, особенно в процессе помещения сборки в уширяемую трубную заготовку.
Более предпочтительным для решения поставленной задачи представляется использование известного детонирующего шнура Квазар-ДШ [11].
Квазар-ДШ формируют на месте ведения взрывных работ (ВР) путем заполнения полимерной оболочки взрывчатым веществом жидкого агрегатного состояния, например ВВЖИМИ, также формируемого на месте ведения ВР из порознь взрывобезопасных компонентов, взятых в известном соотношении. Исходя из этого, при организации ВР нет необходимости в выполнении комплекса вышеперечисленных специальных мероприятий.
Для изготовления Квазар-ДШ могут быть использованы полимерные оболочки с разным внутренним диаметром и толщиной стенки, что позволяет варьировать массой ВВ и мощностью взрыва. Мощность взрыва можно регулировать и путем изменения соотношения между компонентами ВВЖИМИ, отступая в ту или иную сторону от стехиометрического состава.
Нами предлагается способ изготовления муфт для ремонта стальных трубопроводов и устройство для его осуществления, в которых уширение части трубной заготовки ("катушки") происходит за счет энергии взрыва детонирующего шнура Квазар-ДШ, содержащего полимерную оболочку Квазар-ДШ и взрывчатое вещество в жидком агрегатном состоянии. Факторами воздействия на трубу при взрыве в данном случае являются ударная волна (УВ) и давление расширяющихся во времени газообразных продуктов взрыва (ПВ).
При использовании Квазар-ДШ имеется возможность сначала намотать на оправку пустую оболочку Квазар-ДШ, и только потом ее заполнить ВВЖИМИ, что повышает безопасность работ. Заметим, что подготовительную работу по намотке оболочки может производить и необученный взрывному делу персонал, что существенно повышает общую производительность работ.
Сущность изобретения
Предлагаемый способ изготовления муфт для ремонта стальных трубопроводов путем уширения (расширения, раздачи) части трубной заготовки («катушки») отличается от известных тем, что уширение заготовки производят взрывным способом путем подрыва заряда ВВ, в роли которого выступает детонирующий шнур Квазар-ДШ, содержащий полимерную оболочку и взрывчатое вещество в жидком агрегатном состоянии, при этом изготавливают цилиндрической формы оправку, по наружной поверхности которой на заданной (известной) длине наматывают пустую полимерную оболочку Квазар-ДШ в виде одной или нескольких нитей, укрывают ее демпфирующим материалом и соосно помещают (размещают) полученную (образованную, собранную) сборку в подлежащую уширению часть трубной заготовки («катушки»), расположенной горизонтально на подставках, либо вертикально на специальном столе, после чего несколько или все пустые нити оболочки детонирующего шнура Квазар-ДШ заполняют расчетным количеством взрывчатого вещества жидкого агрегатного состояния, например ВВЖИМИ, устанавливают средство взрывания и подрывают заряд, причем его инициирование в зависимости от геометрии «катушки» осуществляют либо с одного из концов ДШ либо с обоих его концов одновременно, либо в его срединной части.
Устройство для осуществления предлагаемого способа изготовления муфт для ремонта стальных трубопроводов, содержащее инструмент (для) уширения (раздачи) участка трубной заготовки, отличается тем, что инструмент для раздачи части трубной заготовки выполнен в форме оправки, например из листового металла или фанеры в форме цилиндра заданной длины, не менее длины уширяемой части трубной заготовки, детонирующего шнура Квазар-ДШ в виде полимерной оболочки Квазар-ДШ и взрывчатого вещества в жидком агрегатном состоянии, а также слоя демпфирующего материала, при этом полимерная оболочка детонирующего шнура намотана на оправку по меньшей мере в один слой с размещением по меньшей мере одной нити в каждом слое и укрыта слоем демпфирующего материала с образованием сборки, выполненной из условия обеспечения частичного или полного заполнения полимерной оболочки расчетным количеством взрывчатого вещества после установки сборки внутри трубной заготовки соосно с последней.
Следует заметить, что полимерная оболочка Квазар-ДШ может быть намотана на поверхность оправки как равномерно, так и неравномерно, а концы нитей полимерной оболочки со стороны инициирования соединены между собой и размещены в боевике. Кроме того, существенными отличительными признаками устройства является и то, что в местах предполагаемого образования галтели на трубной заготовке с обеих ее сторон размещены стягивающие заготовку ободы (обручи, бандажи, стяжки), с обоих торцев трубной заготовки в пространстве между демпфирующим материалом сборки и внутренней поверхностью заготовки размещены забойки, например, из глины или плотной резины, а в качестве демпфирующего материала используют листовую пористую или вспененную резину.
Сведения, подтверждающие возможность осуществления изобретений
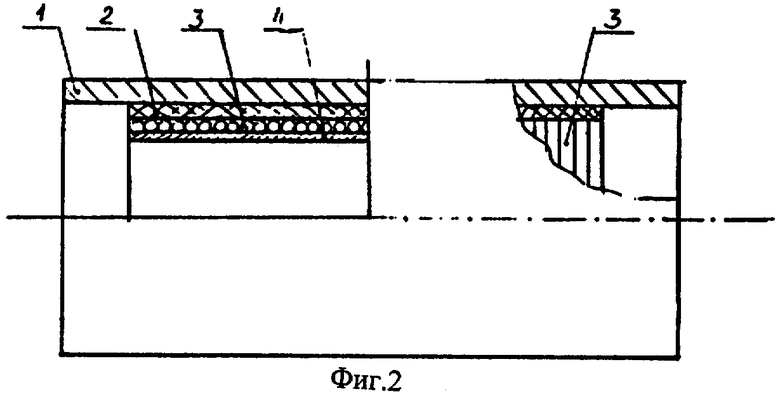
Для изготовления муфты П6 (фиг.1) предлагаемым способом собиралась конструкция, представленная на фиг.2. Нумерация элементов конструкции на всех представленных иллюстрациях (фиг.1-8) одинакова. Исходная стальная трубная заготовка (1), лежащая на земле на подставках, имела следующие параметры (фиг.1-3, 7): длина L=1450 мм; длина уширяемой части Н=1000 мм; диаметр наружный dк=1020 мм; толщина стенки Δ=12 мм.
Последовательность выполнения операций представлена на фиг.4-7, а вид полученной ремонтной муфты - на фиг.8.
Для решения задачи использовался детонирующий шнур (3) Квазар-ДШ со следующими характеристиками оболочки: Dнар=6,0 мм; dвн=4,5 мм; ω=20,5 г/м.
Оправка (4) изготавливалась из листа фанеры (фиг.4). На оправку (Dнар=950 мм) в один слой намотана (фиг.5) пустая оболочка (3) Квазар-ДШ (6 нитей).
Длина одного витка (L1) Квазар-ДШ на оправке L1=πD0≈3,0 м. Количество витков (N) Квазар-ДШ на длине уширяемой части N=192 витка. Общая длина (Lдш) Квазар-ДШ Lдш=575 м.
Слой Квазар-ДШ укрыт (фиг.6) демпфирующим материалом (2) - пористой резиной толщиной Δ=10 мм. Сборка (оправка (4), оболочка Квазар-ДШ (3) и демпфер (2)) помещалась в исходную заготовку (1); оболочка Квазар-ДШ заполнялась ВВЖИМИ (фиг.7) стехиометрического состава.
ВВЖИМИ заполнялись 4 нити Квазар-ДШ из 6. Масса взрываемого ВВЖИМИ ˜8 кг.
Таким образом, результаты практической реализации заявленных способа изготовления ремонтных муфт и устройства для его осуществления позволили установить их соответствие условиям патентоспособности, а именно новизне, изобретательскому уровню и промышленной применимости.
Источники информации
1. Ромейко B.C. Стальные трубопроводы - Пиррова победа СССР и главная причина кризиса ЖКХ России // Трубопроводы и экология, №2, 2002, с.2-4.
2. Калачев И.Ф. Надежность трубопроводного транспорта // Трубопроводы и экология. №4, 2002, с.14-15.
3. Черногоров Б.В. О технологии проведения выборочного ремонта нефтепроводов композитно-муфтовым методом // Трубопроводный транспорт нефти, №9, 1999, с.36-39 Приложения.
4. Ткаченко В.А. и др. Трубы для нефтяной промышленности // М.: Металлургия, 1986.
5. Чумадин А.С.Способ деформирования концевого участка трубы и устройство для его осуществления // Патент РФ №2104111 В 21 D 41/00, 1994.
6. Трубопроводный транспорт нефти, №1, 2004, с.2
7. ТУ 1469-001-01297858-01. ОАО "АК "Транснефть", 2001.
8. Войнов А.К., Оловянников В.Ф., Захаров А.А. и др. Способ соединения труб с внутренним покрытием // Патент РФ №2079033, C1 F 16 L 13/02, 1997.
9. Степанов В.Г., Шавров И.А. Импульсная металлообработка в судовом машиностроении. Ленинград, Судостроение, 1968.
10. Щукин Ю.Г., Лютиков Г.Г., Поздняков З.Г. Средства инициирования промышленных взрывчатых веществ // М.: Недра, 1996, с.69-75.
11. Каганер Ю.А., Давыдов В.И., Шушко Л.А., Дашков А.Ю., Каганер М.А. Детонирующий шнур Квазар-ДШ и способ его изготовления // Патент РФ №2151758, С 06 С 5/04, F 42 В 3/087, 1998.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДЕТОНИРУЮЩИЙ ШНУР КВАЗАР-ДШ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2151758C1 |
| ЗАРЯД ВЗРЫВЧАТОГО ВЕЩЕСТВА (ВАРИАНТЫ) | 1998 |
|
RU2149861C1 |
| КВАЗАР-СПОСОБ ДЕМОНТАЖА ЗДАНИЙ, СООРУЖЕНИЙ И СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ | 2000 |
|
RU2190185C2 |
| КВАЗАР - СПОСОБ ДЕМОНТАЖА ЗДАНИЙ, СООРУЖЕНИЙ И СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ | 1998 |
|
RU2151997C1 |
| СПОСОБ ДЕЗАКТИВАЦИИ ТВЕРДЫХ ПОВЕРХНОСТЕЙ | 2000 |
|
RU2194322C2 |
| УДЛИНЕННЫЙ КУМУЛЯТИВНЫЙ ЗАРЯД И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2188384C2 |
| УДЛИНЕННЫЙ КУМУЛЯТИВНЫЙ ЗАРЯД ВЗРЫВЧАТОГО ВЕЩЕСТВА "КВАЗАР" | 1993 |
|
RU2065559C1 |
| КВАЗАР-СПОСОБ РАЗДЕЛКИ АТОМНЫХ ПОДВОДНЫХ ЛОДОК (ВАРИАНТЫ) | 2000 |
|
RU2205767C2 |
| КВАЗАР-СПОСОБ ВЗРЫВНОГО РАЗРУШЕНИЯ КРУПНОГАБАРИТНЫХ ОБЪЕКТОВ И КВАЗАР-ЗАРЯДЫ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2189560C2 |
| ТЕРМОВОДОСТОЙКИЙ ДЕТОНИРУЮЩИЙ ШНУР | 1997 |
|
RU2135440C1 |



Изобретения относятся к области обработки металлов давлением и могут быть использованы при изготовлении ремонтных муфт методом деформирования энергией взрыва. Производят раздачу части трубной заготовки путем подрыва детонирующего шнура Квазар-ДШ, содержащего полимерную оболочку и взрывчатое вещество в жидком агрегатном состоянии. При этом используют оправку, на которую наматывают пустую полимерную оболочку, укрывают ее демпфирующим материалом и размещают полученную сборку в трубной заготовке. Затем оболочку частично или полностью заполняют взрывчатым веществом, устанавливают средство взрывания и подрывают. Инициирование взрывчатого вещества осуществляют или с одного конца детонирующего шнура Квазар-ДШ или одновременно с обоих концов, или в средней его части. В результате обеспечивается снижение затрат. 2 н. и 6 з.п. ф-лы, 8 ил.
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ | 1993 |
|
RU2079033C1 |
| Способ присоединения технологических элементов к трубопроводу,находящемуся под давлением | 1983 |
|
SU1199546A1 |
| Способ ремонта трубопровода | 1989 |
|
SU1680473A1 |
| Антенна | 1988 |
|
SU1601670A1 |
| US 3661004 A, 09.05.1972. | |||

