.. и. /
. 2, Способ по п. 1, о т л и ч а ющ и и с я тем, что, с целью снижения растягивающих напряжений в стенке трубы у отверстия, полость между технологическим элементом и трубой заполняют газонепроницаемой самотвердеющей массой под давлением.
равным рабочему давлению продукта в трубе.
3. Способ по пп. 1 и 2, отличающийся тем, что, с целью обеспечения герметичности соединения, на части элемента с патрубком выполняют кольцевые выступы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МОНТАЖА УСИЛИВАЮЩЕЙ МУФТЫ НА ДЕФЕКТНЫЙ СТЫК ДЕЙСТВУЮЩЕГО ТРУБОПРОВОДА | 2000 |
|
RU2165345C1 |
| СПОСОБ РЕМОНТА ДЕФЕКТНЫХ УЧАСТКОВ ТРУБОПРОВОДОВ | 2007 |
|
RU2374551C2 |
| СПОСОБ РЕМОНТА ДЕЙСТВУЮЩЕГО ТРУБОПРОВОДА (ВАРИАНТЫ) | 2008 |
|
RU2451233C2 |
| СПОСОБ РЕМОНТА ДЕФЕКТНОГО УЧАСТКА ТРУБОПРОВОДА, НАХОДЯЩЕГОСЯ ПОД ДАВЛЕНИЕМ | 2007 |
|
RU2352854C2 |
| СПОСОБ РЕМОНТА ДЕФЕКТНОГО УЧАСТКА ДЕЙСТВУЮЩЕГО ТРУБОПРОВОДА | 2007 |
|
RU2354522C2 |
| Способ приварки технологических элементов к трубопроводу | 1981 |
|
SU1058182A1 |
| СПОСОБ РЕМОНТА ПРОТЯЖЕННЫХ УЧАСТКОВ ДЕЙСТВУЮЩИХ ТРУБОПРОВОДОВ | 2007 |
|
RU2352856C1 |
| СПОСОБ УСИЛЕНИЯ ТРУБОПРОВОДА С ПОМОЩЬЮ ПАЯНО-СВАРНОЙ МУФТЫ | 2014 |
|
RU2563945C1 |
| СПОСОБ ПОВЫШЕНИЯ КАТЕГОРИИ ПРОТЯЖЕННОГО ЛИНЕЙНОГО УЧАСТКА ДЕЙСТВУЮЩЕГО ТРУБОПРОВОДА (ВАРИАНТЫ) | 2007 |
|
RU2373452C2 |
| СПОСОБ РЕМОНТА ПРОТЯЖЕННОГО ЛИНЕЙНОГО УЧАСТКА ДЕЙСТВУЮЩЕГО ТРУБОПРОВОДА | 2007 |
|
RU2352855C1 |
1. СПОСОБ ПРИСОЕдаНЕНИЯ : ТЕХНОЛОГИЧЕСКИХ ЭЛЕМЕНТОВ К ТРУБОПРОВОДУ, НАХОДЯЩЕМУСЯ ПОД ДАВЛЕНИЕМ, включающий установку колец, сборку технологического элемента (тройник, муфта).из двух или более частей, закрепление и сварку этих частей между собой и кольцами и заполнение полости между трубой и технологическим элементом газонепроницаемой самотвердеющей массой, отличающийся тем, что, с целью повышения качества и надежности сварного уэла и снижения опасности разрушения в процессе приварки технологических элементов к трубопрово(Л дам, имеющим усиления кольцевых швов, одно кольцо выполняют с кольс цевым пазом, в котором располагают усиление кольцевого шва трубы, а технологический элемент приваривают непосредственно к кольцам без проплавления стенки трубы.
Изобретение относится к эксплуатации сосудов и трубопроводов высоК9ГО давления в нефтехимической fi газовой промышленности, и может быть использовано, преимущественно, при производстве ремонтных работ и подключении новых потребителей к действующим трубопроводам, например, природного газа без остановки его перекачки.
Целью изобретения является получение надежного соединения технологического элемента с трубой и обеспечение полной безопасности ведения ремонтных работ , в том числе присоединения отводов и муфт к трубопроводу без остановки транспорта продукта (газа, нефти, бензина и др.) под рабочим давлением, предотвращение возможности сдвига узла под напряжением, а также снижение растягивающих напряжений у отверстия на трубе.
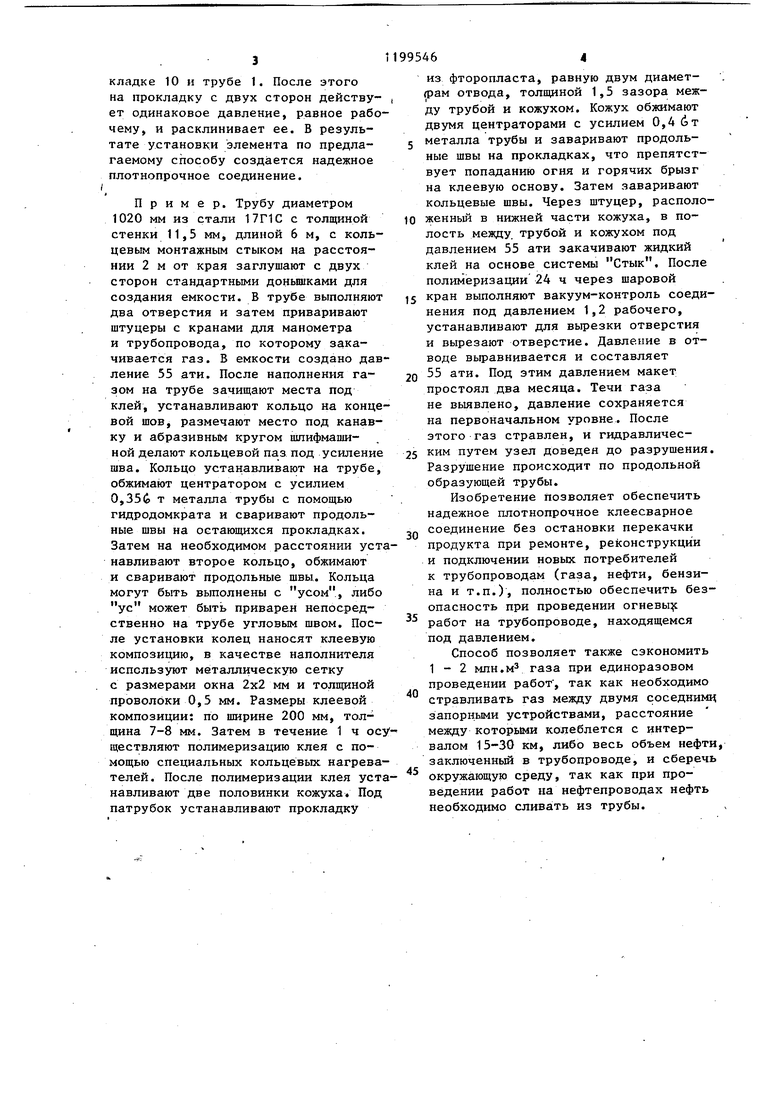
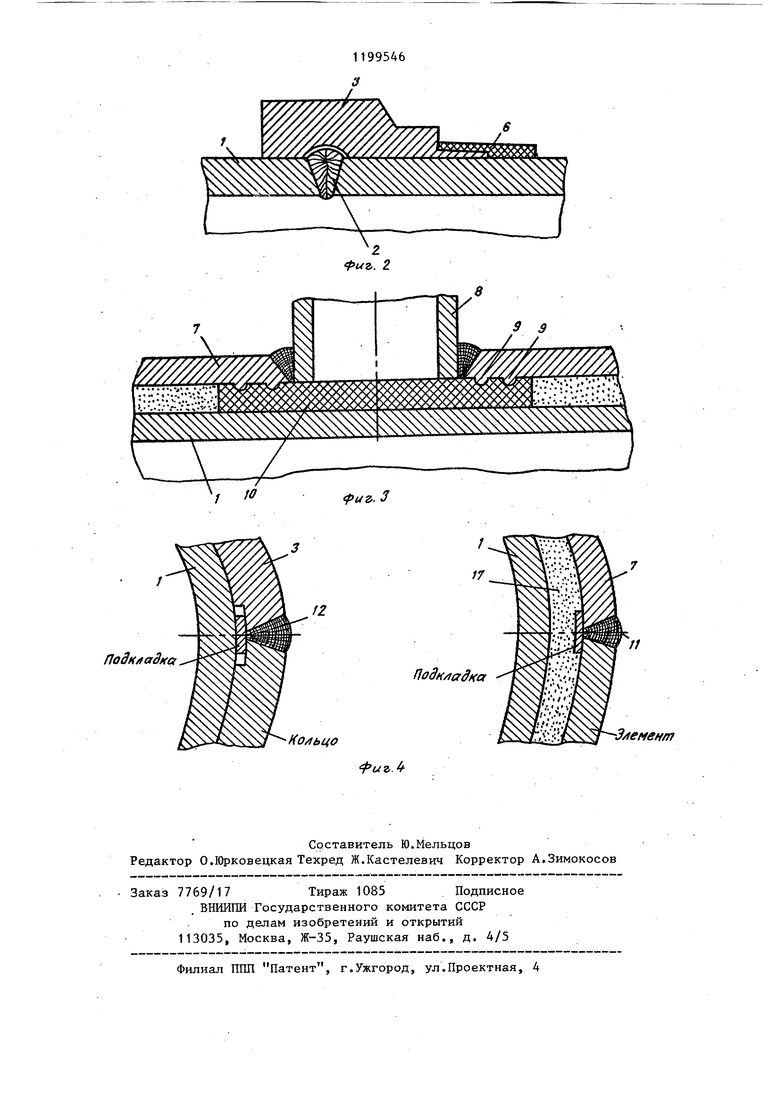
На фиг. 1 показан трубопровод в соединении с конструктивным элементом, общий вид; на фиг. 2 - место шпоночного соединения и герметизации; на фиг. 3 - место установки прокладки у патрубка; на фиг. 4 - сварка продольных швов.
Поверхность ремонтируемого участк трубопровода 1 очищается от изоляции, ржавчины и других загрязнений в районе кольцевого шва 2. На трубе монтируется кольцо 3, состоящее из двух половин, с кольцевым пазом, которьй выполнен под усиление шва. Усиление шва входит в паз и тем самым создается шпоночное соединение. После этого полукольца плотно обжимаются на трубе с усилием, равным 0,30,56 т, и свариваются продольными швми. В результате сварки за счет сварочных напряжений усилие обжатия увеличивается. Монтируется кольцо 4 с таким же обжатием и сваркой продольных швов. Кольца за счет сил трения и шпоночного соединения в дальнейшем полностью исключают возможность сдвига узла. Затем на кольца в местах расположения усов 5 наносится клеевая композиция 6 с наполнителем (например, .клеи на эпоксидно0 полиамидно-полиуританоБой основе с металлической сеткой). После полимеризации лея в этих местах создаются герметичные соединения.
На кольца устанавливаются две
5 половинки кожуха 7. На одной из половинок приварен патрубок 8, вокруг которого с внутренней стороны выполнены кольцевые выступы 9. При установке половинки кожуха с патрубком под отверстие патрубка устанавливается прокладка 10. Обе половинки кожуха обжимаются на кольцах, в результате чего прокладка 10 обжимается плотно на трубе и на выступах 9,
S после чего свариваются продольные швы 11 и 12. За счет сварочных напряжений усилие обжатия увеличивается и в районе патрубка создается герметичное соединение. Кожух 7 кольцевыми швами 13 приваривается к кольцам 3
0 и 4, в результате чего между трубой и кожухом образуется полость. Для того, чтобы включить в работу кожух и трубу одновременно в образовавшуюся полость через штуцер 14 нагнетается жидкая газонепроницаемая самотвердеющая масса 15 (например, клей) под давлением, равным рабочему давлению продукта в трубе. Штуцер 16 служит для выхода воздуха. После затвердения клея на кран 17 устанавливается машинка для вырезки отверстия, которая режущим инструментом прорезает отверстие в прокладке 10 и трубе 1. После этого на прокладку с двух сторон действует одинаковое давление, равное рабо чему, и расклинивает ее. В результате установки элемента по предлагаемому способу создается надежное плотнопрочное соединение. Пример. Трубу диаметром 1020 мм из стали 17Г1С с толщиной стенки 11,5 мм, длиной 6 м, с коль цевым монтажным стыком на расстоянии 2 м от края заглушают с двух сторон стандартными донышками для создания емкости. В трубе выполняю два отверстия и затем приваривают штуцеры с кранами для манометра и трубопровода, по которому закачивается газ. В емкости создано да ление 55 ати. После наполнения газом на трубе зачищают места под клей, устанавливают кольцо на конце вой шов, размечают место под канавку и абразивным кругом ишифмашиной делают кольцевой паз под усилени шва. Кольцо устанавливают на трубе обжимают центратором с усилием 0,35 (о т металла трубы с помощью гидродомкрата и сваривают продольные швы на остающихся прокладках. Затем на необходимом расстоянии уст навливают второе кольцо, обжимают и сваривают продольные швы. Кольца могут быть выполнены с усом, либо ус может быть приварен непосредственно на трубе угловым швом. После установки колец наносят клеевую композицию, в качестве наполнителя используют металлическую сетку с размерами окна 2x2 мм и толщиной проволоки 0,5 мм. Размеры клеевой композиции: по ширине 200 мм, толщина 7-8 мм. Затем в течение 1 ч ос ществляют полимеризацию клея с помощью специальных кольцевых нагрева телей. После полимеризации клея уст навливают две половинки кожуха. Под патрубок устанавливают прокладку из фторопласта, равную двум диамет(рам отвода, тол циной 1,5 зазора между трубой и кожухом. Кожух обжимают двумя центраторами с усилием 0,4(зт металла трубы и заваривают продольные швы на прокладках, что препятствует попаданию огня и горячих брызг на клеевую основу. Затем заваривают кольцевые швы. Через штуцер, расположенньй в нижней части кожуха, в полость между, трубой и кожухом под давлением 55 ати закачивают жидкий клей на основе системы Стык, После полимеризации 24 ч через шаровой кран выполняют вакуум-контроль соединения под давлением 1,2 рабочего, устанавливают для вырезки отверстия и вырезают отверстие. Давление в отводе выравнивается и составляет 55 ати. Под этим давлением макет простоял два месяца. Течи газа не выявлено, давление сохраняется на первоначальном уровне. После этого газ стравлен, и гидравличесКИМ путем узел доведен до разрушения. Разрушение происходит по продольной образующей трубы. Изобретение позволяет обеспечить надежное плотнопрочное клеесварное соединение без остановки перекачки продукта при ремонте, реконструкции и подключении новых потребителей к трубопроводам (газа, нефти, бензина и т.п.), полностью обеспечить безопасность при проведении огневы работ на трубопроводе, находящемся под давлением. Способ позволяет также сэкономить 1 - 2 млн.м газа при единоразовом проведении работ , так как необходимо стравливать газ между двумя соседними запорными устройствами, расстояние между которыми колеблется с интервалом 15-30 км, либо весь объем нефти, заключенный в трубопроводе, и сберечь окружающую среду, так как при проведении работ на нефтепроводах нефть необходимо сливать из трубы.
