Изобретение относится к строительству и используется при сооружении и ремонте трубопроводов.
Известен способ покрытия внутренней поверхности трубопровода, когда по трубопроводу перемещают покрывающий состав и им покрывают поверхность трубопровода, например А.С. СССР №1041179, В 22 F7/04, 1981 или WO 86/02425 A1, 24.04.1986 г.
Недостатком этих способов является то, что они хорошо работают с адгезивами, обладающими хорошей текучестью. При использовании этого способа на цементно-песчаных смесях происходит их расслоение.
Известны устройства для нанесения покрытия на внутреннюю поверхность трубопровода, состоящие из системы подачи текучего агента, механизма нанесения покрытия, например патент ЕПВ №0082212, кл. F 16 L 55/16, 1981 г., а.с. №730379, кл. В 05 С 7/08, 1980 г., патент RU №20157465, В 05 С 7/08, 1992 г., патент RU №2015742, В 05 С 1/08, 1992 г., а.с. СССР №1512682, кл. В 05 С 1/08, 1989 г., а.с. СССР №1445810, кл. В 05 С 1/8 1988 г.
Недостатком этих устройств является то, что они не очень эффективны при нанесении цементно-песчаной смеси.
Наиболее близким аналогом к предлагаемым способу и устройству является «Способ очистки трубопроводов, способ покрытия трубопроводов и устройства (варианты) для их осуществления», RU 2184902 С2, кл. 7 F 16 L 58/04.
Недостатками этих способа и устройства является то, что они не пригодны для использования в трубопроводах диаметром более 500 мм, очень небольшая толщина наносимого покрытия, сложность технологии и устройства.
Задачей изобретения является увеличение скорости нанесения покрытия и толщины нанесенного покрытия.
Поставленная задача достигается совокупностью применяемых изобретений. Нанесение покрытия в несколько этапов позволяет увеличить скорость покрытия, так как можно применить менее вязкую смесь. Первоначальное нанесение прерывистого слоя покрытия позволяет регулировать толщину покрытия и наносить покрытия толщиной 5-200 мм, при этом диаметр трубопровода может быть в диапазоне 100-5000 мм. Вторичное нанесение покрытия на всю длину позволяет получить качественное покрытие с большой скоростью и большей толщины.
Выполнение устройства из камер с рукавом, систем подачи текучего агента и смеси и выполнение рукава ступенчатым позволяет формировать покрытие большой толщины с большей скоростью. Применение двух камер позволяет улучшить качество покрытия, повысить его прочность и увеличить длину покрываемого участка трубопровода. Одновременное использование двух рукавов одинакового диаметра позволяет обеспечить ровный слой покрытия.
На представленных чертежах изображено:
- на фиг.1 - камера с рукавом;
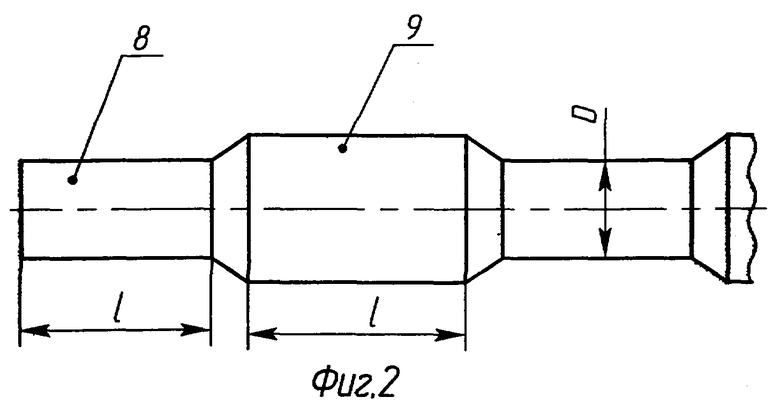
- на фиг.2 - ступенчатый рукав;
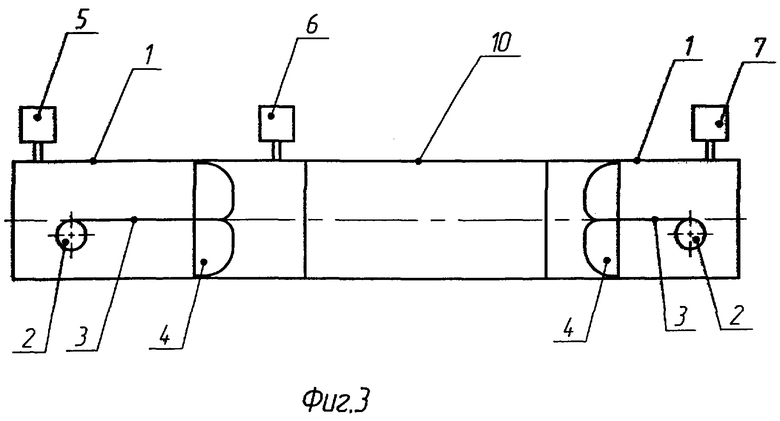
- на фиг.3 - схема выполнения первого этапа покрытия;
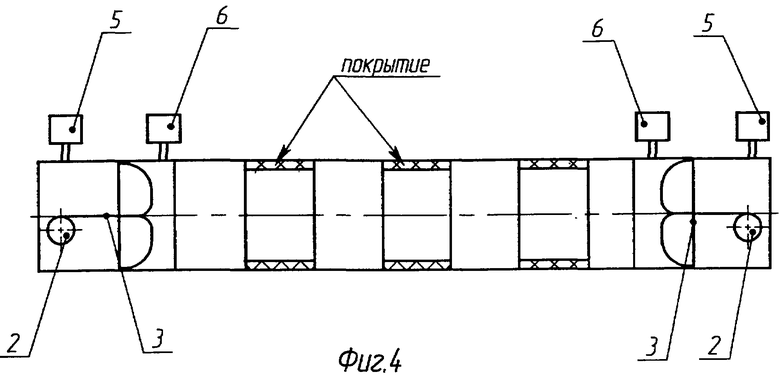
- на фиг.4 - схема выполнения второго этапа покрытия;
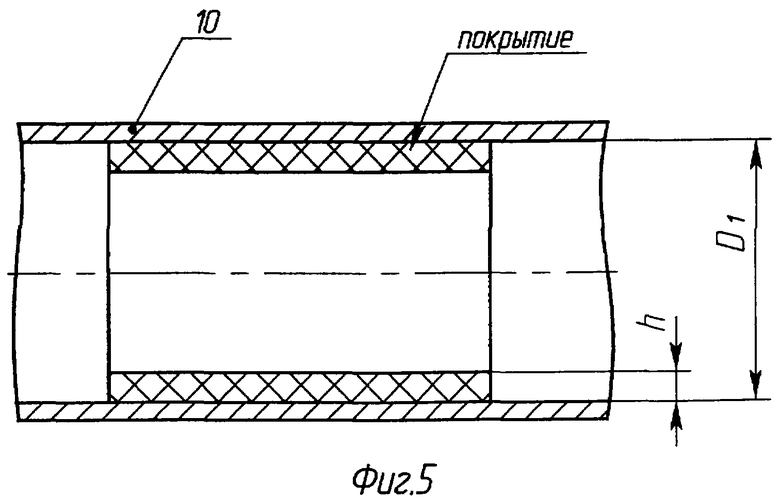
- на фиг.5 - схема восстановленного трубопровода.
Устройство, изображенное на фиг.1, выполнено из камер 1, соединенных с концами трубопровода 10, в каждой из которых размещен приводной реверсивный барабан 2 - тяговое устройство с намотанным на него рукавом 3, передний конец 4 которого отогнут, закреплен по периметру камеры 1 и образует герметичную полость, а второй конец рукава соединен с тяговым устройством 2, при этом полость, образованная отогнутым участком рукава, сообщена с системой 5 подачи текучего агента. Камера 1 сообщена с системой 5 подачи текущего агента и с системой 6 подачи смеси. Рукав 3, изображенный на фиг.2, выполнен из участков разного диаметра, которые соединены между собой.
Диаметр участка 8 рукава меньше внутреннего диаметра трубопровода на двойную толщину покрытия. Диаметр участка 9 рукава больше диаметра трубопровода на 1-5 мм или равен внутреннему диаметру трубопровода.
Устройство для нанесения первого покрытия, изображенное на фиг.3, выполнено из камер 1, установленных на обоих концах трубопровода 10. На левом барабане 2 намотан ступенчатый рукав 3, а на правом барабане 2 намотан рукав 3, имеющий диаметр, одинаковый с диаметром трубопровода 10.
Устройство для нанесения второго покрытия показано на фиг.4. На обоих барабанах 2 намотаны рукава 3, имеющие одинаковые диаметры, их диаметр равен D=D1-2h, где
D - внешний диаметр рукава;
D1 - внутренний диаметр трубопровода;
h - толщина покрытия.
Пример.
Восстанавливали стальной трубопровод для подачи питьевой воды ⊘ 500 мм и длиной 300 м.
Трубопровод имел сквозные свищи. Трубопровод очистили от отложений. Изготовили из полиуретана четыре рукава. Толщина рукава 1 мм. Длина рукавов 310 м. Конец каждого из рукавов лентой соединен с приводным барабаном 2.
Ступенчатый рукав 3 изготовлен из участков ⊘ 500 мм и ⊘ 480 мм длиной по 10 м.
Изготовили два рукава ⊘ 480 мм длиной 310 м.
Изготовили один рукав ⊘ 500 мм длиной 310 м.
Покрытие осуществляли цементно-песчаной смесью с фиброволокном.
На концах трубопровода 10 установили камеры 1. На левом барабане намотан ступенчатый рукав 3. На правом барабане намотан рукав 3 диаметром 500 мм. Правый рукав 3 путем подачи сжатого воздуха переместили в левый конец трубопровода. После этого системой 6 подавали в камеру 1 цементно-песчаную смесь.
Правый рукав 3 выводили из трубопровода 10. После того как вся смесь была подана в трубопровод, левый рукав 3 начали вводить в трубопровод 10, а правый рукав 3 выводить из трубопровода 10. Давление сжатого воздуха в левой камере было 0,6 МПа, а давление в правой камере было 0,5 МПа. После того, как оба рукава 3 дошли до правого конца трубопровода 10, правую камеру 1 демонтировали. Левым рукавом 3 всю лишнюю смесь выдавили из трубопровода 10.
Левый рукав 3 под давлением 0,6 МПа выдерживали в течение 28 часов до отверждения смеси.
После этого левый рукав 3 вывели из трубопровода 10 путем вращения барабана 2. Сжатый воздух из камеры 1 выпустили в атмосферу.
Левую камеру 1 демонтировали с трубопровода 10.
Затем на концы трубопровода 10 установили камеры 1 с рукавами ⊘ 480 мм.
Правый рукав 3 ввели до левого рукава 3.
Системой 6 в пространство между рукавами 3 закачали порцию смеси, правый рукав 3 при этом выводили из трубопровода 10.
После подачи всей смеси в трубопровод 10 в него начали вводить левый рукав 10 под давлением в 0,6 МПа сжатого воздуха, а правый рукав 3 выводить из трубопровода 10.
Давление сжатого воздуха в правой камере 1 поддерживали 0,5 МПа. После того как оба рукава 3 подошли к правой камере 1, ее демонтировали.
Левым рукавом 3 выдавили из трубопровода всю смесь. После этого левый рукав 3 выдержали в трубопроводе 10 до отверждения смеси.
Затем левый рукав 3 вывели из трубопровода 10 и демонтировали левую камеру 1.
Трубопровод испытали на прочность и герметичность и сдали в эксплуатацию.
Использование изобретения позволяет восстанавливать трубопроводы диаметром 100-5000 мм и наносить толщину покрытия от 5 до 400 мм.
Прочность покрытия при таком способе нанесения возрастает до 50%.
Изобретение относится к строительству трубопроводного транспорта и используется при ремонте трубопроводов. По длине ремонтируемого участка трубопровода наносят прерывистый слой цементно-песчаного покрытия и после его отверждения наносят покрытие на всей длине ремонтируемого участка трубопровода. При нанесении покрытия используют водимые в трубопровод через камеры рукава и системы подачи текучего агента и смеси для покрытия, при этом один рукав выполнен ступенчатой формы. Обеспечивает нанесение покрытия толщиной до 400 мм в трубопроводах диаметром до 5000 мм. 2 н.п. ф-лы, 5 ил.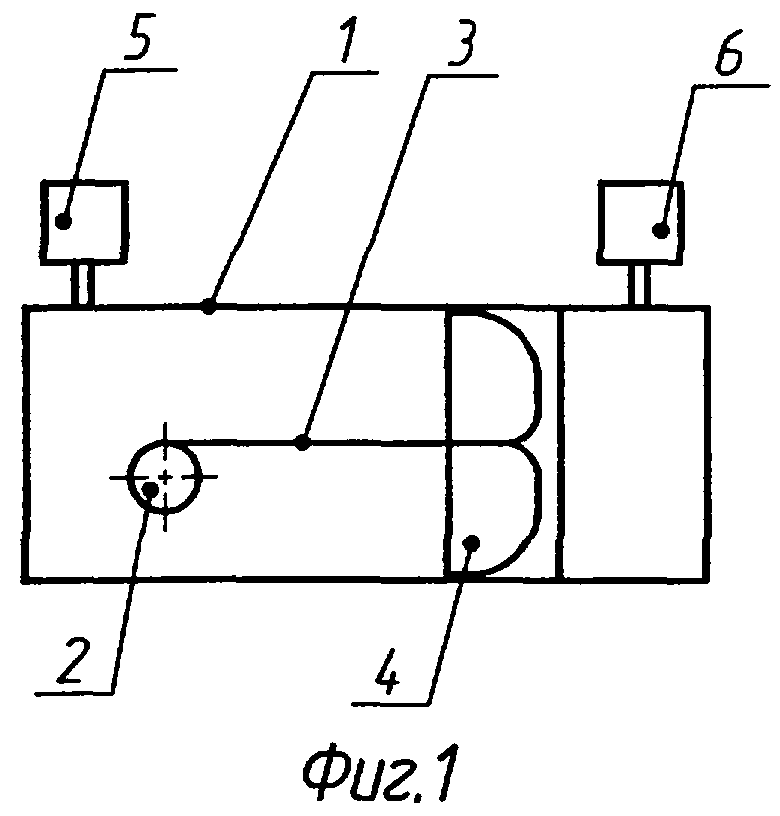
| СПОСОБ ОЧИСТКИ ТРУБОПРОВОДОВ, СПОСОБ ПОКРЫТИЯ ТРУБОПРОВОДОВ И УСТРОЙСТВА (ВАРИАНТЫ) ДЛЯ ИХ ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2184902C2 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ НА ПОВЕРХНОСТЬ | 1992 |
|
RU2015742C1 |
| Устройство для очистки внутренней поверхности трубопроводов | 1980 |
|
SU995910A1 |
| Устройство для очистки внутренней поверхности трубы | 1988 |
|
SU1547884A1 |
| Способ получения паранитроанилина и его производных | 1949 |
|
SU82212A1 |

