Предлагаемое изобретение относится к деревообработке и может быть использовано для контроля отклонений от прямолинейности (ООП) пиломатериалов, особенно длинных досок (6 метров и более).
Известен стандартный способ оценки ООП пиломатериалов при помощи специальной поверочной линейки длиной 2200 мм и щупов (ГОСТ 10294-90 п.3.4): линейка накладывается поочередно на пласть и на продольную кромку досок, отклонения измеряются щупом.
Недостатками способа являются трудоемкость и длительность измерений ООП при помощи щупов и очень тяжелой линейки, ограниченность длины, на которой выполняется измерение, а также высокая стоимость поверочной линейки и ее периодических поверок.
Известен также способ визуальной оценки ООП, практически применяемый станочниками фуговальных станков на малых деталях, путем осмотра на просвет зазора между обработанными поверхностями двух деталей при симметричном наложении их друг на друга. При этом исключается применение поверочной линейки в качестве прямолинейной базы и имеется возможность объективной оценки ООП при помощи щупов.
Недостатком этого способа остается длительность измерений ООП при помощи щупов, что практически неприемлемо для проведения массовых измерений в производственных условиях и исследовательских целях.
Задачей предлагаемого изобретения является устранение указанного недостатка второго способа с целью применения его для массовых измерений ООП не только на малых деталях, но и на длинных пиломатериалах.
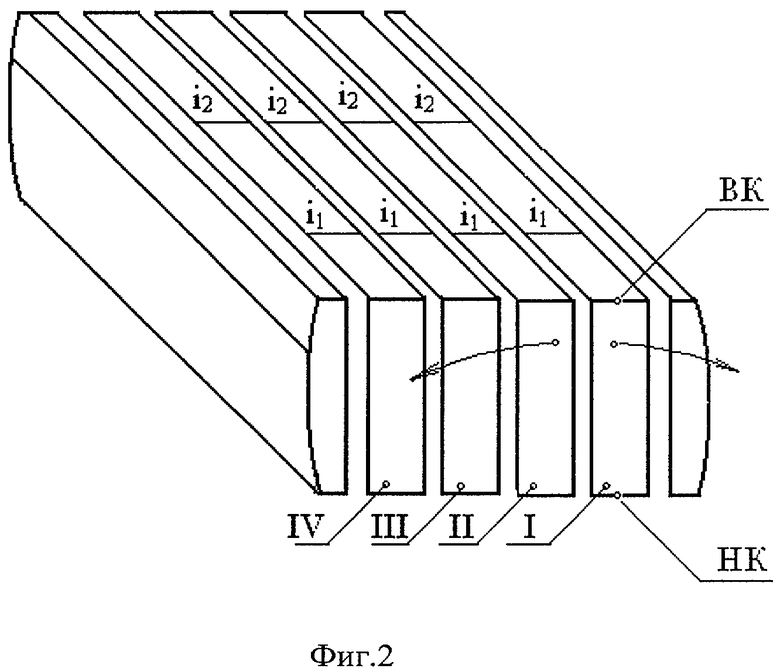
Задача решается путем установки двух одинаковых прокладок между проверяемыми поверхностями с целью увеличения расстояния между ними до размера, допускающего применение штангенциркуля (или нутромера) для измерения этого расстояния (фиг.1).
На фиг.1 показана схема измерения зазора на паре контролируемых досок, на фиг.2 - схема отбора парных досок при распиловке бруса и направление их разворота смежными пластями в одну сторону.
Одинаковые обрезные доски 1, выпиленные из одного бруса, укладываются с зазором с помощью прокладок 2, симметрично относительно продольной оси, проходящей через середины прокладок 2, при этом стрела прогиба fi определяется как полуразность измеренного расстояния у1i между досками в контрольных точках и размером прокладок у0 в мм,
fi=(у1i-у0)/2, мм
При выпиливании обрезных досок из бруса одинаковыми можно считать смежные пласти соседних досок (I и II, II и III и т.д.), а свойством симметрии относительно продольной оси будут обладать одноименные (верхние (ВК) или нижние (НК)) кромки таких соседних досок при их развороте смежными пластями в одну сторону, как показано стрелками на фиг.2.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОМПЛЕКСНОЙ ОЦЕНКИ ФОРМЫ И РАЗМЕРОВ ОБРЕЗНЫХ ПИЛОМАТЕРИАЛОВ | 2008 |
|
RU2367900C1 |
| СПОСОБ КОМПЛЕКСНОЙ ОЦЕНКИ ШИРИНЫ ПИЛОМАТЕРИАЛА И ОТКЛОНЕНИЙ ОТ ПРЯМОЛИНЕЙНОСТИ ЕГО ПРОДОЛЬНЫХ КРОМОК | 2008 |
|
RU2369832C1 |
| СПОСОБ ОЦЕНКИ ОТКЛОНЕНИЙ ОТ ПЛОСКОСТНОСТИ ПО ПЛАСТИ (КРЫЛОВАТОСТИ) ПИЛОМАТЕРИАЛОВ | 2008 |
|
RU2365874C1 |
| СПОСОБ ИЗМЕРЕНИЯ ПРОДОЛЬНОЙ ПОКОРОБЛЕННОСТИ (КРИВИЗНЫ) ПИЛОМАТЕРИАЛОВ | 2007 |
|
RU2359217C1 |
| СПОСОБ ОЦЕНКИ ОТКЛОНЕНИЙ ОТ ПРЯМОЛИНЕЙНОСТИ ПРОДОЛЬНЫХ КРОМОК ПИЛОМАТЕРИАЛА | 2007 |
|
RU2359819C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБРЕЗНЫХ ПИЛОМАТЕРИАЛОВ ИЗ ПИЛОВОЧНИКА БОЛЬШИХ И КРУПНЫХ РАЗМЕРОВ | 2014 |
|
RU2592102C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБРЕЗНЫХ ПИЛОМАТЕРИАЛОВ ИЗ ПИЛОВОЧНИКА | 2013 |
|
RU2530997C1 |
| СПОСОБ ПОДГОТОВКИ ДРЕВЕСИНЫ ДЛЯ СУШКИ | 2002 |
|
RU2216443C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПИЛОМАТЕРИАЛОВ | 2012 |
|
RU2492043C1 |
| СПОСОБ РАСКРОЯ БРЕВНА НА ПИЛОМАТЕРИАЛЫ | 2012 |
|
RU2488482C1 |
Изобретение относится к деревообработке и может быть использовано для контроля отклонений (ООП) пиломатериалов, особенно длинных досок (6 метров и более). Сущность: отклонения от прямолинейности оцениваются на основе измерения зазора между контролируемыми поверхностями двух одинаковых досок, уложенных симметрично относительно продольной оси, проходящей через середины двух прокладок. Прокладки увеличивают зазор между поверхностями до величины, позволяющей измерить этот зазор при помощи штангенциркуля (или нутромера) вместо щупов. Величина отклонений от прямолинейности в контрольных точках рассчитывается в виде полуразности измеренного зазора и толщины прокладок. Технический результат: обеспечение возможности применения штангенциркуля (или нутромера) для проведения массовых измерений. 2 ил.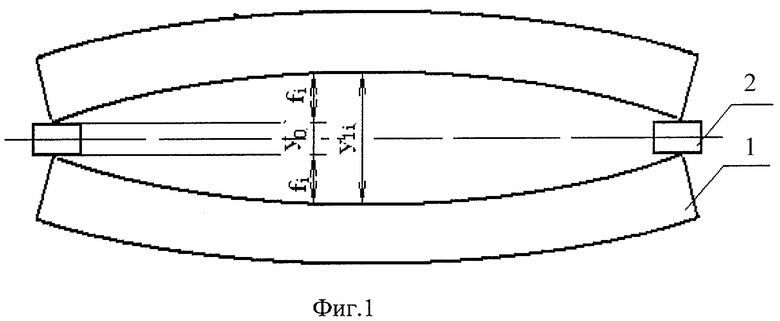
Способ оценки отклонений пиломатериалов от прямолинейности, включающий измерение зазора между контролируемыми поверхностями двух одинаковых досок, отличающийся тем, что для измерений отбираются соседние доски, выпиленные из одного бруса, уложенные с помощью прокладок с зазором для измерений, симметрично расположенные относительно продольной оси, проходящей через середины одинаковых прокладок, с ориентировкой смежных пластей в одну сторону, при этом величину отклонений каждой доски от прямолинейности оценивают в виде полуразности измеренного зазора в каждой контролируемой точке и размера прокладок.
| Способ измерения непрямолинейности | 1990 |
|
SU1740988A1 |
| Способ измерения неплоскостности | 1976 |
|
SU555273A1 |
| Способ контроля неплоскостности | 1977 |
|
SU911126A1 |
| Способ измерения непараллельности поверхностей плоской детали | 1990 |
|
SU1768943A1 |

