Изобретение относится к контрольно- измерительной технике и может быть использовано, в частности, для измерения непрямолинейности исходной прямой оптических линеек, предназначенных для контроля прямолинейности поверхностей изделий машиностроения, приборостроения, станкостроения,судостроения и т. п.
Известен способ измерения непрямолинейности исходной прямой оптических линеек путем сравнения ее с рабочим эталоном прямолинейности. Непрямолинейность исходной прямой находят как разность отклонений точек профиля продольного сечения моста эталона, полученных при измерении оптической линейкой и автоколлиматорами эталона.
Недостатками способа являются его невысокая точность, требование строго термостатированного помещения, дороговизна и необходимость транспортировки крупногабаритных приборов каждые два года к рабочему эталону.
Наиболее близким к изобретению по технической сущности является способ измерения непрямолинейности путем сравнения форм двух диаметрально противоположных поверхностей при помощи измеряемой прямой. При этом исключается необходимость использования дорогостоящих эталонов, измерения можно производить в производственных условиях на предприятиях-потребителях.
Однако необходимость измерения поперечных размеров и введения поправок на
О
ю
00 00
неодинаковость поперечных размеров снижает точность измерения, осложняет процесс измерения, делает невозможным измерение непрямолинейности исходной прямой высокоточных оптических линеек, образцовых средств измерения I разряда.
Целью изобретения является обеспечение возможности измерения непрямолинейности исходной прямой оптических линеек.
Цель достигается тем, что устанавливают с помощью оптической линейки рабочие поверхности равноразмерных концевых мер параллельно измеряемой исходной прямой измеряют с помощью оптической линейки не- прямолинейностьдиаметрально
противоположных рабочих поверхностей концевых мер, по результату этого измерения судят об удвоенной величине непрямолинейности исходной прямой оптической линейки.
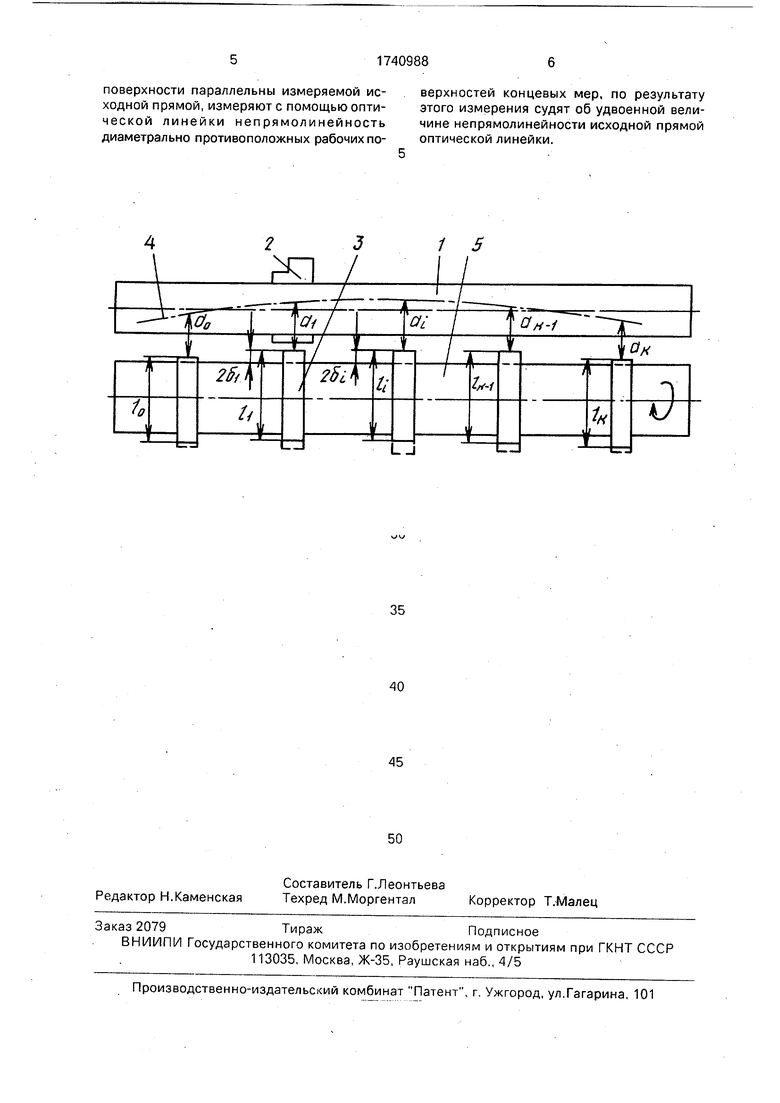
На чертеже изображена принципиальная схема способа измерения непрямолинейности исходной прямой оптической линейки.
Изобретение иллюстрируется чертежом,
При измерении производят следующие операции.
Располагают оптическую линейку 1 та- ким образом, чтобы при установке каретки 2 в первую измеряемую точку исходной прямой (отсчет О по шкале корпуса оптической линейки) измерительный наконечник каретки находился в контакте с рабочей поверхностью первой из концевых мер 3. Концевые меры располагают вдоль измеряемой исходной прямой 4 на вспомогательной балке или жесткой раме 5 с возможностью пе- ремещения перпендикулярно исходной прямой (вверх или вниз). Число концевых мер соответствует числу измеряемых точек и выбирается в зависимости от длины исходной прямой оптической линейки. Разме- ры всех концевых мер выполняют одинаковыми, т. е. I0 li...lj...lk-i Ik, где I0, i, Ik - соответственно размеры концевых мер, установленных в нулевой, в i-й и в конечной точках измерения исходной прямой по шкале корпуса оптической инейки.
Устанавливают рабочие поверхности концевых мер 3 параллельно измеряемой исходной прямой 4. Для этого ставят на барабане микрометра отсчетного устройст- ва оптической линейки нулевой отсчет и, устанавливая измерительный наконечник каретки поочередно на рабочей поверхности концевых мер.добиваются подвижкой вверх или вниз перпендикулярно исходной прямой, чтобы изображение визирного
штриха на экране отсчетного устройства находилось в биссекторе окулярной сетки. После перемещения положение концевой меры фиксируется на балке 5. Такую операцию производят для всех концевых мер, т. е. для всех измеряемых точек исходной прямой получают на барабане микрометра нулевые отсчеты, при этом а ai...ai... ak-i ak.
Поворачивают балку 5 с концевыми мерами 3 на 180° вокруг ее продольной оси так, чтобы измерительный наконечник каретки 2 оптической линейки находился в контакте с диаметрально противоположными, нижними, рабочими поверхностями концевых мер, которые после поворота на 180° стали верхними. (На чертеже положение концевых мер после поворота показано пунктирными линиями.)
Устанавливают поочередно измерительный наконечник каретки на противоположные (нижние) рабочие поверхности концевых мер в тех же точках исходной прямой по ыкале оптической линейки и измеряют оптической линейкой их непрямолинейность, т. е. в каждой точке микрометром отсчетного устройства измеряют смещение изображения визирного штриха, которое соответствует удвоенной величине непрямолинейности исходной прямой д оптической линейки, например, в точке i получают 2 д .
Предлагаемый способ эффективно (с высокой точностью и просто) непосредственно в производственных условиях позволяет решать сложную задачу измерительной техники: измерение непрямолинейности исходной прямой высокоточных оптических линеек, которые являются образцовыми средствами измерения I разряда. Допустимая непрямолинейность исходной прямой оптических линеек составляет доли мкм, а способ измерения ее в 2-3 раза точнее. Кроме того, исключается необходимость транспортировки оптических линеек каждые два года в метрологические центры для сличения с рабочим эталоном.
Формула изобретения
Способ измерения непрямолинейности, заключающийся в том, что производят сравнение формы двух диаметрально противоположных поверхностей и измеряют непрямолинейность, отличающийся тем, что, с целью обеспечения возможности измерения непрямолинейности исходной прямой оптической линейки, уст чавлизают с помощью оптической линейки разноразмерные концевые меры так, что их рабочие
поверхности параллельны измеряемой исходной прямой, измеряют с помощью оптической линейки непрямолинейность диаметрально противоположных рабочих поверхностей концевых мер, по результату этого измерения судят об удвоенной величине непрямолинейности исходной прямой оптической линейки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОПТИЧЕСКИЙ ПРИБОР ДЛЯ КОНТРОЛЯ ОТСТУПЛЕНИЙ ПОВЕРХНОСТИ ОТ ПРЯМОЛИНЕЙНОСТИ | 1972 |
|
SU348861A1 |
| Устройство для поверки концевых мер длины | 1984 |
|
SU1193432A1 |
| Прибор для контроля профиля зубьев червячной шлицевой фрезы | 1956 |
|
SU124636A1 |
| Устройство контроля прямолинейности образующей цилиндрической детали | 1990 |
|
SU1749697A1 |
| Оптическая линейка для измерения непрямолинейности и неплоскостности поверхностей | 1976 |
|
SU593071A1 |
| Устройство для бесконтактного контроля прямолинейности поверхностей | 1978 |
|
SU679792A1 |
| ПОВЕРОЧНЫЙ КОМПЛЕКС КООРДИНАТНЫХ ПРИБОРОВ И ИЗМЕРИТЕЛЬНЫХ СИСТЕМ | 2012 |
|
RU2494346C1 |
| Устройство для измерения линейных размеров | 1977 |
|
SU658406A1 |
| Устройство для измерения волнистости | 1980 |
|
SU939929A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ОТКЛОНЕНИЙ ОТ ПЛОСКОСТНОСТИ ПОВЕРХНОСТИ | 2004 |
|
RU2287776C2 |
Изобретение относится к измерительной технике, а именно к поверке точности воспроизведения исходной прямой оптических линеек, предназначенных для контроля прямолинейности и плоскостности. Целью изобретения является обеспечение возможности измерения непрямолинейности исходной прямой оптической линейки. В способе измерения непрямолинейности моделируют с помощью поверяемой оптической линейки материализованную прямую по рабочим поверхностям разноразмерных концевых мер и устанавливают ее параллельно поверяемой исходной прямой оптической линейки, а результат измерения с помощью поверяемой оптической линейки непрямолинейности положения противолежащих рабочих поверхностей концевых мер принимают за удвоенную величину погрешности воспроизведения исходной прямой, 1 ил.
| Гольман Р | |||
| А, Измерение непрямолинейности.- Сб | |||
| трудов УкрНИИСИПа: Исследования по повышению точности и надежности металлорежущих станков,- М., 1969, с | |||
| Пуговица | 0 |
|
SU83A1 |
