Изобретение относится к литейному производству и может быть использовано для литья изделий с направленной и монокристаллической структурой, применяемых преимущественно в качестве лопаток ГТД и ГТУ.
Известна конструкция керамической формы для литья изделий с направленной и монокристаллической структурой, состоящая из заливочной части, литниковой полости, рабочей полости, стартовой полости. Особенность конструкции такой формы заключается в том, что она не имеет дна и заливаемый в форму металл начинает кристаллизоваться на водоохлаждаемом медном холодильнике (по методу Бриджмена). При этом зарождается и растет большое количество зерен. При получении изделий с направленной структурой формируются столбчатые зерна с ориентацией [001] за счет конкурентного роста зерен в стартовой зоне (патент ЕР №0899039).
Известна керамическая форма, которая помимо общепринятой конструкции дополнительно содержит кристаллоотборник, обеспечивающий отбор одного зерна с ориентацией [001] из множества зарождаемых на поверхности водоохлаждаемого холодильника зерен, которые испытывают конкурентный рост (патент США №5592984).
Недостатком известных решений является то, что в такой форме при литье изделий по методу Бриджмена невозможно достигнуть высоких градиентов температур на фронте роста кристаллов и полностью реализовать преимущества направленной кристаллизации за счет управления размером структурных составляющих сплава. Получаемая направленная структура является крупнодендритной с грубыми включениями карбидов и фаз эвтектического происхождения. Изделия, полученные в этой керамической форме, имеют большой брак и низкий выход годного по макроструктуре.
Известна конструкция формы, используемая для литья деталей с направленной и монокристаллической структурой на установках с жидкометаллическим охладителем, в качестве которого может применяться расплавленное олово, алюминий и другие. Керамическая форма включает заливочную чашу, литниковую полость, рабочую полость, формирующую лопатку, стартовую полость с размещенными в ней затравками. Для получения отливок лопаток турбин с комбинированной структурой затравочные полости расположены на двух уровнях стартовой полости. Причем дно стартовой полости закрыто клеящей керамической композицией (патент РФ №2067916).
Недостатками известной конструкции являются:
1) большое тепловое сопротивление дна формы, что не дает возможности достигнуть необходимого переохлаждения в стартовой полости;
2) в стартовой полости создаются условия для практически одинакового теплоотвода как в осевом, так и в диагональном направлениях, что снижает стабильность процесса зарождения и роста столбчатых зерен.
Наиболее близкой по технической сущности и достигаемому эффекту к предлагаемому техническому решению является конструкция формы, используемая для литья деталей с направленной и монокристаллической структурой на установках с жидкометаллическим охладителем, в качестве которого может применяться расплавленное олово, алюминий и другие. Керамическая форма состоит из заливочной чаши, литниковой полости; рабочей полости, формирующей лопатку и стартовой полости, в нижней части которой установлен один или более теплопроводный элемент, частично выходящий наружу за пределы формы. Теплопроводный элемент выполнен из материала с высокой температуропроводностью, такого, как, например, керамика из оксидов, нитридов, карбидов, боридов, силицидов, металлокерамика, тугоплавкие металлы и их сплавы, сплавы для затравок, графит, медь или их сочетание (патент РФ №2201843).
Описанная конструкция формы имеет следующие существенные недостатки:
- отсутствует возможность равномерного распределения расплавленного металла по поверхности теплопроводного элемента и регулирования скорости заполнения стартовой полости расплавленным металлом для создания условий зарождения большого количества равноосных зерен;
- отсутствует возможность создания оптимальных условий для увеличения количества столбчатых зерен и конкурентного роста столбчатых зерен в стартовой полости, что исключает возможность снижения их разориентации как в стартовой полости, так и в отливаемом изделии, приводящее к снижению длительной прочности.
Степень разориентации монокристалла или отдельных столбчатых зерен в лопатках ГТД оказывает существенное влияние на их эксплуатационные характеристики. Так, малоцикловая усталость монокристаллов из жаропрочного сплава CMSX-2 снижается на порядок при увеличении разориентации от 6° до 22°.
Все вышеперечисленные недостатки не позволяют получать лопатки с улучшенной направленной столбчатой и монокристаллической структурой для двигателей 5-6 поколений.
Технической задачей настоящего изобретения является получение качественных изделий ответственного назначения с низкой разориентацией монокристалла <001> (монокристаллическая структура) или отдельных зерен <001> (столбчатая структура) в пере лопатки относительно осевого направления отливаемого изделия, а также повышение предела длительной прочности изделий.
Для решения поставленной задачи предложена керамическая форма для литья изделий с направленной или монокристаллической структурой, включающая заливочную чашу, литниковую полость, рабочую полость, формирующую изделие, и стартовую полость, нижняя часть которой снабжена теплопроводным элементом, частично выходящим наружу за пределы формы, в которой стартовая полость дополнительно снабжена по крайней мере одной теплоизолирующей перегородкой с по крайней мере одним сквозным отверстием, причем отношение высоты стартовой полости к суммарной высоте теплоизолирующих перегородок составляет 1:(0,02-0,5). Перегородка выполнена из пористого керамического материала с низкой теплопроводностью и имеет сквозные отверстия произвольной конфигурации. Для получения изделий с монокристаллической структурой форма дополнительно снабжена кристаллоотборником.
Теплоизолирующая перегородка с отверстиями, расположенная в стартовой полости, предназначена для снижения теплового влияния верхних слоев расплавленного металла на нижние и равномерного распределения первой порции расплавленного металла по поверхности теплопроводного элемента, что обеспечивает оптимальные условия для зарождения большого количества равноосных и соответственно столбчатых зерен и конкурентного роста столбчатых зерен в стартовой полости при кристаллизации расплава. Высокая плотность столбчатых зерен (≥20 шт/см2) в стартовой полости обеспечивает получение монокристаллической или направленной столбчатой структуры отливки, характеризуемой степенью разориентации монокристалла или отдельных зерен <001> в пере лопатки относительно осевого направления отливаемого изделия не выше 6°.
При отношении высоты затравочной полости к суммарной высоте теплоизолирующих перегородок менее 1:0,02 их теплоизолирующая способность недостаточна, и количество равноосных и соответственно столбчатых зерен недостаточно для обеспечения оптимальных условий конкурентного роста столбчатых зерен в стартовой полости при кристаллизации расплава и получения отливок с улучшенной структурой.
При отношении высоты затравочной полости к суммарной высоте теплоизолирующих перегородок более 1:0,5 величина равноосных зерен возрастает из-за небольшой степени переохлаждения и размытости фронта кристаллизации, при этом количество столбчатых кристаллов в стартовой полости снижается, что приводит к невозможности получения отливок с улучшенной структурой.
Керамическая теплоизолирующая перегородка выполнена из огнеупорного пористого материала на основе оксидов алюминия, циркония, кремния или их смеси.
На фиг.1 представлена конструкция керамической формы с направленной (1а) и монокристаллической структурой (1б), где:
1 - заливочная чаша;
2 - литниковая полость;
3 - рабочая полость;
4 - стартовая полость;
5 - теплопроводный элемент;
6 - теплоизолирующая перегородка со сквозными отверстиями;
7 - кристаллоотборник.
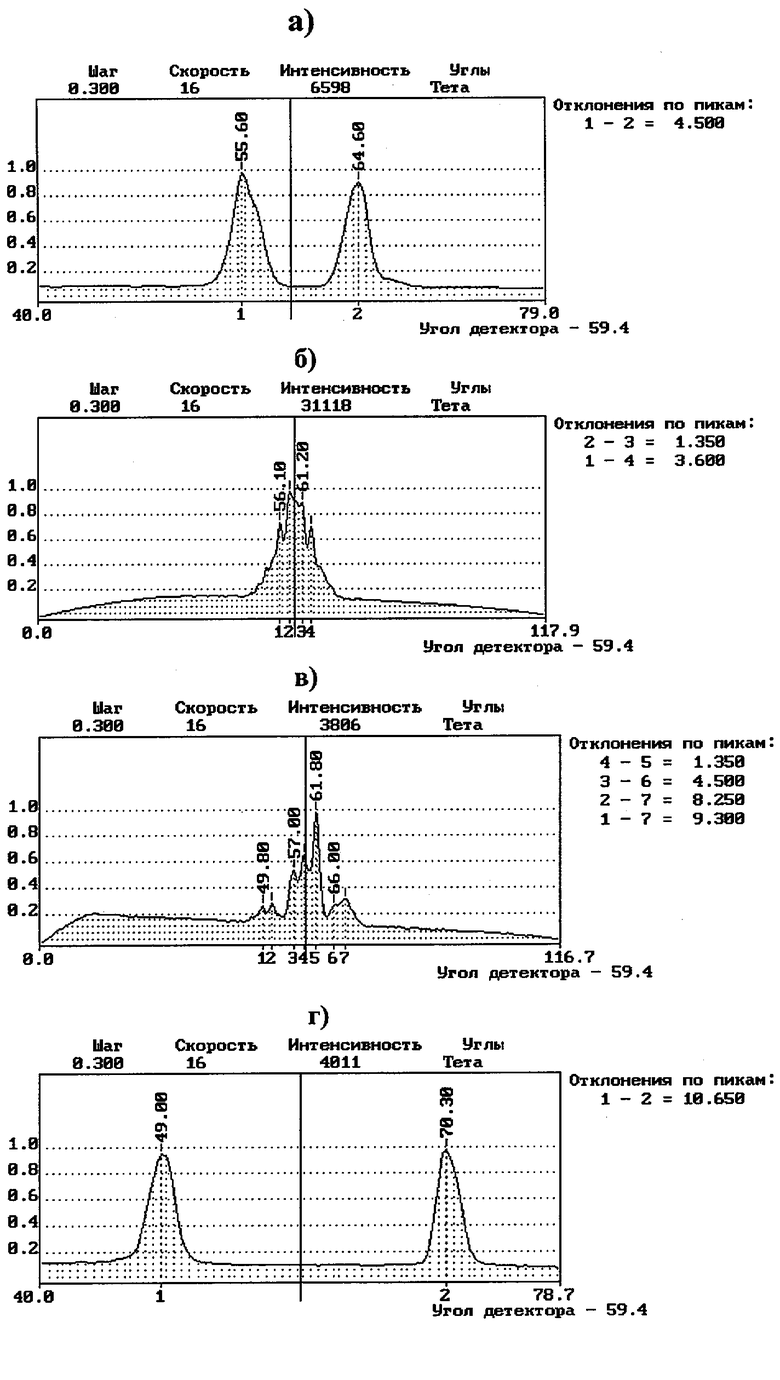
На фиг.2 показаны профили рентгеновских линий, полученных от деталей с направленной столбчатой и монокристаллической структурой,
где: фиг.2а - рентгеновские линии при контроле лопатки с направленной столбчатой структурой, полученной по примеру 1;
фиг.2б - рентгеновские линии при контроле лопатки с монокристаллической структурой, полученной по примеру 2;
фиг.2в - рентгеновские линии при контроле лопатки с направленной столбчатой структурой, полученной по примеру прототипу;
фиг.2г - рентгеновские линии при контроле лопатки с монокристаллической структурой, полученной по примеру-прототипу.
Изобретение проверялось при отливке изделий с направленной и монокристаллической структурой с ориентацией <001>.
Пример 1. Получение лопатки из жаропрочного сплава на никелевой основе ЖС-26 с направленной столбчатой структурой.
Форма предложенной конструкции изготавливалась по общепринятой технологии путем нанесения на модель керамического покрытия, сушки, удаления керамической массы, прокалки керамической формы и установки теплопроводного элемента из графита в нижней части стартовой полости.
Расплавленный металл заливали в заливочную чашу (1) керамической формы через литниковую полость (2) и рабочую полость (3). Металл попадал через теплоизолирующую перегородку с одним сквозным отверстием в виде узкой щели (6) в стартовую полость (4), равномерно распределялся по поверхности теплопроводного элемента (5) и заполнял ее с необходимой скоростью, после чего начинали направленную кристаллизацию путем перемещения формы из зоны нагрева в зону жидкометаллического охладителя до полной кристаллизации отливки. Расплавленный металл, соприкасаясь с теплопроводным элементом (5), находящимся в контакте с жидкометаллическим охладителем, интенсивно охлаждался в зоне их соприкосновения, практически не испытывая теплового воздействия вышележащего расплавленного металла, в результате на поверхности теплопроводного элемента зарождалось большое количество мелких равноосных зерен.
За счет создания оптимальных условий для увеличения количества зарождающихся равноосных и соответственно столбчатых зерен и конкурентного роста столбчатых зерен при высоком осевом теплоотводе формировалась тонкостолбчатая структура в стартовой полости с острой текстурой <001>. Плотность равноосных зерен составила 150-200 шт/см2, а столбчатых - 25-30 шт/см2. Это позволило получить улучшенную направленную столбчатую структуру отливки. Структура полученного изделия характеризовалось степенью разориентации отдельных зерен <001> в пере лопатки относительно осевого направления отливаемого изделия не выше 4°, что подтверждается результатами рентгеноструктурного контроля (см. фиг.2а). Рефлекс отражения состоит из нескольких отдельно стоящих пиков, каждый из которых соответствует отражению от отдельного зерна или группы зерен с близкой ориентацией. Угловое расстояние между крайними пиками, характеризующее разориентацию отдельных зерен, составляет α001=3,6°.
Пример 2. Получение лопатки из жаропрочного сплава на никелевой основе ЖС-32 с монокристаллической структурой с кристаллографической ориентацией <001>.
Расплавленный металл заливали в заливочную чашу (1) керамической формы. Металл, проходя через литниковую полость (2), рабочую полость (3), кристаллоотборник (7), теплоизолирующую перегородку (6) в стартовую полость (4), заполнял ее, затем начинали направленную кристаллизацию аналогично примеру 1. Расплавленный металл, проходя через теплоизолирующую перегородку из огнеупорного пористого материала на основе оксида алюминия с пятью отверстиями круглого сечения, равномерно распределялся по поверхности теплопроводного элемента (5) и заполнял стартовую полость с необходимой скоростью, соприкасаясь с теплопроводным элементом, интенсивно охлаждался, в результате на поверхности теплопроводного элемента зарождалось большое количество мелких равноосных зерен. За счет создания оптимальных условий для увеличения количества зарождающихся равноосных зерен и конкурентного роста в стартовой полости при высоком осевом теплоотводе формировалась столбчатая структура в стартовой полости с острой текстурой <001>. Плотность равноосных зерен составила 150-200 шт/см2, а столбчатых - 25-30 шт/см2. Сформированная в стартовой полости столбчатая структура прорастала в кристаллоотборник, где осуществлялся отбор одного совершенного зерна с ориентацией <001>.
Полученное изделие характеризовалось наличием одного совершенного монокристалла в пере лопатки с кристаллографической ориентацией <001>, что подтверждается результатами рентгеноструктурного контроля (см. фиг.2б). Рефлекс отражения состоит из одного простого дифракционного пика с отклонением α001=5,25°.
Пример 3. Получение лопатки из жаропрочного сплава на никелевой основе ЖС-26 с направленной столбчатой структурой по прототипу.
Расплавленный металл заливали в керамическую форму, изготовленную по прототипу, после чего начинали направленную кристаллизацию путем перемещения формы из зоны нагрева в зону жидкометаллического охладителя до полной кристаллизации отливки. Плотность равноосных зерен в стартовой зоне составила 20-25 шт/см2, а столбчатых - 10-12 шт/см2. Структура полученного изделия характеризовалась расширенной разориентацией отдельных зерен <001> в пере лопатки относительно осевого направления отливаемого изделия α001=9,3°, что подтверждается результатами рентгеноструктурного контроля (см. фиг.2в).
Пример 4. Получение лопатки из жаропрочного сплава на никелевой основе ЖС-32 с монокристаллической структурой с кристаллографической ориентацией <001> по прототипу.
Расплавленный металл заливали в керамическую форму с кристаллоотборником, изготовленную по прототипу, после чего начинали направленную кристаллизацию путем перемещения формы из зоны нагрева в зону жидкометаллического охладителя до полной кристаллизации отливки.
Плотность равноосных зерен в стартовой зоне составила 20-25 шт/см2, а столбчатых - 10-12 шт/см2.
Полученное изделие характеризовалось наличием одного монокристалла в пере лопатки с кристаллографической ориентацией <001>, что подтверждается результатами рентгеноструктурного контроля (см. фиг.2,г). Рефлекс отражения состоит из одного простого дифракционного пика с отклонением α001=10,65°.
При получении лопаток с направленной структурой параллельно отливали образцы для испытаний на длительную прочность (σ=260 МПа и Т=975°С). Анализ результатов испытаний таких образцов показал, что долговечность образцов, отлитых в керамические формы предложенной конструкции, составила не менее 55 часов, а образцов, отлитых в керамические формы по прототипу, не менее 40 часов.
Таким образом, применение предлагаемой керамической формы позволило получить качественное изделие ответственного назначения с улучшенной монокристаллической и направленной столбчатой структурой с повышенным значением предела длительной прочности.
| название | год | авторы | номер документа |
|---|---|---|---|
| КЕРАМИЧЕСКАЯ ФОРМА ДЛЯ ЛИТЬЯ ИЗДЕЛИЙ С НАПРАВЛЕННОЙ И МОНОКРИСТАЛЬНОЙ СТРУКТУРОЙ | 2000 |
|
RU2201843C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВКИ МОНОКРИСТАЛЛИЧЕСКОЙ ТУРБИННОЙ ЛОПАТКИ | 2006 |
|
RU2325971C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВКИ С МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ | 2009 |
|
RU2400326C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК МЕТОДОМ НАПРАВЛЕННОЙ КРИСТАЛЛИЗАЦИИ | 2005 |
|
RU2285580C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОНОКРИСТАЛЛИЧЕСКОЙ ОТЛИВКИ РАБОЧЕЙ ЛОПАТКИ ТУРБИНЫ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ С ЗАДАННЫМИ АКСИАЛЬНОЙ И АЗИМУТАЛЬНОЙ ОРИЕНТАЦИЕЙ СПЛАВА | 2007 |
|
RU2329120C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ С МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ | 2007 |
|
RU2353471C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ТУРБИННЫХ ЛОПАТОК МЕТОДОМ НАПРАВЛЕННОЙ КРИСТАЛЛИЗАЦИИ | 2005 |
|
RU2302923C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВКИ МОНОКРИСТАЛЛИЧЕСКОЙ ТУРБИННОЙ ЛОПАТКИ | 2003 |
|
RU2239520C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ЛОПАТКИ ИЗ ЖАРОПРОЧНОГО НИКЕЛЕВОГО СПЛАВА С МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ | 2009 |
|
RU2392091C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВКИ ТУРБИННОЙ ЛОПАТКИ С МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ | 2013 |
|
RU2532621C1 |
Изобретение относится к литейному производству и может быть использовано для литья изделий с направленной структурой, применяемых преимущественно в качестве лопаток ГТД и ГТУ. Керамическая форма включает заливочную чашу, литниковую, рабочую и стартовую полости. Нижняя часть стартовой полости имеет теплопроводный элемент, частично выходящий наружу за пределы формы, и снабжена по крайней мере одной теплоизолирующей перегородкой. Отношение высоты стартовой полости к суммарной высоте теплоизолирующей перегородки составляет 1:(0,02-0,5). Перегородка выполнена из огнеупорного пористого керамического материала и имеет сквозные отверстия. Для получения изделий с монокристаллической структурой форма дополнительно снабжена кристаллоотборником. Использование изобретения позволяет получить качественные отливаемые изделия. 2 з.п. ф-лы, 2 ил.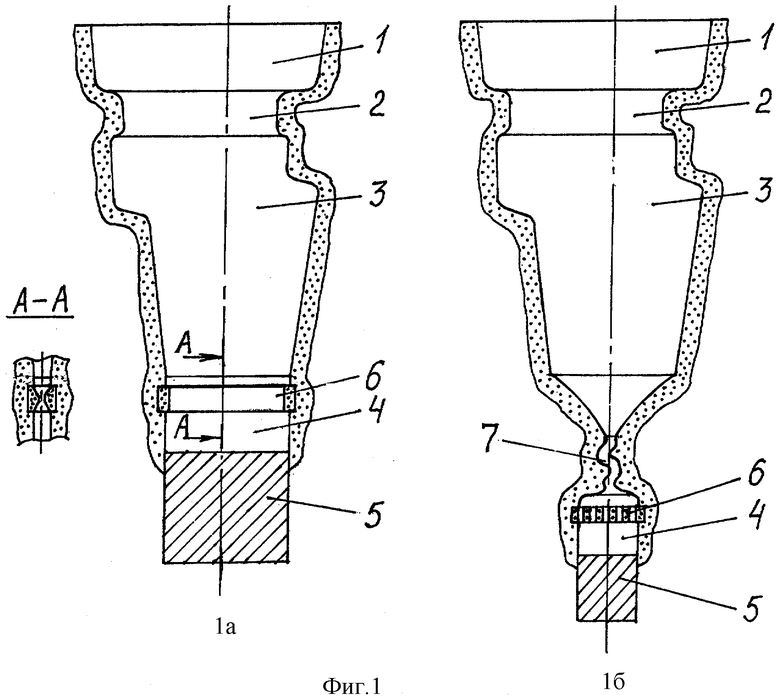
| КЕРАМИЧЕСКАЯ ФОРМА ДЛЯ ЛИТЬЯ ИЗДЕЛИЙ С НАПРАВЛЕННОЙ И МОНОКРИСТАЛЬНОЙ СТРУКТУРОЙ | 2000 |
|
RU2201843C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК ЛОПАТОК ТУРБИН С КОМБИНИРОВАННОЙ СТРУКТУРОЙ | 1994 |
|
RU2067916C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК С НАПРАВЛЕННОЙ И МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ | 2004 |
|
RU2258578C1 |
| Устройство для определения объема микроагрегатов в крови | 1979 |
|
SU899039A1 |
| US 5592984 А, 14.01.1997. | |||

