Изобретение относится к быстропереналаживаемой оснастке для изготовления изделий из термопластичных пластмасс и может быть использовано для изготовления деталей из полимерных материалов методом литья по давлением с использованием унифицированных блоков для литья изделий различной геометрии в многономенклатурном и мелкосерийном производстве.
Известна блок-форма для изготовления полимерных изделий (а.с. №1426817 SU), содержащая подвижные и неподвижные плиты с обоймами, в которых установлены формообразующие элементы, плиту опорную с упорами, плиты выталкивателей и фиксаторы формообразующих элементов, каждый из которых выполнен в виде шарика, установленного в отверстии обоймы. На боковой поверхности формообразующего элемента выполнено отверстие для взаимодействия с шариком.
Известная блок-форма является сложной конструкцией, и для замены сменного пакета необходимо вначале отвернуть контргайки и винты фиксирующего устройства для освобождения шарика, а затем затянуть их в обратном порядке, что требует дополнительного инструмента.
Известна универсальная форма со сменными пакетами (а.с. №679410, опубл. 1979 г.), содержащая неподвижную плиту и жестко связанную с ней плиту крепления неподвижной части сменного пакета, подвижную плиту и жестко связанную с ней плиту крепления подвижной части сменного пакета, между которыми размещены плиты выталкивающей системы, основание, направляющие, центрирующие и фиксирующие элементы сменного пакета.
В данной форме установку сменных пакетов производят в собранном виде, включая и их выталкивающую систему. Установку осуществляют по U-образным пазам плит универсальной формы и поджимают болтами откидных планок, что повышает металлоемкость и трудоемкость изготовления сменных пакетов, а также увеличивает время переналадки блок-формы.
Наиболее близким техническим решение является универсальный блок (а.с. №1556926, RU), содержащий неподвижную и опорную плиты для крепления плит сменного пакета, подвижную плиту, плиты выталкивателей, сменный пакет и центрирующие элементы в виде неподвижных стержневых упоров в нижней части неподвижной и опорной плит блока и сопрягаемых с ними пазов в плите матриц и плите пуансонов сменного пакета и в виде съемных стержней, установленных посредством крепежных элементов в пазах верхней части опорной и неподвижной плит блока и плит сменного пакета. Данное техническое решение принято за прототип.
Однако в известном блоке для центрирования, установки и крепления сменного пакета используются съемные стержни, которые при установке необходимо крепить дополнительными крепежными элементами, а сменный пакет необходимо закрепить на блоке болтами. Наличие крепежных элементов увеличивает время переналадки блока и усложняет конструкцию.
Технической задачей изобретения является расширение технических возможностей и повышение производительности труда.
Техническим результатом использования изобретения является сокращение времени переналадки блок-формы непосредственно на литьевой машине, а также повышение точности фиксирования сменного пакета блок-формы и упрощение элементов его крепления. Указанный технический результат достигается за счет того, что блок-форма содержит неподвижную плиту, плиту подвижную, основание, сменный пакет, выталкивающую систему, направляющие и центрирующие элементы, одни из которых в виде неподвижных штифтов установлены в нижней части основания, кроме этого, по двум сторонам основания вертикально закреплены две направляющие, снабженные продольными пазами, а в них, до упора в неподвижные штифты, установлен сменный пакет, матрица которого имеет соответствующие скобообразные выступы и соединена с направляющими фиксирующими штифтами.
В зависимости от длины матрицы сменного пакета, которая обусловлена размерами и формой изготавливаемого изделия, матрица или фиксируется на неподвижных штифтах посредством сопрягаемых с ними пазов, или упирается в штифты нижним торцом.
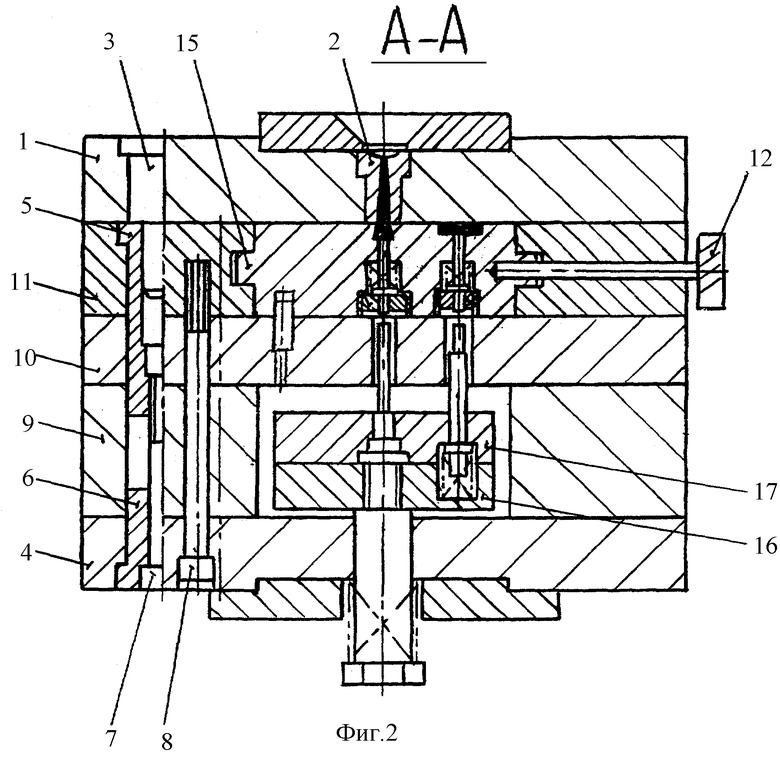
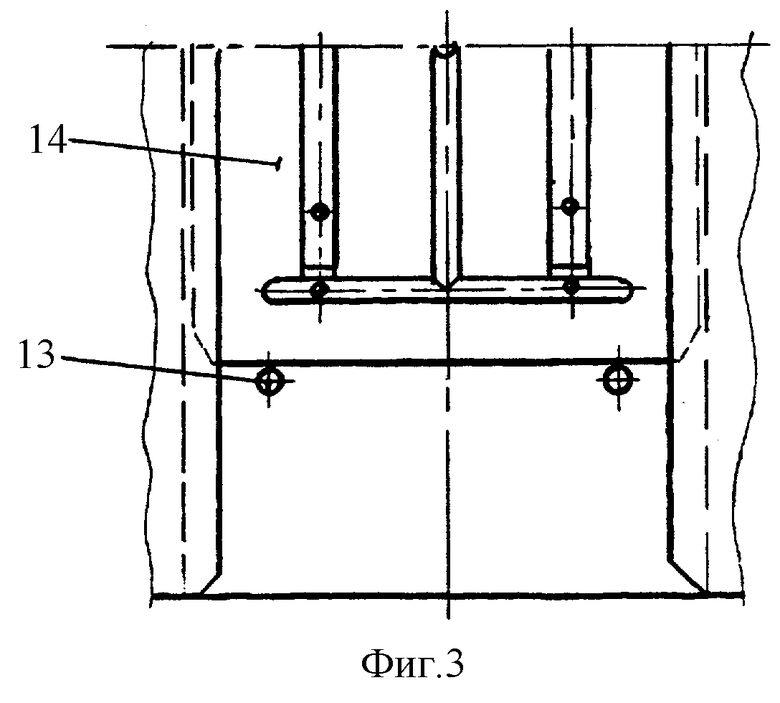
На фиг.1 изображена подвижная часть блок-формы с одним из сменных формообразующих пакетов (план); на фиг.2 - разрез А-А на фиг.1; на фиг.3 - один из вариантов установки сменного пакета.
Универсальная блок-форма содержит неподвижную плиту 1 с литниковой втулкой 2 и колонками 3, плиту подвижную 4, жестко связанную втулками 5, 6 и винтами 7, 8 с брусьями 9 и основанием 10. На основании 10 вертикально установлены направляющие 11, жестко связанные с подвижной плитой 4 и брусьями 9, и с фиксирующими штифтами 12, а в нижней части основания 10 установлены неподвижные штифты 13. В продольные пазы направляющих 11 вставлен сменный формообразующий пакет 14, матрица 15 которого имеет соответствующие скобообразные выступы. В плитах 16, 17 и в основании 10 и матрице 15 формообразующего пакета 14 установлена выталкивающая система.
В зависимости от длины матрицы 15 сменного пакета 14 матрица 15 или фиксируется на неподвижных штифтах 13 посредством сопрягаемых с ними пазов, или упирается в штифты нижним торцом (фиг.3).
Неподвижные штифты 13, направляющие 11 с продольными пазами и фиксирующие штифты 12 образуют центрирующие элементы и служат для установки, центрирования и фиксации сменного пакета 14 в блок-форме.
Универсальная блок-форма работает следующим образом. Блок-форма без сменного пакета в сомкнутом состоянии устанавливается на литьевую машину. Затем блок-форма раскрывается на зазор, несколько больший толщины сменного пакета 14. Сменный пакет 14, собранный заранее, сверху скобообразными выступами матрицы 15 вставляется в продольные пазы направляющих 11 и опускается до упора в неподвижные штифты 13, что обеспечивает предварительную фиксацию сменного пакета 14 по продольной оси блока. Для окончательной центровки и фиксации сменного пакета 14 штифты, фиксирующие 12 по горизонтальной оси блока-формы, вводятся в соответствующие отверстия матрицы 15 сменного пакета 14. Блок-форма готова к работе.
После впрыска расплава и соответствующей выдержки блок-форма раскрывается. При этом подвижная часть отходит от неподвижной, срабатывает выталкивающая система и происходит удаление изделия из формообразующих гнезд сменного пакета 14. После выталкивания блок-форма смыкается и возвращается в исходное положение.
Для удаления сменного пакета 14 форма раскрывается, фиксирующие штифты 12 выводятся из отверстий матрицы 15 и сменный пакет 14 вынимается движением вверх.
В предлагаемой блок-форме установка, центровка и фиксация сменных пакетов занимает не более 20 секунд.
Изобретение относится к быстропереналаживаемой оснастке для изготовления изделий из термопластичных пластмасс и может быть использовано для изготовления деталей из полимерных материалов методом литья под давлением с использованием унифицированных блоков для литья изделий различной геометрии в многономенклатурном и мелкосерийном производстве. Технической задачей изобретения является расширение технологических возможностей и повышение производительности труда. Универсальная блок-форма для изготовления полимерных изделий согласно изобретению содержит неподвижную и подвижную плиты, основание, сменный пакет, выталкивающую систему и центрирующие элементы. Одни из центрирующих элементов выполнены в виде неподвижных штифтов, установленных в нижней части основания. Центрирующие элементы дополнительно включают две вертикально закрепленные по двум сторонам основания направляющие, снабженные продольными пазами, и фиксирующие штифты. При этом по направляющим, до упора в неподвижные штифты, установлен сменный пакет, матрица которого имеет соответствующие скобообразные выступы и соединена с направляющими, фиксирующими штифтами. 3 ил.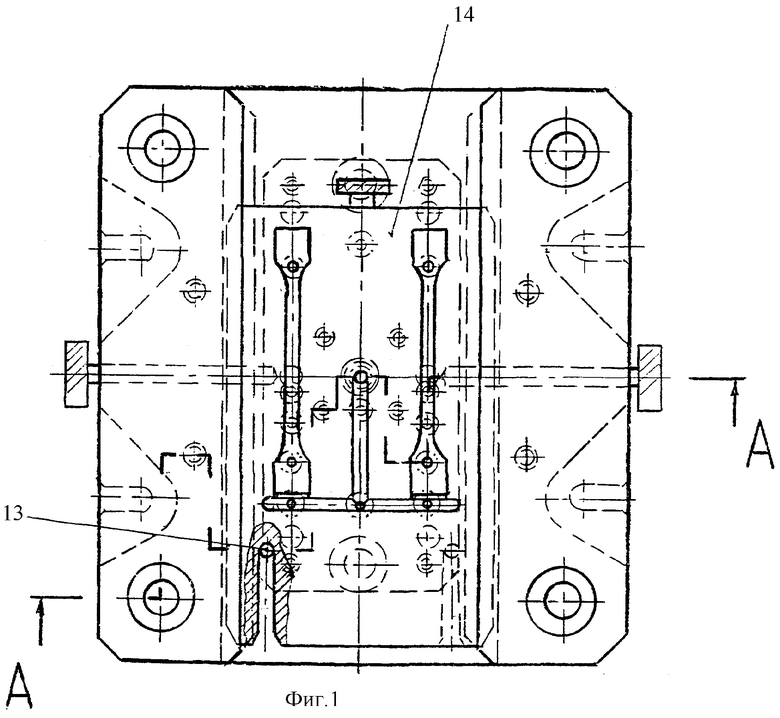
Универсальная блок-форма для изготовления полимерных изделий, содержащая неподвижную и подвижную плиты, основание, сменный пакет, выталкивающую систему и центрирующие элементы, одни из которых, выполненные в виде неподвижных штифтов, установлены в нижней части основания, отличающаяся тем, что центрирующие элементы дополнительно включают две вертикально закрепленные по двум сторонам основания направляющие, снабженные продольными пазами, и фиксирующие штифты, при этом по направляющим до упора в неподвижные штифты установлен сменный пакет, матрица которого имеет соответствующие скобообразные выступы и соединена с направляющими, фиксирующими штифтами.
| Универсальный блок для изготовления полимерных изделий литьем под давлением | 1987 |
|
SU1556926A1 |
| RU 2058229 A1, 20.04.1996 | |||
| US 4714421 A1, 22.12.1987 | |||
| DE 19627176 A1, 08.01.1998. | |||

