Изобретение относится к переработке полимерных материалов, а именно к технологической оснастке, и может быть использовано в многономенклатурном и мелкосерийном производстве изделий из пластмасс.
Цель изобретения - расширение технологических возможностей универсального блока-формы.
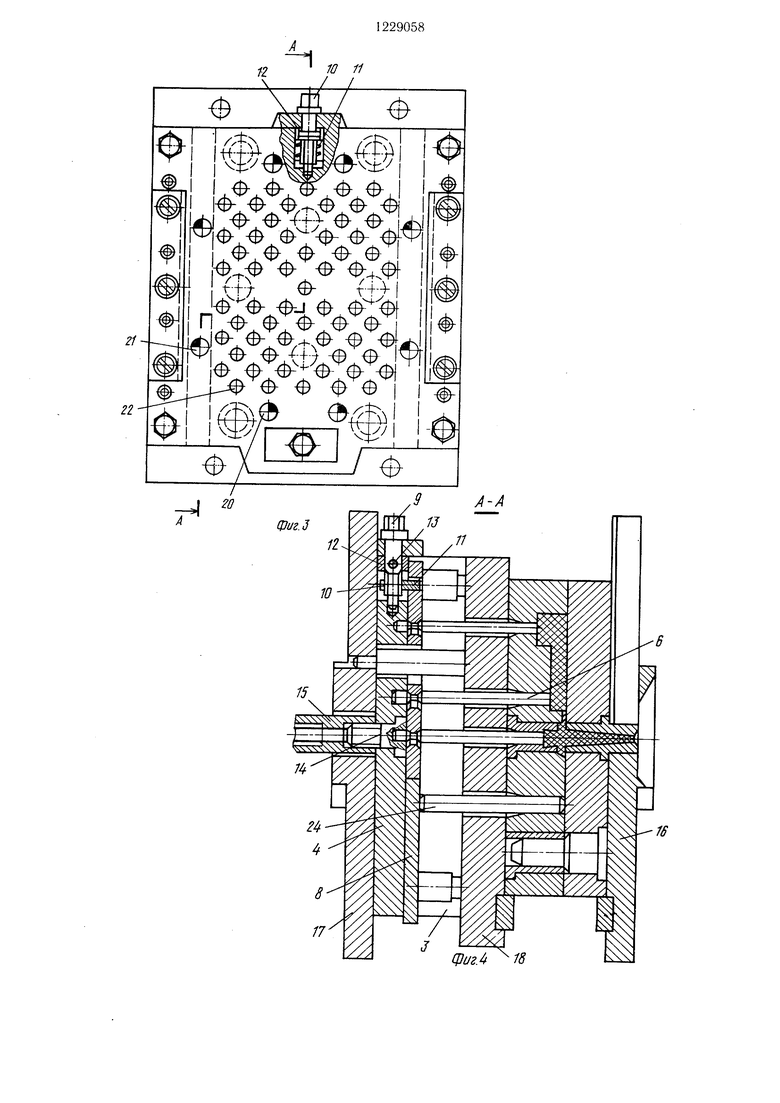
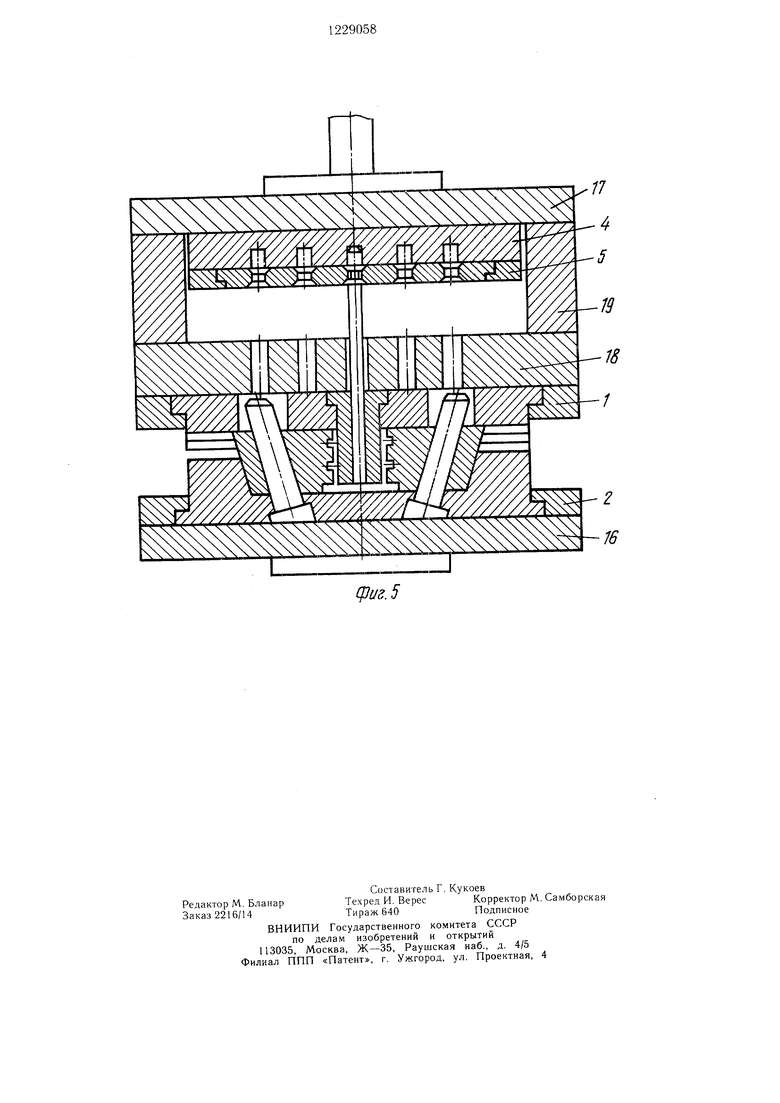
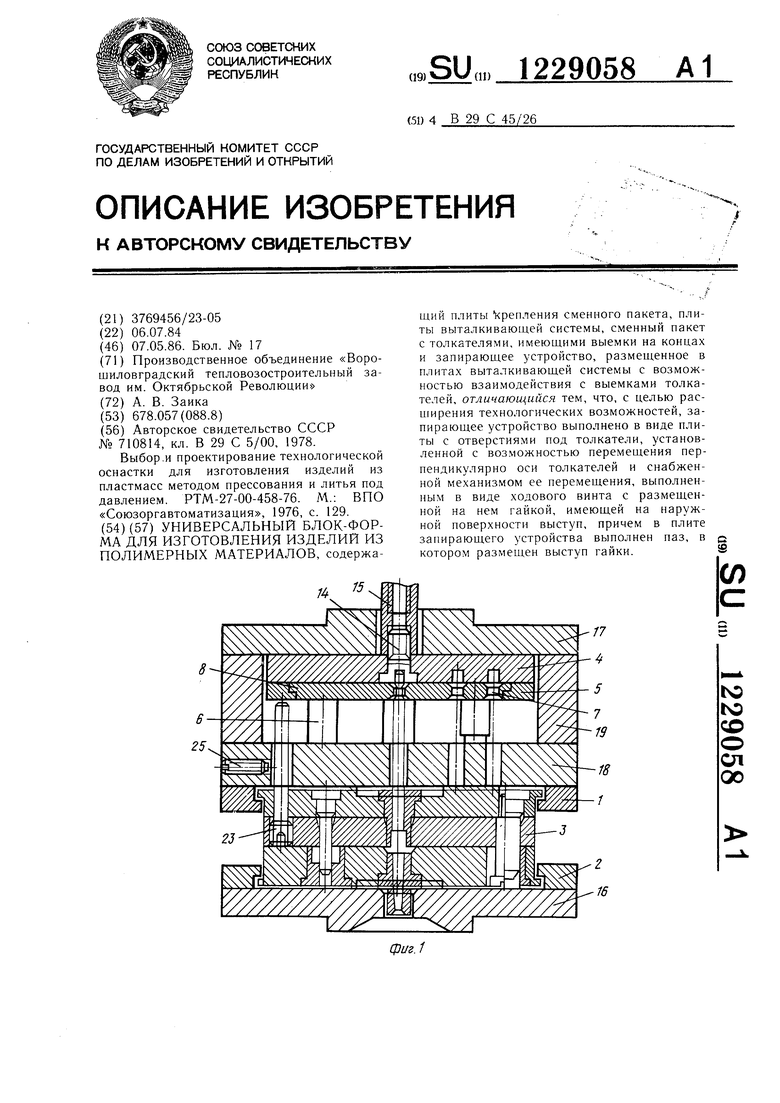
На фиг.1 изображен универсальный блок- форма, разрез; на фиг.2 - установка и фиксирование контртолкателя для сменного пакета; на фиг.З - матрица, выполненная в кассете; на фиг.4 - разрез А-А на фиг.З (в случае наладки и взаимодействия сменного пакета с блоком-формой при выталкивании изделий плитой съема); на фиг.5 - универсальный блок-форма с выполнением сменного пакета, имеющим клиновые матрицы для изделий с поднутрениями.
Универсальный блок-форма для изготовления изделий из полимерных материалов содержит плиты и 2 с Т-образным пазом для крепления сменного пакета 3, плиты 4 и 5 выталкивающей системы, сменный пакет 3 с толкателями 6, имеющими выемки 7 на концах, и запирающее устройство, размен 1ен- ное в плитах 4 и 5 выталкивания с воз- можностью взаимодействия с выемками 7 толкателей 6. Запирающее устройство выполнено в виде плиты 8 с отверстиями, установленной с возможностью перемещения перпендикулярно оси толкателей 6 и снабженной механизмом ее перемещения, выполненным в виде ходового винта 9 с установленной на нем гайкой 10, имеющей на наружной поверхности выступ 11, причем в плите 8 запирающего устройства выполнен паз, в котором размещен выступ гайки 10. Для предотвращения осевого перемещения ходового винта 9 па его стержень насажено ограничительное кольцо 12, которое застопорено щтифтом 13. К плите 4 выталкивателей прикреплен штырь 14 с хвостовиком 15, который служит цептраль- ным толкателем. За неподвижную плиту 16 и подвижную плиту 17 универсальный блок- форма крепится к плитам литьевой мащипы. Для опоры сменного пакета служит плита
о 5 0
0
5
18, а для размещения плит 4 и 5 - брусья 19.
В блоке-форме могут крепиться сменные пакеты с выталкиванием изделий с одинарными толкателями непосредственно из матриц (фиг.1) и сменные пакеты с клиповыми матрицами (фиг.5).
В плитах 4 и 5 выталкивающей систе.мы и в плите 18 соосно друг другу выполнены отверстия 20-22. Отверстия 20 предназначены для установки контртолкателей 23 сменного пакета 3. Отверстия 21 служат для установки контртолкателей 24, которые фиксируются винтами 25. Отверстия 22 выполнены в нужном количестве по всей свободной площади плит 4,8 и 18 и располагаются в щахматном порядке с учетом обеспечения жесткости плит.
Универсальный блок-форма для изготовления изделий из полимерных материалов работает следующим образом.
До установки на литьевую мащину или непосредственно на литьевой машине в блок- форму вставляется сменный пакет 3 по Т-образным пазам плит 1 и 2. В отверстия в плитах 4,8 и 18 вставляют толкатели 6. При вращении винта 9 против часовой стрелки гайка 10 передвигается поступательно и смещает запирающую плиту 8 до упора в выемки 7 на толкателях 6. Таким образом, закрепляются толкатели 6 сменного пакета 3 и блок-форма готова к работе на литьевой машине. После изготовления необходимой партии изделий вращается винт 9 по часовой стрелке, гайка 10 поднимает запирающую плиту 8, освобождаются толкатели 6, из Т-образных пазов плит 1 и 2 вынимается сменный пакет 3, на его место вставляется другой, операции закрепления сменного пакета 3 в плитах 1 и 2 и закрепления толкателей 6 в плитах 4 и 5 повторяются и блок-форма готова к изготовлению изделий другой конфигурации.
Литье изделий осуществляется как в обычной стационарной литьевой форме.
Предлагаемое выполнение универсального блока-формы позволяет расщирить его технологические возможности за счет быстрой смены пакетов и толкателей.
/ SSSv|/ V
mm.
/7
фигА 18
fpi/,.5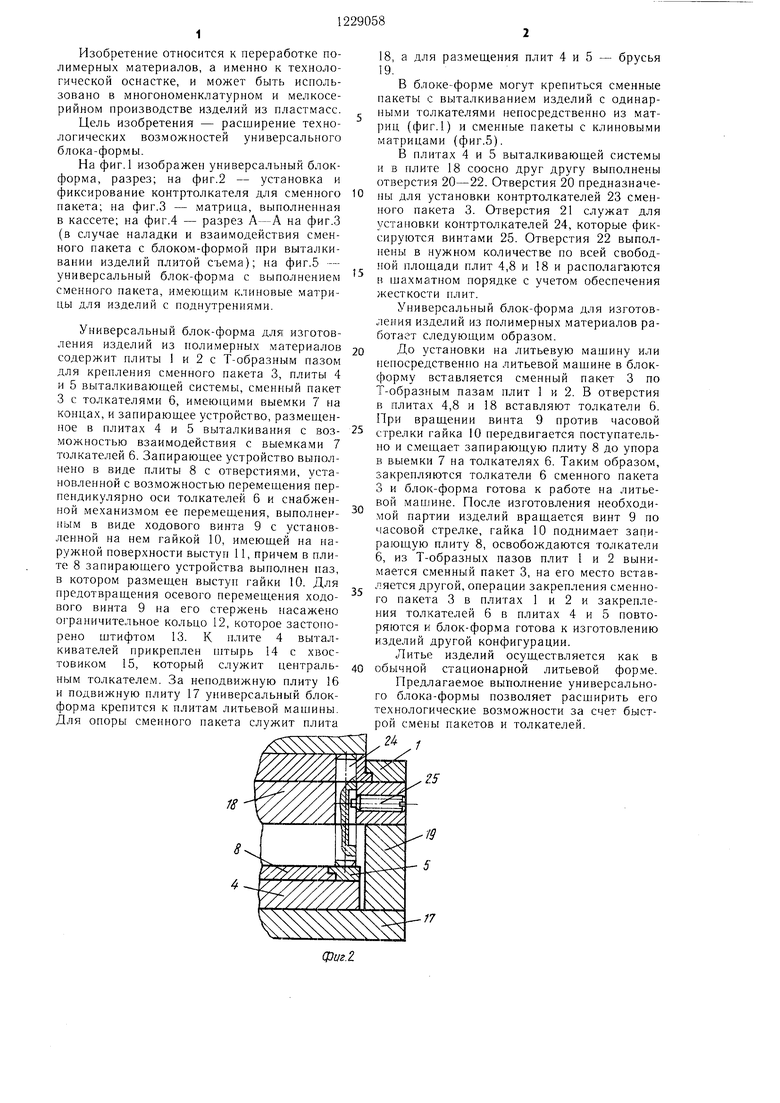
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНАЯ БЛОК-ФОРМА | 2005 |
|
RU2296049C2 |
| УНИВЕРСАЛЬНАЯ БЛОК-ФОРМА | 2005 |
|
RU2299809C2 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2015020C1 |
| Литьевая форма для изготовления полимерных изделий | 1983 |
|
SU1140992A1 |
| Универсальный блок для изготовления изделий из пластмасс на термопластавтомате | 1977 |
|
SU679410A1 |
| УНИВЕРСАЛЬНАЯ БЛОК-ФОРМА | 2005 |
|
RU2295443C2 |
| Литьевая прессформа | 1973 |
|
SU685506A1 |
| Литьевая форма с двухступенчатой выталкивающей системой | 1988 |
|
SU1597280A1 |
| Универсальный блок | 1990 |
|
SU1736723A1 |
| Универсальный блок для изготовленияпОлиМЕРНыХ издЕлий лиТьЕМ пОд дАВлЕНиЕМ | 1979 |
|
SU802045A1 |
| Блок-форма для изготовления полимерных изделий | 1978 |
|
SU710814A1 |
| Солесос | 1922 |
|
SU29A1 |
| Выбор.и проектирование технологической оснастки для изготовления изделий из пластмасс методом прессования и литья под давлением | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| М.: ВПО «Союзоргавтоматизация, 1976, с | |||
| Способ применения резонанс конденсатора, подключенного известным уже образом параллельно к обмотке трансформатора, дающего напряжение на анод генераторных ламп | 1922 |
|
SU129A1 |
