Изобретение относится к литейному производству, в частности к литью изделий из пластмасс, цветных сплавов и иных материалов, поддающихся прессованию на ручных и автоматических машинах.
Известны устройство и способ плавки и литья металла в вакуумной среде путем плавления исходных металлов, включающие заполнение полости формы расплавленным металлом внутри устройства, отливку металла. Причем металл плавится, и затем формуют изделие в высоком вакууме (Заявка № PCT/KR 2015/005675. Опубл. № WO /2015/199351 от 30.12.2015).
Известно изобретение, включающее устройство и способ обработки металлических изделий давлением, в соответствии с различными вариантами осуществления, устройство содержит матрицу с полой полостью резервуара в первой части поверхности штампа и полостью формирования углублений во второй части поверхности матрицы, прилегающей к первой части; и штемпелем, включая выступ на поверхности пуансона, обращенной к поверхности пресс-формы. Пуансон выполнен с возможностью перемещения по отношению к матрице для перемещения поверхности пуансона по отношению к поверхности фильеры для введения выступа пуансон в матрицу полости резервуара (Заявка № PCT/SG 2015/050266. Опубл. № WO /2016/028229 от 25.02.2016).
Однако известное изобретение не имеет возможности использования сменного блок-пакета формообразующих матриц, пуансона.
Известно устройство для литья, которое включает: отливки (19, 21), образующие полость (22), имеющую отверстие в ее нижней части; поддерживающую повышенное давление камеру (10), расположенную под слепков, содержат расплавленный металл (А) и образуют изолирующее пространство над расплавленным металлом; трубчатый вал (18), отверстие в верхнем конце находится в контакте с отверстием полости, а отверстие нижнего конца погружают в расплавленный металл в камере повышенного давления; герметизирующие средства (16), которые герметизируют внутреннюю часть давления в камере за счет подачи газа внутри изолированного пространства в камере; нагнетаемого средство снижения давления (32), которое уменьшает давление внутри полости путем откачивания газа из полости; и устройство управления (33). Когда расплавленный металл заливают в полость от давления в камере, устройство управления не герметизирует внутреннюю часть камеры с нагнетаемого средствами, до тех пор, что расплавленный металл достигает отверстие полости, и после достижения расплавленным металлом отверстия полости, устройство управления уменьшает давление внутри полости с помощью декомпрессионных средств, продолжая герметизировать внутреннюю часть давления в камере (Заявка № PCT/JP 2013/082182. Опубл. № WO /2014/147892 от 25.09.2014).
Однако известное устройство для литья не имеет возможности использования сменных формообразующих матриц, пуансона.
Известны разнообразные конструкции пресс-форм для получения изделий из пластмасс, что обусловлено разнообразием изготовляемых изделий, свойствами материала, из которого они должны быть изготовлены, характером производства и т.д. (Электронный ресурс: http://delta-grup.ru/bibliot/1/82.htm; http://knigitut.net/2/95.htm).
Однако в известном источнике не описаны конструкции пресс-форм, имеющих наборный элемент - блок пакет.
Известна пресс-форма для изготовления литьем под давлением пластмассовых изделий дисковой формы с центральным отверстием, снабженная нагревательными средствами для поддержания пластмассы в канале 10 в пластичном состоянии. Первое нагревательное средство 23 выполнено в виде цилиндрической оболочки, установленной концентрично гильзе 9. Второе нагревательное средство 27 размещено вокруг блока 26 литниковой втулки 16. Втулка 16 в зоне под впускным литником 13 имеет коническую наружную поверхность с небольшим уклоном, чтобы не происходило повреждения стенки центрального отверстия изделия при раскрытии пресс-формы. Впускной литник 13 может быть выполнен в виде множества отверстий, расположенных вокруг всей периферии втулки 16, или в виде кольцевого отверстия, расположенного вокруг втулки 16 (Патент №2072918 RU. Опубл. 10.02.1997).
Однако конструкция известной пресс-формы не содержит сменный блок-пакет из матрицы и пуансона.
Известна пресс-форма малоотходная, состоящая из 4 или более плит, из которых одна плита с литниками является камерой для загрузки резиновой смеси, другая - плитой-плунжером, а в остальных плитах располагаются части гнезд, оформляющие изделия, и при необходимости плита для съема изделий со знаков. При этом плиту с загрузочной камерой и плиту-плунжер изготавливают с возможностью их одновременного отсоединения от остальных плит пресс-формы. На нижней части плиты с загрузочной камерой выполняют части гнезд с большим объемом, чем части гнезд в верхней плите пресс-формы Патент №2400360 RU. Опубл. 27.09.2010).
Однако конструкция известной пресс-формы не содержит сменный блок-пакет из матрицы и пуансона.
Известна пресс-форма для литья под давлением, включающая позиционер, который при эксплуатации обеспечивает регулирование относительного положения литникового элемента и сопла устройства распределения расплавленного материала между убранным положением и выдвинутым положением для регулирования объема, содержащего расплавленный материал резервуара сопла (Патент №2450923 КГ. Опубл. 20.05.2012).
Однако известное изобретение не имеет возможности использования сменного блок-пакета формообразующих матриц, пуансона.
Известна пресс-форма для литья под давлением, содержащая подвижную и неподвижную полуформы, литниковую втулку, камеру прессования, отличающаяся тем, что в кольцевой проточке одной из полуформ по плоскости разъема установлена заменяемая диафрагма из материала отливки с выемкой в верхней части, расплавляемая в процессе прессования, а в подвижной полуформе выполнены полости, сообщенные с полостью отливки, для получения диафрагм последующего использования (Патент №14020 RU. Опубл. 27.06.2000).
Однако известное изобретение не имеет возможности использования сменного блок-пакета формообразующих матриц, пуансона.
Известна пресс-форма для литья изделий из пластмассы, включающая подвижную и неподвижную части, состоящие из опорных плит, плит крепления формообразующих вставок, плиты толкателей с толкателями и систему охлаждения формообразующих вставок, плиты крепления выполнены с углублениями, в которые установлены формообразующие вставки с выполненными сквозными отверстиями для расположения в них толкателей. Кроме того, сквозные отверстия в плитах для толкателей лежат на одной оси с отверстиями в формообразующих вставках. Пресс-форма снабжена удлиненными штуцерами для соединения с системой охлаждения, расположенной в сменных формообразующих вставках (Патент №68388 RU. Опубл. 27.11.2007).
Однако конструкция известной пресс-формы не позволяет использование сменных формообразующих матриц и пуансона для увеличения номенклатуры выпускаемых изделий. Кроме того, имеет высокую стоимость изготовления литейной формы.
Задачей настоящего изобретения является сокращение количества стационарных пресс-форм, технический результат которой проявляется в упрощении конструкции, возможности использования сменных блок-пакетов, позволяющих увеличить номенклатуру выпускаемых изделий и снизить стоимости изготовления литейных форм.
Поставленная задача решается тем, что в наборной пресс-форме, содержащей стационарный блок, опорные плиты, плиты крепления, плиту хвостовика, матрицу, пуансон и подвижную часть, стационарный блок включает подвижную и неподвижную части, выполненный сменным блок-пакетом формообразующих, при этом подвижная часть выполнена из связанных между собой опорной плиты, плиты крепления, плиты хвостовика, соединенной с хвостовиком и установленной с возможностью перемещения по направляющим колонкам, планок крепления, кроме того, неподвижная часть стационарного блока выполнена из плиты крепления, соединенной с плитой литниковой, на которой закреплены планки прижимные, установлены колонки, связанные опосредованно с плитой крепления и плитой литниковой, каждый из блок-пакета формообразующих укомплектован матрицей, пуансоном, плитой выталкивателей и выталкивателями.
Целесообразно, для сокращения времени перенастройки при изготовлении изделий различной номенклатуры стационарный блок устанавливать один раз на литейную машину, а сменный блок-пакет формообразующих заменять непосредственно на литейной машине.
Настоящее изобретение поясняют подробным описанием и схемами, на которых:
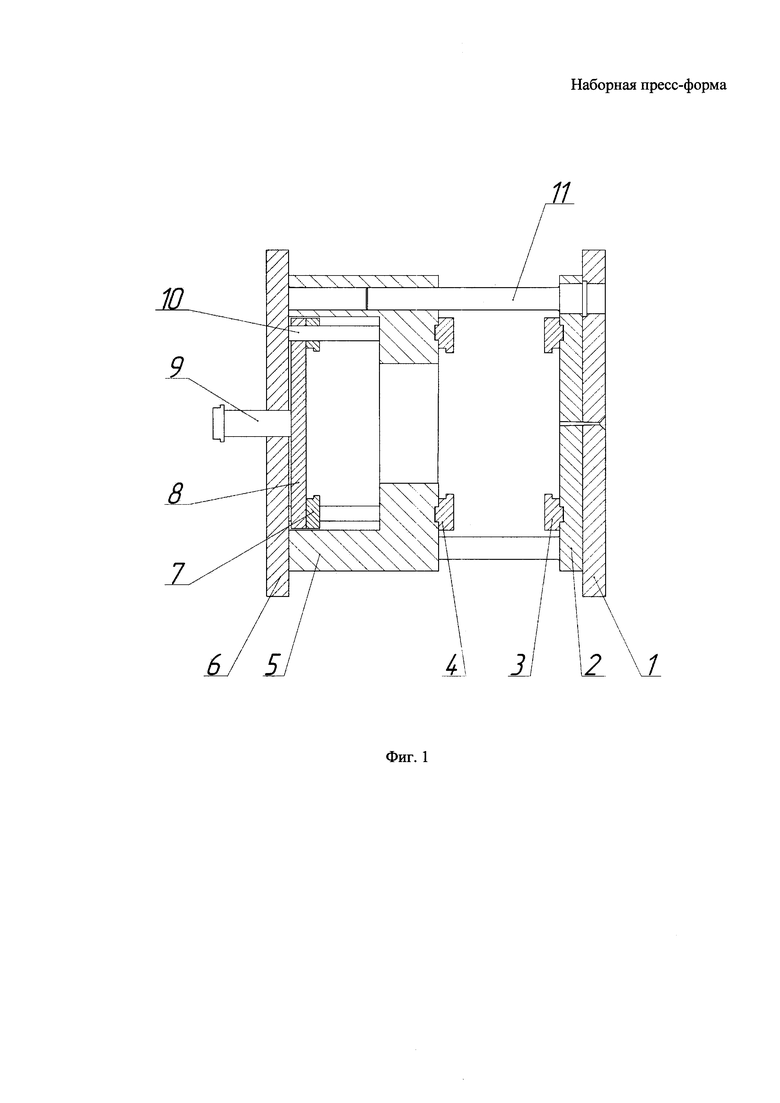
Фиг. 1 - вид в разрезе стационарного блока согласно изобретению;
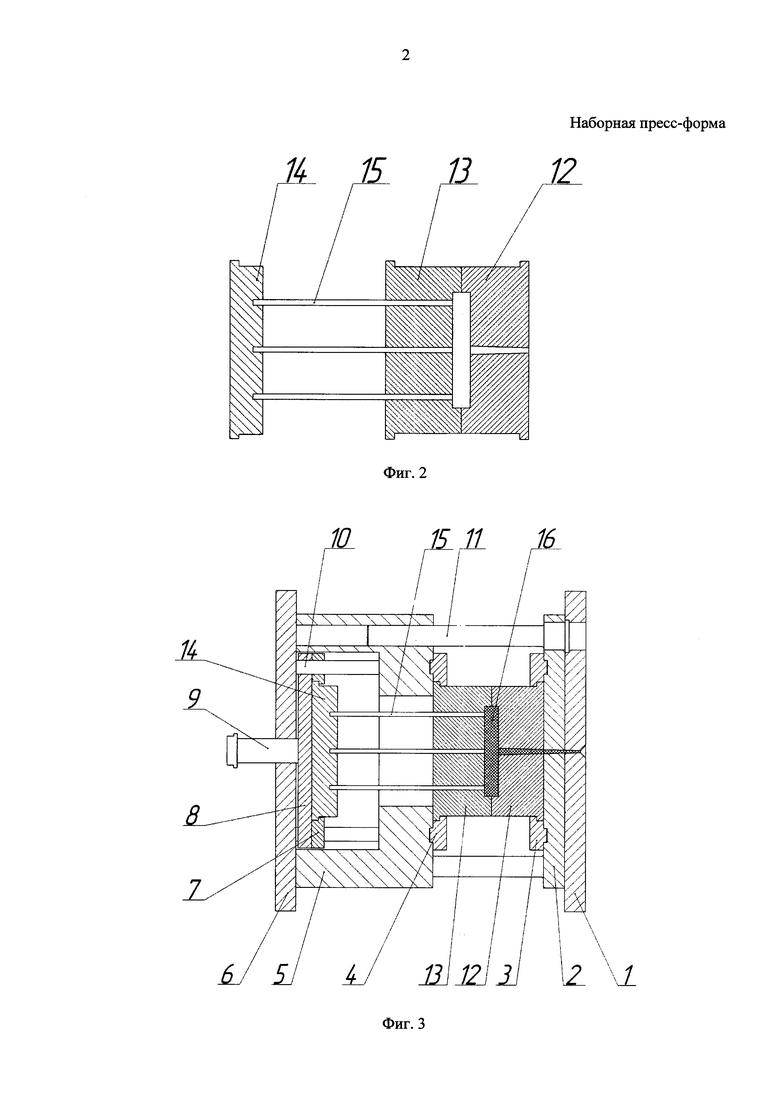
Фиг. 2 - сменный блок-пакет формообразующих в разрезе из набора согласно изобретению;
Фиг. 3 - компоновка наборной пресс-формы в разрезе со сменным блок-пакетом формообразующих, то же, что на фиг. 1 и 2.
Наборная пресс-форма (фиг. 3) состоит из стационарного блока и сменного блок-пакета формообразующих. Стационарный блок (фиг. 1) имеет подвижную и неподвижную части.
Неподвижная часть стационарного блока выполнена из плиты крепления 1, соединенной с литниковой плитой 2. Литниковая плита 2 оснащена планками крепления 3 и колонками 11.
Подвижная часть стационарного блока выполнена из плиты крепления 6, соединенной с плитой опорной 5. Плита опорная 5 оснащена планками крепления 4, расположенными со стороны литниковой плиты 2. Плита 8 хвостовика оснащена прижимными планками 7 и хвостовиком 9. В отверстиях плиты 8 хвостовика 9 размещены направляющие колонки 10. Плита 8 установлена с возможностью перемещения по направляющим колонкам 10 между плитой крепления 6 и плитой опорной 5.
Подвижная и неподвижная части стационарного блока установлены с возможностью перемещения и центрации посредством колонок 11.
Планки крепления 3 и планки крепления 4 и 7 выполнены с выступами. Выступы планок крепления 3, планок крепления 4 и планок крепления 7 расположены навстречу друг другу. Образованные выступы предназначены для установки и крепления сменных наборов блок-пакетов формообразующих.
Каждый сменный блок-пакет формообразующих укомплектован соединенными между собой матрицей 12, пуансоном 13, плитой выталкивателей 14 и закрепленными на упомянутой плите выталкивателей 14 выталкивателями 15 (фиг. 2). Количество выталкивателей рассчитано по форме отливки. На матрице 12, пуансоне 13 и плите выталкивателей 14 выполнены выступы для крепления в стационарном блоке.
Все формообразующие в наборе или, иными словами, сменные формообразующие стандартизованы и унифицированы по габаритным и присоединительным размерам, крепежным элементам и отверстиям под крепежные элементы (не показаны).
Наборную пресс-форму используют следующим образом.
Компоновку наборной пресс-формы осуществляют непосредственно на литейной машине в следующей последовательности (фиг. 3).
Стационарный блок устанавливается на литейную машину один раз, а сменный блок-пакет формообразующих меняется непосредственно на литейной машине. Установка сменного блок-пакета происходит в два этапа.
Этап - 1. Ослабляют планки крепления 3 стационарного блока и устанавливают в пазы выступы формообразующей матрицы 12 до упора. Поджимают планки крепления 3 к плите литниковой 2.
Этап - 2. Ослабляют планку крепления 4 и планку крепления 7 подвижной части стационарного блока. Устанавливают в паз, между планкой крепления 4 и опорной плитой 5, выступы пуансона 13, а в паз, между планки крепления 7 и плитой 8 хвостовика 9, устанавливают выступы плиты выталкивателей 14 до упора. Поджимают планку крепления 4 с пуансоном 13 к плите опорной 5. Планку крепления 7 поджимают к плите 8 хвостовика 9.
Компоновку завершает смыкание подвижной и неподвижной частей стационарного блока наборной пресс-формы по линии смыкания формообразующих матрицы 12 и пуансона 13.
При работе литейной машины с установленной наборной пресс-формой перемещение подвижной и неподвижной частей с блок-пакетом (открытие, закрытие) происходит по колонкам 15. В закрытом состоянии происходит заполнение формообразующей полости 16 отливки, материалом отливки. Съем отливки с пуансона 13 блок-пакета происходит с помощью выталкивателей 15 от движения хвостовика 9 и плиты выталкивателей 14 по направляющим колонкам 10.
Отливки 16 получают в формообразующей полости матрицы 12 и пуансона 13 в сомкнутом состоянии. Выталкивают отливку 16 из пуансона 13 с помощью выталкивателей 15 посредством продольного перемещения хвостовика 9 с плитой 8 и плитой выталкивателей 14, вдоль направляющих колонок 10.
Предлагаемая наборная пресс-форма сокращает количество стационарных пресс-форм, имеющих простую и удобную в использовании конструкцию, использование сменных блок-пакетов формообразующих позволяет увеличить номенклатуру выпускаемых изделий и снизить стоимость изготовления литейных форм.
Кроме того, использование предлагаемой наборной пресс-формы позволяет сократить время переналадки оборудования с одного на другой вид отливки, сократить сроки проектирования литейной формы за счет выбора стандартных позиций и уменьшения объема конструкторской документации.
Предлагаемая наборная пресс-форма позволяет сократить сроки ее изготовления за счет использования складских запасов и сокращения количества специальных операций, снизить себестоимость, повысить качество литья за счет отлаженных технологий изготовления отдельных деталей сменных блок-пакетов формообразующих.
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНАЯ БЛОК-ФОРМА | 2005 |
|
RU2296049C2 |
| Пресс-форма для литья под давлением | 1979 |
|
SU899257A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ МЕТОДОМ ЛИТЬЯ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2142354C1 |
| Способ литья под давлением и устройство для его осуществления | 1982 |
|
SU1303259A1 |
| Универсальный блок для сменных пакетов форм литья под давлением | 1981 |
|
SU1004001A1 |
| Пресс-форма для литья под давлением | 1979 |
|
SU772707A1 |
| УНИВЕРСАЛЬНАЯ БЛОК-ФОРМА | 2005 |
|
RU2295443C2 |
| Пресс-форма для литья под давлением | 1977 |
|
SU626883A1 |
| Литьевая форма для изделий из полимерных материалов | 1989 |
|
SU1765023A1 |
| УНИВЕРСАЛЬНЫЙ КОМБИНИРОВАННЫЙ ШТАМП ДЛЯ ВЫРУБКИ ЗАГОТОВКИ И ВЫТЯЖКИ ИЗДЕЛИЙ | 2009 |
|
RU2436648C2 |
Изобретение относится к литейному производству, в частности к литью изделий из пластмасс, цветных сплавов и других материалов, поддающихся прессованию на ручных и автоматических машинах. Наборная пресс-форма содержит стационарный блок, имеющий подвижную и неподвижную части, и сменный блок-пакет формообразующих, состоящий из матрицы, пуансона, плиты выталкивателей и выталкивателей. При этом подвижная часть выполнена из связанных между собой опорной плиты, плиты крепления, плиты хвостовика, соединенной с хвостовиком и установленной с возможностью перемещения по направляющим колонкам, и планок крепления. Неподвижная часть состоит из плиты крепления, соединенной с плитой литниковой, на которой закреплены прижимные планки и установлены колонки, связанные с плитой крепления и плитой литниковой. Изобретение направлено на сокращение количества стационарных пресс-форм, упрощение конструкции и возможность использования сменных блок-пакетов, позволяющих увеличить номенклатуру выпускаемых изделий и снизить стоимость изготовления литейных форм. 3 ил.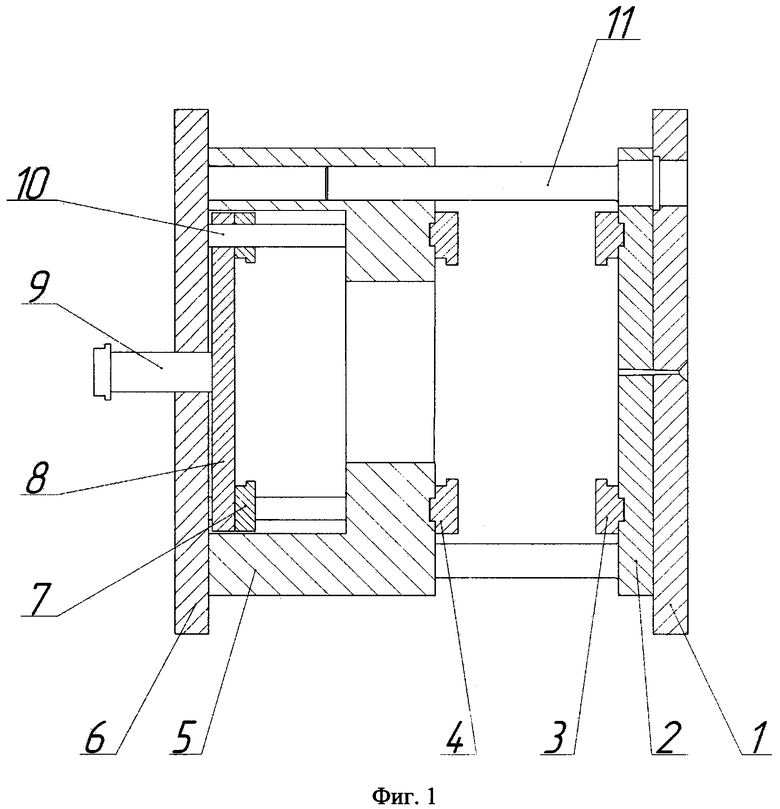
Наборная пресс-форма, содержащая стационарный блок, имеющий подвижную и неподвижную части, и сменный блок-пакет формообразующих, состоящий из матрицы, пуансона, плиты выталкивателей и выталкивателей, отличающаяся тем, что подвижная часть стационарного блока выполнена в виде связанных между собой опорной плиты с планками крепления, плиты крепления и плиты хвостовика, соединенной с хвостовиком и установленной с возможностью перемещения по направляющим колонкам между упомянутыми опорной плитой и плитой крепления, а неподвижная часть выполнена в виде плиты крепления, соединенной с плитой литниковой, на которой закреплены прижимные планки и установлены колонки для перемещения подвижной части.
| Универсальный блок для сменных пакетов литья под давлением | 1988 |
|
SU1608017A1 |
| УНИВЕРСАЛЬНАЯ БЛОК-ФОРМА | 2005 |
|
RU2299809C2 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1996 |
|
RU2110360C1 |
| US 3197535 A, 27.07.1965. | |||

