Изобретение относится к области машиностроения, в частности к буровой технике.
Оно может быть применено для контроля качества изделий, в частности твердосплавных изделий и композиций, содержащих твердосплавные изделия и дробленые частицы из них при изготовлении наплавочных прутков и покрытий на рабочую поверхность режущих инструментов типа фрез, фрезеров, райберов.
Известен способ проявления дефектов (Денель А.К. Дефектоскопия металлов. М.: Металлургия, 1972 г.), заключающийся в том, что контролируемое изделие очищают от загрязнений в ванне с обмывочным раствором, погружая на 1÷2 мин в ванну с индикаторным раствором - люминофором, для заполнения полости дефектов. Затем помещают изделие в ванну с проявляющим раствором с выдержкой ≤1 мин. В проявляющем растворе люминофор, еще сохраняющий способность люминисцировать на поверхности изделия, гасится специальным ингибитором.
Недостатки способа: для широкого практического применения известного способа сложно найти или создать индикаторные растворы с использованием безвредных компонентов; существует зависимость режимов гашения пенетранта (специальных индикаторных веществ в полости дефектов контролируемого объекта) от срока службы раствора; существует проблема создания долговечного пенетранта, в котором находится контролируемое изделие, что не позволяет осуществлять контроль в течение длительного времени.
В качестве прототипа выбран способ проявления дефектов (Смирнов Н.А. Современные методы анализа и контроля продуктов производства. М.: Металлургия, 1985 г., Изд. 2-е дополненное и переработанное, с.221 (прототип)), как наиболее близкий по технической сущности, так и по эффекту проявления дефектов к заявляемому, заключающийся в том, что контролируемое изделие после его промывания погружают в цветной индикаторный раствор (в качестве индикаторного состава пенетранта используют в основном темно-красный анилиновый краситель), выдерживают контролируемое изделие в нем течение 5-10 мин, удаляют раствор (пенетрант), погружая изделие в бензин или смесь из 70% этилового спирта, 10% керосина и 20% эмульгатора ОП-7. После полного испарения бензина с поверхности изделия для проявления дефектов на нее наносят пульверизатором или кистью тонкий слой белой краски (проявителя пенетранта). Через 15-20 мин на белом фоне в местах расположения дефектов появляются характерные яркие полоски или пятна. Трещины проявляются как тонкие линии, степень яркости которых зависит от глубины этих трещин, поры проявляются в виде точек различного размера, а межкристаллитная коррозия - в виде тонкой сетки. Проявленные очень мелкие дефекты наблюдаются под лупой. После контроля белую краску удаляют с поверхности ацетоном.
Способ многооперационен и требует использования ядовитых компонентов. Он длителен и не применим, если необходимо зафиксировать картину дефектности на длительное время на поверхности исследуемого материала как эталон. Способ ограничен тем, что проявление дефектов проводится на поверхности изделия без учета и контроля дефектности составляющих исследуемого материала, размещенных под поверхностным слоем (например, композиционные материалы, в которых связка на поверхности, а наполнитель находится под слоем связки), что не позволяет проявить степень дефектности наполнителя и на границе раздела между составляющими композиции). Способ является отдельным, не связанным с технологией получения исследуемого материала процессом.
Таким образом возникла проблема создания способа высокочувствительного контроля дефектности твердосплавных частиц после их изготовления, а также после изготовления наплавочных прутков - композиций, содержащих твердосплавные частицы в связке и после нанесения покрытий из этой композиции на рабочую поверхность режущего инструмента, используемого для бурения скважин.
Технической задачей изобретения является проявление дефектов на поверхности твердосплавных изделий и дробленых частиц из них, находящихся в состоянии поставки, после изготовления наплавочных прутков и получения покрытий, имеющих твердосплавную составляющую, упрощение технологии проявления дефектов, повышение чувствительности контроля качества прогнозирования работоспособности исследуемых изделий как абразивной составляющей в покрытиях на рабочей поверхности режущего инструмента.
Указанная техническая задача достигается тем, что, как и в известном способе, проявление дефектов на исследуемой поверхности изделий, включающий очистку поверхности от загрязнений, погружение в цветной индикаторный состав (пенетрант), выдержку в цветном индикаторном составе (пенетранте), визуальную или оптическую регистрацию контраста индикаторного следа на фоне поверхности исследуемого объекта в видимом излучении, согласно изобретению изделие погружают в цветной индикаторный состав - расплав меди или сплава меди в присутствии катализатора пропитки, в качестве которого используют соединения бора в виде борной кислоты или буры, фториды в виде фтористого аммония, калия, натрия, бора и их смеси, после выдержки исследуемого изделия в цветном индикаторе - расплаве получают композит, его охлаждают на воздухе, удаляют избыток массы композита, получают шлиф или излом, дополнительно контрастируют индикаторный след травлением в концентрированной азотной кислоте или смачивают поверхность композита спиртовым раствором соли серебра.
Сопоставительный анализ с прототипом показывает, что заявляемый способ отличается от известного тем, что в качестве цветного индикаторного состава (пенетранта) используют расплав меди или сплава на основе меди, а в качестве исследуемой поверхности - твердосплавный материал марки ВК в виде изделий или дробленых частиц из этих изделий, что позволяет расширить область применения цветного метода контроля и упростить способ проявления дефектов твердосплавных изделий марки ВК (композита на основе карбида вольфрама с кобальтом в качестве связки) и дробленых частиц из них как на стадии получения (изготовления их), так и после изготовления наплавочных прутков и после пайки этих прутков на рабочие поверхности режущих инструментов, содержащих твердосплавный материал в виде целых изделий или дробленых частиц заданного размера. Упрощение способа контроля, заключающееся в цветном проявлении дефектов в исследуемом твердосплавном материале, состоит в том, что способ является составной частью процесса производства прутков и процесса пайки (Гасанов А.П. Аварийно-восстановительные работы в нефтяных и газовых скважинах. М.: Недра, 1987 г., с.114-116). В связи с этим не требуются специальные материалы и действия по реализации заявляемого способа. В заявленном способе проявляют дефекты погружая твердосплавные изделия и дробленые частицы из них в состав цветного индикатора - расплав на основе меди в присутствии катализатора пропитки. Катализатором пропитки служит флюс для защиты от окисления и увеличения жидкотекучести расплава, тем самым увеличивая его проникающую способность в дефектные участки и повышая прогнозирующую способность поведения исследуемого объекта в эксплуатационных условиях в связи с выявлением разницы состояния дефектной части в присутствии различных составов флюса. Пропитывают расплавом исследуемую поверхность, а затем охлаждают исследуемую поверхность вместе с расплавом. В результате получают композит и зафиксированное состояние контраста индикаторного следа цветного расплава на фоне поверхности контролируемого объекта - твердосплавного изделия марки ВК или дробленых частиц из этого изделия. Это позволяет обнаружить проявленные дефекты, обнаружить способность к дефектообразованию, механически убирая избыток массы композита, готовя излом или шлиф. В изломе отчетливо видны проявленные дефекты, которые наблюдают визуально, в оптический микроскоп, или проводят съемку при различных увеличениях. Возможно дополнительное проявление фиксированного состояния дефектов - после шлифования поверхность шлифа подвергают химическому травлению, позволяющему четко проявить границы раздела пенетранта (индикаторного состава) и дефекта по разнице структур, изменению яркости только индикатора на фоне темных изделий твердого сплава, особенно четко в очень узких участках пропитки. Для увеличения визуализации следов индикатора на поверхность наносят тонкий слой раствора азотнокислого серебра или бромистого серебра в спирте. Происходит, в месте контакта с медью серебра, химическая реакция, и на поверхности четко виден след меди в дефектах.
Таким образом, вышеприведенный анализ свидетельствует о соответствии предлагаемого технического решения критерию «изобретательский уровень».
Предлагаемый способ осуществляют без дополнительного привлечения оборудования или токсичных составов проявителя и индикаторного состава, вписываясь в технологический процесс изготовления наплавочных прутков, содержащих сплавы на основе меди в качестве связки и флюсы для снижения температуры плавления связки, так же как и в процесс пайки прутка на рабочую поверхность режущего инструмента. Проявление дефектов на поверхности изделий или дробленых частиц из твердого сплава после их изготовления упрощается тем, что, поскольку способ вписывается в будущую технологию получения прутков и покрытий из них, то после обнаружения пригодности исследуемого материала, полученная композиция может быть включена в состав готовящихся прутков и покрытий без ущерба качества и количества их.
Следовательно, предлагаемое техническое решение соответствует критерию «новизна». Оно «промышленно применимо», т.к. проверено неоднократно. Разработаны эталоны поверхностных дефектов с указанием причин их появления и вариантов совершенствования технологического процесса получения качественной продукции. Способ внедряется в ООО «БИТТЕХНИКА» г.Перми. Предполагается внедрение способа на заводах, изготовляющих твердосплавные изделия, на предприятиях, изготавливающих прутки и наносящих износостойкие покрытия на рабочие поверхности режущих инструментов (фрез, фрезеров, райберов и т.д.).
При изучении других известных технических решений (Смирнов Н.А. Современные методы анализа и контроля продуктов производства. М.: Металлургия, 1985 г., с.198-220; ГОСТ 18442-80; А.с. №842476, МКИ G01 №7/16, от 13.08.79 г.; А.с. №165922, МКИ G01 №15/18, от 12.12.61 г.; А.с. №227669, МКИ G01 №5/18, от 11.11.63 г.) в данной области техники признаки, отличающие заявленное изобретение от прототипа, не были выявлены, и поэтому они также обеспечивают заявленному техническому решению соответственно «изобретательский уровень».
Пример 1. Контроль изделий из твердого сплава ВК 8.
Изделие ВК 8 - ГОСТ 3882-84 (композит из порошка карбида вольфрама с кобальтом) в виде пластины (Тип 13 ГОСТ 17163-90) предварительно очищали от загрязнений в ацетоне и погружали в расплав латуни (ГОСТ 17711-80), содержащий: медь - основа, цинк - 31,8%, никель - 15,1%. Расплав с пластиной из ВК 8 выдерживали при температуре 1050°С в течение 30 минут. Для улучшения и ускорения пропитки дефектных участков пластины цветным расплавом до погружения пластины в расплав добавляли катализатор пропитки - буру - Na2B4O7.
После выдержки пластин ВК 8 в цветном индикаторном составе (пенетранте) - расплаве латуни в присутствии катализатора пропитки - буры, индикатор и твердое изделие в нем охлаждают на воздухе. Получали композит, где изделие ВК 8 является наполнителем, а индикаторный состав - связкой его. Образец композиции, в которой находится исследуемый объект - твердосплавные пластины, шлифовали, убирая излишки массы с выявлением совместно с пластиной цветного индикаторного состава. Таким образом получали самопроявленную картину качества пластины ВК 8. На фиг.1 видно, что пластины не монолитны. Благодаря использованию катализатора пропитки - буры - выяснили, что улучшение жидкотекучести индикаторного состава не обеспечивает исследуемому изделию защиту от термоудара. В результате проявился дефект в изделии (ВК 8) в виде «канта», причем по всему периметру изделия, с четкой границей раздела. Между основной частью пластины и «кантом» виден след индикаторного состава (латуни), который проник между ними за счет разрыва по углам пластины (как наиболее напряженных участков). В данном случае проявленный дефект исследуемой поверхности должен сигнализировать технологам о том, что использование в качестве флюса буры при получении прутков, как и для пайки на рабочую поверхность - неприемлемо. Другой вывод - твердосплавное изделие имеет рыхлые поверхностные слои. Явно, что они отличаются по своим свойствам от «основной» части, и химический анализ подтвердил, что основная часть пластины имеет исходный состав (кобальт - 8%, карбид вольфрама - остальное), а «кант» состоит в основном из карбида вольфрама. Таким образом, была подтверждена правильность вывода о картине проявленного дефекта на поверхности пластины из твердого сплава.
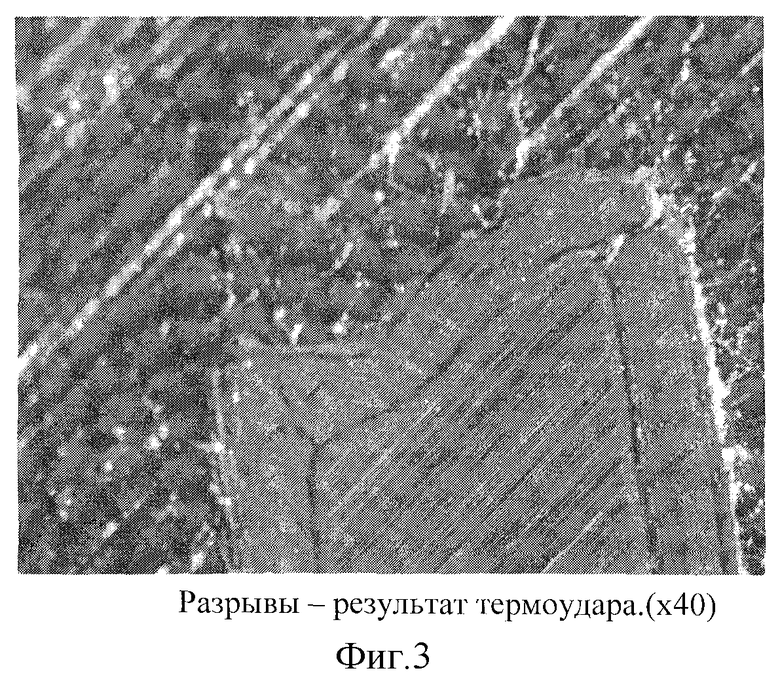
Аналогичную картину наблюдали и в случае погружения в расплав в присутствии катализатора - буры дробленых частиц из этой пластины. На фиг.2 и 3 показана проявленная картина дефектов (в изломе и в шлифе) соответственно. Исходя из найденной закономерности картины проявления дефектов появилась возможность, не зная режим изготовления твердосплавных изделий или дробленых частиц, их введения в пруток или получения покрытий из них, определить технологию изготовления и состав флюса. Это в свою очередь помогает заказчикам отбраковывать полученные изделия или менять изготовителя, добиваясь поставки более качественной продукции.
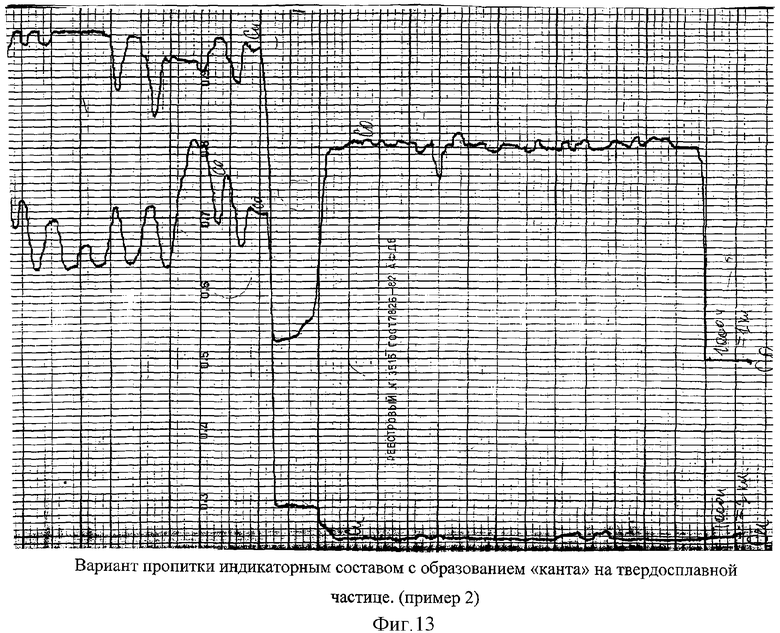
Пример 2. Контроль дробленых частиц.
Для того чтобы формировать рабочую поверхность скважинных фрезеров часто дробят изделия из твердого сплава. Дробленые частицы являются наполнителем композиционного материала, из которого готовят наплавочные прутки. В дальнейшем наносят покрытие с помощью газовой горелки, наплавляя прутки на рабочую поверхность фрезера (Гасанов А.П. Аварийно-восстановительные работы в нефтяных и газовых скважинах. М.: Недра, 1987 г., с.114-116).
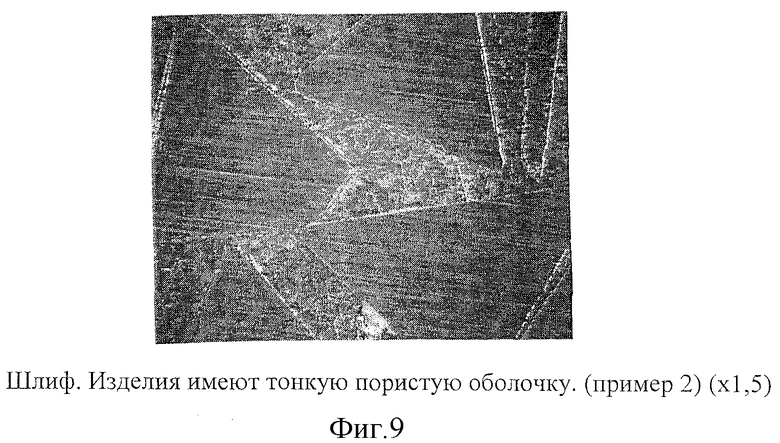
Дробленые частицы сплава ВК 8 подвергали исследованию на наличие дефектов и, следовательно, работоспособность режущей составляющей композиционного материала. Вначале дробленые частицы предварительно очищали от загрязнений и пылевидных частиц с поверхности бензином. Затем погружали частицы в цветной индикаторный состав (пенетрант) - в расплав, содержащий: медь - основа, цинк - 32,5%, никель - 15% в который в качестве катализатора пропитки вносили смесь, содержащую буру - 58%, борную кислоту - 40% и фторид аммония - 2%. Дробленые частицы выдерживали в расплаве при 1050° в течение 10 минут и охлаждали на воздухе. Получили композит, где цветной индикаторный состав - расплав на основе меди проявил дефекты на поверхности исследуемых частиц. В одном образце (фиг.4) видно, что после того, как убрали излишки массы, частицы имели «кант» - окантовку, который свидетельствует о том, что твердосплавный материал неоднороден - есть пористая оболочка и плотная монолитная сердцевина (это один поставщик изделий).
На фиг.5 видно, что дробленые частицы не имеют «канта», поверхностные слои не имеют дефектов (это другой производитель изделий из твердого сплава).
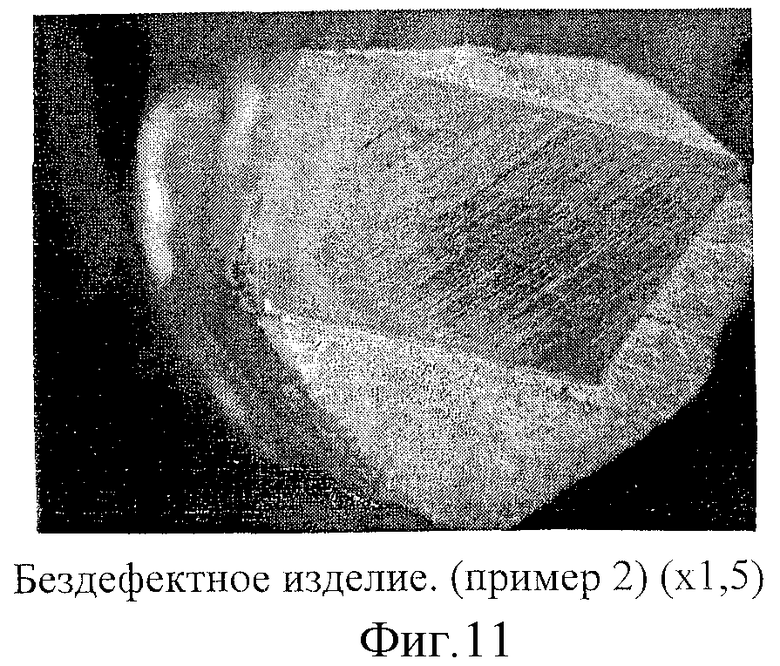
На фиг.6, 7 и 8 видно, что дробленые частицы не имеют «канта», монолитны, но одна частица (фиг.6) имеет скол и трещину (третий производитель). В результате исследования получаем сравнительную картину дефектности дробленых частиц разных производителей, на фоне одного и того же цветного индикаторного состава. К тому же используя другой, чем в примере №1, катализатор пропитки, обнаруживаем, что используемый состав катализатора не допускает термоудара при изготовлении прутков и твердосплавная частица сохраняет свою монолитность (фиг.5, 6, 11) или если проявляются в ней дефекты в виде пор, частица сохраняет свои первоначальные размеры (фиг.4, 9, 10).
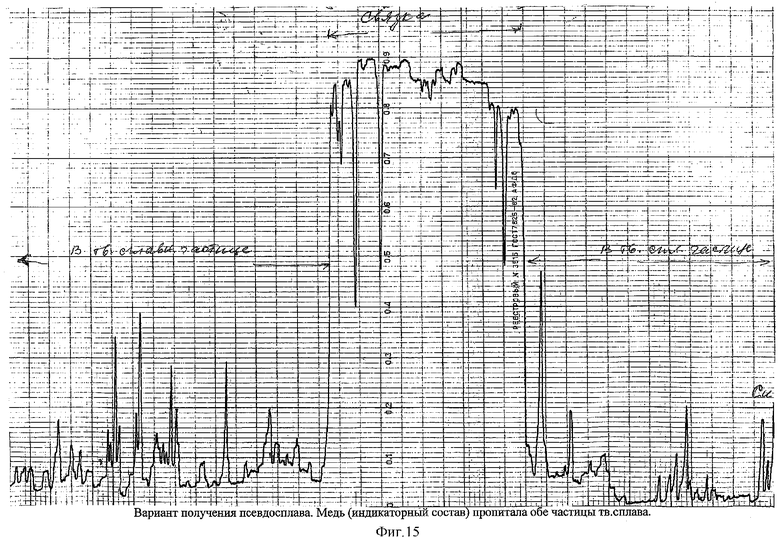
Исследование состояния твердосплавных изделий и дробленых частиц, когда поверхность имеет поры и четко видна граница между плотной «сердцевиной» и рыхлой поверхностью, показало, что такой способ проявления дефектов одновременно позволил получить псевдосплав на основе тугоплавкого материала путем пропитки дефектной пористой поверхности твердосплавного изделия или дробленых частиц сплавом меди. При этом пористая поверхность улучшила свои свойства благодаря эффекту пропитки, а изделие в целом, как и дробленые частицы, повысили свою работоспособность. (Смирнов Н.А. Современные методы анализа и контроля продуктов производства. М.: Металлургия, 1985 г., с.198-220) (таблица).
Для увеличения контраста проявления дефектов в изделии или частицах на шлифе, поверхность шлифа, если это необходимо, может быть подвергнута химическому травлению.
Так, для выявления микроструктуры цветного индикаторного состава использовали травитель - концентрированную азотную кислоту, которая выявляет зерна сплава (фиг.9-11) и которая твердосплавную часть подчерняет, а индикаторному составу придает блеск. Но это как дополнение к основному эффекту проявления, который четко выявляет дефекты как в изломе, так и шлифе и без травления (см. фиг.2, 7, 8).
Усилить визуализацию проявленных дефектов можно тем, что соли серебра (азотнокислое серебро или бромистое серебро) в спиртовом растворе вступают в реакцию с медью и на поверхности исследуемого изделия в местах дефектных (поры, трещины и т.д.), пропитанных медью или ее сплавом образуется синий или черный след соответственно и видны кристаллики серебра.
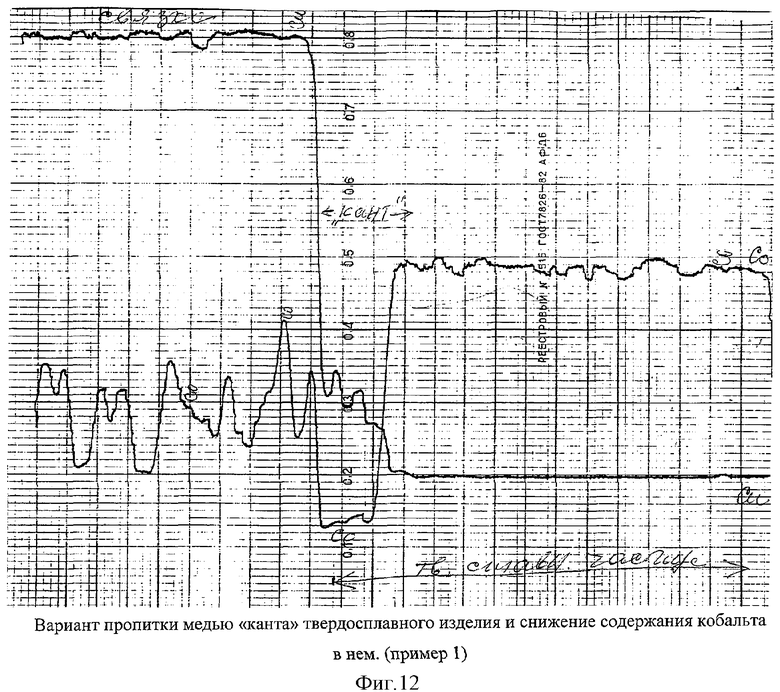
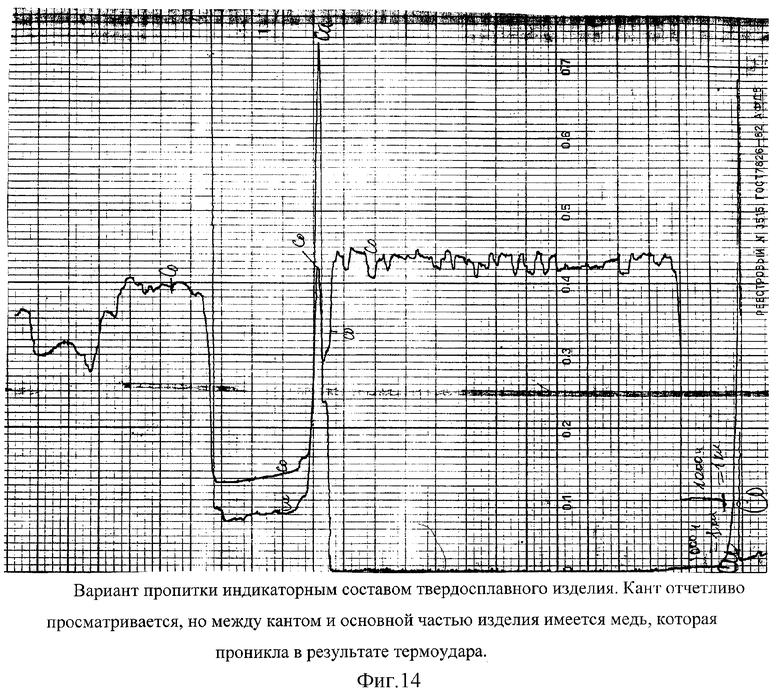
Для подтверждения правильности сделанных выводов после полученной информации о дефектности твердосплавных изделий и в состоянии поставки и в наплавочных прутках и в покрытиях из композита, содержащего исследуемые изделия или дробленые частицы из них была проведена серия хим. анализов с записью изменения содержания компонентов меди и кобальта в изделии и в индикаторном составе.
Диаграммы подтвердили увиденное (фиг.12-15). Следовательно, способ проявления дефектов в твердосплавных изделиях достоверен. На основании полученных картин проявления дефектов получены эталоны проверки качества изделий и возможность прогнозирования и поведения изделий в эксплуатационных условиях.
Использование предлагаемого способа проявления дефектов на исследуемой поверхности обеспечивает по сравнению с прототипом и другими известными способами следующие преимущества:
1. Упрощение проявления дефектов твердосплавных изделий и дробленых частиц из них за счет использования цветного расплава на основе меди в присутствии катализатора пропитки - различных составов солей или их смесей, близких к составам флюсов, используемых для получения наплавочных прутков и покрытий из них на рабочую поверхность режущих инструментов. Такое упрощение позволяет совместить способ проявления дефектов с дальнейшим производством в выбранном составе изделий (прутки, покрытия).
2. Способ не требует для своей реализации токсичных индикаторов и сложных проявителей, которые видны только в ультрафиолетовом излучении. Предлагаемый способ визуализирует самопроявленные дефекты как в изломе, так и в нетравленом шлифе. Но могут, в случае наличия малых размеров дефектов, шлифы подвергаться и травлению.
3. Способ позволяет установить зависимость и закономерность картины проявления дефектов от составов катализатора (они же флюсы в реальном производстве изделий и в процессе пайки), появления характерных дефектов при изготовлении твердосплавных изделий.
4. Способ позволяет выявить и причину появления дефектов, не зная технологии производства закупленных изделий, и осуществить оперативный контроль качества изделий, или дробленых частиц, или уже прутков, содержащих твердосплавной материал - если заказчик пользуется ими для дальнейшего нанесения покрытий на режущий инструмент типа фрезы, райбера, фрезера.
5. Способ дополнительно позволяет улучшить качество твердосплавных изделий и композиций со связкой на основе меди, где в качестве наполнителя - твердосплавный материал, т.к. позволяет пропитать дефектную поверхность при катализаторе, содержащем фтористый компонент пластичным составом, и получить псевдосплав WC-Со-Cu-Zn-Ni (Тучинский Л.И. Композиционные материалы, получаемые методом пропитки. М.: Металлургия, 1986 г., с.148-157), например, увеличивая теплоотвод, и не допустить перегрев режущего инструмента в процессе эксплуатации, увеличить трещиностойкость твердосплавного режущего инструмента, тем самым увеличивая износоустойчивость его.
Источники информации
1. Денель А.К. Дефектоскопия металлов. М.: Металлургия, 1972 г.
2. Смирнов Н.А. Современные методы анализа и контроля продуктов производства. М.: Металлургия, 1985 г., Изд. 2-е дополненное и переработанное, с.221. (прототип).
3. Карякин А.В., Боровиков А.С. Люминесцентная и цветная дефектоскопия. М.: Машиностроение, 1972 г.
4. Гасанов А.П. Аварийно-восстановительные работы в нефтяных и газовых скважинах. М.: Недра, 1987 г., с.114-116.
5. Тучинский Л.И. Композиционные материалы, получаемые методом пропитки. М.: Металлургия, 1986 г., с.148-157.
6. Смирнов Н.А. Современные методы анализа и контроля продуктов производства. М.: Металлургия, 1985 г., с.198-220.
7. ГОСТ 18442-80.
8. А.с. №842476, МКИ G01 №7/16, от 13.08.79 г.
9. А.с. №165922, МКИ G01 №15/18, от 12.12.61 г.
10. А.с. №227669, МКИ G01 №5/18, от 11.11.63 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРУТКА ИЗ ТВЕРДОСПЛАВНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА ДЛЯ НАПАЙКИ НА ПОВЕРХНОСТЬ РЕЖУЩЕГО ИНСТРУМЕНТА | 2006 |
|
RU2347000C2 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО ПРИПОЯ | 2006 |
|
RU2351448C2 |
| СПОСОБ КОНТРОЛЯ СТЕПЕНИ УДАЛЕНИЯ ПОКРЫТИЯ С ДЕТАЛЕЙ ИЗ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2009 |
|
RU2440878C2 |
| ИЗНОСОСТОЙКИЙ НАПЛАВОЧНЫЙ МАТЕРИАЛ | 1999 |
|
RU2164200C1 |
| ФЛЮС ДЛЯ ВЫСОКОТЕМПЕРАТУРНОЙ ПАЙКИ ТВЕРДЫХ СПЛАВОВ ПРИПОЯМИ НА ОСНОВЕ МЕДИ | 2007 |
|
RU2346798C2 |
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2002 |
|
RU2237742C2 |
| Комплект индикаторных материалов для капиллярной дефектоскопии | 1991 |
|
SU1824557A1 |
| Способ восстановления бандажных полок лопаток компрессора газотурбинных двигателей (ГТД) | 2016 |
|
RU2627558C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НАПЛАВКОЙ ПРИПОЯ НА ПОВЕРХНОСТЬ КОНСТРУКЦИОННОЙ СТАЛИ | 2004 |
|
RU2260503C1 |
| Способ капиллярного контроля поверхностных дефектов стеклокерамических изделий | 2023 |
|
RU2820654C1 |








Изобретение относится к области машиностроения, в частности к буровой технике. Оно может быть применено для контроля качества изделий, в частности твердосплавных изделий и композиций, содержащих твердосплавные изделия и дробленые частицы из них при изготовлении наплавочных прутков и покрытий на рабочую поверхность режущих инструментов типа фрез, фрезеров, райберов. Способ включает очистку поверхности от загрязнений, погружение в цветной индикаторный состав и выдержку в этом составе, визуальную или оптическую регистрацию контраста индикаторного следа на фоне исследуемой поверхности в видимом излучении, причем исследуемое изделие или дробленные частицы погружают в цветной индикаторный состав - расплав меди или сплава меди в присутствии катализатора пропитки, в качестве которого используют соединения бора, фториды или их смеси, после выдержки в индикаторном составе изделия или дробленых частиц получают композит из индикаторного состава и изделия или из индикаторного состава и дробленых частиц, который охлаждают на воздухе и после удаления избытка массы композита получают шлиф или излом с последующей вышеуказанной регистрацией контраста индикаторного следа. Достигается проявление дефектов на поверхности твердосплавных изделий и дробленых частиц из них, находящихся в состоянии поставки, после изготовления наплавочных прутков и получения покрытий, имеющих твердосплавную составляющую, упрощение технологии проявления и повышение чувствительности способа, создание долговечного индикаторного состава, в котором находится контролируемая поверхность в течение длительного времени, повышение качества прогнозирования работоспособности исследуемого материала, абразивной составляющей на рабочей поверхности режущего инструмента. 1 з.п. ф-лы, 1 табл., 15 ил.
| СМИРНОВ Н.А | |||
| Современные методы анализа и контроля продуктов производства, М., Металлургия, 1985, с.221 | |||
| Способ капиллярной дефектоскопии изделий | 1976 |
|
SU641331A1 |
| Способ капиллярной дефектоскопиииздЕлий | 1978 |
|
SU794477A1 |
| Способ люминесцентной магнитной дефектоскопии | 1958 |
|
SU124189A1 |
| Способ вскрытия локальных участков в окисленной поверхности полупроводниковой пластины | 1977 |
|
SU668510A1 |
| СПОСОБ КОНТРОЛЯ ГЕРМЕТИЧНОСТИ ОБОЛОЧЕК | 1988 |
|
SU1582813A1 |
| Индикаторная жидкость для люминисцентной дефектоскопии | 1973 |
|
SU585207A1 |

