Изобретение относится к электродуговой сварке и, более конкретно, к способу и системе для регулирования кривой вольт-амперной характеристики выходного сигнала сварочного аппарата с электроприводом от генератора переменного тока.
Для иллюстрации сварочного аппарата с электроприводом от генератора переменного тока, к которому относится изобретение, в качестве ссылки может быть указан патент США N 5408067. Сварочный аппарат содержит трехфазный синхронный генератор и выходной выпрямитель, в котором ток, выпрямленный для использования в операции сварки, регулируется посредством регулировки момента запуска или углов запуска однооперационных тринисторов в выпрямителе. Особенности сварочного аппарата такого типа хорошо известны в технике и указаны в вышеупомянутом патенте, поэтому они не повторяются за исключением необходимых пояснений.
Одним из наиболее распространенных сварочных аппаратов постоянного тока является сварочный аппарат с электроприводом, содержащий вращающийся двигатель, трехфазный генератор переменного тока, выпрямительный мост, включающий в себя ряд электронных средств переключения, таких как однооперационные тринисторы, для выпрямления тока, выдаваемого на выход сварочного аппарата, в котором ток определяется углом запуска соответствующих средств переключения в течение каждой соответствующей положительной полвины цикла каждой фазы в выпрямителе. Такие сварочные аппараты обычно содержат средства измерения выходного тока или выходного напряжения. В некоторых случаях измеряются как выходной ток, так и выходное напряжение и используются для управления током сварки сварочного аппарата. Хотя сварочные аппараты этого типа стали достаточно распространенными, они имеют отчасти ограниченное применение для внепозиционной сварки, такой как сварка трубы, где нагрев регулируется током дуги. В таких сварочных процессах предпочтительно использовать генераторы постоянного тока ввиду свойственной им плавности характеристик дуги. Эти генераторы довольно громоздки, дороги и обычно требуют внешнего источника электроэнергии для возбуждения. Следовательно, ограниченные возможности применения генераторов постоянного тока вместе с их стоимостью и громоздкостью приводят к тому, что эти генераторы все меньше используются в различных операциях внепозиционной сварки, например при сваривании труб, осуществляемом в больших масштабах и требующем значительных ежегодных затрат. Поэтому существует потребность в надежном и экономичном сварочном аппарате, который может быть использован для внепозиционной сварки и который имеет преимущества в стоимости и по габаритам по сравнению со сварочным аппаратом с электроприводом от генератора переменного тока, подобным описанному в патенте США N 5,408,067. Однако сварочные аппараты с генераторами переменного тока без больших реактивных элементов имеют относительно пологую вольт-амперную статическую характеристику, весьма далекую от выходных характеристик генератора постоянного тока. Таким образом, пользователи должны выбирать между более плавным выходным сигналом генератора постоянного тока с одной стороны и меньшими размерами и экономичностью сварочного аппарата с генератором переменного тока с другой стороны. Для удовлетворения потребностей всех пользователей производители источников питания сварочных аппаратов предлагают и генераторы постоянного тока и конструкции на основе генераторов переменного тока для сварочных аппаратов с электроприводом.
Изобретение относится к способу и системе для регулирования выходного сигнала сварочного аппарата с электроприводом от генератора переменного тока так, чтобы кривая вольт-амперной характеристики сварочного агрегата была по существу прямой линией с фиксированным наклоном так, чтобы сварочный аппарат с электроприводом от генератора переменного тока мог быть использован в операциях сварки, которые ранее требовали генераторов постоянного тока.
В соответствии с изобретением предлагаются способ и устройство для регулирования выходной вольт-амперной характеристики сварочного агрегата с электроприводом от генератора переменного тока. Такие сварочные аппараты, как правило, имеют фиксированное максимальное выходное напряжение разомкнутой цепи. Они также содержат вращающийся двигатель, такой как бензиновый двигатель, трехфазный генератор переменного тока и выпрямительный мост, содержащий набор электронных переключающих средств для направления тока на выход сварочного аппарата. Значение выходного тока или уровень, определяется фазовым углом запуска соответствующих средств переключения или тринисторов (SCR - Silicon-controlled Rectifier), причем указанные средства переключения запускаются в регулируемые моменты времени в положительный полупериод для регулирования величины выходного тока. Для изменения тока и тем самым рабочей точки на характеристике углы запуска или времена запуска тринисторов регулируются в соответствии с полученной величиной тока и/или напряжения. В соответствии с изобретением сварочный аппарат с электроприводом от генератора переменного тока управляется микропроцессором и имеет переключаемый вручную переключатель выбора режима из конечного набора режимов, каждый из которых контролирует фиксированный наклон вольт-амперной характеристики, используемой в выбранном режиме. Для достижения этой цели переключатель выбора режима устанавливается в требуемый режим работы. Выбор режима используется для определения первого и второго параметров наклона. Набор параметров соответствует известному фиксированному наклону для вольт-амперной характеристики, желательной для выходного сигнала сварочного аппарата с электроприводом от генератора переменного тока. Фиксированный наклон определяется соотношением между первым и вторым параметрами, используемыми при реализации выбранного вручную режима работы. Напряжение операции сварки, т.е. напряжение дуги, используется для периодического формирования значения напряжения, указывающего выходное напряжение, определенное в реальном времени. Это значение напряжения комбинируется с первым параметром наклона для получения координаты напряжения для определения наклона для получения координаты напряжения для определения наклона (крутизны характеристики). Таким же образом формируется значение тока, указывающее выходной ток в реальном времени, и комбинируемое со вторым параметром наклона, выбранным переключателем режима работы, для получения координаты тока для определения наклона. Две координаты наклона объединяются вместе для получения того, что известно как "параметр регулирования", или значение, указывающее на текущую рабочую точку выходного сигнала сварочного аппарата на кривой вольт-амперной характеристики, именно эта рабочая точка должна быть использована в соответствии с изобретением. Рабочая точка находится на прямой линии с фиксированным наклоном и включает в себя информацию о напряжении и токе. Параметр регулирования определяет линию рабочей точки с учетом наклона линии. Затем формируется желаемая установленная точка для сравнения со сформированным параметром регулирования для определения отклонения параметра регулирования от заданной (целевой) линии, которая является характеристической кривой, которая параллельна линии, определяемой первым и вторым параметрами и максимальным значением для разомкнутой цепи. Это максимальное значение на практике фиксировано при максимальном значении выходного сигнала сварочного аппарата, однако оно может иметь регулируемое положение для пересечения оси y (1=0) при напряжении, меньшем, чем реальное максимальное напряжение сварочного аппарата. Установленная точка находится на целевой линии с фиксированным наклоном и выбранным напряжением пересечения оси y. Установленная точка выбирается вручную для того, чтобы получить напряжение разомкнутой цепи, меньшее, чем реальное максимальное напряжение разомкнутой цепи, или выбранное максимальное напряжение сварочного аппарата с электроприводом от генератора переменного тока. Путем сравнения желаемой установленной точки с параметром регулирования, определяемым текущим напряжением и текущим током (рабочей точкой), в соответствии с изобретением формируется сигнал ошибки. Этот сигнал ошибки используется для изменения углов запуска средств переключения или тринисторов, в соответствии с величиной сигнала ошибки во время каждого этапа выборки основной программы микропроцессора. В соответствии с другим аспектом изобретения используется регулировка усиления, при которой величина сигнала ошибки увеличивается на величину разности между стационарной установленной точкой и динамическим параметром регулирования. К тому же разность между текущим параметром регулирования и ближайшим предыдущим параметром регулирования может быть использована в качестве второго коэффициента усиления для корректирующего воздействия полученной ошибки. С использованием этих принципов углы запуска тринисторов регулируются для обеспечения перемещения выходной характеристики сварочного аппарата с электроприводом от генератора переменного тока вдоль заранее выбранного фиксированного наклона, как в случае генератора постоянного тока. Корректировка от одного момента выборки до другого момента выборки, которых может быть несколько в течение 1 с, может модулироваться соответствующими коэффициентами усиления для сигнала ошибки.
На характеристической кривой, согласно изобретению, напряжение и ток регулируются как соответствующие фиксированной прямой линии. Эта линия определяется выбранным наклоном и желаемым значением пересечения оси y. Наклон определяется путем установки переключателя управления режимом. Пересечение оси y заданной линией определяется посредством переключателя управления режимом и точным потенциометром. Линия, определяющая выходную характеристику, является произведением наклона и тока, в то время как пересечение оси y или напряжение является параметром, отслеживаемым и регулируемым согласно изобретению. Пересечение оси y, или напряжение разомкнутой цепи, периодически сравнивается с установленной точкой, которая также соответствует пересечению оси y или пересечению кривой характеристики напряжения разомкнутой цепи. Точный регулирующий потенциометр сдвигает реальную фиксированную кривую так, чтобы она отслеживалась устройством управления, соответствующим изобретению, между максимальным и минимальным значениями напряжения разомкнутой цепи. Используя изобретение, можно осуществить регулировку сварочного аппарата с электроприводом от генератора переменного тока таким образом, чтобы этот сварочный аппарат имел фиксированную выходную кривую характеристики, аналогичную соответствующей характеристике сварочного аппарат с генератором постоянного тока. Параметры, определяющие параметр регулирования, определяются следующим уравнением:
Vout = (K1)•Varc + (K2)Iarc.
Указанное уравнение является линейным и может быть представлено в виде:
Varc = -(K2/K1)Iarc + (1/K1)Vout.
В соответствии с фиг. 3 уравнение может быть преобразовано к виду:
V = -(K2/K1)I + Vout/K1,
где
V - значение y;
I - значение x;
K2/K1 - наклон;
Vout/K1 - пересечение оси y.
Параметр регулирования Vout равен номинальной рабочей точке при любом данном параметре, причем указанная точка имеет координаты напряжения и тока на фиксированной линии, где пересечение оси y определяется как Vout/K1 или номинальным напряжением, деленным на K1.
Способ и система регулирования выходного сигнала в выбранной линии обеспечивают формирование параметра регулирования Vout и тока и напряжения регулирования, обеспечивающих перемещение Vout к установленной точке Vsp путем установки углов или времен запуска тринисторов выпрямителя 30. Установленная точка соответствует фиксированному пересечению оси y, деленному на K1, для определения линии.
В соответствии с изобретением, как описано выше, формируется значение реального времени или сигнал, указанный сигнал является суммой двух непрерывно изменяющихся сигналов, один сигнал является средним напряжением дуги в любой заданный момент времени, умноженным на постоянную (K1), а другой является средним значением тока дуги в любой данный момент времени, умноженным на другую константу (K2). Отношение двух констант (K1, K2) является наклоном характеристики, причем ордината представляет напряжение, а абсцисса - ток. Соотношение, в котором сигнал определяется суммированием составляющей напряжения и составляющей тока, является линией со средним значением напряжения, равным наклону линии, умноженному на средний ток, а пересечением оси y, или ордината, является параметром регулирования - значением или сигналом Vout, деленным на K1 - одной из констант наклона. Этот сигнал является мгновенным выходным значением управляемого микропроцессором сварочного аппарата с электроприводом от генератора переменного тока, когда оператор выбирает рабочую точку на линии заданной нагрузки. Если рабочая точка не находится на этой заданной линии, углы запуска средств переключения на тринисторах изменяются так, чтобы сместить выходной сигнал сварочного агрегата к желаемой линии от отклоненной мгновенной рабочей точки. В соответствии с изобретением формируется установленная точка SR, которая имеет фиксированное значение для каждого выбранного режима работы. Установленная точка SR эквивалентна параметру регулирования, значению или сигналу Vout. Установленная точка удерживается постоянной так, чтобы система управления и соответственно способ изменяли напряжение и выходной ток сварочного аппарата для приведения параметра регулирования Vout в заранее установленную точку. Значение установленной точки регулируется с помощью переключателя выбора режима, который выбирает желаемый наклон и желаемое минимальное напряжение разомкнутой цепи для создания требуемой линии. Разность между выбранным напряжением разомкнутой цепи и реальным максимальным напряжением разомкнутой цепи или выбранным максимальным напряжением определяет рабочий диапазон для данного выбранного режима. Установленная точка затем перемещается по вертикали для получения точного положения целевой линии, имеющей наклон, определяемый K1, K2, и напряжение разомкнутой цепи (или пересечение оси y) между выбранным максимальным напряжением и выбранным минимальным напряжением для данного режима. Целевая линия параллельна линии, описанной ранее, со сдвигом в вертикальном направлении, определяемым ручной регулировкой с помощью точного потенциометра, что обеспечивает точную установку отслеживаемой линии, так, что линия, отслеживаемая, когда система управления принудительно сдвигает параметр регулирования к установленной точке, является параллельной линией с напряжением (или пересечением оси y) между реальным или выбранным максимальным напряжением разомкнутой цепи сварочного аппарата и выбранным минимальным напряжением разомкнутой цепи, определенным с помощью переключателя выбора режима. Когда переключатель выбора режима изменяет фиксированные наклоны в режиме, то минимальное напряжение пересечения оси y может регулироваться. Необязательно, чтобы это минимальное значение было регулируемым. Максимальное значение напряжения пересечения является обычно константой, однако при желании оно может быть изменено при выборе режима. С использованием этой схемы управления выходной сигнал сварочного аппарата с электроприводом вынуждается отслеживать заранее выбранную прямолинейную характеристику в противоположность стандартной статической кривой характеристики сварочного аппарата с электроприводом от генератора переменного тока.
В предпочтительном осуществлении изобретения микропроцессор или микроконтроллер использует программное обеспечение, которое реализует способ и систему, соответствующие изобретению. Изобретение может быть реализовано аппаратно, как показано в настоящем описании, программно или посредством другого варианта осуществления способа и системы. Изобретение предусматривает комбинацию регулирования тока дуги и напряжения дуги и формирует выходной сигнал наклона, который эффективно имитирует выходную статическую характеристику генератора постоянного тока. Поэтому далее описывается только статический аспект способа или системы.
В соответствии с другим аспектом изобретения предлагаются система или способ с динамическим управлением, подобно тому, как в схемах пропорционально-интегрально-дифференциального управления, в которых усиление выбирается на основании пропорционального соотношения или на основании разности, или интегрирования. В предпочтительном варианте осуществления изобретения регулирование усиления в динамическом смысле основывается на пропорциональности сигнала ошибки и разности между существующим параметром регулирования к ближайшим предыдущим параметрам регулирования.
В предпочтительном варианте осуществления управление наклоном введено в основное рабочее программное обеспечение сварочного аппарата, причем указанный сварочный аппарат в целом управляется миркопроцессором. Программа записана в энергонезависимом электрически стираемом постоянном запоминающем устройстве (EPROM) микроконтроллера Motorola HC 11E9, который является основным элементом материнской платы управления персонального компьютера. Рабочая программа для сварки в соответствии с предпочтительным вариантом осуществления изобретения имеет основной цикл, который выполняется или циклируется каждые 30 мс. Основной управляющий цикл для сварочного аппарата выполняет большое количество дополнительных функций, включая считывание данных входных сигналов пользователя, которые определяют установленную точку в соответствии с изобретением. Регулируемыми вручную входами, используемыми в изобретении, являются переключатель выбора режима, переключатель регулирования точного потенциометра. Основной цикл управления сварочным аппаратом прерывается 18 раз за 60-Гц линейный цикл для того, чтобы запустить прерывания выборки, во время которых измеряются напряжение дуги и ток дуги и используются с выбранной вручную точкой установки тока SP для вычисления правильного угла проводимости переключающих средств выпрямителя, таких как тринисторы. Аспект регулирования наклона согласно изобретению заключается в прерывании выборки основной программы, используемой при работе сварочного аппарата, и выполняется только тогда, когда пользователь выбрал один из шести доступных режимов наклона, используя семь положений переключателя выбора режима на лицевой панели сварочного аппарата. В соответствии со способом и аппаратурой изобретения полученные значения тока дуги и напряжения дуги комбинируются вместе с константами K1, K2, которые заранее программируются в EPROM для определения выходного значения наклона, которое сварочный аппарат будет поддерживать в качестве линии статической характеристики. Константы (K1/K2), используемые при выборе режима, заранее программируются, а затем выбираются из таблицы в зависимости от положения ручного переключателя выбора режима. Наклон линии статической характеристики равен отношению K1/K2. Текущее напряжение или напряжение реального времени определяется дискретизацией напряжения дуги заданное число раз, например 16, а текущее значение тока в реальном времени определяется однократной выборкой. Эти операции осуществляют во время прерывания для выборки основной рабочей программы сварочного аппарата. Параметр регулирования, значение или сигнал Vout, созданный таким способом, представляет собой параметр, который сравнивается с выбранной вручную установленной точкой SP, которая вместе с наклоном определяет линию, отслеживаемую во время работы сварочного аппарата. Установленная точка SP определяется исходя из положения переключателя выбора режима в комбинации с потенциометром точной регулировки. Потенциометр точной регулировки имеет большое количество установок, например 256. Этим регулируется вертикальное положение линии, задаваемое с помощью установленной точки. Установленная точка определяется суммой выбранного минимального напряжения разомкнутой цепи и кратного значения, определяемого выбранным положением потенциометра точной регулировки и разности между максимальным и минимальным напряжениями разомкнутой цепи, определенными с помощью переключателя выбора основного режима. Положение потенциометра точной регулировки формирует значение, которое используется для регулировки вертикального положения кривой с фиксированным наклоном характеристики, определяемым отношением K2/K1 констант (K1, K2), выбранного с помощью переключателя выбора режима. Максимальное выходное напряжение является ограничением, присущим сварочному аппарату с электроприводом от генератора переменного тока. Изобретение использует значение максимального напряжения, которое может быть выдано сварочным аппаратом при выбранном максимальном напряжении. Минимальное напряжение, используемое в соответствии со способом и системой по изобретению, является заранее запрограммированным значением для напряжения разомкнутой цепи сварочного аппарата, которое выбирается из таблицы в зависимости от положения основного переключателя управления режимами работы. Таким образом, установленная точка SP является линией, параллельной фиксированной линии, определяемой Vout, но расположенной в одном из 256 положений между максимальным напряжением разомкнутой цепи и минимальным напряжением разомкнутой цепи сварочного аппарата с электроприводом.
Во время нормальной работы при прерывании для осуществления выборки установленная точка SP сравнивается с параметром регулирования Vout, и разность этих сигналов используется для формирования сигнала ошибки. В соответствии с одним из аспектов изобретения установленная тока SP и параметр регулирования Vout комбинируются с динамическими сигналами усиления C1, C2, которые в рассмотренном варианте осуществления изобретения являются фиксированными константами для всех выбранных режимов. Сигнал ошибки оценивается не только по указанной разности в установленной точке SP и параметром регулирования Vout, но также по разности между текущим параметром Vout и предыдущим параметром регулирования Voutp. Таким образом, пропорциональное усиление C1 и дифференциальное усиление C2 могут быть объединены в сигнале ошибки, прежде чем этот сигнал ошибки будет использован для регулирования углов запуска тринисторов для приведения рабочей точки (напряжение или ток), выбранной пользователем, в точку с напряжением или током на прямой линии, отслеживаемую в соответствии с изобретением. Когда пользователь изменяет линию нагрузки сварочного аппарата, то рабочая точка, идентифицируемая текущим напряжением и током, изменяется в процессе осуществления пользователем сварки. Это изменение рабочей точки стремится происходить вдоль кривой номинальной характеристики сварочного аппарата с электроприводом. В соответствии с изобретением способ и система обеспечивают то, что новая рабочая точка будет следовать заданному фиксированному наклону так, чтобы эффективная выходная характеристика по существу отслеживала бы характеристику с фиксированным наклоном аналогично тому, как это имеет место для генератора постоянного тока.
Задачей изобретения является создание способа и системы для изменения выходной характеристики управляемого микропроцессором сварочного аппарата с электроприводом, который использует генератор переменного тока и управляемый выходной выпрямитель на тринисторах.
Задачей изобретения является также создание способа и системы, как определено выше, с помощью которых кривая выходной характеристики управляемого микропроцессором сварочного агрегата с электроприводом может аппроксимировать кривую выходной характеристики генератора постоянного тока.
Кроме того, задачей изобретения является создание способа и системы, как определено выше, с обеспечением того, что указанные способ и система могут быть реализованы в любом управляемом микропроцессором сварочном аппарате с электроприводом при незначительных изменениях в общей системе управления или способе.
Также задачей изобретения является создание способа и системы, как определено выше, причем указанные способ и система требуют использования малой области памяти в ПЗУ в управляемом микропроцессором сварочном аппарате с электроприводом постоянного тока.
Кроме того, вышеуказанные способ и система являются экономичными, простыми в реализации и позволяют использовать сварочные аппараты с электроприводом от генератора переменного тока для внепозиционной сварки в полевых условиях с достижением преимуществ сварочного аппарата с электроприводом от генератора переменного тока и преимуществ генератора постоянного тока.
Эти и другие цели и преимущества изобретения будут более ясными из последующего описания.
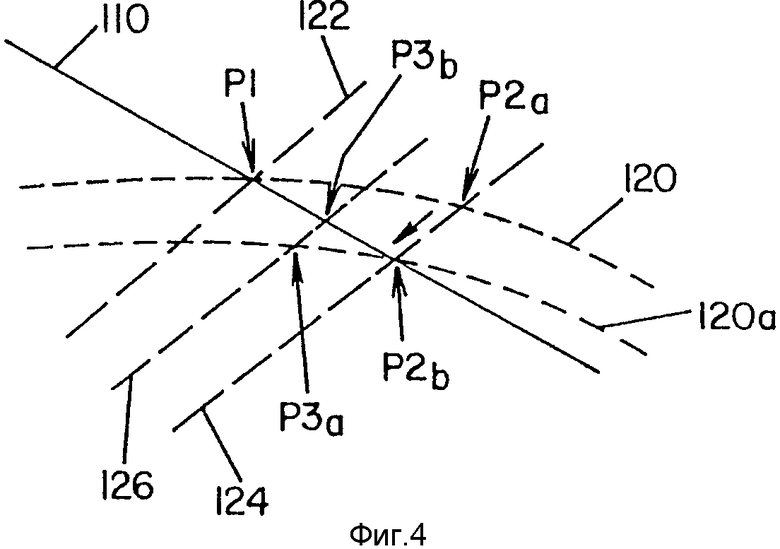
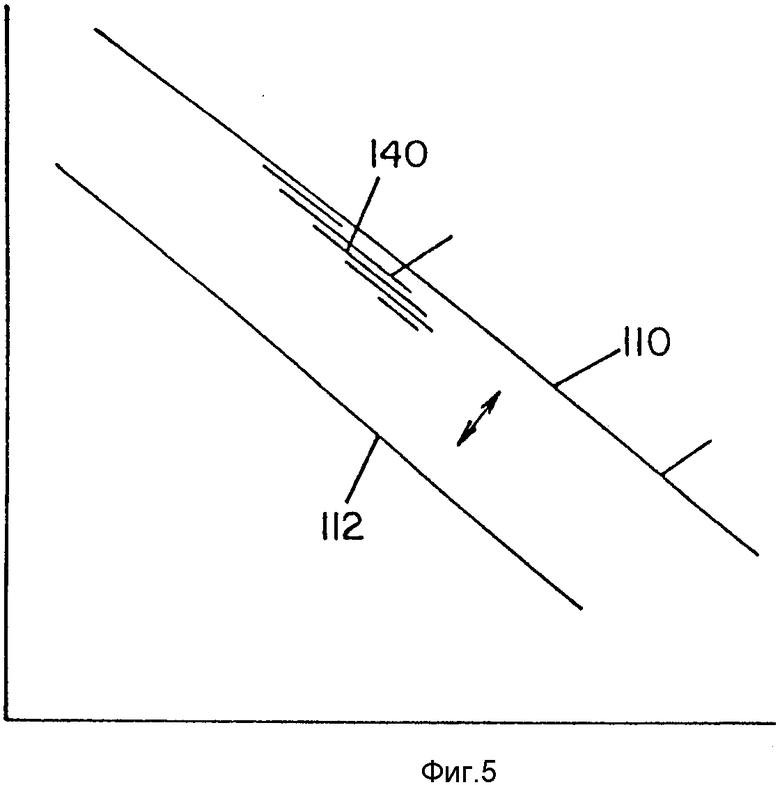
На фиг.1 показан общий вид сварочного аппарата с электроприводом, реализующего способ и систему согласно предпочтительному варианту осуществления изобретения; на фиг. 2 - электрическая схема сварочного аппарата с электроприводом типа сварочного аппарата по патенту США N 5,408,067 и используемого в способе и системе в соответствии с изобретением; на фиг.3 - график характеристики, полученной при использовании предпочтительного варианта осуществления системы и способа в соответствии с изобретением; на фиг. 4 - увеличенный вид области, показанной на графике на фиг. 3 поясняющий особенности работы способа и системы, соответствующих предпочтительному варианту осуществления изобретения; на фиг. 5 - график, аналогичный графику по фиг.3, поясняющий работу потенциометра точной регулировки в соответствии с предпочтительным вариантом осуществления изобретения; на фиг.6 - таблица, постоянно хранящаяся в памяти микропроцессора аппарата с электроприводом, иллюстрирующая параметры для различных режимов, выбранных в соответствии с предпочтительным вариантом осуществления изобретения; на фиг.7 - блок-схема, иллюстрирующая получение параметра регулирования, значения или сигнала Vout в соответствии с предпочтительным вариантом осуществления изобретения; на фиг. 8 - блок-схема, иллюстрирующая систему и способ для формирования тока установленной точки SP с использованием установки положений двух переключателей или круговых шкал для сравнения с сигналом Vout, формируемым устройством, показанным на фиг.7; на фиг.9 - блок-схема, иллюстрирующая тот аспект способа и системы в соответствии с изобретением, согласно которому установленная точка SP, сформированная устройством по фиг.8, объединяется с сигналом Vout, созданным устройством по фиг.8, и используется для регулирования углов запуска или времен запуска тринисторов в выходном выпрямителе сварочного аппарата с электроприводом, показанного на фиг. 1 и 2; на фиг. 10 - график, подобный показанному на фиг. 3, иллюстрирующий незначительную модификацию предпочтительного варианта осуществления изобретения.
Предпочтительный вариант осуществления изобретения.
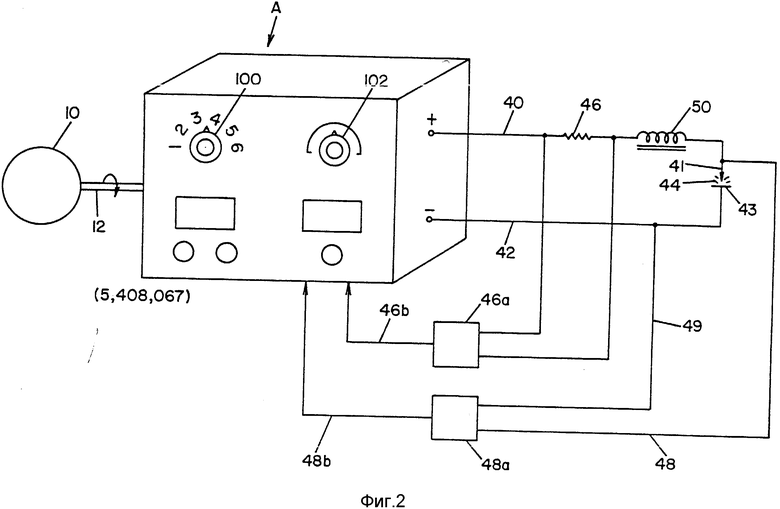
Представленные чертежи служат для иллюстрации предпочтительного варианта осуществления изобретения, а не для его ограничения. Фиг. 1 и 2 иллюстрируют сварочный аппарат А с приводом постоянного тока того типа, который приводится в действие вращающимся двигателем 10, например, бензиновым двигателем, содержащим приводной вал 12 для вращения стандартного трехфазного генератора переменного тока 14. Трехфазный выход 16 генератора переменного тока 14 направляет ток по линиям 22А, 22В и 22С на выпрямитель 30 стандартной конструкции. Этот трехфазный выпрямитель содержит транзисторы (SCR) 32, 32 и 33, имеющие соответствующие управляющие входы G1, G2 и G3 соответственно. Импульс на этих управляющих входах во время положительной половины цикла, приложенной к тринистору соответствующей фазы, запускает или переводит в проводящее состояние тринистор, пропускающий ток по направлению к выходу 40. Диоды 34, 35 или 36 для этой трехфазной схемы выпрямителя 30 соединены с выходным проводником 42. Постоянный ток, созданный между входными проводниками 40,42 выпрямителя 30, направляется к сварочной установке, представленной электродом 41, обрабатываемой деталью 43 и дугой 44. В соответствии со стандартной практикой ток дуги определяется с помощью шунта 46 и направляется к соответствующему аналого-цифровому преобразователю (АЦП) 46a для создания выходного сигнала на линии 46b. Указанный сигнал представляет собой мгновенное воспринятое значение тока дуги при операции сварки. Таким же способом определяется напряжение с помощью линий 48, 49. Указанные линии соединены с АЦП 48a так, что на выходе 48b АЦП 48a формируется мгновенное или воспринятое напряжение дуги в процессе сварки. Стандартная дроссельная катушка 50 используется в схеме сварки по хорошо известным причинам. Как изображено на фиг. 2, измеренный ток и измеренное напряжение подаются на микропроцессор 60, расположенный в корпусе сварочного аппарата А, как показано на фиг.1. Микропроцессор является стандартной цифровой обрабатывающей схемой, имеющей соответствующие платы памяти и цепи аппаратных средств для аналоговых входов, таких как линии подачи сигналов на управляющую схему 60, как показано на фиг. 2. Напряжение и ток регулируются посредством длины дуги и других параметров в процессе осуществления. Как показано на фиг.2, трехфазный генератор переменного тока 14 имеет соответствующие линии синхронизации 64 для управления микропроцессорной схемой 60. В соответствии с предпочтительным вариантом осуществления изобретения сигнал синхронизации или импульс в линии 64 вырабатывается с обмотки возбуждения и используется для синхронизации моментов запуска тринисторов. Эти особенности синхронизации согласно известной технологии раскрыты в патенте США N5,408,067.
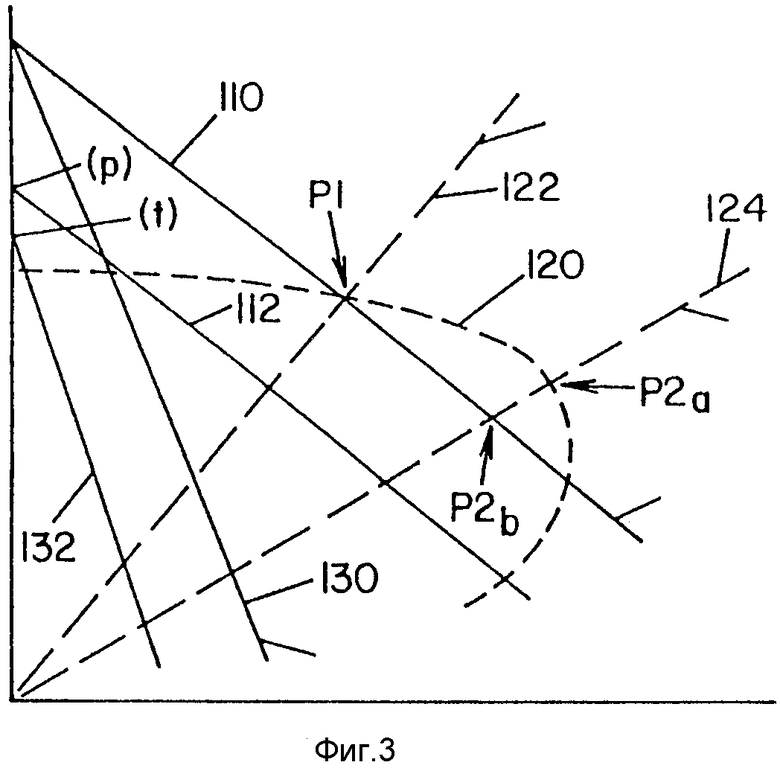
В соответствии с изобретением сварочный аппарат А имеет переключатель 100 выбора режима, переключаемый в положения режимов 1-6, и потенциометр точного регулирования 102 для формирования 256 различных вертикальных положений заданной линии. Как показано на фиг. 3-5, когда переключатель 100 устанавливается в заданное положение, например "MODE 2" (Режим 2), кривая выходной характеристики в соответствии с изобретением проходит вдоль прямой линии 110 с пересечением оси y, являющимся максимальным напряжением разомкнутой цепи сварочного аппарата А. Конкретное положение переключателя 100 определяет наклон линии 110, указанный наклон является отрицательным от максимального напряжения разомкнутой цепи до пониженного напряжения при увеличении тока. Наклон и пересечение оси у линии 110 определяют эту линию. В соответствии с другим аспектом изобретения фиксированный наклон линии 110 может быть сдвинут вертикально вниз к линии 112 с помощью ручной регулировки потенциометра точной регулировки 102. Это более ясно показано на фиг. 5. Потенциометр точной регулировки сдвигает реальную выбранную рабочую кривую сварочного аппарата А вертикально вниз к линии 140. Существует 256 положений регулировки для получения нижней линии 140. Переключатель режима выбирает наклон (К2/К1) линии с пересечением оси y, являющимся напряжением разомкнутой цепи выбранной конкретной линии, а потенциометр 102 сдвигает линию вертикально к желаемому рабочему уровню. Конкретные регулировки переключателя 100 и потенциометра 102 определяют реальную кривую выходной рабочей характеристики, сформированной пользователем при осуществлении изобретения.
Для иллюстрации преимуществ изобретения и его функций предположим, что выбранная линия 140 является линией 110, как показано на фиг. 3-5. Нормальная кривая рабочей характеристики для сварочного аппарата с самовозбуждающимся генератором переменного тока того типа, к которому относится изобретение, изображена как линия 120. После того как оператор или пользователь отрегулировали желаемый ток и начали сварку, точка сварки в соответствии с током и напряжением на линии 110 представлена как рабочая точка сварки Р1. Она находится на нагрузочной линии А. Когда пользователь работает согласно линии А, изменения, например увеличение длины дуги, и других переменных сварочного процесса, вызовут сдвиг нагрузочной линии А к новой нагрузочной линии В и рабочей точке Р2a. Это лучше всего изображено на фиг.4. С использованием изобретения углы тринисторов 31, 32 и 33 регулируются несколько раз за каждую секунду для принудительного перемещения рабочей точки Р2а от естественной характеристики 120 к фиксированной выходной линии 110. Линия 110 является желаемой выходной характеристикой сварочного агрегата постоянного тока и соответствует выходной характеристике некоторого стандартного генератора постоянного типа. При работе в новой точке Р2b применима новая стандартная кривая 120а характеристики генератора переменного тока. Предположим теперь, что оператор сдвигает обратно рабочую заданную линию 126, как изображено на фиг.4, сварочным агрегатом постоянного тока отыскивается новая рабочая точка Р3a. Однако рабочей точкой должна быть Р3b. В соответствии с изобретением рабочая точка переносится из Р3a в Р3b так, чтобы поддерживалась характеристика 110. В соответствии с изобретением сварочный агрегат с электроприводом от генератора переменного тока управляется с помощью микропроцессора. В технике известны различные способы управления выходным наклоном характеристик, но ни один из этих способов управления не используется для достижения целей изобретения, согласно которому осуществляется управление выходным сигналом конкретного сварочного аппарата постоянного тока.
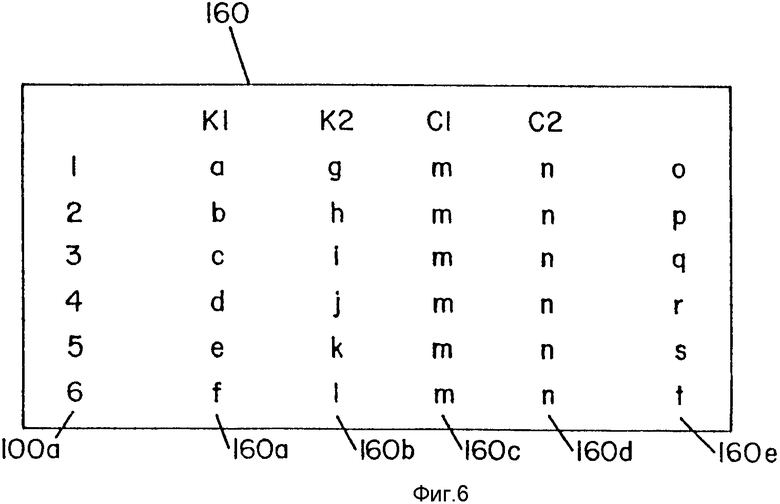
В соответствии с рассматриваемым вариантом осуществления изобретения просмотровая таблица 160 используется совместно с переключателем выбора режима или круговой шкалой 100. Эта таблица, используемая в рассматриваемом варианте осуществления, постоянно хранится в энергонезависимой памяти микропроцессора и показана на фиг. 6. Таблица 160 содержит позиции 1-6 выбора режима в области 100а. Константа К1, определяющая наклон, имеет заранее выбранное значение от а до f в соответствии с конкретным выбранным режимом, таким как MODE 1 - MODE 6 (Режим 1 - Режим 6). Эта область энергонезависимой памяти обозначена 160а. Область 160b содержит вторую константу К2, определяющую наклон и имеющую значения от g до L. В соответствии с изобретением, когда переключатель 100 поворачивается в положение MODE 1 (Режим 1), указатель указывает на верхнюю часть области 100а. Константа К1 имеет значения а, а константа К2 имеет значение g. Эти две константы определяют статический аспект согласно изобретению. Другими статическими характеристиками является минимальное напряжение. Как показано на фиг. 3, минимальное напряжение представляет собой отрегулированное нижнее положение по координате y. В таблице 160 минимальное напряжение p используется для MODE 2 (Режима 2). Минимальное напряжение t используется для MODE 6 (Режима 6). MODE 6 (Режим 6) имеет, таким образом, рабочие ограничения, представленные двумя параллельными линиями 130, 132, как показано на фиг.3. Режим 2 имеет рабочие ограничения, представленные двумя параллельными линиями 110, 112. Минимальное напряжение разомкнутой цепи изменяется в соответствии с выбранным режимом. Это задает различный рабочий диапазон при изменении фиксированного наклона кривой характеристики. Таблица 160 содержит коэффициенты динамического усиления C1, C2. Эти значения служат для пропорционального и дифференциального динамического регулирования формируемого сигнала ошибки. Хотя эти значения усиления C1, C2 могут быть изменены, на практике они имеют фиксированные значения m и n соответственно. При желании эти динамические значения управления усилением могут быть изменены в соответствии с выбранным режимом. Практически максимальное напряжение является одним и тем же для всех режимов, поэтому не представлено в таблице 160. Как вариант, как показано на фиг. 10, максимальное напряжение может быть выбрано переключателем 100, и значения этого параметра тогда должны быть включены в таблицу 160.
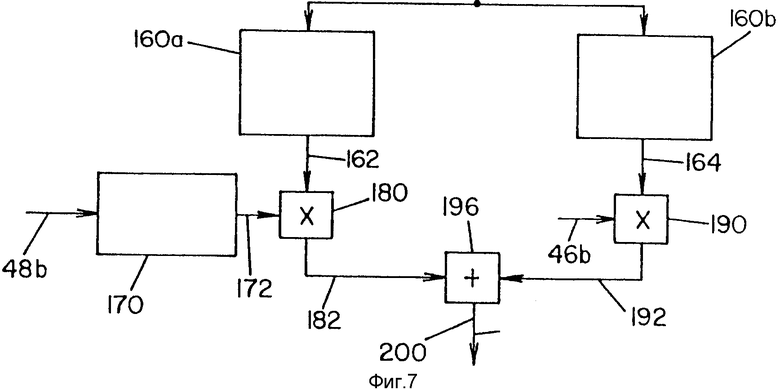
Первым аспектом предпочтительного варианта осуществления изобретения являются система и способ для выбора параметра регулирования, значения или сигнала Vout, причем указанный сигнал определяет текущую рабочую точку на желаемой выходной кривой с фиксированным наклоном, такой как линии 140. Этот выходной сигнал или параметр регулирования Vout определяет статическую линию с наклоном, управляемым константами К1, К2. Сигнал Vout, деленный на константу К1, является в сущности пересечением оси у линией, в соответствии с которой работает сварочный агрегат. Схема для получения этого значения регулирования или сигнала Vout показана на фиг. 7, в которой переключатель выбора режима 100 индексирует таблицу 160 для получения желаемого выходной константы из областей 160а, 160b, причем указанные константы К1, К2 указывают выбранный режим работы. Выбранный режим определяет фиксированный наклон выходной характеристики, которой должен следовать сварочный аппарат, указанные константы наклона представлены значениями в областях 160а, 160b в таблице 160. Выходные данные, подаваемые из таблицы 160 в линию 162, содержат одно из значений К1, показанные на фиг.6. Уровень напряжения дуги из линии 48b подается на вход схемы выборки 170, указанная схема осуществляет выборку 16 последовательных значений напряжения дуги в линии 48b, суммировать эти значения и делитель на 16. Эта обработка может быть проведена и в схеме интегратора. Схема 170 выдает сигнал напряжения в реальном времени в линию 172; указанный сигнал направляется вместе с сигналом в линии 162 на схему умножения 180, имеющую выход 182. Координата наклона напряжения формируется в линии 182 в виде цифрового сигнала. Таким же способом выходной сигнал 164 таблицы 160 перемножается на координату наклона тока в реальном времени в линии 46b умножителем 190 для получения координаты наклона тока в линии 192. Значения или сигналы в линиях 182, 192 суммируются в суммирующей схеме 196 для получения параметра статического регулирования Vout в линии 200. Параметр Vout является фиксированным значением, изменяющимся при каждом прерывании выборки тока или напряжения. Следовательно, параметр Vout изменяется в соответствии с рабочей точкой сварочного агрегата постоянного тока.
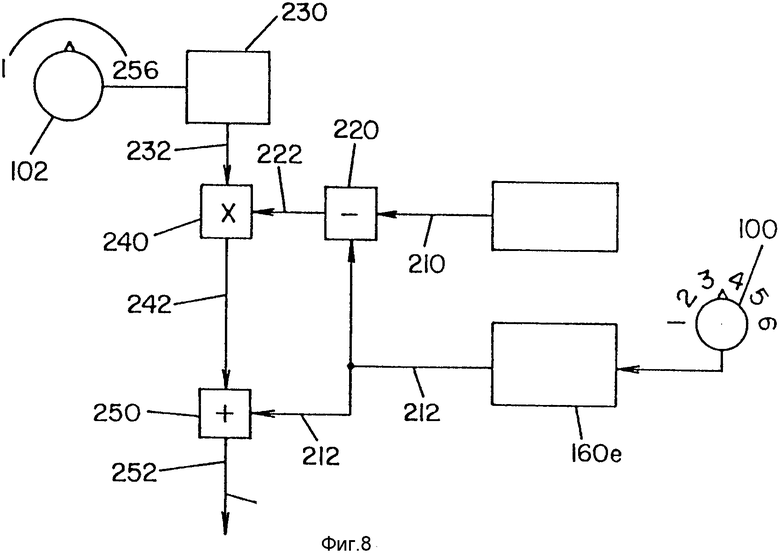
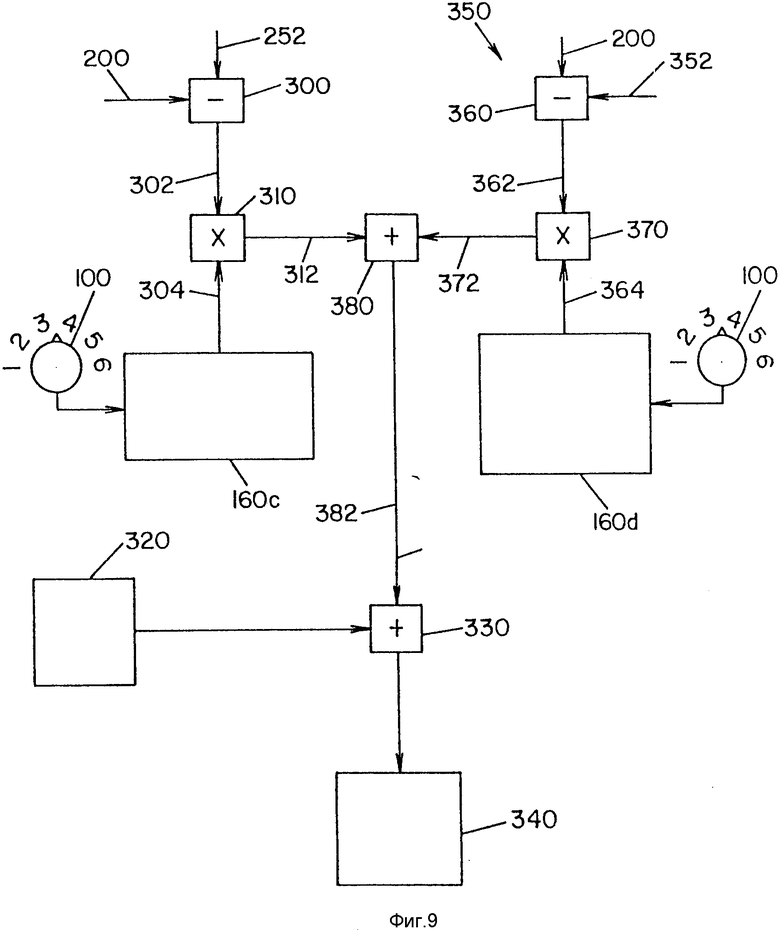
Рассмотрим блок устройства или программу для генерации заданной или фиксированной линии кривой выходной характеристики. На фиг. 8 представлена схема, используемая для формирования фиксированный установленной точки SP, используемой для управления выходным сигналом сварочного аппарата А. Электрический сигнал в линии 210 имеет фиксированное значение, представляющее максимальное напряжение разомкнутой цепи для сварочного аппарата А. В предпочтительном варианте осуществления это напряжение является особенностью сварочного аппарата. Сигналы в рассматриваемом варианте осуществления изобретения могут быть цифровыми или аналоговыми, а могут быть программно генерируемым числом. Таблица 160 имеет область 160е, которая хранит значения, выбираемые перемещением переключателя 100 выбора режима для получения отключающегося минимального сигнала напряжения для каждого выбранного режима. Минимальное напряжение является значением, которое определяет максимальный диапазон регулирования потенциометра 102 для регулирования конечного пересечения от y текущей кривой 140. В соответствии с предпочтительным вариантом осуществления изобретения сигнал в линиях 210 и 212 или программные значения вычитаются в схеме или подпрограмме 220 для получения значения разности напряжений или сигнала в линии 222. Потенциометр точной регулировки 102 управляет выходным сигналом схемы 230 так, чтобы точное значение регулирования формировалось в выходной линии 232. Значение в линии 232 перемножается на разность максимального и минимального напряжений в схеме 240. Выходной сигнал 242 схемы умножения или программы 240 определяет по существу положение по вертикали между максимальным напряжением и минимальным напряжением, выбираемое точным регулированием с помощью потенциометра точной регулировки 102. Эта концепция лучше всего иллюстрирована на фиг.5. Чтобы сформировать значение установленной точки, используют выбор с помощью потенциометра точной регулировки 102 и выбор с помощью переключателя выбора режима 100. На выходе 242 формируется сигнал, имеющий значение, соответствующее отрегулированному положению между максимальным и минимальным напряжениями, что определяется положением точного потенциометра 102. В линии 212 формируется сигнал со значением, определяющим текущую установку переключателя выбора режима 100. Сигналы, полученные с помощью двух вручную управляемых переключателей и появляющиеся на линиях 212, 242, объединяются в суммирующем блоке или программе 250 для получения в линии 252 сигнала установленной точки SP. Сигнал установленной точки SP соответствует пересечению оси у желаемой кривой с учетом константы К1. Аналогично сигнал Vout на линии 200 относится к пересечению оси у кривой с наклоном, определяемым константами К1 и К2, и содержащей текущую рабочую точку сварочного аппарата. Другими словами, значения в линиях 200, 252 определяют желаемое положение по вертикали с помощью системы управления или способа и текущее положение по вертикали рабочей точки, используемой сварочным аппаратом в любое данное время. В соответствии с изобретением эти два значения должны быть использованы совместно для изменения углов запуска управляемых кремниевых диодов 31, 32 и 33. Для достижения этого могут быть использованы различные схемы, программы или другие процедуры реализации. В соответствии с изобретением два значения в линиях 200, 252 используются для регулирования углов запуска управляемых кремниевых диодов с помощью схемы, изображенной на фиг.9. В соответствии с иллюстрируемым вариантом осуществления изобретения фиксированная установленная точка или заданная линия SP является значением в линии 252. Текущее положение или рабочая точка для сварочного аппарата представлена сигналом в линии 200. Для определения величины ошибки между желаемым положением и текущим положением вводится схема сравнения, устройство или программа 300, имеющая выход в линию 302. Уровень сигнала в линии 302 указывает на разницу между желаемой и текущей рабочей точкой сварочного аппарата на выбранной параллельной линии 140. На практике этот сигнал может быть использован для установки следующего угла запуска управляемых кремниевых диодов. В соответствии с рассматриваемым примером осуществления изобретения этот сигнал ошибки модифицируется схемой, изображенной на фиг.9. Константа пропорционального усиления C1 выдается из области 160с, как показано на фиг.6. Значение константы C1, т.е. m, появляется в линии 304. Это значение m является коэффициентом усиления, который будет ограничивать сигнал ошибки в линии 302. Для достижения этой цели усиление С1 умножается на текущую ошибку в линии 302 схемой 310 для получения усиленного модифицированного сигнала ошибки в линии 312. Ближайшие предыдущие значения углов запуска, хранимые в памяти схемы управления в положении 320, могут быть увеличены или уменьшены на значение в линии 312 для определения следующих углов запуска для тринисторов. Это должно делаться периодически, когда выполняется прерывание программы для выборки в соответствии с фиг. 7, 8 и 9. Увеличение или уменьшение выполняется суммирующим узлом 330. Эта операция должна формировать новые углы запуска, которые должны быть запомнены в качестве следующих значений углов запуска в области 340 памяти микропроцессора. Затем должна быть реализована последовательность запуска, использующая новые значения углов.
В соответствии с другим аспектом предпочтительного варианта осуществления схема дифференциальной подстройки 350 модифицирует сигнал ошибки в линии 312. Эта схема препятствует чрезмерному корректирующему действию, предпринимаемому схемой управления, использующей изобретение. Схема 350 просматривает предыдущее значение параметра регулирования в линии 200. Этот сигнал или значение подается из входной линии 352 и вычитается из Vout в линии 200 с помощью схемы 360. Разность между текущим значением в линии 200 и предыдущим значением в линии 352 формируется в линии 362. Этот сигнал или значение показывают величину разности между предыдущей рабочей точкой и текущей рабочей точкой. Константа управления усилением C2 из области 160d таблицы 160 выдается переключателем 100 выбора режима в линию 364. Разность рабочих положений, выдаваемая в линию 362, умножается схемой 370 на значение коэффициента усиления C2 в линии 364 для получения сигнала разности в линии 372. Этот сигнал прибавляется к сигналу ошибки в линии 312 с помощью схемы суммирования 380 для получения конечного сигнала ЕРРОР (Ошибка) в линии 382. Этот сигнал ошибки молулируется пропорциональными разностями установленной точки SP и текущей точки Vout и величиной изменения от одного цикла к другому так, чтобы сигнал в линии 382 выдавал структурированное изменение углов запуска для предотвращения неустойчивой работы системы управления и/или способа. Сигнал в линии 382 уменьшает или увеличивает реальные углы запуска, хранимые в области 320, для получения новых хранимых углов запуска или значений в линии 340. Таким способом выходной сигнал сварочного аппарата А с электроприводом, как изображено на фиг. 1 и 2, поддерживается на кривой характеристики с фиксированным наклоном, как изображено на фиг.3.
Незначительная модификация предпочтительного варианта осуществления изобретения представлена на фиг. 10. MODE 1 (Режим 1) аналогичен MODE 2 (Режим 2), изображенному на фиг.3. Предполагаемая номинальная рабочая точка no на линии 400 имеет координату напряжения Vno и координату тока ino. Пересечение оси y, соответствующее Vout/К1, является Vno/К1. В данном варианте осуществления максимальное напряжение V6 для MODE 6 (Режима 6) сдвигается ниже реального максимального напряжения V1 сварочного аппарата.
Способ и система регулирования выходного сигнала сварочного аппарата, характеризуемого максимальным выходным напряжением разомкнутой цепи и содержащего вращающийся двигатель, трехфазный преобразователь, выпрямительный мост, имеющий набор электронных средств переключения для подачи тока на выход в соответствии с углами запуска средств переключения в течение соответствующей половины цикла, средство определения выходного тока, средство определения выходного напряжения, и микропроцессорное устройство управления для управления углами запуска средств переключения в соответствии с полученным тоном и напряжением. Способ и система используют средство формирования желаемой вольт-амперной характеристики с фиксированным наклоном, средство определения текущих напряжения/тока рабочей точки сварочного аппарата, средство изменения углов запуска средств переключения для сдвига текущей рабочей точки к новой рабочей точке на желательной кривой напряжения/тока с фиксированным наклоном. Предпочтительным является использование в качестве средств переключения тиристоров для каждой Фазы генератора переменного тока. 4 с. и 10 з.п. ф-лы, 10 ил.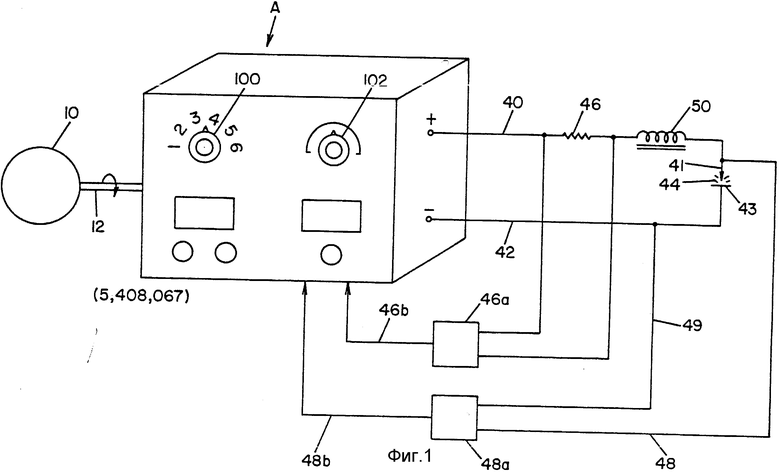
Va u t = (K1) • Va r c +(K2) • Ia r c,
где K1 и K2 - параметры вольт-амперной характеристики, причем K2/K1 - наклон вольт-амперной характеристики,
Va r c, Ia r c - выходные напряжение и ток,
соответственно определяют значение заданной по технологии рабочей точки сварочного аппарата в координатах напряжение - ток, причем указанную точку определяют из условия нахождения ее на параллельной сформированной ранее вольт-амперной характеристике с наклоном K2/K1 и напряжением разомкнутой цепи сварочного аппарата меньшим значения возможного напряжения разомкнутой цепи сварочного аппарата, определяют сигнал ошибки путем вычитания значений координат заданной по технологии и текущей рабочих точек сварочного аппарата, изменяют углы запуска электронных средств в соответствии с величиной сигнала ошибки из условия перемещения текущей рабочей точки по направлению к рабочей точке, заданной по технологии.
| US, патент N 5408067, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |

