Область техники
Настоящее изобретение относится к способам получения восстановленного металла с использованием прессовок, содержащих углеродсодержащий материал, и изготавливаемых посредством окускования порошковой смеси оксида металла, такого как железная руда, и угля. Более конкретно, настоящее изобретение относится к способу получения восстановленного металла, имеющего высокое сопротивление раздавливанию после восстановления с использованием угля, имеющего высокое содержание летучих веществ, а также относится к прессовкам, содержащим углеродсодержащий материал, применимым в вышеупомянутом способе.
Уровень техники
Согласно известному способу получения восстановленного железа пылевидную руду или крупнокусковую руду восстанавливают в твердом виде в противоточной шахтной печи, применяя восстанавливающий газ, получаемый реформингом природного газа, предназначенного для получения восстановленного железа. Однако такой способ требует использования большого количества природного газа, применение которого в качестве восстановителя является дорогостоящим и, как правило, имеет ограничения, такие как необходимость строительства завода в местах добычи природного газа.
Соответственно, способы получения восстановленного железа с применением угля в качестве восстановителя вместо природного газа недавно привлекли внимание. Уголь является относительно менее дорогостоящим и устраняет географические ограничения при выборе места для строительства завода. Такие способы получения восстановленного железа с применением угля в качестве восстановителя проиллюстрированы следующим известным способом. Сырье, содержащее оксид металла, такой как оксид железа, смешивают с углеродсодержащим материалом. Затем смесь сушат и агломерируют в условиях, вызывающих выделение летучих веществ. Для превращения летучего вещества в связующее вещество высушенную смесь нагревают и прессуют, получая неспеченные прессовки. Неспеченные прессовки загружают в печь с вращающимся подом и восстанавливают нагреванием при температуре от 2150 до 2350°F (от 1177 до 1288°С) в течение от 5 до 12 минут для получения восстановленного железа.
Согласно данному способу, если содержание в угле летучего вещества, действующего в качестве связующего, составляет менее 20 мас.%, то неспеченным прессовкам требуется дополнительное органическое связующее. Если содержание летучего вещества составляет от 20 до 30 мас.%, то неспеченным прессовкам требуется прессование при давлении более 10000 фунтов/дюйм2 (703 кг/см2) и нагревание при температуре 800°F (427°C). Если содержание летучего вещества превышает 30 мас.%, то неспеченным прессовкам требуется только прессование при давлении более 10000 фунтов/дюйм2 (703 кг/см2). Используемый материал предпочтительно представляет собой уголь, например битуминозный уголь, имеющий высокое содержание нелетучего углерода и летучего вещества, на уровне приблизительно 20 мас.% или более.
В том случае, если восстановленное железо, выгружаемое из печи с вращающимся подом, имеет избыточное содержание углерода, составляющее от 2 до 10 мас.%, избыточный углерод выгодно повышает уровень восстановления, способствуя полному восстановлению. Кроме того, избыточный углерод может быть использован в качестве углерода при получении стали в электрической печи.
Поскольку неспеченные прессовки (в дальнейшем также называемые прессовки, содержащие углеродсодержащий материал) являются пористыми, то контакт между углеродсодержащим материалом и оксидом металла, таким как железная руда, является недостаточным, поэтому они имеют низкую удельную теплопроводность и низкую скорость восстановления. Был исследован способ, согласно которому углеродсодержащий материал, имеющий более низкую максимальную текучесть при размягчающем плавлении, используют для прессовок, содержащих углеродсодержащий материал совместно с более высоким содержанием мелких частиц оксида железа, имеющих размер 10 мкм или менее, с целью улучшения контакта между частицами оксида железа. Согласно данному способу, даже если углеродсодержащий материал имеет более низкую максимальную текучесть при размягчающем плавлении, то площадь контакта между частицами оксида железа может быть повышена для увеличения удельной теплопроводности внутри прессовок, содержащих углеродсодержащий материал. Это приводит к большему числу контактов между частицами, металлизированными при термическом восстановлении, таким образом улучшается их спекание, обеспечивая получение высокопрочного восстановленного железа.
Однако при получении восстановленного железа, содержащего приблизительно от 2 до 10 мас.% остаточного углерода, под давлением около 10000 фунтов/дюйм2 (703 кг/см2), обычно необходимо использовать углеродсодержащий материал с высоким содержанием нелетучего углерода для повышения содержания элементного железа, обеспечивающего достаточную прочность восстановленного железа. Поэтому вышеупомянутый способ получения восстановленного железа требует применения высокосортного битуминозного угля, имеющего высокое содержание нелетучего углерода и содержание летучего вещества до 35 мас.%.
Применение такого высокосортного битуминозного угля, имеющего высокое качество и высокое содержание нелетучего углерода, является проблемным из-за его незначительного количества потенциала и ограниченных источников. С другой стороны, сорта угля, имеющие низкое содержание нелетучего углерода и включающие битуминозный уголь и другие виды угля с более низкой степенью углефикации, чем битуминозный уголь, являются потенциальным сырьем для получения стали благодаря большому потенциалу, неограниченным источникам и низкой стоимости. Однако при использовании полубитуминозного угля, имеющего низкое содержание нелетучего углерода, либо угля с более низкой степенью углефикации, такого как лигнит, отношение углеродсодержащего материала к оксиду железа, а именно порошку железной руды, в смеси должно быть повышено, поскольку нелетучий углерод способствует восстановлению оксида металла, такого как оксид железа.
Повышение содержания угля с низкой степенью углефикации приводит к относительному снижению содержания элементного железа в неспеченной прессовке. Это уменьшает силу сцепления, например, из-за спекания при восстановлении, тем самым снижая прочность восстановленного железа. Восстановленное железо с пониженной прочностью превращается в порошок, например, при выгрузке из печи с вращающимся подом при помощи разгрузочного устройства. Порошкообразное восстановленное железо, имеющее увеличенную площадь удельной поверхности, легко подвергается повторному окислению при контакте с окисляющими газами, такими как диоксид углерода и пар, присутсвующими в печи с вращающимся подом. Поэтому получаемое восстановленное железо является менее ценным как полуфабрикат и имеет низкие технологические свойства из-за своей порошкообразной формы. Кроме того, к сожалению, порошкообразное восстановленное железо, имеющее низкую объемную плотность, не может быть расплавлено в плавильной печи, поскольку порошок всплывает над слоем шлака.
С другой стороны, пониженное количество углеродсодержащего материала с низким содержанием нелетучего углерода обеспечивает более высокую прочность восстановленного железа. Однако в таком случае оксид металла, такой как оксид железа, не может быть восстановлен в достаточной степени из-за недостаточного количества нелетучего углерода, способствующего восстановлению. Если, например, для получения жидкого чугуна плавлению подвергают восстановленное железо, имеющее низкое содержание остаточного углерода, то к металлу должен быть добавлен углеродсодержащий материал для получения нужного содержания углерода. Добавление углерода к металлу повышает расход углеродсодержащего материала из-за его низкого выхода и может воспрепятствовать достижению целевой концентрации углерода.
Согласно способу, в котором доля мелких частиц оксида железа размером 10 мкм и менее повышена, содержание мелких частиц оксида железа размером 10 мкм или менее должно быть повышено, поскольку максимальная текучесть углеродсодержащего материала снижена. Такой способ требует проведения дополнительной стадии получения более тонких частиц. Применение только крупных частиц оксида железа с размером частиц более 10 мкм не может обеспечить высокую прочность восстановленного железа.
Целью настоящего изобретения является решение вышеупомянутых проблем в названной области техники. Задачей настоящего изобретения является получение прессовок, содержащих углеродсодержащий материал, получаемых с использованием угля с высоким содержанием летучих веществ, производимого широко и в большом количестве и менее дорогостоящего и способного обеспечить высокую прочность восстановленного металла без применения более мелких частиц оксида металла, а также обеспечить осуществление способа получения восстановленного металла с применением полученных прессовок.
Сущность изобретения
Для решения поставленной задачи предлагаются следующие варианты осуществления настоящего изобретения.
Способ получения восстановленного металла согласно настоящему изобретению включает прессование углеродсодержащего материала, полученного из угля с высоким содержанием летучих веществ, включающего 35 мас.% или более летучих веществ, и восстанавливаемого сырья, содержащего оксид металла под давлением 2 т/см2 или более для получения прессовок, содержащих углеродсодержащий материал; нагревание прессовок в печи с вращающимся подом для высокотемпературного восстановления.
Уголь с относительно низкой степенью углефикации, содержащий 35 мас.% или более летучих веществ, широко и в большом количестве добывают во всем мире, поэтому его стоимость является низкой. Применение такого угля снижает стоимость получения прессовок, содержащих углеродсодержащий материал, и снимает ограничения при выборе места для строительства завода. Кроме того, летучие вещества, содержащиеся в угле с высоким содержанием летучих веществ, могут быть использованы в качестве топлива для нагревания прессовок в печи с вращающимся подом. Поэтому уголь с высоким содержанием летучих веществ способствует экономии топлива, подаваемого в печь через горелку. Прессовки, содержащие уголь, с относительно низкой степенью углефикации могут быть получены при давлении по меньшей мере 2 т/см2, обеспечивающем существенно более низкую пористость, способствующую переносу тепла в агломератах. В результате спекание восстановленного металла происходит эффективно во всей массе прессовки с получением восстановленного металла, имеющего высокую прочность. Восстановленное железо не разрушается в порошок, например, при выгрузке из печи с вращающимся подом при помощи разгрузочного устройства. Это устраняет вышеупомянутые проблемы повторного окисления и всплывания над слоем шлака в твердом виде в плавильной печи.
Восстановленный металл может быть также получен путем смешивания углеродсодержащего материала, изготовленного из угля с высоким содержанием летучих веществ, содержащего 35 мас.% или более летучих веществ, и восстанавливаемого сырья, содержащего оксид металла; брикетирования смеси под давлением 2 т или более по длине нажимного валка (см) для получения прессовок, содержащих углеродсодержащий материал; и нагревания прессовок в печи с вращающимся подом для высокотемпературного восстановления.
Например, при использовании роликового пресса высокого давления смесь может быть подвергнута брикетированию под давлением 2 т или более по длине нажимного валка (см) для получения прессовок, содержащих углеродсодержащий материал, имеющих существенно более низкую пористость, высокую плотность, равномерную форму частиц и нужную прочность после высокотемпературного восстановления. Получаемые из смеси брикеты могут иметь любые формы, подходящие для стадии плавления, такие как миндалевидная и подушкообразная формы. Давление, прикладываемое к каждому брикету, зависит от скорости вращения нажимного валка, несмотря на то, что давление на брикет может быть представлено как давление на длину валка при нормальной скорости его вращения (от 2 до 30 об/мин) во время работы брикетирующей машины.
Восстанавливаемое сырье может содержать оксид металла, такой как оксид железа, оксид никеля, оксид хрома, оксид марганца или оксид титана.
Отходы прокатных станов, колошниковая пыль и конвертерная пыль, содержащая металл, такой как железо или никель, могут быть сформованы в виде прессовок, содержащих углеродсодержащий материал. Это позволяет рециркулировать ресурсы. При использовании сырья, содержащего оксид титана, другие оксиды, такие как оксид железа, содержащиеся в сырье в виде загрязняющих примесей, восстанавливаются до металлов, таких как элементное железо. При подаче восстановленных металлов, например, в плавильную печь оксид титана, который не восстанавливается, отделяется в виде шлака от восстановленных металлов, таким образом, большое количество оксида титана и других металлов может быть восстановлено отдельно. Оксид титана и восстановленные металлы могут быть также разделены после нагревания и описанного ниже плавления и коагуляции, а не в плавильной печи. После таких видов обработки восстановленные металлы формуют в виде гранул, которые могут быть измельчены в порошок с целью разделения восстановленных металлов и оксида титана.
Восстановленный металл предпочтительно содержит 1 мас.% или более остаточного углерода. Невосстановленный оксид металла остается в восстановленном металле, выгружаемом из печи с вращающимся подом после высокотемпературного восстановления. Остаточный углерод, содержащийся в восстановленном металле, восстанавливает невосстановленный оксид металла в плавильной печи на последующей стадии. В целом, если содержание остаточного углерода в восстановленном железе составляет менее 1 мас.%, то невосстановленный оксид металла может быть восстановлен в недостаточной степени. Содержание остаточного углерода может быть отрегулировано путем изменения концентраций оксида металла и углеродсодержащего материала в смеси в соответствии с содержанием летучих веществ и нелетучего углерода в углеродсодержащем материале.
Углеродсодержащий материал, смешанный с восстанавливаемым сырьем, предпочтительно частично или полностью не подвергают нагреванию.
Вышеупомянутое нагревание означает высокотемпературное нагревание с целью карбонизации углеродсодержащего материала при температуре приблизительно от 400 до 1000°С. Без такой термической обработки могут быть получены прессовки с включенным в них необожженным углеродсодержащим материалом, обеспечивающие существенно более низкий уровень пористости, более высокую плотность и, в результате, нужную прочность. Несмотря на то, что температурные условия вышеупомянутой термической обработки варьируются в зависимости от вида углеродсодержащего материала, нагревание при температуре около 200°С или менее на стадиях измельчения в порошок и сушки углеродсодержащего материала не рассматривается как вышеупомянутая термическая обработка. Такое нагревание всего лишь с целью сушки является приемлемым, поскольку оно по существу не вызывает ни карбонизации, ни обжига (выделения летучих).
Восстановленный металл, получаемый любым из вышеупомянутых способов, предпочтительно подвергают дальнейшему нагреванию и плавлению.
Восстановленный металл может быть подвергнут нагреванию и плавлению с целью разделения шлака и металлических компонентов, содержащихся в сырье, а именно в углеродсодержащем материале и восстанавливаемом сырье. Такое разделение позволяет получить восстановленный металл, содержащий минимальное ненужное количество шлака. Нагревание и плавление могут быть успешно осуществлены после высокотемпературного восстановления в печи с вращающимся подом.
Восстановленный металл, расплавленный в результате вышеупомянутого нагревания и плавления, может быть подвергнут коагуляции с образованием гранул.
Благодаря тому, что вышеупомянутый восстановленный металл получают из смеси измельченного в порошок углеродсодержащего материала и оксида металла, мелкие частицы восстановленного металла диспергируются в прессовках. Расплавленные частицы восстановленного металла коагулируются, образуя на стадии охлаждения капли расплавленного металла в результате их собственного поверхностного натяжения. Такие капли расплавленного металла обеспечивают улучшенные технологические свойства, например, при его транспортировке и загрузке в плавильную печь. Расплавленный восстановленный металл может быть охлажден, например, путем его переноса на участок, не нагретый посредством горелки, например на разгрузочную сторону печи с вращающимся подом, либо на участок для охлаждения, где охлаждающее устройство, такое как охлаждающая рубашка, установлено, например, на своде печи.
Прессовки, содержащие углеродсодержащий материал согласно настоящему изобретению, получают из углеродсодержащего материала и восстанавливаемого сырья, содержащего оксид металла. Используемый углеродсодержащий материал представляет собой уголь с высоким содержанием летучих веществ, содержащий 35 мас.% или более летучих веществ. Прессовки формируют под давлением таким образом, что уровень их пористости может быть снижен до 35% или менее.
Как указано выше, прессовки, содержащие уголь с высоким содержанием летучих веществ, содержащим 35 мас.% или более, могут быть получены под давлением с целью снижения уровня пористости приблизительно до 35% или менее. Снижение уровня пористости способствует переносу тепла внутри прессовки на стадии высокотемпературного восстановления таким образом, что спекание восстановленного металла эффективно происходит во всей массе прессовки, обеспечивая получение восстановленного металла, имеющего высокое сопротивление раздавливанию.
Краткое описание чертежей
На фиг.1 представлен график, показывающий влияние вида углеродсодержащего материала на связь между содержанием остаточного углерода и сопротивлением раздавливанию восстановленного железа в соответствии с примером реализации настоящего изобретения;
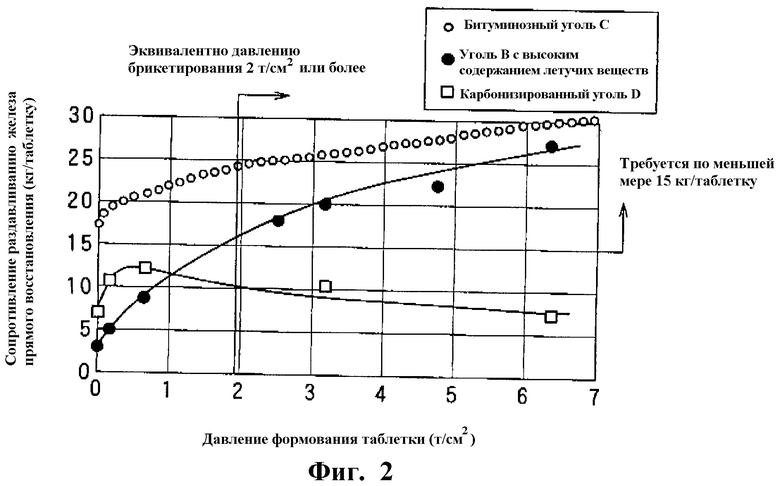
На фиг.2 представлен график, показывающий влияние вида углеродсодержащего материала на связь между давлением формования прессовки, содержащей углеродсодержащий материал и сопротивлением раздавливанию восстановленного железа;
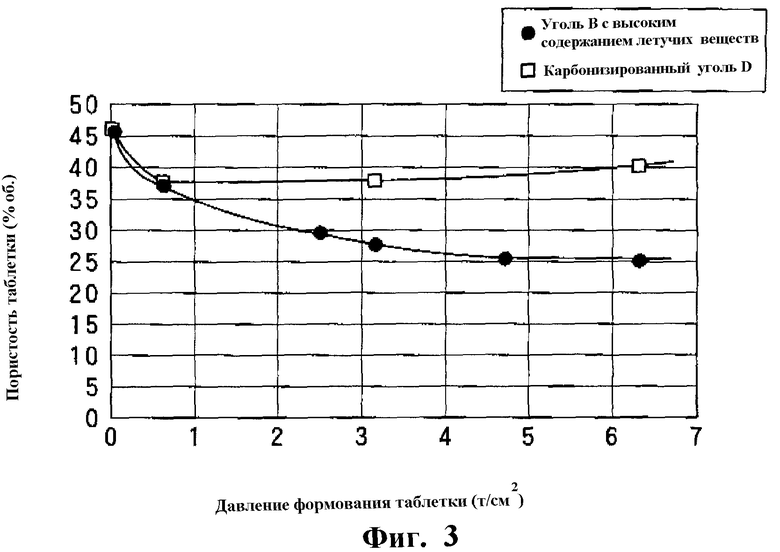
На фиг.3 представлен график, показывающий влияние вида углеродсодержащего материала на связь между давлением формования и пористостью прессовки;
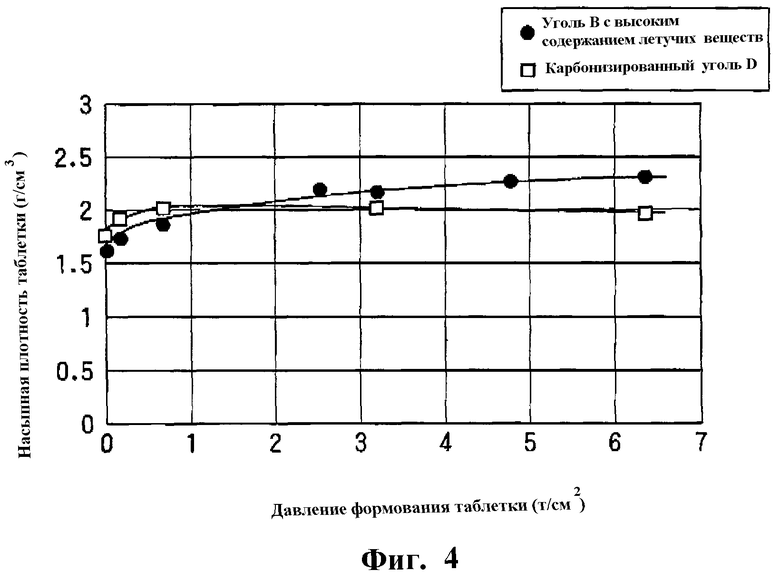
На фиг.4 представлен график, показывающий влияние вида углеродсодержащего материала на связь между давлением формования и насыпной плотностью прессовки;
На фиг.5 представлен график, показывающий влияние давления формования на связь между остаточным содержанием углерода и сопротивлением раздавливанию восстановленного железа;
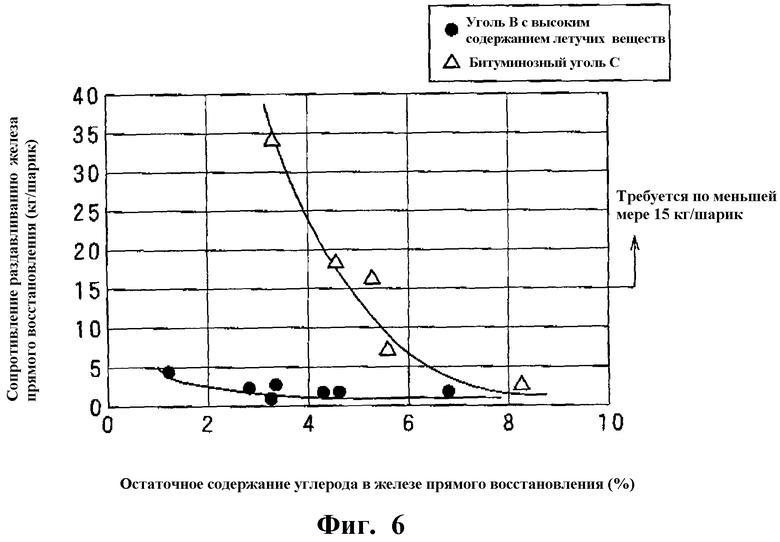
На фиг.6 представлен график, показывающий влияние вида углеродсодержащего материала на связь между остаточным содержанием углерода и сопротивлением раздавливанию восстановленного железа согласно уровню техники.
Предпочтительные варианты осуществления изобретения
Согласно настоящему изобретению в качестве углеродсодержащего материала используют уголь с высоким содержанием летучих веществ, содержащий 35 мас.% или более летучих веществ. Уголь с высоким содержанием летучих веществ и железную руду, а именно оксид металла, измельчают в порошок при помощи мельницы для тонкого размола или дробилки и смешивают в миксере в таких количествах, что остаточное содержание углерода после восстановления составляет 1 мас.% или более, предпочтительно 2 мас.% или более. Полученную смесь подают, например, между парой валков роликового пресса высокого давления. Пара валков имеет на своих поверхностях карманы, служащие в качестве матриц для получения прессовок. Смесь железной руды и угля с высоким содержанием летучих веществ прессуют при нужном давлении, а именно 2 т или более на длину валка (см) роликового пресса, предпочтительно 3 т/см или более, для получения брикетов, имеющих пористость около 35% или менее.
Прессовки с включенным в них углеродсодержащим материалом, как правило, загружают в печь с вращающимся подом, нагреваемую горелкой, и восстанавливают при высокой температуре, а именно около 1300°С, получая восстановленное железо. Затем восстановленное железо выгружают из печи с вращающимся подом и подвергают плавлению, нагревая его в электрической печи или плавильной печи с использованием ископаемого топлива для получения передельного чугуна.
Прессовки, содержащие углеродсодержащий материал, получают из смеси измельченного в порошок углеродсодержащего материала и железной руды. При высокотемпературном восстановлении прессовок восстановленное железо получают в виде мелких частиц, диспергированных в прессовках. По завершении высокотемпературного восстановления прессовки могут быть успешно нагреты в карусельной печи с целью плавления полученного восстановленного железа. Плавление позволяет разделить шлак и содержащиеся в сырье металлические компоненты, а именно углеродсодержащий материал и железную руду, представляющую собой восстанавливаемое сырье, для получения восстановленного железа, содержащего минимальное количество ненужного шлака.
Кроме того, расплавленное восстановленное железо может быть охлаждено на участке, не нагреваемом горелкой, например на разгрузочной стороне печи с вращающимся подом, либо на участке для охлаждения, где охлаждающее устройство, такое как охлаждающая рубашка, установлено, например, на своде печи. Такое охлаждение позволяет расплавленному восстановленному железу коагулироваться в гранулы под действием его собственного поверхностного натяжения.
Пористость прессовок, содержащих углеродсодержащий материал, снижают при помощи прессования в пресс-формах перед вышеописанным высокотемпературным восстановлением, а также дополнительно снижают при помощи вышеописанной обработки путем нагревания и плавления и обеспечения коагуляции. Затем металлизированное восстановленное железо подвергают плавлению, например, в электрической печи. Из-за того что восстановленное железо имеет низкую пористость, смежные восстановленные частицы железа объединяются и легко коагулируются, образуя большие гранулы. Образование более крупных железных гранул обеспечивает меньшее количество мелких частиц восстановленного железа, поскольку они диспергированы в шлаке либо слишком мелки после выгрузки из печи с вращающимся подом. Это способствует разделению элементного железа и шлака и снижает потерю железа, обеспечивая высокий выход.
Если углеродсодержащий материал обладает текучестью, то пористость прессовок, содержащих углеродсодержащий материал, может быть снижена путем прессования в пресс-формах, обеспечивающего более тесное соединение углеродсодержащего материала с частицами железной руды на стадии высокотемпературного восстановления. Тесное соединение повышает коэффициент теплопередачи внутри прессовок, обеспечивая более высокую скорость восстановления, и способствует коагуляции частиц восстановленного железа в результате спекания даже в твердой фазе, облегчая образование гранул после вышеупомянутой обработки нагреванием и плавлением.
Продукт из восстановленного железа не ограничивается обычным восстановленным губчатым железом; он может быть также получен в виде порошка, гранул или листа. Кроме того, продукт может быть получен в виде расплавленного металла или твердого металла, затвердевшего после плавления. Оксид металла не обязательно ограничивается железной рудой и, соответственно, восстановленный металл не ограничивается восстановленным железом.
При восстановлении содержащего оксид титана сырья оксиды металлов, такие как оксид железа, содержащиеся в виде загрязняющих примесей, восстанавливаются с получением восстановленных металлов, таких как восстановленное железо. При подаче восстановленных металлов, например, в плавильную печь невосстановленный оксид титана отделяется в виде шлака от восстановленных металлов таким образом, что большое количество оксида титана и восстановленных металлов может быть подвергнуто отдельному восстановлению. Разделение необязательно осуществляют только в плавильной печи; после вышеописанной обработки, включающей нагрев и плавление, а также обеспечение коагуляции, элементное железо, содержащееся в восстановленных металлах, приобретает вид гранул, которые могут быть измельчены в порошок с целью разделения элементного железа и оксида титана.
Кроме того, поскольку углеродсодержащий материал содержит большое количество летучих веществ, избыток летучих веществ может быть подвергнут регенерации и рециркуляции для использования в качестве топлива в печи с вращающимся подом, обеспечивая сбережение энергии и устраняя необходимость использования оригинального топлива.
Примеры осуществления изобретения
Далее следует подробное описание настоящего изобретения со ссылкой на не ограничивающие его примеры; соответствующие модификации допустимы в объеме, совместимом с изложенной выше и ниже сущностью, при этом все они входят в объем охраны настоящего изобретения. В нижеследующем описании, если не имеется иных указаний, «%» означают «мас.%». Свойства отдельных компонентов, представленных в нижеприведенных примерах, определяют следующими способами:
Содержание золы (%) определяют в соответствии с JIS M8812 (Japanese Industrial Standards "Coal and coke - Methods for proximate analysis").
Содержание летучих веществ (%) определяют вышеуказанным способом.
Содержание нелетучего углерода (%) определяют по формуле: «100% - содержание золы (%) - содержание летучих веществ (%)».
Максимальную текучесть [log(DDPM)] определяют при помощи способа исследования текучести в соответствии с JIS M8801 "Coal - Testing methods".
Сопротивление раздавливанию (кг/брикет) измеряют в соответствии с ISO 4700, согласно которому перед прессованием брикеты укладывают в наиболее устойчивое положение (конкретно, брикеты, имеющие длину 28 мм, ширину 20 мм и максимальную толщину 11 мм, прессуют в направлении толщины).
Пример 1
Углеродсодержащие материалы, имеющие состав, указанный в нижеприведенной таблице 1 (уголь А с высоким содержанием летучих веществ, уголь В с высоким содержанием летучих веществ и битуминозный уголь С), измельчают в порошок таким образом, чтобы около 80% или более частиц имели размер 200 меш или менее. Железную руду также измельчают до тонкости по Blaine около 1500 см2/г. Каждый углеродсодержащий материал и железную руду смешивают в различных пропорциях, получая различные количества остаточного углерода в железе прямого восстановления. Смесь прессуют под давлением 2,5 т/см (длины валка) в машине для изготовления брикетов, валки которой имеют диаметр 228 мм и снабжены вогнутыми карманами, при этом длина бочки валка 70 мм, что обеспечивает формирование прессовки, содержащей углеродсодержащий материал, в форме подушки. Прессовки в поперечном сечении представляли собой овал, имели длину 35 мм, ширину 25 мм и максимальную толщину 13 мм, при этом объем прессовки составлял 6 см3.
с высоким содержанием летучих веществ
Полученные выше брикеты подвергают высокотемпературному восстановлению в печи с вращающимся подом при температуре около 1300°С в атмосфере азота. Фиг.1 представляет собой график, показывающий связь между содержанием остаточного углерода (%) в железе прямого восстановления и сопротивлением раздавливанию полученного железа прямого восстановления (брикет имеет длину 28 мм, ширину 20 мм и максимальную толщину 11 мм), называемым сопротивлением раздавливанию железа прямого восстановления (кг/брикет).
Из фиг.1 очевидно, что сопротивление раздавливанию у железа прямого восстановления повышается по мере уменьшения содержания остаточного содержания углерода, то есть расхода углеродсодержащего материала. Если остаточное содержание углерода в железе прямого восстановления является одинаковым, то различные виды угля с высоким содержанием летучих веществ, а именно уголь А с высоким содержанием летучих веществ и уголь В с высоким содержанием летучих веществ, обуславливают более низкое сопротивление раздавливанию железа прямого восстановления, чем битуминозный уголь С. Из двух видов угля с высоким содержанием летучих веществ уголь А с высоким содержанием летучих веществ вызывает более низкое сопротивление раздавливанию, поскольку он содержит меньшее количество нелетучего углерода и поэтому должен быть добавлен в относительно большом количестве для получения такого же содержания остаточного углерода в железе прямого восстановления. Таким образом, железо, полученное прямым восстановлением с использованием угля с высоким содержанием летучих веществ, имеет более низкое сопротивление раздавливанию. Если, например, для получения нужного сопротивления раздавливанию, а именно 40 кг/брикет, используют уголь с высоким содержанием летучих веществ, то остаточное содержание углерода должно быть ниже упомянутого содержания в железе прямого восстановления, получаемого с использованием битуминозного угля. Как указано выше, низкое остаточное содержание углерода в железе прямого восстановления приводит к недостаточному уровню восстановления невосстановленного оксида металла, а именно оксида железа, в плавильной печи на последующей стадии. Соответственно, определенное количество остаточного углерода требуется даже при использовании угля с высоким содержанием летучих веществ.
Кроме того, углеродсодержащие материалы, имеющие состав, указанный в вышеприведенной таблице 1 (уголь В с высоким содержанием летучих веществ и карбонизированный уголь D), и железную руду измельчали в порошок таким образом, чтобы около 80% всех частиц имели размер около 200 меш или менее. Каждый углеродсодержащий материал и железную руду смешивали в различных пропорциях и по 5 г каждой смеси помещали в цилиндр, имеющий внутренний диаметр 20 мм, и прессовали поршнем, получая цилиндрическую таблетку, имеющую диаметр 20 мм и высоту от 6,6 до 8,8 мм. Высота таблеток менялась в зависимости от формовочного давления.
Затем таблетки подвергали высокотемпературному восстановлению, помещая их в печь с вращающимся подом при температуре около 1300°С на девять минут в атмосфере азота для получения восстановленного железа (имеющего диаметр от 16 до 17 мм и высоту от 5,5 до 7,5 мм). На фиг.2 представлен график, показывающий связь между формовочным давлением на цилиндрические таблетки, а именно давлением формования таблеток, и сопротивлением раздавливанию восстановленного железа, а именно сопротивлением раздавливанию железа прямого восстановления (кг/таблетка). На фиг.3 представлен график, показывающий связь между формовочным давлением на цилиндрические таблетки, получаемые с использованием угля В с высоким содержанием летучих веществ и карбонизированного угля D, представленного в таблице 1, и пористостью таблеток. Фиг.4 представляет собой график, показывающий связь между формовочным давлением на таблетки и насыпной плотностью таблеток (г/см3). Содержание остаточного углерода в железе прямого восстановления составляет около 2%.
Из фиг.2-4 очевидно, что более высокое давление формования таблеток, получаемых с использованием угля В с высоким содержанием летучих веществ, обеспечивает получение более низкой пористости, более высокой насыпной плотности и, таким образом, более высокого сопротивления раздавливанию железа прямого восстановления. Пористость и насыпная плотность становятся по существу постоянными при давлении формования таблеток от 5 до 6 т/см2 (от 490 до 588 МПа). Кроме того, как показано на фиг.3, пористость снижается до уровня приблизительно 35%, при повышении давления формования таблеток приблизительно до 1 т/см2 (98 МПа). Таким образом, при использовании во время формования таблеток давления около 1 т/см2 (98 МПа) пористость снижается приблизительно от 45% в том случае, когда давление по существу не используют, а именно 50 кг/см2 (4,9 МПа), приблизительно до 35%. Снижение пористости составляет приблизительно половину от максимального снижения пористости, которая может быть достигнута путем повышения давления (минимальная пористость составляет около 25%).
Более того, в соответствии с фиг.2 сопротивление раздавливанию у железа прямого восстановления превышает применимый уровень, а именно 10 кг/таблетка, при давлении формования таблетки 1 т/см2 (98 МПа) или более и превышает предпочтительный уровень, а именно 15 кг/таблетка, при давлении формования таблетки 2 т/см2 (196 МПа) или более, при котором снижение пористости составляет более половины максимального снижения пористости. Таким образом, снижение пористости является эффективным, способствуя переносу тепла внутри таблеток (прессовок, содержащих углеродсодержащий материал), поэтому спекание восстановленного металла эффективно происходит по всей массе агломератов, обеспечивая получение восстановленного металла с высокой прочностью.
С другой стороны, битуминозный уголь С обеспечивает получение сопротивления раздавливанию железа прямого восстановления более 15 кг/таблетку даже при давлении формования таблетки 1 т/см2 (98 МПа) или менее, поскольку он имеет низкую пористость и низкое содержание летучих веществ. И наоборот, карбонизированный уголь D, получаемый карбонизацией угля В с высоким содержанием летучих веществ при температуре около 450°С, не может обеспечить получение высокого уровня сопротивления раздавливанию железа прямого восстановления путем повышения давления формования таблетки. Поскольку карбонизация повышает твердость угля, повышение давления формования таблетки не приводит к существенному снижению пористости или эффективному повышению насыпной плотности.
При измерении сопротивления раздавливанию цилиндрической таблетки в соответствии со способом ISO4700 груз помещают на боковую сторону таблетки. Поэтому величины сопротивления раздавливанию отличаются в зависимости от длины таблетки. Объем таблеток или длина цилиндров несколько различаются в зависимости от вида углеродсодержащего материала, поскольку вес материала для каждой таблетки, а именно смесей углеродсодержащих материалов и железной руды, составляет 5 г. Однако эксперимент подтверждает, что сопротивление раздавливанию таблеток железа прямого восстановления, получаемых из 5 г сырья при давлении формования 1 т/см2, почти равно сопротивлению раздавливания брикетов железа прямого восстановления, имеющих объем 6 см2, при давлении формования 1 т/см2. Следовательно, давление формования таблетки (т/см2), представленное горизонтальной осью на фиг.2, может быть принято за давление брикетирования (т/см).
Соответственно, связь, представленная на фиг.2, может быть принята за связь между давлением брикетирования (т/см) и сопротивлением раздавливанию железа прямого восстановления (кг/таблетка). Допустимо предположение о том, что таблетки, получаемые на брикетирующей машине под давление 2 т/см или более, имеют сопротивление раздавливанию выше предпочтительного сопротивления раздавливанию железа прямого восстановления, а именно 15 кг/таблетку. Кроме того, можно предположить, что таблетки, получаемые при давлении формования 3 т/см или более, имеют сопротивление раздавливанию более 20 кг/таблетку. Такой высокий диапазон давления формования является более предпочтительным, поскольку таблетки, подпадающие под вышеуказанный диапазон прочности, имеют существенно более высокое сопротивление к измельчению в порошок при ударе во время транспортировки восстановленного железа.
Пример 2
Используют уголь В с высоким содержанием летучих веществ и карбонизированный уголь D, описанные в примере 1. Уголь В с высоким содержанием летучих веществ используют для получения брикетов с включенным в них углеродсодержащим материалом, имеющим объем 6 см3 при 2,5 т/см и 6,5 т/см. Полученные брикеты подвергают высокотемпературному восстановлению, помещая их в печь с вращающимся подом при температуре около 1300°С приблизительно на девять минут в атмосфере азота. Фиг.5 представляет собой график, показывающий связь между содержанием остаточного углерода в железе прямого восстановления (мас.%) и сопротивлением раздавливанию (кг/брикет). Из фиг.5 следует, что более высокое давление брикетирования, а именно 6,5 т/см, обеспечивает более высокое сопротивление раздавливанию железа прямого восстановления при одинаковом содержании остаточного углерода, способствующего восстановлению невосстановленного оксида металла, а именно оксида железа, при осуществлении последующей стадии в плавильной печи. Это означает, что восстановленное железо, имеющее высокое сопротивление раздавливанию, может быть получено при использовании угля с высоким содержанием летучих веществ путем повышения давления брикетирования даже при повышении количества угля с высоким содержанием летучих веществ с целью получения нужного содержания остаточного углерода железа прямого восстановления. При использовании, например, угля В с высоким содержанием летучих веществ, представленного в таблице 1 и содержащего около 41% летучих веществ и около 50 мас.% нелетучего углерода, могут быть получены брикеты с включенным в них углеродсодержащим материалом при давлении брикетирования 6,5 т/см для получения восстановленного железа, имеющего содержание остаточного углерода ПВЖ 5% и нужное сопротивление раздавливанию ПВЖ, а именно около 40 кг/брикет.
Однако более высокое формовочное давление повышает степень износа валков роликового пресса и таким образом повышает стоимость его обслуживания. Оптимальное формовочное давление может быть установлено с учетом как нужного сопротивления раздавливанию ПВЖ, так и производственных затрат; предпочтительным является формовочное давление от 2,5 до 10 т/см.
Сравнительный пример
Углеродсодержащие материалы, имеющие состав, указанный в таблице 1 (уголь В с высоким содержанием летучих веществ и битуминозный уголь С), и железную руду измельчают в порошок таким образом, чтобы около 80% всех частиц имели размер 200 меш или менее. Каждый углеродсодержащий материал и железную руду смешивают и гранулируют в виде шариков, имеющих диаметр 17 мм при помощи гранулятора. Полученные шарики подвергают высокотемпературному восстановлению в печи с вращающимся подом при температуре около 1300°С в атмосфере азота, получая восстановленное железо. Фиг.6 представляет собой график, показывающий связь между содержанием остаточного углерода в железе прямого восстановления (%) и сопротивлением раздавливанию (кг/шарик) восстановленного железа. Что касается битуминозного угля С, имеющего низкое содержание летучих веществ, сопротивление раздавливанию у железа прямого восстановления существенно повышается при снижении остаточного содержания углерода в железе прямого восстановления, превышающего нужную величину сопротивления раздавливанию, а именно 15 кг/шарик. Что касается угля В, имеющего высокое содержание летучих веществ, то сопротивление раздавливанию у железа прямого восстановления проявляет тенденцию к небольшому повышению при снижении остаточного содержания углерода, но не может обеспечить нужную величину сопротивления раздавливанию, а именно 15 кг/шарик, из-за низкого давления прессования при гранулировании и небольшого снижения пористости.
Пример 3
Готовят брикеты, содержащие углеродсодержащий материал, имеющий нулевую текучесть, и восстанавливают их в печи с вращающимся подом. Нижеприведенная таблица 2 показывает связь между содержанием частиц оксида, имеющих размер 10 мкм или менее, в оксиде железа и сопротивление раздавливанию восстановленного железа, а также содержание мелких частиц размером менее 6 мм в восстановленном железе. В данной таблице также представлены виды используемых углеродсодержащих материалов (см. вышеприведенную таблицу 1), содержание углеродсодержащих материалов и железной руды, скорость металлизации и содержание остаточного углерода в восстановленном железе. Брикеты, содержащие углеродсодержащий материал, восстанавливают в карусельной печи в таких же условиях, как и в вышеприведенных примерах 1 и 2, а именно при температуре около 1300°С в атмосфере азота в течение приблизительно девяти минут. Используемый углеродсодержащий материал имеет нулевую текучесть.
Согласно известному в данной области техники способу, как указано выше, при использовании угля, имеющего нулевую текучесть, необходимо 15 мас.% или более частиц оксида железа, имеющего размер 10 мкм или менее, для снижения содержания мелких частиц восстановленного железа размером менее 6 мм до практически приемлемого уровня, а именно 10 мас.% или менее. Для любого из примеров, в котором давление брикетирования составляет 2,5 т/см, содержание частиц оксида железа, имеющих размер 10 мкм или менее, составляет менее 15%, а содержание мелких частиц составляет менее 10%. Кроме того, пористость составляет менее 35%, а сопротивление раздавливанию железа прямого восстановления превышает нужный уровень, а именно 40 кг/брикет. В сравнительном примере, в котором давление брикетирования является низким, а именно 0,2 т/см, содержание частиц оксида железа, имеющих размер 10 мкм или менее, составляет менее 15%, поэтому содержание мелких частиц очень высоко, а именно около 68%. Кроме того, пористость превышает 40%, а сопротивление раздавливанию железа прямого восстановления составляет около 34 кг/брикет, что ниже нужного уровня, а именно 40 кг/брикет.
Как указано выше, восстанавливаемое сырье может также представлять собой, например, оксид никеля, оксид хрома или оксид марганца. Кроме того, восстановлению может быть подвергнуто сырье, содержащее тяжелый металл, такой как оксид цинка или оксид свинца, несмотря на то, что тяжелый металл должен подвергаться восстановлению в большом количестве с использованием рукавного фильтра, поскольку он при восстановлении улетучивается.
Промышленная применимость
Согласно настоящему изобретению, как указано выше, прессовки, содержащие углеродсодержащий материал, получают, используя уголь с высоким содержанием летучих веществ, в частности 35 мас.% или более летучих веществ, под давлением по меньшей мере 2 т/см2, обеспечивающем существенно более низкий уровень пористости. Это способствует переносу тепла внутри прессовки в печи с вращающимся подом на стадии высокотемпературного восстановления таким образом, что спекание восстановленного металла происходит эффективно по всей массе прессовки, обеспечивая получение восстановленного металла, имеющего высокое сопротивление раздавливанию. Такой восстановленный металл, имеющий высокое сопротивление раздавливанию, может быть получен даже при использовании нетекучего углеродсодержащего материала либо при повышении количества угля с высоким содержанием летучих веществ для получения нужного содержания остаточного углерода. Восстановленное железо не распыляется при выгрузке из печи с вращающимся подом, таким образом устраняя проблемы повторного окисления и всплывания над слоем шлака, оставаясь нерастворенным в плавильной печи.
Соответственно, высокопрочное восстановленное железо может быть получено с использованием угля с высоким содержанием летучих веществ, который содержит большое количество летучих веществ, широко и в избытке распространен на земле и является более дешевым. Восстановленное железо может быть эффективно использовано в качестве передельного чугуна для получения стали и ферросплава либо в качестве предварительно восстановленного материала при плавке скрапа при получении ферросплава.

Изобретение относится к получению восстановленного металла с использованием прессовок, содержащих углеродсодержащий материал и изготавливаемых посредством окускования порошковой смеси оксида металла, такого как железная руда, и угля, имеющего высокое содержание летучих веществ - 35 мас.% или более. Прессовки получают при давлении 2 т/см2 или более с пористостью, сниженной до 35% или менее, что эффективно способствует переносу тепла внутри прессовки на стадии высокотемпературного восстановления в печи с вращающимся подом и, таким образом, спекание восстановленного металла эффективно происходит во всей массе прессовки, обеспечивая получение восстановленного металла, имеющего высокое сопротивление раздавливанию. 4 н. и 10 з.п. ф-лы, 6 ил., 2 табл.
| Перекатываемый затвор для водоемов | 1922 |
|
SU2001A1 |
| Перекатываемый затвор для водоемов | 1922 |
|
SU2001A1 |
| Способ получения расплавленных железосодержащих материалов из тонкоизмельченной руды и устройство для его осуществления | 1987 |
|
SU1674694A3 |

