Область техники
Настоящее изобретение относится к гранулам металлического железа, полученным восстановительной плавкой материала, содержащего оксид железа, такого как железная руда, и углеродсодержащего восстановителя, такого как кокс, при этом гранулы металлического железа имеют высокую степень чистоты Fe, специфицированные содержания С, S, Si и Mn и специфицированный диаметр.
Предшествующий уровень техники
Способ прямого получения железа, предназначенный для получения восстановленного железа прямым восстановлением источника оксида железа, такого как железная руда, с использованием углеродсодержащего вещества или восстановительного газа известен давно. Были проведены интенсивные исследования, направленные на усовершенствование процесса восстановления и оборудования для непрерывного восстановления.
Так, например, в нерассмотренной опубликованной заявке на патент Японии №11-337264 раскрыт вращающийся под (печи), который обеспечивает возможность эффективного непрерывного производства восстановленного железа, в котором во время восстановления с нагревом сырых окатышей, полученных отверждением смеси источника оксида железа, такого как пыль от производства стали или рудная мелочь, и углеродсодержащего вещества с использованием связующего, благодаря установке зоны подогрева предотвращаются взрывы, которые происходят при быстром нагревании невысушенных сырых окатышей.
В способе получения металлического железа нагревом и восстановлением прессовок, содержащих источник оксида железа и восстановитель, включающем вышеуказанную технологию, значительное количество шлакового компонента смешивается с полученным металлическим железом вследствие использования железной руды или подобного материала. Особенно заметно уменьшается степень чистоты Fe в способе получения губчатого металлического железа, поскольку отделение шлакового компонента, который смешан с металлическим железом, является весьма затруднительным. Таким образом, при использовании указанных материалов в качестве источника железа необходима предварительная обработка, направленная на удаление значительного количества шлакового компонента. Более того, почти все металлическое железо, произведенное известным способом прямого получения железа, имеет губчатую форму, и поэтому манипулирование им в качестве источника железа представляет определенные трудности, поскольку данное металлическое железо является хрупким. Для использования на практике такого металлического железа в качестве материала для получения чугуна, стали или легированной стали необходима еще одна дополнительная операция, изготовления из него брикетов, в связи с чем расходы, связанные с необходимостью использования дополнительного оборудования, заметно возрастают.
В нерассмотренной опубликованной заявке на патент Японии №9-256017 раскрыт способ получения гранул металлического железа, имеющих высокую степень металлизации, включающий нагрев и восстановление прессовок, содержащих оксид железа и углеродсодержащий восстановитель, до тех пор, пока не образуется оболочка металлического железа и во внутренней части по существу не будет присутствовать оксид железа, в то время как во внутренней части образовываются гранулы полученного шлака, продолжение нагрева с тем, чтобы обеспечить вытекание находящегося внутри шлака из оболочки металлического железа с целью отделения шлака, и дальнейшее осуществление нагрева для расплавления оболочки металлического железа.
В известных способах получения гранул металлического железа, включающих указанные традиционные операции, отсутствует технология, способная обеспечить эффективное получение металлического железа, имеющего диаметр в пределах заданного диапазона, хотя и было представлено полное обсуждение качества и удобства манипулирования такими материалами для получения чугуна, стали или железных сплавов. Что же касается чистоты гранул металлического железа, то хотя, конечно, и являются предпочтительными гранулы высокочистого металлического железа с низким содержанием загрязняющих примесей, конкретная идея относительно установления оптимального содержания углерода в самородках металлического железа, используемых в качестве материала для получения чугуна и стали, не сформулирована. Кроме того, отсутствует конкретная производственная технология регулирования содержания углерода в заданном диапазоне.
К тому же, когда металлическое железо получают восстановлением источника оксида железа, такого как руда, в качестве восстановителя обычно используют кокс или угольный порошок. Однако данные восстановители обычно имеют высокое содержание серы (S). Поскольку восстановитель находится в смеси с полученным металлическим железом, образованные гранулы металлического железа обычно имеют высокое содержание S. Соответственно гранулы металлического железа перед их использованием в качестве материала для получения чугуна или стали должны быть подвергнуты десульфуризации. Это является также одной из основных причин ухудшения качества гранул металлического железа.
Соответственно, для получения имеющих высокую ценность гранул металлического железа способом восстановительной плавки недостаточно возлагать надежды только на повышение чистоты. Необходимо создать технологию, которая может надежно обеспечить получение металлического железа, в котором заранее специфицировано содержание загрязняющих примесей, такое как содержание серы, и размер которого оптимизирован с учетом возможностей производства и качества манипулирования, т.е. такую технологию, которая способна удовлетворить требования рынка, такие как большая гибкость при выборе материала для получения чугуна, стали или различных легированных сталей и снижение затрат, необходимых для получения железа или стали с использованием, например, электрической печи.
Настоящее изобретение создано на основе вышепредставленного уровня техники. Задача настоящего изобретения заключается в обеспечении в качестве источника железа гранул металлического железа стабильного качества, которые имеют оптимальный размер с учетом всех возможностей производства и качества манипулирования, при этом содержание загрязняющих примесей в гранулах металлического железа, такое как содержание углерода и серы, специфицировано, т.е. является заранее заданным. Гранулы металлического железа настоящего изобретения могут поэтому удовлетворять требованиям рынка, таким как большая гибкость при выборе материала для получения металлического железа и снижение затрат, необходимых для получения чугуна или стали с использованием, например, электрической печи.
Сущность изобретения
Гранулы металлического железа настоящего изобретения, которые позволяют преодолеть вышеуказанные проблемы, представляют собой гранулы металлического железа, имеющие содержащие Fe 94% (мас.%, содержание всех компонентов представлено в массовых процентах) или более, содержание С от 1,0 до 4,5%, содержание S 0,20% или менее и диаметр от 1 до 30 мм, при этом гранулы металлического железа получены восстановительной плавкой материала, содержащего углеродсодержащий восстановитель, и материала, содержащего оксид железа.
Нет необходимости в том, чтобы гранулы металлического железа настоящего изобретения были сферическими. Гранулы металлического железа настоящего изобретения включают в себя также гранулированные вещества, имеющие эллиптическую форму, овальную форму и слегка деформированные формы. Диаметр гранул, находящийся в диапазоне от 1 до 30 мм, определяется делением суммы длин вдоль главной (большой) оси и малой оси и максимальной и минимальной толщины гранул на 4.
Гранулы металлического железа, предпочтительно, дополнительно включают в себя от 0,02 до 0,50% Si и менее 0,3% Mn.
Гранулы металлического железа получают нагревом материала с тем, чтобы оксид металла, содержащийся в материале, взаимодействовал с углеродсодержащим восстановителем и восстановительным газом, полученным в результате данной реакции, и с тем, чтобы оксид металла восстанавливался в твердом состоянии, и дальнейшим нагревом полученного восстановленного железа в восстановительной атмосфере для науглероживания и расплавления полученного восстановленного железа и для обеспечения возможности сцепления между собой частиц восстановленного железа с исключением при этом побочного шлакового продукта. Во время данного процесса к материалу добавляют источник СаО для регулирования основности шлаковых компонентов в материале, т.е. СаО/SiO2, в диапазоне от 0,6 до 1,8. В таком способе содержащаяся в материале сера может быть эффективно поглощена шлаком, полученным во время восстановительной плавки, и могут быть получены гранулы металлического железа, имеющие содержание S на уровне 0,08% или менее.
Количество углеродсодержащего восстановителя устанавливают таким образом, чтобы содержание углерода, оставшегося во время стадии восстановительной плавки материала, находилось в диапазоне от 1,5 до 5%, когда степень металлизации гранул металлического железа после восстановления в твердом состоянии равна 100%. Таким образом, содержание углерода можно регулировать в вышеуказанном диапазоне.
Краткое описание чертежей
Фиг.1 представляет собой схематическое изображение, показывающее пример устройства для восстановительной плавки, предназначенного для получения гранул металлического железа настоящего изобретения.
Фиг.2 представляет собой вид поперечного сечения вдоль линии А-А установки по фиг.1.
Фиг.3 представляет собой вид поперечного сечения, на котором установка по фиг.1 изображена в продольном направлении.
Фиг.4 представляет собой график, показывающий изменения температуры атмосферы, температуры прессовок материала, степени восстановления и количества газов СО и СО2 во время периода восстановления в твердом состоянии и периода плавления в случае, когда в настоящем изобретении используется двухстадийный процесс нагрева.
Фиг.5 представляет собой график, показывающий изменения остаточного содержания Fe и степени металлизации оксида металла в прессовках материала во время периода восстановления в твердом состоянии и периода плавления.
Фиг.6 представляет собой график, показывающий соотношение между остаточным содержанием углерода в восстановленном железе, когда степень металлизации равна 100%, и остаточным содержанием углерода в конечном продукте, являющемся гранулами металлического железа.
Фиг.7 представляет собой график, показывающий соотношение между степенью металлизации и степенью восстановления.
Фиг.8 представляет собой график, показывающий изменение степени восстановления газообразной атмосферы и температуры во внутренней области прессовок материала, когда в качестве регулятора атмосферы используется угольный порошок и когда в качестве регулятора атмосферы угольный порошок не используется.
Фиг.9 представляет собой фотографический снимок, показывающий состояние металлического железа и шлака, полученных в результате производственного эксперимента, непосредственно после науглероживания и плавления.
Фиг.10 представляет собой экспериментальный график, показывающий, что содержание серы в гранулах металлического железа может быть уменьшено регулированием основности шлака намеренным добавлением источника СаО к прессовкам материала.
Фиг.11 представляет собой график, показывающий соотношение между содержанием серы в гранулах металлического железа и основностью полученного шлака.
Фиг.12 представляет собой диаграмму, показывающую состав материала и соотношение и состав продуктов, таких как гранулы металлического железа, полученных способом производства, представленным в примере.
Фиг.13 представляет собой фотографический снимок гранул металлического железа, полученных в примере 1.
Фиг.14 представляет собой диаграмму, показывающую состав материала и соотношение и состав продуктов, таких как гранулы металлического железа, полученных способом производства, представленным в другом примере.
Фиг.15 представляет собой фотографический снимок гранул металлического железа, полученных в примере 2.
Фиг.16 представляет собой график, показывающий соотношение между диаметром прессовок материала (сухих окатышей) и средним диаметром и средней массой полученных гранул металлического железа.
Предпочтительные варианты осуществления изобретения
Гранулы металлического железа настоящего изобретения представляют собой гранулированное металлическое железо, полученное восстановительной плавкой материала, содержащего углеродсодержащий восстановитель, и материала, содержащего оксид железа. Гранулы металлического железа содержат 94% или более Fe (более предпочтительно 96% или более) и от 1 до 4,5% С (более предпочтительно от 2,0 до 4,0%). Содержание S в гранулах металлического железа предпочтительно составляет 0,20% или менее, более предпочтительно 0,08% или менее, и диаметр находится в диапазоне от 1 до 30 мм (более предпочтительно от 3 до 20 мм). Причины установления данных диапазонов являются следующими.
Содержание Fe в гранулах металлического железа является основным фактором, регулирующим качество гранул металлического железа. Естественно, что чем выше чистота железа, т.е. чем ниже содержание загрязняющих примесей, тем лучше. В настоящем изобретении требуемая степень чистоты Fe составляет 94% или более, а более предпочтительно 96% или более. Причина установления указанного диапазона является следующей. Когда гранулы металлического железа, имеющие содержание загрязняющих примесей, превышающее 5%, используются в качестве материала для получения чугуна или стали, загрязняющие примеси, содержащиеся в материале, всплывают на поверхность ванны и образуют шлак, который трудно удалить. Кроме того, поскольку элементы, такие как S, Mn, Si и Р, растворенные в расплавленной стали, неблагоприятно влияют на физические свойства конечных продуктов, произведенных с использованием полученного металлического железа, то во время стадии рафинирования необходимы такие процессы, как десульфуризация, дефосфоризация и обескремнивание. Указанные предварительные обработки требуют значительного времени и сил. Поэтому содержание железа в гранулах металлического железа настоящего изобретения должно составлять по меньшей мере 94%, а более предпочтительно по меньшей мере 96%.
Содержание С в гранулах металлического железа является важным для обеспечения требуемого количества С, соответствующего сорту стали, когда металлическое железо используется в качестве материала для получения стали, и оно является важным ввиду повышения гибкости при выборе материала для получения чугуна. Соответственно, содержание С в гранулах металлического железа составляет, предпочтительно, по меньшей мере 1%, а более предпочтительно по меньшей мере 2%. Когда металлическое железо содержит чрезмерное количество углерода, вязкость и ударная прочность стали или легированной стали, полученной из такого металлического железа, заметно ухудшаются, и поэтому сталь или легированная сталь становятся хрупкими. Таким образом, во время процесса рафинирования становится необходимым процесс обезуглероживания, такой как продувка. Для использования гранул металлического железа в качестве материала для получения чугуна и стали без осложнений, вызванных указанными дополнительными процессами, и без препятствий содержание С должно быть 4,5% или менее, а более предпочтительно 4% или менее.
Сера оказывает неблагоприятное влияние на физические свойства стали и обычно считается нежелательной, хотя сера может быть использована для повышения обрабатываемости некоторых типов сортов стали. Гранулы металлического железа согласно изобретению, используемые в качестве материала для получения чугуна и стали, предпочтительно содержат 0,20% серы или менее, а более предпочтительно 0,08% или менее. Для расширения пригодного диапазона использования гранул металлического железа в качестве источника железа с тем, чтобы гранулы металлического железа могли бы быть использованы в различных способах получения стали, содержание Si должно быть в диапазоне от 0,02 до 0,5% и содержание Mn должно быть менее 0,3%.
Гранулы металлического железа согласно изобретения, имеющие вышеуказанное содержание С, S, Si и Mn, являются в особенности выгодными по сравнению с наиболее часто используемым передельным чугуном, полученным с применением доменных печей. Передельный чугун, полученный с применением доменных печей, обычно содержит от 4,3 до 4,8% С, от 0,2 до 0,6% Si и от 0,3 до 0,6% Mn, хотя содержание С, S, Mn, Si и подобных примесей в передельном чугуне, полученном с применением доменной печи, изменяется в зависимости от типа используемого оксида металла и кокса, производственных условий и других подобных факторов. В особенности при получении чугуна в доменной печи, полученное расплавленное металлическое железо науглероживается в нижней (донной) части доменной печи в сильно восстановительной атмосфере в присутствии большого количества кокса; следовательно, содержание С близко к насыщению. Поскольку SiO2, который присутствует в качестве составляющей пустой породы, легко восстанавливается в высокотемпературной атмосфере в присутствии большого количества кокса, то примерно от 0,2 до 0,6% Si содержится в расплавленном металлическом железе, а поэтому трудно получить расплавленное металлическое железо, имеющее содержание Si менее 0,20%. Кроме того, поскольку MnO легче восстановить, чем SiO2, то MnO легко восстанавливается в сильно восстановительной атмосфере, когда в железной руде присутствует большое количество MnO. В результате содержание Mn в расплавленном металлическом железе неизбежно становится высоким.
В противоположность указанному, гранулы металлического железа настоящего изобретения, полученные представленным ниже способом, содержат от 1 до 4,5% С, от 0,02 до 0,5%, а более предпочтительно менее 0,2%, Si и менее 0,3% Mn. Гранулы металлического железа настоящего изобретения отличаются по составу от обычного металлического железа, описанного выше. Кроме того, как указано ниже, содержание S в гранулах металлического железа настоящего изобретения уменьшают за счет использования источника СаО в ходе стадии получения прессовок материалов, т.е. путем повышения основности шлаковых компонентов. Гранулы металлического железа настоящего изобретения отличаются от металлического железа, полученного в соответствии с традиционным способом, тем, что содержание S составляет 0,08% или менее.
Важно, чтобы гранулы металлического железа настоящего изобретения имели диаметр в диапазоне от 1 до 30 мм. Более мелкие частицы, имеющие диаметр менее 1 мм, вызывают проблемы с качеством и сложностью манипулирования, потому что компоненты мелкозернистого шлака легко смешиваются с мелкими частицами, а также потому, что такие мелкие частицы металлического железа легко улетучиваются.
Верхний предел диаметра установлен ввиду надежного получения заданного уровня чистоты Fe в пределах необходимых ограничений производства. Для получения больших гранул, имеющих диаметр выше 30 мм, в качестве материала должны быть использованы большие прессовки. Что касается таких больших прессовок материалов, необходимых для получения гранул металлического железа, то время, необходимое для передачи тепла внутрь прессовок материала во время процесса восстановления в твердом состоянии, науглероживания и плавления, в особенности во время процесса восстановления в твердом состоянии, является продолжительным, поэтому эффективность восстановления в твердом состоянии уменьшается. Кроме того, объединение расплавленного железа после науглероживания и плавления вследствие когезии (т.е. сцепление или слипание отдельных частиц) происходит неоднородно. В результате полученные гранулы металлического железа имеют сложные и неправильные формы, и невозможно получить гранулы металлического железа, имеющие однородный диаметр и качество.
На размер и форму гранул железа оказывают влияние различные факторы, включающие в себя размер прессовок материалов, который указан выше, состав материала (тип источника оксида металла и состав шлака), степень науглероживания после восстановления в твердом состоянии, температуру атмосферы печи (в особенности температуру атмосферы в области, где происходит науглероживание, плавление и когезия) и плотность загрузки, при которой прессовки материалов подают в печь восстановительной плавки. Плотность загрузки и размер прессовок материалов оказывают одинаковое влияние. Чем выше плотность загрузки, тем вероятнее, что расплавленное металлическое железо, полученное науглероживанием и плавлением, образует большие гранулы на поде печи вследствие когезии и объединения. При постепенном увеличении плотности загрузки прессовок материалов и, в конечном счете, укладке прессовок материалов в штабели на под вероятность того, что расплавленное металлическое железо объединяется с образованием больших гранул может быть повышена. Однако, когда плотность загрузки является чрезмерно высокой, коэффициент теплопроводности в печи уменьшается и, вследствие этого, степень восстановления в твердом состоянии не может быть увеличена. Кроме того, однородная когезия и объединение становятся затруднительными и полученные гранулы металлического железа будут иметь сложные и неправильные формы. Иначе говоря, гранулы металлического железа, имеющие однородный диаметр и однородную форму, не могут быть получены.
Данные проблемы, связанные с размером прессовок материалов и подобными факторами, являются особенно актуальными, когда в качестве продуктов получают гранулы металлического железа, имеющие диаметр 30 мм или более. Подобные проблемы не возникают при получении гранул, имеющих диаметр 30 мм или менее, поэтому могут быть получены гранулы, имеющие относительно однородный диаметр 30 мм или менее и относительно однородную форму. Ввиду вышеуказанного, в настоящем изобретении диаметр ограничен 30 мм или менее. Следует отметить, что при диаметре от 3 до 15 мм могут быть получены гранулы, имеющие высокие степени однородности по диаметру, форме и качеству.
На размер полученных гранул металлического железа оказывают также влияние тип и свойства железной руды, содержащейся в прессовках материалов. Обычно когезия является удовлетворительной, когда в качестве источника оксида железа используется магнетитовая железная руда. Однако не все железо, содержащееся в одной прессовке материала, неизбежно связывается в одном самородке металлического железа. Железо, содержащееся в одной прессовке материалов, часто образует две или три гранулы. Причина такого явления точно неизвестна, но в качестве возможных причин рассматриваются сложные комбинации, включающие разницу в содержании кислорода, в структуре кристаллов железной руды, в составляющих шлака, полученного из составляющих пустой породы. В любом случае, гранулы металлического железа, имеющие относительно однородные диаметр и форму, могут быть получены при диаметре гранул 30 мм или менее.
Гранулы металлического железа настоящего изобретения удовлетворяют всем требованиям, указанным выше, и могут быть эффективно использованы в качестве источника железа для получения чугуна, стали или легированной стали с использованием различного оборудования, предназначенного для получения чугуна, стали или легированной стали, такого как электрическая печь.
Вариант способа получения гранул металлического железа, удовлетворяющих вышеуказанным требованиям, будет описан подробно со ссылкой на чертежи.
Фиг. с 1 по 3 представляют собой схематические иллюстрации, показывающие пример печи для восстановительной плавки с вращающимся подом, разработанной изобретателями и использованной для получения гранул металлического железа настоящего изобретения. Печь восстановительной плавки имеет подвижный под кольцеобразной формы и куполообразную конструкцию. Фиг.1 представляет собой ее схематическое изображение, фиг.2 представляет собой вид поперечного сечения вдоль линии А-А на фиг.1, а фиг.3 представляет собой вид поперечного сечения подвижного пода, представленный в направлении движения для способствования понимания конструкции. На этих чертежах цифра 1 означает вращающийся под, а цифра 2 означает каркас печи, который накрывает вращающийся под. Вращающийся под 1 имеет такую конфигурацию, чтобы вращение происходило с соответствующей скоростью, обеспеченной приводом, не показанным на чертежах.
В подходящих положениях стенок корпуса 2 печи предусмотрено множество горелок 3 для сгорания. Теплота сгорания и теплота излучения из горелок для сгорания попадают на прессовки материалов на вращающемся поде 1 с тем, чтобы осуществить горячее восстановление прессовок. Показанный на чертеже корпус 2 печи является предпочтительным примером и разделен тремя перегородками К1, К2 и К3 на первую зону Z1, вторую зону Z2, третью зону Z3 и четвертую зону Z4. В самой верхней точке по направлению вращения корпуса 2 печи (т.е. начальной точке по потоку материала) предусмотрен питатель 4 для подачи исходного материала и вспомогательного материала, причем питатель 4 обращен в сторону вращающегося пода. В самой нижней точке по направлению вращения, т.е. конечной точке по потоку материала или до питателя 4 ввиду вращающейся конструкции, предусмотрено разгрузочное устройство 6.
При работе данной печи восстановительной плавки и обеспечении вращения вращающегося пода 1 с заданной скоростью прессовки материалов, содержащие железную руду или подобное сырье и углеродсодержащее вещество, подают из питателя 4 до достижения соответствующей толщины. Прессовки материалов, помещенные на вращающийся под 1, получают во время движения через первую зону Z1 теплоты сгорания и теплоты излучения от горелок 3 для сгорания. Содержащийся в прессовках оксид металла восстанавливается, сохраняя при этом свое твердое состояние, благодаря наличию в прессовках углеродсодержащего вещества и монооксида углерода, получаемого при горении углеродсодержащего вещества. Затем прессовки материала дополнительно восстанавливают нагревом во второй зоне Z2. Полученное железо, которое по существу полностью восстановлено, затем дополнительно нагревают в восстановительной атмосфере в третьей зоне Z3 с тем, чтобы осуществить науглероживание и плавление восстановленного железа и одновременно обеспечить возможность отделения восстановленного железа от побочного шлакового продукта и образования гранул, т.е. гранул металлического железа. Затем полученные гранулы металлического железа охлаждают и отверждают в четвертой зоне 4 подходящим средством С охлаждения и после этого выгружают разгрузочным устройством 6, размещенным после средства С охлаждения. В это же время выгружают также побочный шлаковый продукт, полученный из компонентов пустой породы и т.д., имеющихся в железной руде. Побочный шлаковый продукт отделяют от металлического железа подходящими средствами разделения, такими как сито и устройство для магнитного разделения, после чего шлак и металлическое железо подают в бункер Н. Полученные гранулы металлического железа имеют степень чистоты по железу примерно 94% или более, а более предпочтительно 96% или более, и содержат значительно меньшее количество шлакового компонента.
Следует отметить, что хотя четвертая зона Z4 на чертеже является зоной, открытой для воздуха, четвертую зону Z4 предпочтительно снабжают крышкой с тем, чтобы предотвратить рассеяние тепла настолько, насколько это возможно, и соответствующим образом отрегулировать атмосферу внутри печи при ее работе. Кроме того, хотя в данном варианте вращающаяся печь разделена на первую зону Z1, вторую зону Z2, третью зону Z3 и четвертую зону Z4 с использованием трех перегородок К1-К3, конфигурация зон печи не ограничивается данной конструкцией. Естественно, что конфигурация зон может быть модифицирована в соответствии с размерами печи, требуемой производственной мощностью, рабочим режимом или подобными факторами. Однако для эффективного производства гранул металлического железа настоящего изобретения является предпочтительной конструкция, в которой предусмотрена перегородка по меньшей мере между участком восстановления в твердом состоянии в течение первой половины периода восстановления нагревом и участком науглероживания, плавления и когезии в течение второй половины периода восстановления нагревом для того, чтобы температуру печи и газовую атмосферу можно было регулировать по отдельности.
Во время вышепредставленного процесса восстановительной плавки, когда температура атмосферы во время восстановления (периода восстановления в твердом состоянии) является чрезмерно высокой, т.е. когда температура атмосферы в течение определенного периода в процессе восстановления превышает температуру плавления шлаковых компонентов, включающих в себя пустопородный компонент, невосстановленный оксид железа и т.п., находящийся в материале оксид железа (FeO) перед восстановлением расплавляется. В результате этого плавление-восстановление происходит быстро благодаря реакции расплавленного оксида железа с содержащимся в углеродсодержащем веществе углеродом. Следует отметить, что плавление-восстановление представляет явление, в котором материал восстанавливается в расплавленном состоянии, и оно отличается от восстановления в твердом состоянии. Металлическое железо может быть все же получено плавлением-восстановлением; однако, когда восстановление происходит в расплавленном состоянии, отделение восстановленного железа от побочного шлакового продукта является трудным. Кроме того, восстановленное железо получается в форме губки, из которой трудно получить гранулы, а содержание шлака в восстановленном железе становится высоким. Соответственно, становится трудно достигнуть содержания Fe в пределах диапазона, установленного настоящим изобретением. Более того, образованное объединением расплавленное металлическое железо вследствие когезии может перетекать по поду печи и может стать плоским (пластинчатым) вместо гранулированного.
Фиг.4 показывает состояние реакции, когда прессовки материалов (окатыши, имеющие диаметр от 16 до 19 мм), содержащие в качестве источника оксида железа железную руду и в качестве углеродсодержащего восстановителя уголь, подают в печь, имеющую температуру атмосферы примерно 1300°С (прямая линия 1 на графике), с тем, чтобы осуществлять восстановление прессовок материалов в твердом состоянии до тех пор, пока не будет достигнута степень восстановления в 100% (степень удаления кислорода из оксида железа, содержащегося в прессовках материалов), и затем полученное восстановленное железо подают в зону плавления с температурой примерно 1425°С (прямая линия 2) в момент времени, указанный на графике прямой линией 3, с тем, чтобы расплавить полученное восстановленное железо. На графике показаны также температура внутри прессовок, температура атмосферы печи и изменения содержания диоксида углерода и монооксида углерода с течением времени, полученные во время процесса восстановления. Температуру внутри прессовок измеряют непрерывно с использованием термопары, помещенной в прессовки материала.
Как следует из данного графика, для поддержания твердого состояния прессовок материала, подаваемых в печь, и для восстановления прессовок материала до степени восстановления (показатель удаления кислорода) в 80% (точка А на фиг.4) или более, а более предпочтительно 94% (точка В на фиг.4) или более, температуру печи предпочтительно поддерживают в диапазоне от 1200 до 1500°С, более предпочтительно от 1200 до 1400°С, для осуществления восстановления в твердом состоянии, а затем увеличивают до 1350-1500°С для восстановления оставшегося оксида железа, давая при этом возможность полученному металлическому железу образовывать гранулы путем науглероживания и плавления. Согласно данному двухстадийному процессу нагрева могут быть надежно и эффективно получены гранулы металлического железа, имеющие высокую степень чистоты Fe.
Время, показанное на горизонтальной оси фиг.4, может изменяться в зависимости от состава железной руды или углеродсодержащего вещества, являющегося составной частью прессовок материалов. Обычно восстановление оксида железа в твердом состоянии, плавление, когезия и объединение могут быть завершены и при этом могут быть получены гранулы металлического железа в течение времени от 10 до 13 минут. Если восстановление прессовок материалов в твердом состоянии остановить при степени восстановления менее 80% и начать их расплавление, то будет получено металлическое железо в форме губки, а образование гранул из такого металлического железа является трудным. Кроме того, в полученном металлическом железе будет трудно достигнуть содержания Fe 94% или более. В противоположность этому, когда восстановление в твердом состоянии осуществляют до тех пор, пока не будет достигнута степень восстановления 80% или более, а более предпочтительно 94% или более, и затем осуществляют последующую стадию науглерожирования, плавления и когезии, то оставшийся в прессовках материала FeO может быть эффективно восстановлен независимо от типа и состава находящейся в прессовках материалов железной руды. Более того, на последующей стадии науглероживания и плавления могут «вырасти» гранулы, не содержащие побочного шлакового продукта. Таким образом, могут быть получены гранулы металлического железа, имеющие высокое содержание Fe и относительно однородный диаметр.
На участке восстановления в твердом состоянии, показанном в первой части фиг.4, предпочтительная температура печи, которая может надежно обеспечить высокую степень восстановления, составляет от 1200 до 1500°С, а более предпочтительно от 1200 до 1400°С. При температуре печи менее 1200°С реакция восстановления в твердом состоянии протекает медленно и, вследствие этого, время выдержки в печи должно быть боле продолжительным, что приводит к невысокой производительности. При температуре печи 1200°С или более, в особенности при 1500°С или более, гранулы металлического железа объединяются друг с другом с образованием больших гранул неправильных форм. Такие гранулы металлического железа являются не предпочтительными в качестве продукта.
Гранулы металлического железа не могут объединиться друг с другом с образованием больших гранул в диапазоне температур от 1400 до 1500°С в зависимости от состава и количества железной руды в материале. Однако такая возможность и частота являются маловероятными. Поэтому температура во время периода восстановления в твердом состоянии предпочтительно составляет от 1200 до 1500°С, более предпочтительно от 1200 до 1400°С. При практической работе печи можно установить температуру печи во время периода более ранней стадии восстановления в твердом состоянии на уровне 1200°С и затем повысить температуру печи во время более поздней стадии восстановления в твердом состоянии до 1200-1500°С.
Прессовки, подвергнутые требуемому восстановлению в зоне восстановления в твердом состоянии, переносят в зону плавления, имеющую более высокую температуру печи на уровне 1425°С. Температура внутри прессовок повышается, как показано на фиг.4, падает после достижения точки С и затем опять повышается до достижения заданной температуры 1425°С. Падение температуры в точке С вызвано скрытой теплотой, сопровождающей плавление восстановленного железа, т.е. точка С может быть рассмотрена как исходная точка плавления. Указанная исходная точка плавления определяется по существу остаточным содержанием углерода в частицах восстановленного железа. Поскольку температура плавления восстановленного железа падает в результате науглероживания остаточным углеродом и газообразным СО, плавление восстановленного железа ускоряется.
Для быстрого плавления восстановленного железа в восстановленном железе после восстановления в твердом состоянии должно оставаться достаточное количество углерода для науглероживания. Содержание остаточного углерода определяется количеством железной руды и углеродсодержащего вещества, использованных для изготовления прессовок материалов. Изобретатели в результате экспериментов подтвердили, что когда количество углеродсодержащего вещества первоначально регулируют таким образом, чтобы остаточное содержание углерода, т.е. избыточное содержание углерода в веществе, восстановленном в твердом состоянии, составляло 1,5%, в то время как степень конечного восстановления во время периода восстановления в твердом состоянии достигает 100%, т.е. в то время, когда степень металлизации достигает 100%, восстановленное железо может быть быстро науглерожено, вследствие чего происходит падение температуры плавления. Соответственно, восстановленное железо может быстро образовывать гранулы, имеющие подходящий диаметр, за счет когезии и объединения в диапазоне температур от 1300 до 1500°С. Следует отметить, что когда остаточное содержание углерода, полученное в результате восстановления в твердом состоянии, составляет менее 1,5%, температура плавления восстановленного железа не падает в значительной степени вследствие недостатка углерода для науглероживания, и температура нагрева должна быть поэтому увеличена до 1500°С или более.
Когда степень науглероживания равна нулю, т.е. когда получается чистое железо, температура плавления составляет 1530°С и восстановленное железо может быть расплавлено нагревом при температуре, превышающей указанную температуру. Однако в существующих печах рабочая температура предпочтительно является более низкой для уменьшения тепловой нагрузки, накладываемой на огнеупоры печи. Рабочая температура предпочтительно составляет примерно 1500°С или менее. Рабочие условия в особенности предпочтительно регулируют таким образом, чтобы обеспечить увеличение температуры примерно на величину от 50 до 200°С после исходной точки плавления С, которая является началом периода плавления и когезии. Для ровного и эффективного осуществления вышеописанного восстановления в твердом состоянии, науглероживания и плавления температура во время науглероживания и плавления предпочтительно выше температуры во время восстановления в твердом состоянии на величину от 50 до 200°С, более предпочтительно на величину от 50 до 150°С.
В данном изобретении конечное содержание углерода в конечном продукте - гранулах металлического железа - должно быть в диапазоне от 1,0 до 4,5%, а более предпочтительно от 2,0 до 4,0%. Конечное содержание углерода по существу определяется количеством углеродсодержащего вещества, использованного при получении прессовок материала, и регулированием атмосферы во время периода восстановления в твердом состоянии. Нижний предел содержания углерода определяется остаточным содержанием углерода в восстановленном железе во время конечной стадии восстановления в твердом состоянии и временем удерживания (степенью науглероживания) в течение периода, следующего за периодом восстановления в твердом состоянии. Если степень восстановления, равная 100%, достигается почти во время конечной стадии восстановления в твердом состоянии, как описано выше, с обеспечением остаточного содержания углерода в 1,5%, конечный продукт, представляющий собой гранулы металлического железа, может иметь содержание углерода 1% или более. Кроме того, изобретатели также подтвердили, что когда остаточное содержание углерода в восстановленном железе при завершении восстановления в твердом состоянии составляет 5%, и науглероживание, плавление и когезию восстановленного железа осуществляют во время последующего периода плавления и когезии, то содержание углерода в образованных гранулах металлического железа может быть увеличено до 4,5%. Однако для надежного получения гранул металлического железа, имеющих конечное содержание углерода от 2 до 4%, остаточное содержание углерода в восстановленном железе после завершения восстановления в твердом состоянии предпочтительно регулируют в диапазоне от 1,5 до 4,5%.
Что же касается используемой в способе (газообразной) атмосферы, то во время периода, в котором восстановление в твердом состоянии продвигается быстро, генерируется большое количество СО за счет реакции оксида металла с углеродсодержащим веществом, находящимся в прессовках материалов, и область, смежная с прессовками, поддерживается в сильно восстановительной атмосфере благодаря эффекту самоэкранирования. Однако во время более поздней стадии восстановления в твердом состоянии и во время последующего периода науглероживания и плавления количество полученного газа СО резко уменьшается. Поэтому нельзя ожидать предотвращения повторного окисления вследствие эффекта самоэкранирования.
Фиг.5 показывает результаты проверки соотношения между степенью металлизации, остаточным содержанием FeO и остаточным содержанием углерода в материале, полученном в результате восстановления в твердом состоянии. Как показано на графике, содержание FeO уменьшается в ходе восстановления в твердом состоянии, т.е. когда степень металлизации возрастает. До прямой линии 1 на графике восстановление прессовок материала в твердом состоянии протекает внутри печи с температурой, регулируемой в диапазоне от 1200 до 1500°С. Затем во время периода плавления, в котором температуру регулируют в диапазоне от 1350 до 1500°С в сильновосстановительной атмосфере, происходит науглероживание, плавление и когезия восстановленного железа. Во время данного периода соотношение между степенью металлизации, остаточным содержанием FeO и остаточным содержанием углерода изменяется, как показано участками кривых, включенных в правую часть графика от прямой линии 1.
Кривые (1) и (2) на фиг.5 показывают соотношение между степенью металлизации и остаточным содержанием углерода. Кривая (1) относится к случаю, когда остаточное содержание углерода составляет 1,5% и когда степень металлизации равна 100%. Кривая (2) относится к тому случаю, когда остаточное содержание углерода составляет 3% и степень металлизации равна 100%. Для получения гранул металлического железа настоящего изобретения количество углеродсодержащего вещества предпочтительно регулируют во время процесса получения прессовок материалов таким образом, чтобы остаточное содержание углерода находилось выше кривой (1).
Следует отметить, что даже когда при приготовлении прессовок материалов используется заданное количество углеродсодержащего вещества, остаточное содержание углерода при степени металлизации 100% слегка изменяется в зависимости от степени восстановительности газообразной атмосферы внутри печи. Поэтому количество углеродсодержащего вещества должно быть отрегулировано в соответствии со степенью восстановительности газообразной атмосферы, используемой при работе печи. В любом случае первоначальное количество углеродсодержащего вещества предпочтительно регулируют таким образом, чтобы конечное остаточное содержание углерода составляло 1,5% или более при степени металлизации 100%.
Фиг.6 показывает результаты проверки соотношения между остаточным содержанием углерода при степени металлизации 100% и содержанием С в полученных гранулах металлического железа. Когда остаточное содержание углерода составляет от 1,5 до 5%, полученные гранулы металлического железа могут надежно иметь содержание С от 1,0 до 4,5%. Когда остаточное содержание углерода составляет от 2,5 до 4,5%, полученные гранулы металлического железа могут надежно иметь содержание С от 2,0 до 4,0%.
В вышепредставленном описании для указания состояния восстановления FeO используют два показателя, т.е. степень металлизации и степень восстановления. Определения степени металлизации и степени восстановления описаны ниже. Соотношение между двумя показателями показано, например, на фиг.7. Соотношение между двумя этими показателями изменяется в зависимости от типа железной руды, использованной в качестве источника оксида железа. Фиг.7 показывает соотношение между двумя этими показателями, когда в качестве источника оксида железа используется магнетит (Fe3O4).
Степень металлизации=[полученные гранулы металлического железа/(полученные гранулы металлического железа + железо в железной руде)]×100 (%).
Степень восстановления=[количество кислорода, удаленного во время процесса восстановления/количество кислорода в оксиде железа, содержащемся в прессовках материалов]×100 (%).
В печи для восстановительной плавки, применяемой при получении гранул металлического железа настоящего изобретения, используются вышеуказанные горелки, предназначенные для нагрева прессовок материалов. Во время периода восстановления в твердом состоянии, которое описано выше со ссылкой на фиг.4, источник оксида железа и углеродсодержащее вещество в прессовках материала, поданные в печь, взаимодействуют друг с другом с получением большого количества газа СО и небольшого количества газа СО2. Соответственно, область, смежная с прессовками материала, поддерживается в достаточно восстановительной атмосфере в результате эффекта экранирования газом СО, выделенным из самих прессовок материала.
Однако во время более поздней стадии и конечной стадии периода восстановления в твердом состоянии количество газа СО быстро уменьшается, что приводит к снижению эффекта самоэкранирования. Соответственно, восстановленное железо становится восприимчивым к отходящему газу, т.е. окислительному газу, такому как СО2 и Н2О, полученному при нагревании горелками, и поэтому может произойти повторное окисление восстановленного металлического железа. Кроме того, после завершения восстановления в твердом состоянии вследствие науглероживания восстановленного железа с использованием остаточного углерода в прессовках и уменьшения температуры плавления в результате науглероживания происходит плавление и когезия мелких частиц восстановленного железа. Во время данной стадии вследствие плохого эффекта самоэкранирования может также легко произойти повторное окисление восстановленного железа.
Для эффективного осуществления науглероживания, плавления и когезии после восстановления в твердом состоянии при сохранении чистоты железа на уровне 94% или более и для получения, вследствие этого, гранул металлического железа подходящего диаметра и одновременного предотвращения уменьшения степени чистоты Fe в результате повторного окисления настолько, насколько это возможно, состав газообразной атмосферы в областях науглероживания и плавления предпочтительно оптимизируют.
Ввиду вышеуказанного, проводилось исследование состояния атмосферы для эффективного осуществления науглероживания и плавления при одновременном предотвращении повторного окисления восстановленного железа во время периода науглероживания и плавления после завершения восстановления в твердом состоянии. Результаты исследования будут описаны со ссылкой на фиг.8. В экспериментах использовалась камерная печь, и в качестве регулятора атмосферы во время стадии науглероживания и плавления использовался угольный порошок. Угольный порошок укладывали слоем на под печи до получения достаточной толщины с тем, чтобы во время науглероживания и плавления поддерживалась сильновосстановительная атмосфера.
В частности, в качестве регуляторов атмосферы использовались угольные порошки, имеющие различные диаметры частиц. Угольный порошок укладывали слоями толщиной примерно 3 мм на поддон из оксида алюминия и на слой угольного порошка помещали 50-60 прессовок материала, имеющих диаметр примерно 19 мм. Одну из прессовок материалов снабжали термопарой. Прессовки материалов подавали в камерную печь. Во время нагрева измеряли температуру композита и анализировали состав полученного газа для определения возможности повторного окисления полученного металлического железа. Следует отметить, что температуру в электрической печи регулировали таким образом, чтобы максимальная температура печи составляла примерно 1450°С. Исходный состав газообразной атмосферы внутри печи был следующим: СО2-20% и N2-80%.
Фиг.8 показывает результаты экспериментов, в которых измеряли с течением времени температуру прессовок материалов, определяемую указанной выше термопарой, и анализировали состав газообразной атмосферы при постепенном повышении температуры внутри печи. Горизонтальная ось показывает изменения температуры, а вертикальная ось показывает в упрощенном виде степень восстановительности (восстановительную способность) газообразной атмосферы (СО/СО+СО2). На графике представлены результаты четырех экспериментов. Кривая (3) показывает результат эксперимента, в котором не использовали регулятор атмосферы. Кривая (4) показывает результаты эксперимента, в котором в качестве регулятора атмосферы использовали крупнозернистый угольный порошок, имеющий средний диаметр выше 3,0 мм. Кривые (1) и (2) показывают результаты экспериментов, в которых использовали тонкие угольные порошки А и В, имеющие диаметр 2,0 мм или менее. В график также включены кривая равновесия FeO-Fe и кривая равновесия Fe3O4-FeO. Обведенные овалами участки показывают периоды, во время которых почти завершается восстановление в твердом состоянии, и в этих экспериментах начинаются науглероживание, плавление и когезия восстановленного железа. Во время указанных периодов для предотвращения повторного окисления оксида железа и получения гранул металлического железа с высокой степенью чистоты по Fe является особенно важным контроль газообразной атмосферы.
Как видно из данного графика, кривая (3) эксперимента, в котором не использовали регулятор атмосферы, имеет участок С, показывающий начало науглероживания, плавления и когезии восстановленного железа, расположенный гораздо ниже кривой равновесия FeO-Fe. Данный факт указывает на то, что все восстановленное железо расплавилось, хотя восстановительной плавке подверглась его часть. В данном эксперименте все же получали металлическое железо, но, как указывалось выше, когда происходит восстановительная плавка, полученное железо оказывается в форме губки и потому из него нелегко получить гранулы. Кроме того, степень чистоты Fe в металлическом железе была недостаточной.
В противоположность вышеуказанному, кривые (1) и (2) показывают результаты экспериментов, в которых использовали тонкий угольный порошок. Как следует из данного графика, степень восстановительности газообразной атмосферы была значительно увеличена. Более того, область А, в которой происходило науглероживание, плавление и когезия восстановленного железа, была расположена выше кривой равновесия FeO-Fe, и это означает, что образование FeO в данных экспериментах предотвращалось. Кривая (3) показывает результаты эксперимента с использованием крупнозернистого угольного порошка. В данном эксперименте участок В, на котором происходило науглероживание, плавление и когезия восстановленного железа, был расположен чуть ниже кривой равновесия FeO-Fe. Данный факт означает, что в некоторой степени могло произойти повторное окисление. Однако был определен состав полученного металлического железа и результаты подтвердили, что повторное окисление в данном эксперименте по существу не происходило.
Было также подтверждено, что гранулы металлического железа, имеющие содержание Fe 94% или более и содержание углерода от 1,0 до 4,5%, могут быть получены с высокой эффективностью путем регулирования степени восстановительности газообразной атмосферы до значения по меньшей мере 0,5, более предпочтительно по меньшей мере 0,6, еще более предпочтительно по меньшей мере 0,7 и наиболее предпочтительно выше кривой равновесия FeO-Fe, во время по меньшей мере начальной стадии периода науглероживания, плавления и когезии. В данном случае науглероживание, плавление и когезия могут быть беспрепятственно осуществлены без повторного окисления восстановленного железа, полученного восстановлением в твердом состоянии.
Прямой анализ экспериментальных данных, показанных на фиг.8, предполагает, что при упрощенной восстановительности от 0,5 до 0,7 может произойти повторное окисление в значительной степени. Однако в данном эксперименте проверяется только степень повторного окисления газообразной атмосферы; внутренние части реальных прессовок материалов или атмосфера около реальных прессовок материалов поддерживаются в сильновосстановительной атмосфере из-за присутствия внутри прессовок материала остаточного углерода и регулятора атмосферы. Кроме того, находящийся в атмосфере верхней части пода окислительный газ, такой как СО2 и Н2О, легко восстанавливается углеродсодержащим регулятором атмосферы, когда окислительный газ поступает в область рядом с прессовками материалов. Поэтому предполагается, что при степени восстановительности атмосферы от 0,5 до 0,7 повторное окисление не происходит. Следует отметить, что при степени восстановительности менее 0,5 полученное металлическое железо легко повторно окисляется, а когезия металлического железа и образование гранул металлического железа становятся затрудненными вследствие недостаточного науглероживания, поэтому трудно получить гранулы металлического железа, имеющие диаметр в диапазоне настоящего изобретения.
После завершения науглероживания, плавления и когезии восстановленного железа степень восстановительности газообразной атмосферы быстро уменьшается. Однако при действительной работе печи к этому времени металлическое железо, которое расплавилось и подверглось когезии, почти полностью отделяется от побочного шлакового продукта. Таким образом, газообразная атмосфера едва ли влияет на металлическое железо, и поэтому охлаждением и отверждением данного металлического железа могут быть эффективно получены гранулы металлического железа, имеющие высокое содержание Fe и невысокое содержание включений шлака.
Как следует из вышеуказанного, угольный порошок, используемый в качестве регулятора атмосферы, предпочтительно измельчают до получения порошка диаметром 3 мм или менее, а более предпочтительно 2 мм или менее, для повышения надежности предотвращения повторного окисления во время науглероживания, плавления и когезии. С точки зрения выхода и надлежащей работы печи диаметр угольного порошка наиболее предпочтительно находится в диапазоне от 0,3 до 1,5 мм. На толщину укладываемого слоем угольного порошка не накладываются какие-либо ограничения, но толщина слоя угольного порошка предпочтительно составляет примерно 2 мм или более, более предпочтительно 3 мм или более, поскольку количество угольного порошка в качестве регулятора атмосферы при чрезмерно малой толщине является недостаточным. На верхний предел толщины слоя угольного порошка также не накладываются какие-либо ограничения. Однако, поскольку эффект регулирования атмосферы при чрезмерно большой толщине является значительным, с практической точки зрения и исходя из снижения затрат, целесообразно предпочтительно ограничивать толщину до значения примерно 7 мм или менее, а более предпочтительно примерно 6 мм или менее. В качестве регулятора атмосферы может быть использован любой материал до тех пор, пока он выделяет СО. Примеры таких материалов включают уголь, кокс и древесный уголь. Указанные материалы могут быть использованы по отдельности или в комбинации.
Регулятор атмосферы может быть уложен в виде слоя на под печи перед подачей на под прессовок материалов. В таком случае регулятор атмосферы имеет также функцию защиты огнеупоров пода от утечки шлака во время процесса восстановительной плавки. Однако, поскольку регулятор атмосферы оказывает свое влияние во время периода науглероживания, плавления и когезии после восстановления в твердом состоянии, эффективно также рассыпать регулятор атмосферы над подом печи сразу же перед началом науглероживания и плавления прессовок материалов.
В соответствии с вышеуказанным способом повторное окисление восстановленного железа может быть предотвращено, и поэтому науглероживание, плавление и образование гранул может быть осуществлено эффективно, так как степень восстановительности газообразной атмосферы во время периода науглероживания и плавления повышается. Таким образом, могут быть эффективно получены гранулы металлического железа, имеющие высокое содержание Fe и подходящий размер. Для эффективного осуществления во время процесса ряда стадий от восстановления в твердом состоянии до науглероживания, плавления и когезии температуру и газообразную атмосферу предпочтительно регулируют отдельно на каждой стадии. В частности, температура во время периода восстановления в твердом состоянии предпочтительно составляет от 1200 до 1400°С для предотвращения, как указывалось выше, реакции восстановления в расплаве. Температура во время периода науглероживания, плавления и когезии предпочтительно составляет от 1300 до 1500°С. Более предпочтительно, температура во время периода восстановления в твердом состоянии на 50-200°С ниже температуры во время периода науглероживания, плавления и когезии.
Что касается состояния газообразной атмосферы, то поскольку большое количество газа СО, которое образуется при сгорании углеродсодержащего вещества внутри прессовок материалов, поддерживает сильновосстановительную атмосферу во время периода восстановления в твердом состоянии, тщательный контроль газобразной атмосферы внутри печи не является необходимым. В противоположность указанному, во время периода науглероживания, плавления и когезии выделение газа СО из прессовок материала сильно уменьшается. В результате может легко произойти повторное окисление, вызванное окислительным газом, полученным при горении горелок. Таким образом, для получения гранул металлического железа, имеющих соответствующее содержание углерода, важно надлежащим образом отрегулировать газообразную атмосферу внутри печи в течение указанного периода. Газообразная атмосфера может быть отрегулирована с использованием, например, регулятора атмосферы.
Для подходящего регулирования температуры и состава газообразной атмосферы внутри печи в соответствии с ходом восстановительной плавки печь восстановительной плавки предпочтительно разделяют по меньшей мере на две зоны в направлении движения пода печи с использованием перегородки, показанной на фиг.1-3. Первая зона имеет такую конфигурацию, чтобы она могла служить в качестве зоны для восстановления в твердом состоянии, а расположенная за ней зона имеет такую конфигурацию, чтобы она могла служить в качестве зоны для науглероживания, плавления и когезии с тем, чтобы можно было отдельно контролировать температуру и состав газообразной атмосферы каждой зоны. Следует отметить, что фиг.3 показывает пример, в котором печь разделена на четыре зоны с использованием трех перегородок, что дает возможность осуществления более точного контроля температуры и состава газообразной атмосферы. Число зон можно регулировать таким образом, чтобы оно соответствовало масштабу и конструкции оборудования для восстановительной плавки.
Гранулы металлического железа настоящего изобретения, полученные вышеуказанным способом, по существу не содержат шлакового компонента и имеют степень чистоты Fe 94% или более, а более предпочтительно 96% или более, и содержание углерода от 1,0 до 4,5%. Их диаметр находится в диапазоне от 1 до 30 мм. Данные гранулы металлического железа используют в качестве источника железа на известных производствах по получению стали, например, в электрической печи и конвертере. При использовании гранул металлического железа в качестве материала для получения стали содержание серы в них является настолько низким, насколько это возможно. Были проведены исследования, направленные на максимально возможное удаление серы, содержащейся в железной руде и углеродсодержащем веществе, во время процесса получения гранул металлического железа, а также на получение гранул металлического железа, имеющих низкое содержание серы.
В результате было найдено, что содержание серы в конечном продукте - гранулах металлического железа - может быть уменьшено до 0,08% или менее намеренным добавлением источника СаО, например негашеной извести, гашеной извести или карбоната кальция, во время получения прессовок материалов с использованием железной руды и углеродсодержащего вещества с тем, чтобы отрегулировать основность (т.е. отношение СаО/SiO2) всех шлаковых компонентов, содержащихся в прессовках материалов, до значения от 0,6 до 1,8 и более, предпочтительно до значения от 0,9 до 1,5, при этом общее содержание шлаковых компонентов включает в себя пустопородный компонент в железной руде и т.д.
Следует отметить, что кокс или уголь, который является наиболее часто используемым углеродсодержащим восстановителем, обычно содержит примерно от 0,2 до 1,0% серы. Большинство содержащейся в нем серы переходит в металлическое железо. Если не осуществляется специальное регулирование основности с использованием источника СаО, основность, рассчитанная на состав шлака в прессовках материалов, составляет обычно 0,3 или менее, хотя основность значительно изменяется в зависимости от типа железной руды. В шлаке, имеющем такую низкую основность, невозможно предотвратить примешивание серы в металлическое железо во время процесса восстановления в твердом состоянии или последующего процесса науглероживания, плавления и когезии. Примерно 85% от общего содержания серы в прессовках материалов будет включено в состав металлического железа. В результате содержание серы в гранулах металлического железа увеличивается и качество конечного продукта, являющегося металлическим железом, ухудшается.
Было подтверждено, что при намеренном добавлении источника СаО во время стадии получения прессовок материалов с целью регулирования состава шлакового компонента таким образом, чтобы он показывал основность от 0,6 до 1,8, сера может быть зафиксирована в побочном шлаковом продукте, полученном во время восстановления в твердом состоянии, науглероживания, плавления и когезии. В результате содержание серы в гранулах металлического железа может быть значительно уменьшено.
Считается, что уменьшение содержания серы происходит тогда, когда содержащейся в прессовках материала сере дают возможность взаимодействовать с СаО и таким образом фиксируют ее в виде CaS (CaO+S=CaS). Когда механизм вышепредставленной восстановительной плавки был не совсем ясен, обычно предполагалось, что эффект десульфуризации, сравнимый с эффектом десульфуризации жидкого металла, не может быть достигнут добавлением CaO. Однако изобретатели подтвердили, что находящийся в шлаке СаО захватывает серу, когда восстановленное железо плавится, образует гранулы и отделяется от шлака вследствие науглероживания, вызванного остаточным углеродом, находящимся в восстановленном металле, и поэтому содержание серы в полученных гранулах металлического железа может быть значительно уменьшено.
Представленный механизм уменьшения содержания серы отличается от обычной десульфуризации жидкого металла с использованием шлака, содержащего СаО, и рассматривается как реакция, сходная с вышеописанным процессом. Конечно, если науглероженное и расплавленное восстановленное железо в достаточной степени приводится в контакт с расплавленным побочным шлаковым продуктом при соответствующих условиях нагрева, то реакция жидкости с жидкостью (расплавленного железа с расплавленным шлаком) может определить отношение содержания серы в шлаке (S%) к содержанию S в гранулах металлического железа [S%], т.е. коэффициент распределения серы (S%)/[S%]. Однако, как может быть подтверждено фотографией, показанной на фиг.9, площадь контакта шлак-металл полученного расплавленного железа и полученного шлака является небольшой. Таким образом, невозможно ожидать большого уменьшения содержания серы в результате равновесной реакции шлака с металлом после науглероживания, плавления и когезии восстановленного железа. Соответственно, можно предположить, что механизм десульфуризации при намернном добавлении СаО в прессовки материалов, используемые в вышеуказанном процессе, включает в себя реакцию улавливания серы, свойственную исключительно СаО, во время науглероживания, плавления и когезии восстановленного железа, при этом реакция улавливания серы предотвращает сульфуризацию гранул металлического железа.
Количество СаО, добавленного для регулирования основности, должно быть определено в расчете на количество и состав пустопородного компонента, содержащегося в железной руде или подобном сырье, и количество углеродсодержащего вещества, добавленного к материалу. Стандартное количество СаО, необходимое для регулирования основности всего шлакового компонента в вышеуказанном диапазоне 0,6-1,8 в пересчете на чистый СаО, составляет от 2,0 до 7,0%, а более предпочтительно от 3,0 до 5,0%, СаО в композициях в целом. Когда используют гашеную известь [Ca(OH)2] или карбонат кальция (СаСО3), его количество должно быть пересчитано в СаО. Было подтверждено, что когда в прессовках материалов содержалось 4% СаСО3 для регулирования основности шлакового компонента до значения, равного примерно от 0,9 до 1,1, получали кажущийся коэффициент десульфуризации 45-50%. Кажущийся коэффициент десульфуризации определяли по представленному ниже уравнению. Когда в прессовках материала содержалось 6% СаСО3 для регулирования основности шлакового компонента до значения, равного примерно от 1,2 до 1,5, получали кажущийся коэффициент десульфуризации 70-80%.
Кажущийся коэффициент десульфуризации (%)=[содержание S (%) в гранулах металлического железа, полученных из прессовок материала с добавлением СаО /содержание S (%) в гранулах металлического железа, полученных из прессовок материала без использования добавки СаО]×100.
Влияние добавления источника СаО к материалу на уменьшение содержания серы будет теперь описано на основе экспериментальных данных, полученных с использованием камерной печи. Фиг.10 показывает изменения содержания серы в том случае, когда восстановительную плавку осуществляют, как указано выше, с использованием железной руды, углеродсодержащего вещества, небольшого количества связующего (бентонита или ему подобного) и соответствующего количества СаО.
На фиг.10 «сухая прессовка» показывает, что из 100% серы, содержащейся в материале перед восстановительной плавкой, примерно 89% содержалось в углеродсодержащем веществе (угле) и примерно 11% содержалось в железной руде. Когда прессовки подвергались восстановительной плавке, примерно 85% серы оставалось в восстановленном железе после завершения восстановления в твердом состоянии, как объяснялось выше со ссылкой на фиг.4. Примерно 12% серы испарялось и удалялось из печи. Когда использовали прессовки, не содержащие добавки источника СаО (вычисленная основность шлакового компонента в композите составляла 0,165), 74,8% серы переходило в конечный продукт, которым являлись гранулы металлического железа, и 10,2% серы переходило в шлак.
Когда использовали прессовки материала, имеющие основность шлакового компонента, отрегулированную до значения 1,15 добавлением 3% источника СаО, количество серы, находящейся в гранулах металлического железа, уменьшалось до 43,2%, а количество серы, находящейся в шлаке, увеличивалось до 48,8%. Количество испарившейся и удаленной из печи серы во время производственного процесса уменьшалось примерно до 8%. Когда использовали прессовки материала, имеющие основность шлакового компонента, отрегулированную до значения 1,35 добавлением 5% источника СаО, количество серы, находящейся в гранулах металлического железа, уменьшалось до 18,7%, а количество серы, находящейся в шлаке, увеличивалось до 78,8%. Количество испарившейся и удаленной из печи серы во время производственного процесса уменьшалось примерно до 1,5%.
Вышеуказанные базовые эксперименты с применением камерной печи показали, что регулирование основности добавлением источника СаО было в особенности эффективным для уменьшения количества серы, содержащейся в металлическом железе. Такой же самый эксперимент проводили с использованием демонстрационного реактора. В данном эксперименте количественно определялось влияние основности на уменьшение содержания серы в гранулах металлического железа изменением количества источника СаО для получения различных основностей шлака. Результаты показаны на фиг.11.
Указанный график иллюстрирует соотношение между конечной основностью шлака и содержанием серы в гранулах металлического железа. В эксперименте шлак получали при одновременном изменении количества источника СаО и каждая из точек на графике показывает действительный результат. Имеющий штриховку участок на графике показывает результаты вышеописанных базовых экспериментов с использованием камерной печи. Поскольку в базовых экспериментах применяли метод электрического нагрева, а в качестве газообразной атмосферы использовали инертный газ, окислительный потенциал атмосферы был низким, что оказывало выгодное влияние на кажущийся коэффициент десульфуризации. В противоположность указанному, в демонстрационной печи используются горелки для сгорания, и поэтому степень восстановительности газообразной атмосферы по сравнению с базовыми экспериментами была низкой вследствие генерации газообразного продукта сгорания. Содержание серы в гранулах металлического железа было выше, чем в гранулах базовых экспериментов. Однако основная тенденция была по существу такой же, которая показана результатами базовых экспериментов. Можно подтвердить, что когда источник СаО не добавляется, содержание серы в гранулах металлического железа в области А составляет примерно 0,12%. Когда основность регулировали до значения примерно 1,0, содержание серы, как показано в области В, уменьшалось до значения 0,05-0,08% и кажущийся коэффициент десульфуризации был равен примерно от 33% до 58%. Когда основность повышали до 1,5, содержание серы в гранулах металлического железа, как показано в области С, уменьшалось примерно до 0,05%.
Когда источник СаО добавляют для повышения основности шлака до значения 1,8 или более, температура плавления полученного шлака возрастает, а поэтому рабочая температура должна быть повышена до чрезмерно высокого уровня. В результате ускоряется повреждение печи и экономия тепла становится невозможной. Кроме того, ухудшается когезия восстановленного железа, и полученное в результате металлическое железо в виде мелких частиц размером менее 1 мм имеет низкую ценность.
Как следует из указанных экспериментов, когда к прессовкам материала для повышения основности шлакового компонента примерно до значения 0,6 или более намеренно добавляют соответствующее количество источника СаО, полученный шлак захватывает значительно большее количество серы, а поэтому количество серы, перешедшей в гранулы металлического железа, может быть значительно уменьшено. В результате могут быть легко получены гранулы металлического железа, которые соответствуют уровню содержания серы, необходимому в настоящем изобретении, т.е. гранулы металлического железа, имеющие содержание серы 0,08% или менее. Кроме того, как указывалось выше со ссылкой на фиг.10, количество серы, удаленной из печи в виде SOх или подобного соединения во время ряда стадий получения гранул металлического железа, может быть значительно уменьшено. Таким образом, загрязнение воздуха вследствие выделения отходящего газа может быть сведено к минимуму. Более того, сложность десульфуризации отходящего газа может быть значительно уменьшена, если такая десульфуризирующая обработка отходящего газа осуществляется.
Когда, как указывалось выше, для уменьшения содержания S добавляется источник СаО, то во время периода восстановительной плавки вследствие уменьшения температуры плавления побочного шлакового продукта в зависимости от количества добавленного источника СаО может произойти утечка шлака с низкой температурой плавления, что приводит к разложению огнеупоров пода. При осуществлении вышеописанного способа предпочтительно осуществляется двухстадийный метод нагрева, включающий в себя период восстановления в твердом состоянии и период науглероживания, плавления и когезии. Во время периода восстановления в твердом состоянии температуру предпочтительно регулируют до значений от 1200 до 1400°С, а во время периода науглероживания, плавления и когезии температуру предпочтительно регулируют до значения от 1350 до 1500°С. В этом способе восстановление в твердом состоянии может быть в достаточной степени осуществлено ниже температуры плавления побочного шлакового продукта, а затем для сведения к минимуму нежелательной утечки побочного шлакового продукта можно осуществить восстановление оставшегося FeO и науглероживание, плавление и когезию восстановленного железа.
При получении металлического железа сначала восстановительной плавкой прессовок материалов, содержащих железную руду и углеродсодержащее вещество, а затем науглероживанием, плавлением и когезией полученного материала должны быть соответствующим образом отрегулированы количество углеродсодержащего восстановителя в прессовках материала, температурные условия во время восстановления в твердом состоянии и состав газообразной атмосферы, а также температурные условия во время науглероживания и плавления и т.д. В данном способе могут быть эффективно осуществлены восстановление, науглероживание, плавление, когезия и объединение, и могут быть получены гранулы металлического железа, имеющие высокую степень чистоты Fe, подходящее содержание углерода и подходящий диаметр. При данных условиях полученные гранулы металлического железа имеют содержание Si от 0,02 до 0,5% и содержание Mn менее 0,3%. Содержание серы в гранулах металлического железа может быть уменьшено намеренным добавлением в прессовки материалов СаО для регулирования основности шлакового компонента.
Полученные гранулы металлического железа настоящего изобретения имеют высокую степень чистоты Fe, подходящее содержание углерода, однородную форму и размер от 1 до 30 мм. Таким образом, гранулы металлического железа настоящего изобретения показывают высокое удобство манипулирования и поэтому могут быть эффективно использованы в качестве источника железа для получения чугуна, стали или различных легированных сталей.
Примеры
Настоящее изобретение будет теперь подробно описано с использованием примеров. Данные примеры не ограничивают объем настоящего изобретения. Возможны его различные модификации без отклонения от объема изобретения, раскрытого в данном описании. Такие модификации включены в техническую сущность настоящего изобретения.
Пример 1
Прессовки материалов, имеющие диаметр примерно 19 мм, получали однородным смешиванием гематита, т.е. источника железа, угля и небольшого количества связующего (бентонита). Металлическое железо получали с использованием указанных прессовок материалов. Прессовки материалов подавали в печь для восстановительной плавки с вращающимся подом того типа, который показан на фиг.1-3, и осуществляли восстановление в твердом состоянии при температуре атмосферы примерно 1350°С до достижения степени металлизации примерно 90%. Затем образованные прессовки материалов переносили в зону науглероживания, плавления и когезии при температуре атмосферы 1440°С для осуществления науглероживания, плавления и когезии и для отделения побочного шлакового продукта с целью получения гранул металлического железа, не содержащих шлака.
В данном способе перед подачей прессовок материала в печь для регулирования степени восстановительности газообразной атмосферы во время периода науглероживания, плавления и когезии в диапазоне от 0,60 до 0,75 на под печи укладывали слоями угольный порошок, т.е. регулятор атмосферы, имеющий диаметр 2 мм или менее, до толщины примерно 5 мм. Состав материала, состав восстановленного железа после завершения восстановления в твердом состоянии, состав конечного продукта, являющегося металлическим железом, состав полученного шлака и т.д. показаны на фиг.12.
Металлическое железо, которое расплавилось, подверглось когезии и по существу полностью отделилось от шлака, затем переносили в зону охлаждения для охлаждения до температуры 1000°С, отверждали и выгружали из печи с помощью разгрузочного устройства. Анализировали коэффициент производительности и составы извлеченных гранул металлического железа, побочный шлаковый продукт и избыточное содержание углеродсодержащего вещества. Непосредственно перед науглероживанием и плавлением из печи восстановительной плавки брали пробу восстановленного железа для анализа состава восстановленного железа непосредственно перед науглероживанием и плавлением. Результаты показывали, что степень металлизации была равна примерно 90% и остаточное содержание углерода составляло 4,58%. Период времени от подачи прессовок материала до выгрузки металлического железа был удивительно коротким, т.е. составлял примерно 9 минут. Полученное металлическое железо имело содержание углерода 2,88%, содержание Si 0,25% и содержание S 0,165%. Полученное металлическое железо можно было легко отделить от побочного шлакового продукта. Фотографический снимок полученных гранул металлического железа показан на фиг.13. Гранулы металлического железа имели диаметр около 10 мм и по существу однородный размер.
Пример 2
Прессовки материала, имеющие диаметр примерно 19 мм, получали однородным смешиванием магнетита, т.е. источника железа, угля, небольшого количества связующего (бентонита) и 5% СаСО3 в качестве регулятора основности шлака и формированием полученной смеси в виде прессовок.
Прессовки материала подавали на слой угольного порошка (средний диаметр примерно 3 мм), имеющий толщину примерно 3 мм, причем слой угольного порошка был образован на поде печи. Угольный порошок использовали в качестве регулятора атмосферы. Восстановление в твердом состоянии осуществляли, как в примере 1, при одновременном поддержании температуры атмосферы примерно при 1350°С до достижения степени металлизации около 100%. Затем образованные прессовки материалов переносили в зону плавления, поддерживаемую при 1425°С, с тем, чтобы осуществить науглероживание, плавление, когезию и отделение побочного шлакового продукта с целью получения металлического железа, не содержащего шлака. Состав материала, состав восстановленного железа после завершения восстановления в твердом состоянии, состав конечного продукта, являющегося металлическим железом, состав полученного шлака и т.д. показаны на фиг.14.
Металлическое железо, которое расплавилось, подверглось когезии и по существу полностью отделилось от шлака, затем переносили в зону охлаждения для охлаждения до температуры 1000°С, отверждали и выгружали из печи с помощью разгрузочного устройства. Анализировали коэффициенты производительности и составы извлеченных гранул металлического железа, побочный шлаковый продукт и избыточное содержание углеродсодержащего вещества. Непосредственно перед науглероживанием и плавлением из печи восстановительной плавки брали пробу восстановленного железа для анализа состава восстановленного железа непосредственно перед науглероживанием и плавлением. Результаты показали, что степень металлизации была равна примерно 92,3% и остаточное содержание углерода составляло 3,97%.
Период времени от подачи прессовок материала до выгрузки металлического железа был удивительно коротким, т.е. составлял примерно 8 минут. Полученное металлическое железо имело содержание углерода 2,10%, содержание Si 0,09% и содержание S 0,07%. Поскольку в данном примере для уменьшения содержания S добавляли источник СаО, содержание S было меньше, чем в примере 1. Фотографический снимок полученных гранул металлического железа показан на фиг.15, при этом 98% или более гранул железа имели диаметр в диапазоне от 5 до 30 мм.
В данном примере, из-за уменьшения температуры плавления побочного шлакового продукта вследствие добавления источника СаО во время более позднего периода восстановления в твердом состоянии следует опасаться утечки расплавленного шлака. Однако в примере используется двухстадийный процесс нагрева, в котором температуру во время периода восстановления в твердом состоянии регулировали до значений от 1200 до 1400°С для получения восстановленного железа, имеющего высокую степень металлизации, восстановлением в твердом состоянии, а затем полученное восстановленное железо нагревали до температуры от 1350 до 1500°С. Кроме того, поскольку на под печи укладывали слоями угольный порошок, т.е. регулятор атмосферы, проблема разрушения огнеупоров пода вследствие утечки расплавленного шлака, никогда не возникала.
Микроскопическая структура восстановленного железа на конечной стадии восстановления в твердом состоянии была исследована подробно. В примере 1, где источник СаО не использовался, на поверхности восстановленного железа присутствовал Fe-(Mn)-S в высокой концентрации. Было подтверждено, что во время науглероживания и плавления Fe-(Mn)-S захватывался в расплавленное железо. В противоположность указанному, в примере 2, где использовался источник СаО, большей части серы давали возможность взаимодействовать с источником СаО и связывали во время конечной стадии восстановления в твердом состоянии. Было подтверждено, что во время стадии науглероживания и плавления предотвращалось попадание серы в расплавленное железо.
Другой эксперимент осуществляли, как в вышепредставленном эксперименте, но с заменой угольного порошка, использованного в качестве регулятора атмосферы, на тонкий угольный порошок, имеющий размер частиц 2,0 мм или менее. Было подтверждено, что содержание S в образованном металлическом железе уменьшалось до 0,032%.
Пример 3
Эксперимент осуществляли при таких же условиях, как в примере 1, с использованием промышленной печи. В данном эксперименте диаметр прессовок материалов (окатышей) изменяли в диапазоне от 3 до 35 мм для изучения влияния размера прессовок материалов на средний диаметр и среднюю массу полученных гранул металлического железа. Результаты показаны на фиг.16.
Как следует из данного графика, гранулы металлического железа, имеющие диаметр в диапазоне от 5 до 20 мм, т.е. тип гранул металлического железа в виде конечного продукта, являющегося металлическим железом, показывающие высокое удобство манипулирования, могут быть эффективно получены из прессовок материала (сухих окатышей), имеющих диаметр примерно от 10 до 35 мм.
Промышленная применимость
Настоящее изобретение, представленное вышеприведенным описанием, предусматривает гранулы металлического железа, имеющие высокую чистоту Fe, соответствующее содержание С и подходящий размер для простоты манипулирования. Гранулы металлического железа, кроме того, имеют низкое содержание S, Si и Mn, ими легко манипулировать в качестве источника железа и они имеют надежное качество. Как указывалось выше, полученные гранулы металлического железа могут быть эффективно и надежно изготовлены с высокой воспроизводимостью при соответствующем регулировании производственных условий.
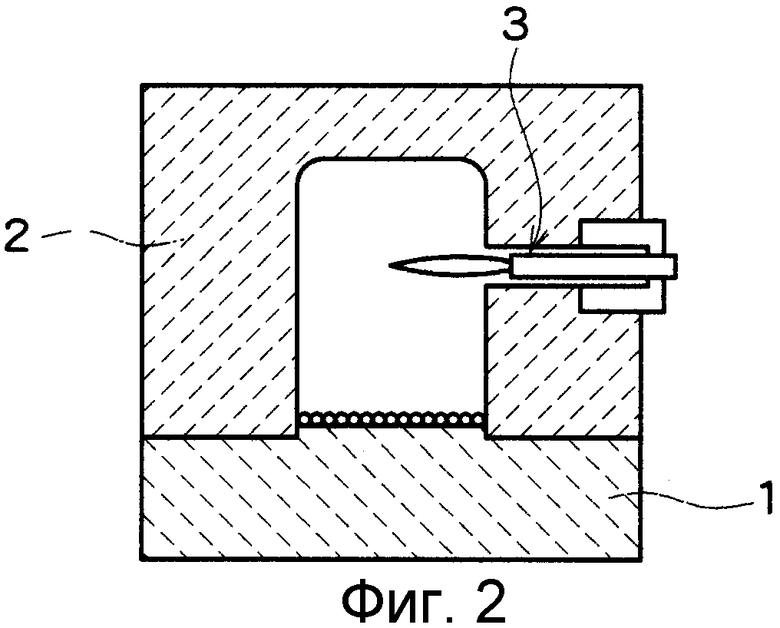
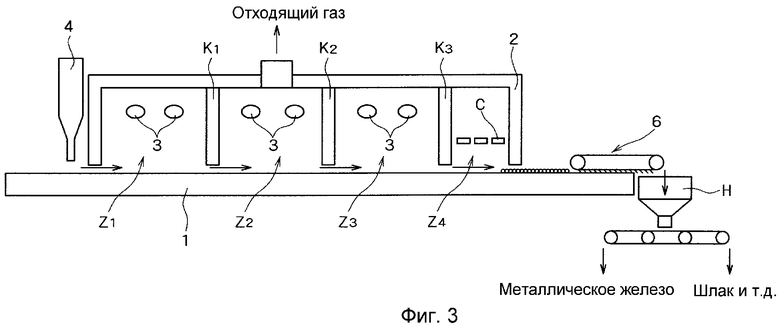
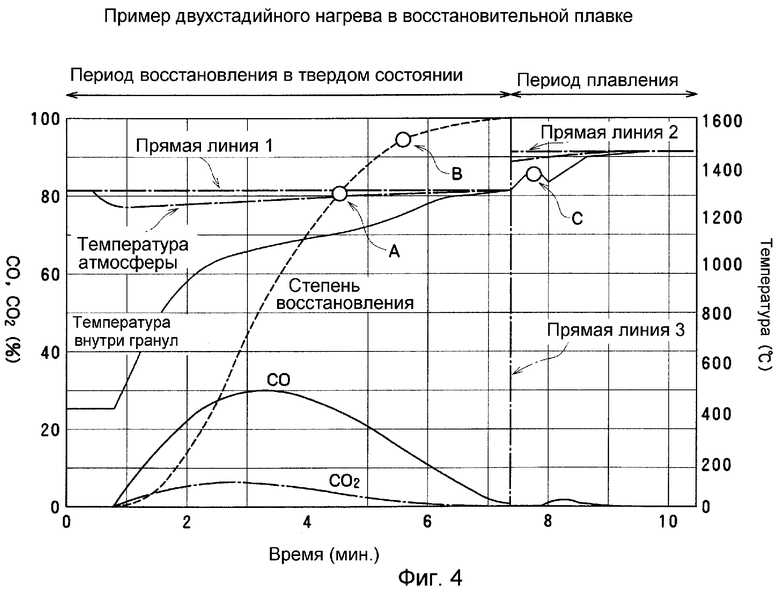
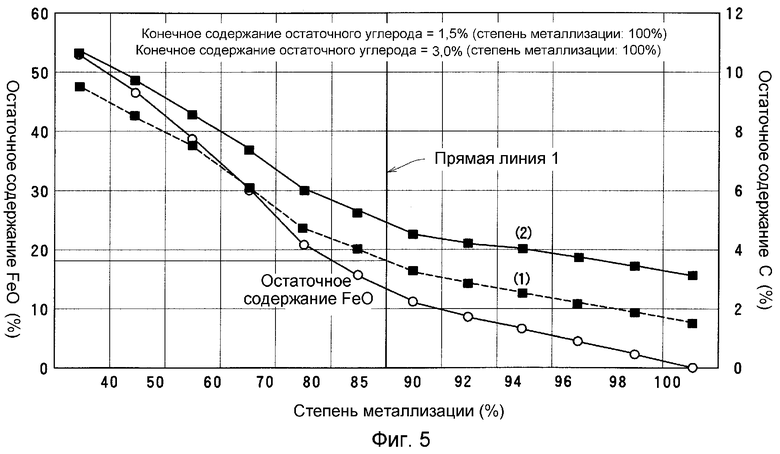
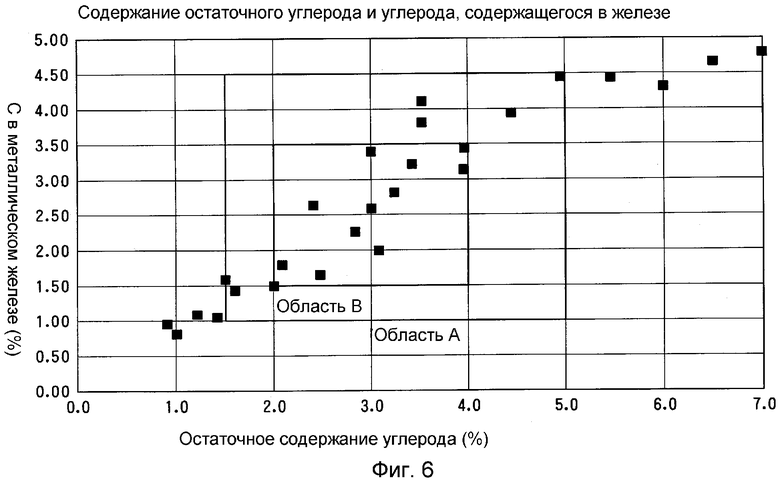
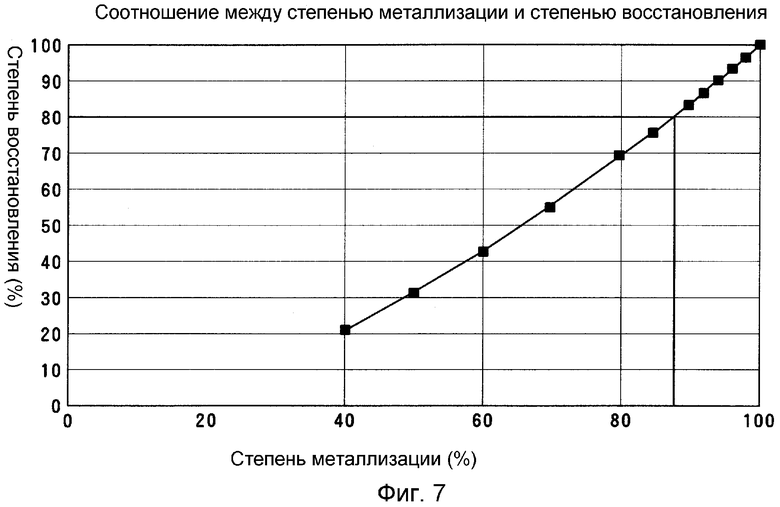
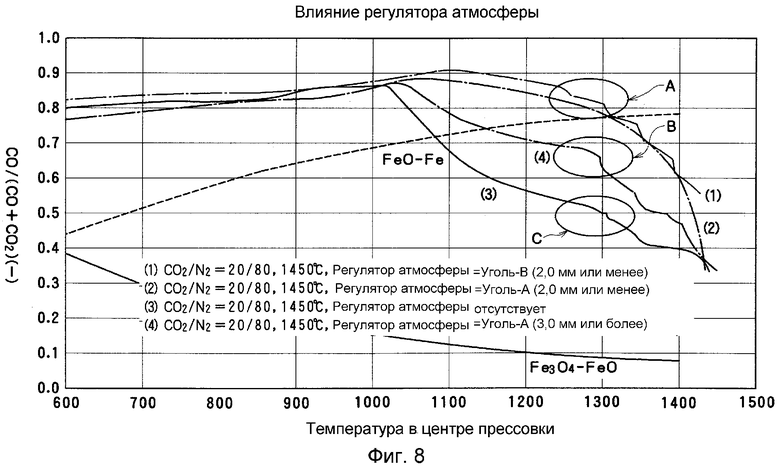
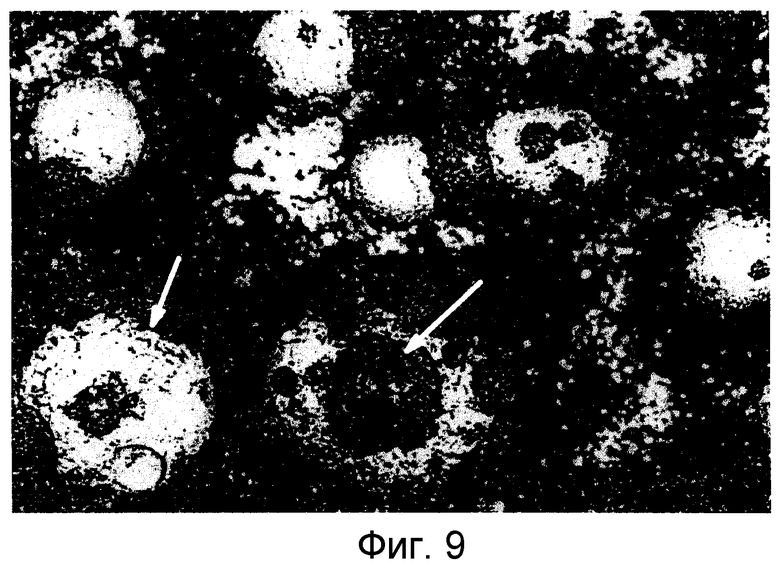

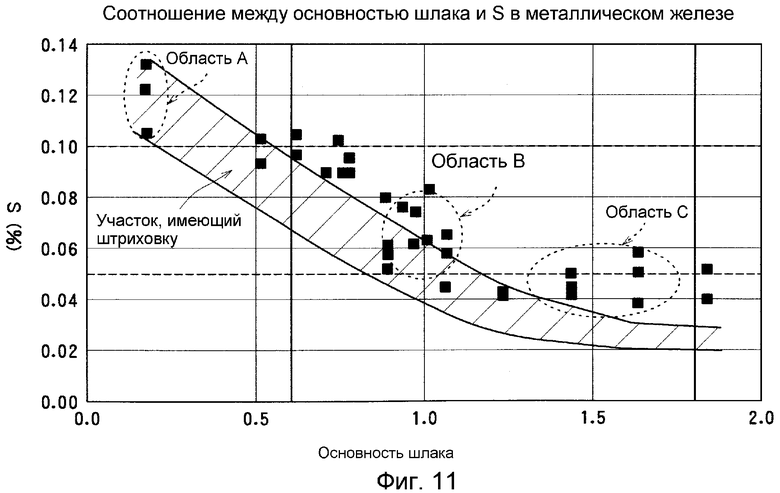
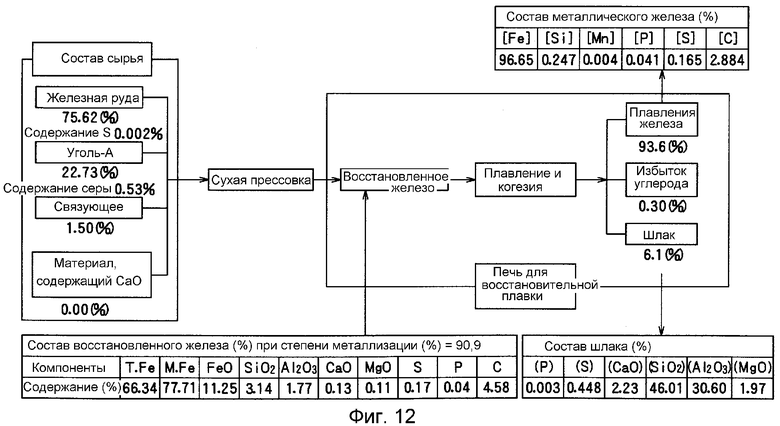
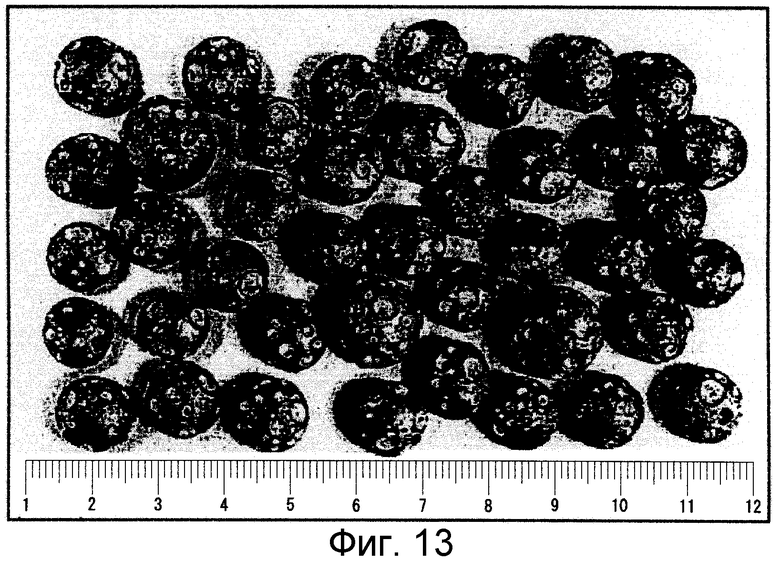
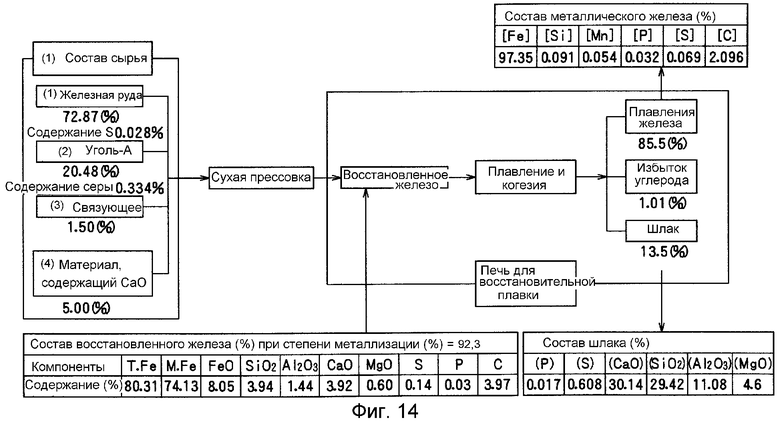
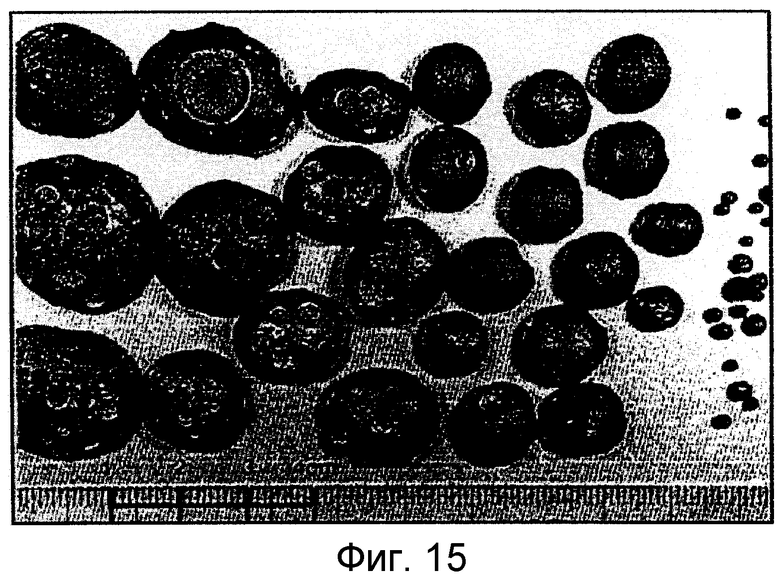
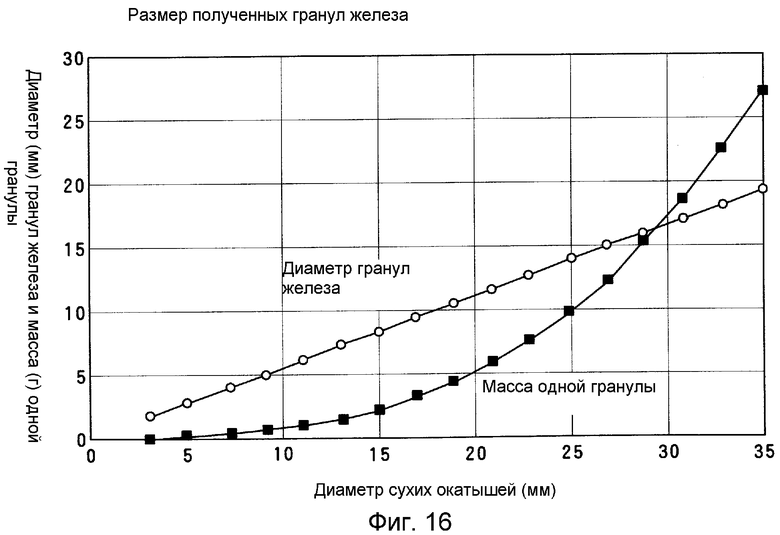
Гранулы металлического железа получают в печи с вращающимся подом путем восстановительной плавки прессовок, включающих материал, содержащий углеродсодержащий восстановитель, и материал, содержащий оксид металла. Причем гранулы металлического железа содержат по меньшей мере 94 мас.% Fe, от 1,0 до 4,5 мас.% С и имеют диаметр от 1 до 30 мм, отрегулированный с помощью, по меньшей мере, размера прессовок и/или плотности загрузки прессовок на под печи. Гранулы получены нагревом и восстановлением оксида металла в прессовках в твердом состоянии и дальнейшим нагревом полученного восстановленного железа в восстановительной атмосфере для науглероживания и расплавления полученного восстановленного железа и обеспечения возможности полученному восстановленному железу сформировать гранулы при исключении побочного шлакового продукта. Количество углеродсодержащего восстановителя в прессовках отрегулировано таким образом, что остаточное содержание углерода при степени металлизации 100% после восстановления нагревом составляет от 1,5 до 5,0 мас.%. 6 з.п. ф-лы, 16 ил.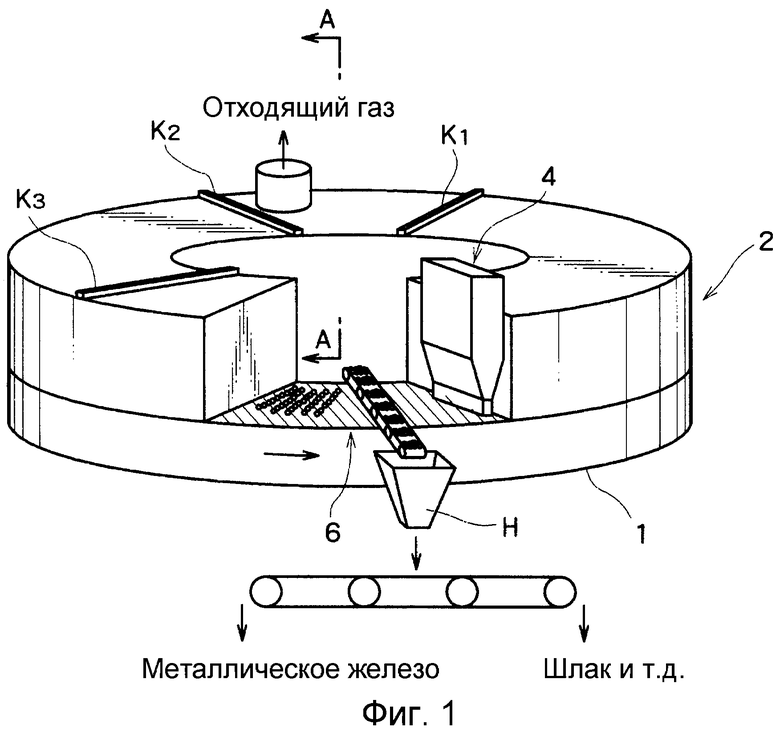
| NEGAMI Т | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| KOBE STEEL LTD | |||
| Beyond the blast furnace | |||
| GORHAM CONFERENCES | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Atlanta Airport Marriott | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| US 3443931 A, 13.05.1969 | |||
| Устройство для получения металлических гранул | 1988 |
|
SU1652030A1 |

