Изобретение относится к способам защите резьбы фланцевого соединения о отвинчивания и воздействия внешних факторов при помощи колпачков.
Известно крепежное устройство для изолирующего фланцевого соединения (патент на ПМ RU № 165755, МПК F16L 23/02, опубл. 10.11.2016 Бюл. № 31), содержащее шпильку, представляющую собой цилиндрический металлический стержень с резьбой на обоих концах, на оба конца которого установлены изолирующие прокладки в виде текстолитовых шайб, затем - стальные шайбы, сверху стянутые затяжными металлическими шестигранными гайками, причем на тело шпильки предварительно установлена термоусадочная муфта, создавая сплошное покрытие на теле шпильки.
Которым реализуется способ для изолирующего фланцевого соединения, включающий нанесение перед установкой в отверстие фланца на тело шпильки с резьбовыми концами термоусадочной муфты, создавая сплошное покрытие на теле шпильки, а после установки в отверстие фланца на оба конца шпильки размещение изолирующих прокладок в виде текстолитовых шайб, затем - стальных шайб, сверху стянутых затяжными металлическими шестигранными гайками.
Недостатком данного способа является отсутствие защиты самого резьбового соединения от внешних факторов и откручивания.
Известно также предохранительное устройство (патент RU № 2597546, МПК F16B 41/00, F16B 1/00, опубл. 10.09.2016 Бюл. № 25), включающее основание с верхней и нижней частями; гаечный колпачок, вращающийся в закрепленном состоянии вместе с основанием и выступающий за верхний край основания; индикатор вращения гайки, соединенный с гаечным колпачком и предназначенный для вращения вместе с гаечным колпачком, индикатор вращения гайки, располагающийся под нижней частью основания; сигнализационное отверстие в основании рядом с гаечной головкой, в котором в результате вращения гаечного колпачка часть индикатора вращения становится доступной для осмотра через сигнализационное отверстие.
Которым реализуется способ контроля ослабления гаек, включающий установку сверху закрученных гаек основания, в отверстия которого вставлены с возможностью вращения гаечные колпачки с индикаторами вращения, устанавливаемые с натягом на гайки, причем индикатор вращения каждого гаечного колпачка, располагаемый под основанием, при полностью затянутой гайке совмещают при установке колпачка с соответствующей меткой в виде дополнительных отверстий основания.
Недостатками данного способа являются сложность установки сложного по конструкции устройства и отсутствие защиты резьбы от внешних факторов.
Наиболее близким по технической сущности является способ Землякова Н.В. стопорения гайки относительно резьбового стержня (патент RU № 2392507, МПК F16B 39/02, опубл. 20.06.2010 Бюл. № 17), включающий размещение на резьбовом стержне поверх детали обычной шайбы и затем пружинной шайбы с последующим навинчиванием крепежной гайки до полного сжатия разрезных концов пружинной шайбы и последующим размещением поверх граней гайки пружинной шайбы и выступающего конца резьбового стержня колпачка или трубки из термоусадочного материала, прогрев термоусадочного материала до полного охвата всех граней гайки, боковой поверхности пружинной шайбы и выступающего резьбового конца стержня с обеспечением приплавки термоусадочного материала к последнему резьбовому витку стержня.
Недостатками данного способа являются большие затраты термоусадочного материала, для закрытия резьбы и гайки, которая является часто в работе расходным материалом, при этом необходимо использование дорогостоящего термоусадочного материала с большой степенью термосжатия (усадка под действием температуры), так как колпачок должен надеваться на гайку а после усадки плотно и герметично охватить витки резьбового стержня (шпильки или болта), так же данный способ не защищает от коррозии резьбовой стержень и отверстия зажимаемой детали, что может привести к прикипанию (неразъемному соединению из-за коррозии) резьбового стержня и отверстия, делая соединение неразборным.
Техническим результатом предлагаемого изобретения является создание способа защиты резьбы фланцевого соединения от воздействия внешних факторов и отвинчивания, обеспечивающего использование недорогого термоусадочного материала и его экономию за счет защиты колпачком только выступающей из гайки части резьбового стержня, исключая отвинчивание гайки, и защиту от коррозии всей поверхности резьбового стержня, благодаря предварительного покрытия его антикоррозионным материалом по всей поверхности.
Техническое решение достигается способом защиты резьбы фланцевого соединения от воздействия внешних факторов и отвинчивания, включающим размещение на резьбовом стержне поверх фланца технологических шайб, навинчивание крепежной гайки на резьбовой стержень до полного герметичного сжатия соответствующих фланцев и последующим размещением поверх выступающего конца резьбового стержня колпачка из термоусадочного материала, прогрев термоусадочного материала колпачка до полного охвата резьбового конца стержня с обеспечением приплавки термоусадочного материала к последнему резьбовому витку стержня.
Новым является то, что резьбовой стержень по всей длине предварительно покрывают его антикоррозионным материалом толщиной, не мешающей навинчиванию крепежной гайки на резьбовой стержень, а колпачок перед прогревом размещают только над выступающим из гайки концом резьбового стержня.
Новым является также то, что колпачок изнутри в районе контакта с резьбовым концом стержня предварительно покрывают термопластичным клеем.
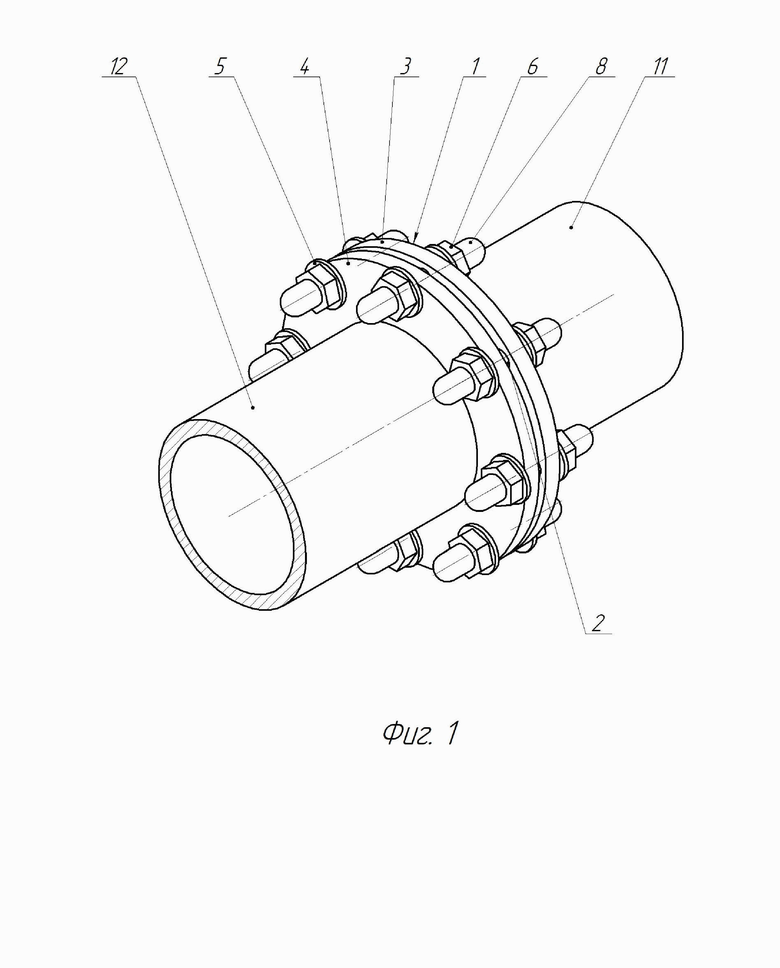
На фиг. 1 изображено фланцевое соединение в изометрии.
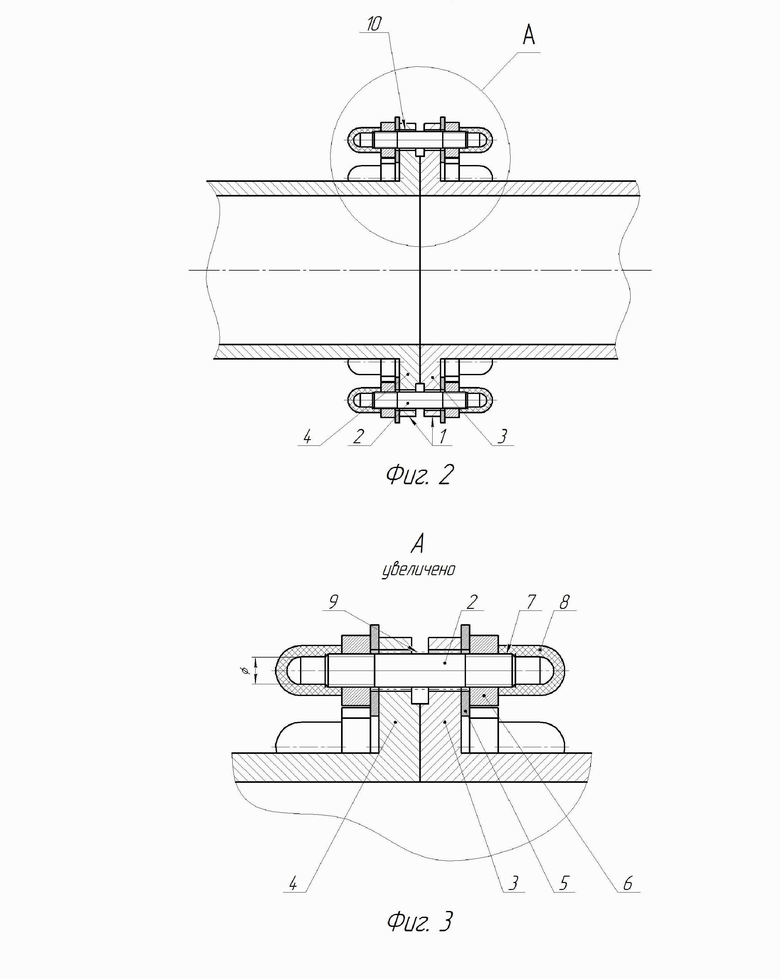
На фиг. 2 изображено фланцевое соединение в продольном разрезе.
На фиг. 3 изображен увеличенный вид А фиг. 2.
Конструктивные элементы, уплотнения и технологические соединения, не влияющие на реализацию способа, на чертежах (фиг. 1-3) не показаны или показаны условно).
Способ защиты резьбы фланцевого соединения 1 (фиг. 1 и 2) от воздействия внешних факторов и отвинчивания, включающий размещение на резьбовом стержне 2 (фиг. 2 и 3) поверх фланца 3 или 4 (фиг. 1-3) технологических шайб 5 (на количество шайб и их вид автор не претендует, так как они выбираются исходя из технологических требований к резьбовому соединению), навинчивание крепежной гайки 6 на резьбовой стержень 2 (фиг. 3) до полного герметичного сжатия соответствующих фланцев 3 и 4 и последующим размещением поверх советующего выступающего конца 7 резьбового стержня 2 колпачка 8 (фиг. 1 - 3) из термоусадочного материала, прогрев термоусадочного материала колпачка 8 до полного охвата резьбового конца 7 (фиг. 3) стержня 2 с обеспечением приплавки термоусадочного материала колпачка 8 к последнему резьбовому витку конца 7 стержня 2. Резьбовой стержень 2 по всей длине предварительно покрывают его антикоррозионным материалом 9 (фиг. 3 - показан условно) толщиной, не мешающей навинчиванию крепежной гайки 6, а колпачок 8 перед прогревом размещают только над выступающим из гайки 6 концом 7 резьбового стержня 2. При длительных сроках использования (6 мес. и более) фланцевого соединения 1 для лучшей герметизации колпачок 8 изнутри в районе контакта с резьбовым концом 7 стержня 2 предварительно покрывают термопластичным клеем (на фиг. 1 - 3 не показано).
Способ реализуется в следующей последовательности.
Предварительно определяют длину трубопровода (не показан) и количество фланцевых соединений 1 (фиг. 1). Исходя из количества отверстий 10 (фиг. 2) в фланцах 3 и 4 фланцевого соединения 1 определяют необходимое количество резьбовых стержней 2 (ботов или шпилей) и соответствующих шайб 5 (фиг. 3), гаек 6 и колпачков 8. Обычно необходимое количество резьбовых стержней 2 и соответствующих шайб 5, гаек 6 и колпачков 8 увеличивают на 5-7% - запас на случай утери или выхода из строя.
При длительных сроках использования (6 мес. и более) фланцевого соединения 1 при изготовлении на колпачки 8 изнутри в районе контакта с резьбовым концом 7 стержня 2 наносят термопластичный клей. Для изготовления колпачков 8 чаще всего используют наиболее дешевые и технологичные термоусадочные трубки (ТУТ) с коэффициентом усадки 2:1 или 3:1 (уменьшение внутреннего диаметра в 2 или 3 раза), например, изготовленные по ТУ 2247-01179523310-2006 производства фирмы КВТ (г. Калуга) или т.п. (производитель не принципиален). Для практического применения выбраны ТУТ со следующими характеристиками, которые занесены в таблицу.
Причем для обеспечения свободной посадки и надежной герметизации конца 7 (фиг. 3) стержня 2 внутренний диаметр (Ø) из таблицы после усадки должен быть как минимум на 10 % меньше диаметра резьбы стержня 2, а до усадки - больше диаметра резьбы стержня 2.
Для получения колпачка 8 один из концов ТУТ запаивают, например, выбранной длины ТУТ надевают на охлаждаемую изнутри трубку, а свободный конец смазывают изнутри клеем, нагревают, плотно и герметично прижимают для схватывания клея. Также возможен заказ для заводского изготовления соответствующих колпачков 8 (при массовом использовании).
мм
мм
мм
Поверхности всех резьбовых стержней 2 (фиг.3) покрывают антикоррозионным материалом 9 (цианирование, цинкование, покрытие антикоррозионной краской или лаком или т.п. - автор на виды покрытия и технологию нанесения не претендует) выбранной технологами толщиной, не мешающей навинчиванию гайки 6 на резьбовой стержень 2.
После доставки всего необходимого на место работы фланцы 3 (фиг. 1) и 4 соответствующих труб 11 и 12 стыкуют с образованием фланцевого соединения 1. Отверстия 10 (фиг. 2) фланцев 3 и 4 совмещают и в них вставляют резьбовые стержни 2. На выступающие концы резьбовых стержней 2 (фиг. 3) устанавливают технологические шайбы 5, которые прижимают соответствующими гайками 6 Гайки 6 (фиг. 1) равномерно по периметру соответствующих фланцев 3 или 4 затягивают до плотного и герметичного прижатия фланцев 3 (фиг. 2) и 4 к друг другу. При этом целостность антикоррозионного материалом 9 на резьбе стержня 2 нарушается (срезается и направляется в сторону соответствующего фланца 3 или 4, герметично перекрывая резьбу под гайкой 2), и свободный конец 7 стержня 2 остается незащитным, подверженным агрессивному влиянию внешней среды. Для защиты резьбы стержня 2 снаружи гайки 6 на выступающий конец 7 стрежня 2 надевают колпачок 8 до плотного прижатия к гайке 6 и осуществляют прогрев (технологическим феном, огнем зажигалки или спички, прогретым паяльником или т.п. - не показано, автор не претендует) термоусадочного материала колпачка 8 до полного охвата резьбового конца 7 стержня 2 с обеспечением приплавки термоусадочного материала колпачка 8 к последнему резьбовому витку конца 7 стержня 2, исключая отвинчивание гайки 6 со стержня 2. При наличии термопластичного клея он при прогреве также плавится, заполняет все витки резьбового конца 7 стержня 2, обеспечивая дополнительные герметизацию и адгезию колпачка 8 к концу 7 стержня 2 и гайке 6. При этом резьбовой стержень 2 защищен от коррозии изнутри фланцевого соединения 1 (фиг. 2) антикоррозионным материалом 9, а снаружи - колпачком 8 (фиг. 3), что полностью исключает прикипание за счет коррозии стержня 2 к отверстию 10 (фиг. 2) и резьбы стержня 2 (фиг. 3) к гайке 6.
Для разъединения фланцевого соединения 1 (фиг. 1) достаточно просто последовательно открутить все гайки 6 с резьбового стержня 2, которые срежут соответствующие колпачки 8, снять шайбы 5, вытащить все стержни 2 (фиг. 2) из отверстий 10 и разъединить фланцы 3 и 4. Для упрощения срезания колпачков 8 перед отворотом гаек 6 допускается их продольный надрез (ножом, шилом или любым другим острым предметом - автор не претендует). На практике использования на месторождениях Республики Татарстан (РТ) при реализации способа ни разу не наблюдалось несанкционированное отвинчивание прикипание стрежня 2 к отверстию 10 и резьбы стержня 2 (фиг. 3) к гайке 6.
Предлагаемый способ защиты резьбы фланцевого соединения от воздействия внешних факторов и отвинчивания обеспечивает использование недорогого термоусадочного материала и его экономию за счет защиты колпачком только выступающей из гайки части резьбового стержня, исключая отвинчивание гайки, и защиту от коррозии всей поверхности резьбового стержня, благодаря предварительного покрытия его антикоррозионным материалом по всей поверхности.
Изобретение относится к области машиностроения, а более конкретно к защите резьбы соединения от отвинчивания и воздействия внешних факторов. Способ защиты резьбы фланцевого соединения от воздействия внешних факторов и отвинчивания включает размещение на резьбовом стержне поверх фланца технологических шайб, навинчивание крепежной гайки на резьбовой стержень до полного герметичного сжатия соответствующих фланцев с последующим размещением поверх выступающего конца резьбового стержня колпачка из термоусадочного материала. Затем следует прогрев термоусадочного материала колпачка до полного охвата резьбового конца стержня с обеспечением приплавки термоусадочного материала колпачка к последнему резьбовому витку стержня. Резьбовой стержень по всей длине предварительно покрывают его антикоррозионным материалом толщиной, не мешающей навинчиванию крепежной гайки на резьбовой стержень. Колпачок перед прогревом размещают только над выступающим из гайки концом резьбового стержня. Колпачок изнутри в районе контакта с резьбовым концом стержня предварительно может быть покрыт термопластичным клеем. Достигается снижение материалоемкости. 1 з.п. ф-лы, 3 ил., 1 табл.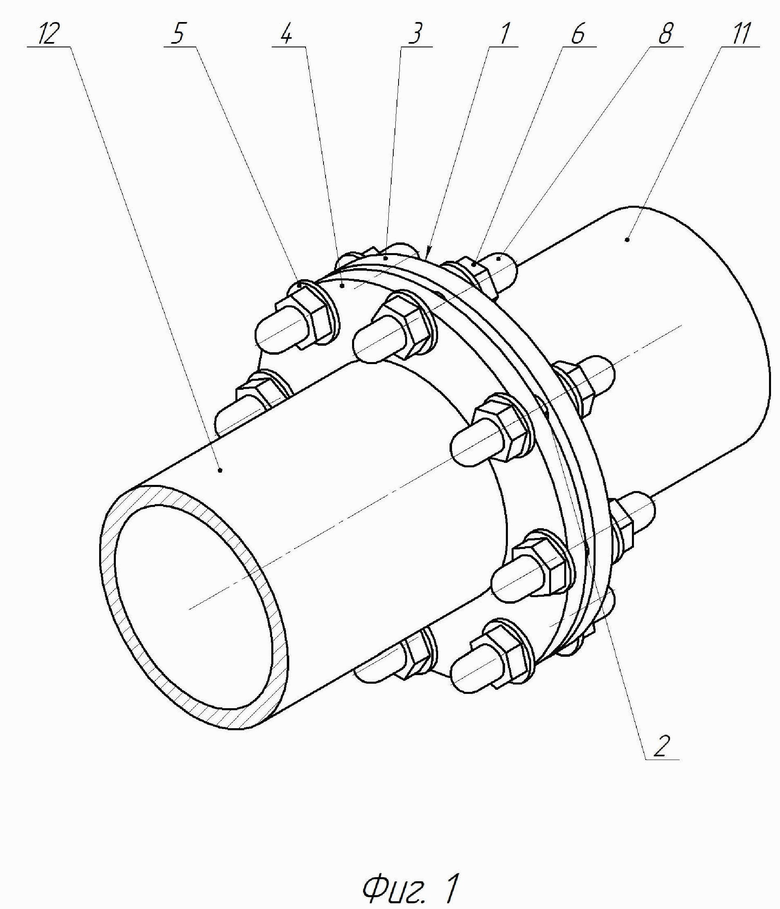
1. Способ защиты резьбы фланцевого соединения от воздействия внешних факторов и отвинчивания, включающий размещение на резьбовом стержне поверх фланца технологических шайб, навинчивание крепежной гайки на резьбовой стержень до полного герметичного сжатия соответствующих фланцев с последующим размещением поверх выступающего конца резьбового стержня колпачка из термоусадочного материала, прогрев термоусадочного материала колпачка до полного охвата резьбового конца стержня с обеспечением приплавки термоусадочного материала колпачка к последнему резьбовому витку стержня, отличающийся тем, что резьбовой стержень по всей длине предварительно покрывают его антикоррозионным материалом толщиной, не мешающей навинчиванию крепежной гайки на резьбовой стержень, а колпачок перед прогревом размещают только над выступающим из гайки концом резьбового стержня.
2. Способ защиты резьбы фланцевого соединения от воздействия внешних факторов и отвинчивания по п.1, отличающийся тем, что колпачок изнутри в районе контакта с резьбовым концом стержня предварительно покрывают термопластичным клеем.
| СПОСОБ ЗЕМЛЯКОВА Н.В. СТОПОРЕНИЯ ГАЙКИ ОТНОСИТЕЛЬНО РЕЗЬБОВОГО СТЕРЖНЯ | 2009 |
|
RU2392507C1 |
| Способ получения водного клея на основе гутаперчи | 1943 |
|
SU66306A1 |
| KR 1020100009746 A, 29.01.2010 | |||
| KR 100773042 B1, 02.11.2007. | |||
