Предлагаемое изобретение относится к медицине, а именно к хирургической стоматологии, и может быть использовано для формирования костного ложа при установке имплантата.
Известны стоматологические фрезы костные цилиндрические и конические (RU №2251391, 1) для формирования костного ложа имплантата, содержащие хвостовик и режущие части. Режущая часть имеет режущие кромки прямой формы и выемки. Выемки образуют угол 60-90° между ними. В результате происходит сбор костной стружки и предотвращается потеря костной ткани в процессе формирования ложа имплантата. Фрезы изготавливаются из инструментальной или нержавеющей стали, как правило, с последующим антикоррозионным покрытием нитридом титана. Однако само покрытие обладает низкой прочностью и довольно быстро стирается в процессе работы (низкие трибологические свойства). Поэтому при циклических нагрузках происходит быстрое разрушение антикоррозионного покрытия и происходит контаминация - загрязнение поверхности ложа имплантата металлом, из которого изготовлена фреза, что часто приводит к нарушению процесса остеоинтеграции и вызывает послеоперационные осложнения. Кроме того, нитрид титана является выраженным аллергеном.
Второй проблемой стоматологического инструментария для костного ложа является их нагревание при высоких скоростях вращения (до 1000 об/мин), что может вызвать риск термического ожога костных тканей пациента. Для снижения риска термического ожога используют стоматологическое сверло по пат. РФ №2151570 (2), представляющее собой цилиндрическое тело, содержащее хвостовик, рабочую часть с желобами и режущими гранями и канал внутри цилиндрического тела, выполненный с переменным диаметром. Аналогичные решения преложены в пат. США №5575651 (3), №5261818 (4) и пат. Германии №2331023 (5). Обеспечение равномерного и постоянного потока охлаждающей жидкости, например воды, создает значительное снижение вероятности термического повреждения обрабатываемой костной ткани.
Высокая скорость вращения инструмента для сверления кости может вызвать также неконтролируемый съем материала, который зависит от силы, приложенной к головке. Технический результат изобретения по пат. РФ №2019151 (6) направлен на повышение безопасности обработки и упрощение конструкции, что достигается выполнением режущего лезвия, выступающим над шаровидной головкой, и определенным соотношением угла наклона канавки к оси сверла и угла раскрытия канавки в сечении, соотношением площади сечения канавки и площади сечения головки. Сверло (6) работает с высокой скоростью вращения, не менее 800 об/мин, что является его недостатком. Инструмент (6) осуществляет снятие материала дозированно: за один оборот - на величину не более высоты выступания над опорой режущего элемента, что не дает возможности более глубокого внедрения. Хвостовик, шейка и головка выполнены из металла, а режущий элемент имеет алмазное покрытие. Недостатком инструмента (6) является неудовлетворительная надежность из-за быстрого износа покрытия, вызванного выкрашиванием ультрадисперсных алмазов режущего элемента.
Наиболее близким техническим решением к данному предложению является костная фреза под имплантат по пат. США №6659769 (7), содержащая хвостовик, соединительную шейку и головку с режущими элементами, выполненная в виде пластины вращения. Такая конструкция частично снимает проблему перегрева и обеспечивает вывод костной стружки. Недостатком формирователя костного ложа (7) является отсутствие в его конструкции ограничителя для контролируемого съема костной ткани. Кроме того, коническая или цилиндрическая форма фрезы определяет в процессе работы постоянное соприкосновение фрезы с обрабатываемой костью, что вызывает риск термического ожога костной ткани. Материал фрезы (7) - инструментальная сталь - предполагает работу формирователя на высоких скоростях, что повышает риск термического ожога и, кроме того, характеризуется неудовлетворительной прочностью и износостойкостью.
Техническим результатом данного предложения является обеспечение контролируемого съема костной ткани, снижение риска термического ожога, повышение прочности и износостойкости и идеального прилегания формируемого костного ложа к используемому имплантату.
В частности, перспективным является имплантат по заявке того же заявителя №2005102197 - пат. РФ №2284790 (8). Материал имплантата по пат. РФ 2284790 - частично стабилизированный диоксид циркония с наноструктурой - обладает высокой прочностью и износостойкостью (высокими трибологическими свойствами).
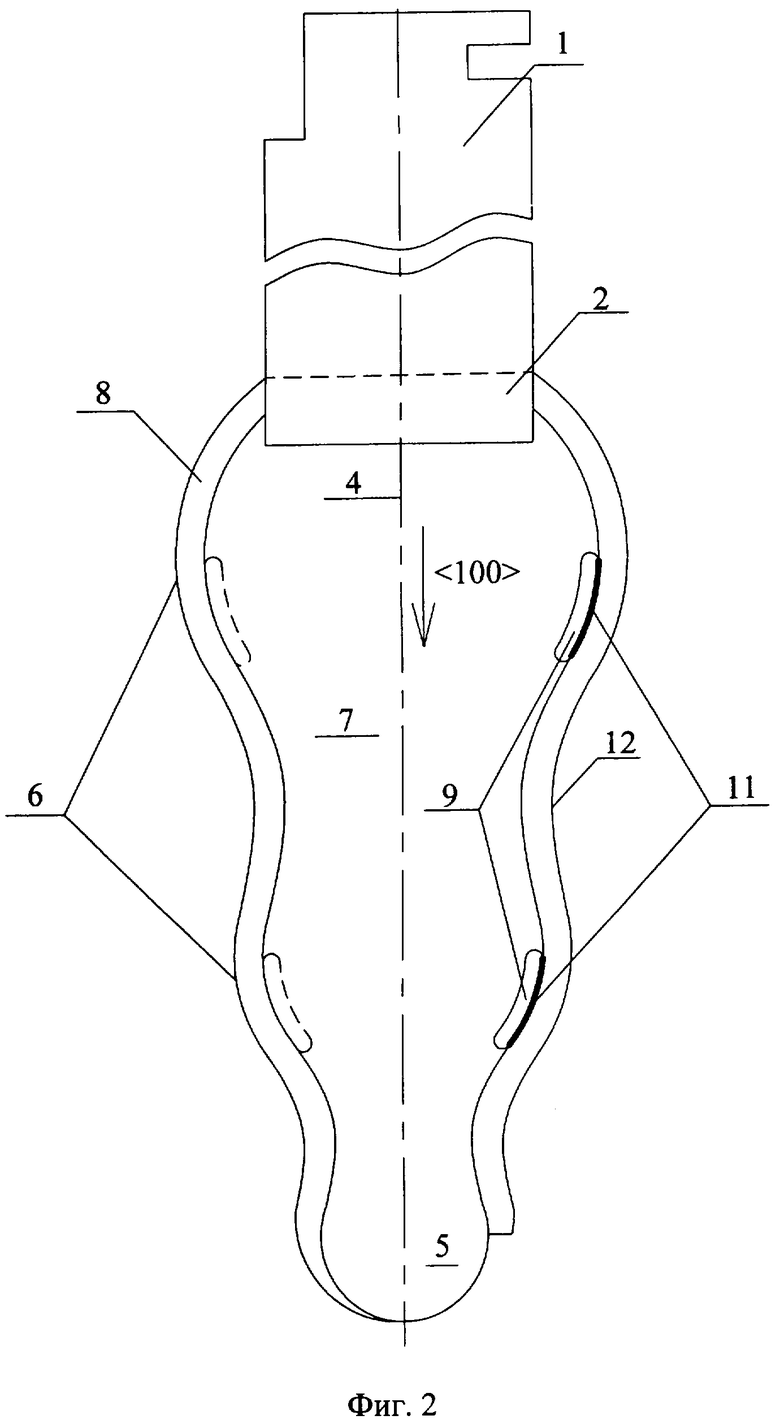
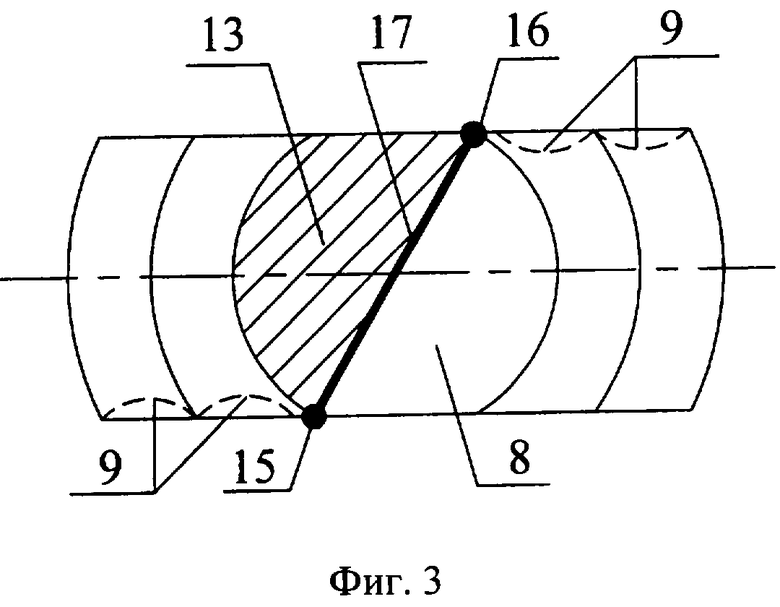
Технический результат в формирователе костного ложа для зубных имплантатов, содержащем хвостовик, соединительную шейку и головку с режущими элементами, выполненную в виде пластины вращения, достигается тем, что вертикальный профиль двух широких граней пластины представляет выпуклые по отношению к оси формирователя дуги окружности с уменьшающимся в направлении поступательного движения формирователя радиусом, переход от одной выпуклой дуги окружности к другой сглажен вогнутой по отношению к оси формирователя дугой окружности, вдоль выпуклых дуг окружностей с разных сторон каждой широкой грани выполнены канавки, образующие с узкими гранями пластины первую и вторую группы режущих элементов, оконечная часть головки представляет собой часть усеченной сферы, на которой выполнена выемка, образованная двумя плоскостями, расположенными под углом 90° друг к другу, проходящими через центр усеченной сферы и две точки двух диагонально расположенных ребер пластины, причем третий режущий элемент образован пересечением одной из упомянутых плоскостей и сферической поверхности узкой грани оконечной части головки, при этом головка формирователя выполнена из кристалла частично стабилизированного диоксида циркония, кристаллографическая ось которого <100> совпадает с осью формирователя.
Сущность предлагаемого изобретения заключается в сочетании новых элементов конструкции формирователя и материала формирователя, которое обеспечивает достижение технического результата. В частности, предлагаемая конфигурация пластины с режущими элементами обеспечивает синхронное снятие костной стружки каждым режущим элементом, а сферическая форма поверхности узкой грани препятствует неконтролируемому внедрению в костную ткань. Это обеспечивает контролируемый съем костной ткани, вывод костной стружки и снижает перегрев костной ткани. Выполнение головки из высокопрочного, износостойкого материала - кристалла частично стабилизированного диоксида циркония (ЧСЦ), кристаллографическая ось которого <100> совпадает с осью формирователя костного ложа, позволяет работать без ухудшения качества резанья с низкими скоростями вращения формирователя, снижающими риск термического ожога. Износостойкость материала формирователя исключает появление загрязнений в костной ткани, что повышает остеоинтеграцию имплантата в костную ткань.
Конгруэнтность выполненного костного ложа под имплантат по заявке того же заявителя 2005102197/14 от 31.01.05 достигается подбором исходных поперечных размеров пластины, соответствующих размерам используемого имплантата. Сформированная поверхность костного ложа идеально подходит к поверхности имплантата, а отсутствие зазора между ними позволяет обеспечить прогнозируемую остеоинтеграцию. Целесообразно использование заготовок имплантата по пат. РФ №2284790 для изготовления формирователя костного ложа в соответствии с данным предложением.
Схематично предлагаемый формирователь костного ложа, представляющий собой пластину вращения, представлен на фиг.1, 2, 3. На фиг.1 представлен вид спереди (видна первая широкая грань пластины), на фиг.2 - вид формирователя с другой стороны (видна вторая широкая грань), на фиг.3 - вид снизу.
Принятые обозначения.
Хвостовик 1, соединительная шейка 2, головка 3, ось формирователя 4, оконечная часть 5 головки, представляющая часть усеченной сферы, выпуклые по отношению к оси формирователя дуги 6 окружностей, широкие грани головки 7, узкие грани головки 8, канавки 9, первая и вторая группы режущих элементов - соответственно 10 и 11, вогнутые по отношению к оси формирователя дуги 12 окружностей и выемка не имеют обозначения, две плоскости 13 и 14, расположенные под углом 90° друг к другу и проходящие через центр усеченной сферы и две точки 15, 16 двух диагонально расположенных ребер пластины. Третий режущий элемент 17 образован пересечением плоскости 14 и сферической поверхности узкой грани 8 оконечной части головки. Целесообразно использование заготовок имплантата по заявке №2284790 для изготовления формирователя костного ложа в соответствии с данным предложением. Для этого необходимо провести усечение заготовки имплантата по двум параллельным плоскостям, параллельным оси формирователя.
Хвостовик 1 и соединительная шейка 2 могут быть выполнены из инструментальной стали и представляют собой стандартный хвостовик стоматологического бора. Головка 3 представляет собой единое целое и выполнена из кристалла ЧСЦ с наноструктурой. В представленном варианте головка условно разделена на 3 части, имеет в соответствии с размерами имплантата длину 7 мм, толщину 2 мм. По дугам 6 окружностей с разных сторон каждой широкой грани пластины выполнены канавки 7. Канавки 7 выполняются сверлением на глубину 0,15 мм, диаметр сверла составляет 0,15 мм. Канавки образуют со стенкой узкой грани пластины первую и вторую группы режущих элементов 10 и 11. Между узкой гранью пластины и касательной к окружности канавки образуется угол заточки. Канавки могут быть выполнены по направлению рабочего движения пластины от начала выпуклых дуг 6 до достижения максимальной горизонтальной хорды соответствующей окружности (R1 макс и R2 макс на фиг.2), эта часть во время вращения пластины будет работающей. Третий режущий элемент находится на оконечной части 5 головки. На сфере выполнена выемка по двум плоскостям, расположенным под углом 90° друг к другу, проходящим через центр сферы и две точки двух диагонально расположенных ребер пластины. Третий режущий элемент 17 образуется при пересечении одной из упомянутых плоскостей и сферической поверхности узкой грани оконечной части 5 головки.
Формирователь костного ложа работает следующим образом.
Предварительно создается направляющий канал под длину имплантата. Первое сверление костной ткани проводится сверлом, изготовленным из инструментальной стали. Для исключения контаминации (загрязнения) на поверхность сверла напыляют оксид циркония. Диаметр сверла выбран равным диаметру сферы оконечной части головки 5 формирователя, в свою очередь, равному диаметру полусферы апикального окончания имплантата. В подготовленный канал вводят оконечную часть 5 головки 3 формирователя. При вращении пластины сначала работают режущие элементы головки с меньшим радиусом R1, по мере поступательного движения пластины вдоль канала работают режущие элементы первой и второй групп 11 и 12. После достижения головкой дна канала вступает в действие третий режущий элемент 17 оконечной части головки. Канавки выполнены по направлению рабочего движения пластины от начала выпуклых дуг 6 до достижения максимальной горизонтальной хорды соответствующей окружности (R1 макс и R2 макс на фиг.2), так как именно эта часть во время вращения пластины будет работающей. Сферическая форма поверхности узкой грани пластины препятствует неконтролируемому внедрению формирователя в костную ткань и обеспечивает зазор между костной тканью и поверхностью формирователя во время уменьшения радиуса вертикального профиля пластины. Так формируется костное ложе под имплантат.
Таким образом, предлагаемое техническое решение по сравнению с прототипом обеспечивает контролируемый съем костной ткани благодаря конфигурации и фиксированной длине режущих элементов первой и второй групп. Снижение риска термического ожога костной ткани обеспечивается существенным снижением скорости вращения формирователя и наличием зазоров между костной тканью и поверхностью формирователя во время уменьшения радиуса вертикального профиля пластины. Прочность и износостойкость формирователя обеспечиваются использованием кристаллов частично стабилизированного диоксида циркония в качестве материала головки. Прочность позволяет снизить скорость вращения до 200 об/мин; износостойкость (нестираемость) исключает возможность загрязнения костного ложа. Соответствующий выбор поперечных размеров пластины обеспечит идеальное прилегание используемого имплантата к сформированному костному ложу.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОДНОЭТАПНЫЙ УНИВЕРСАЛЬНЫЙ СТОМАТОЛОГИЧЕСКИЙ ИМПЛАНТАТ | 2005 |
|
RU2284790C1 |
| СПОСОБ ФОРМИРОВАНИЯ ЛОЖА ПОД ВНУТРИКОСТНЫЙ ВИНТОВОЙ ИЛИ ЦИЛИНДРИЧЕСКИЙ ИМПЛАНТАТ | 2004 |
|
RU2285498C2 |
| Стоматологический имплантат | 2018 |
|
RU2690594C1 |
| ВИНТОВОЙ ВНУТРИКОСТНЫЙ ДВУХЭТАПНЫЙ СТОМАТОЛОГИЧЕСКИЙ ИМПЛАНТАТ И СПОСОБ ИМПЛАНТАЦИИ | 2007 |
|
RU2344787C1 |
| ФРЕЗЫ КОСТНЫЕ ЦИЛИНДРИЧЕСКИЕ И КОНИЧЕСКИЕ | 2002 |
|
RU2251391C2 |
| ЗУБНОЙ ИМПЛАНТАТ С ПОВОРОТНОЙ ОПОРОЙ | 2008 |
|
RU2362507C1 |
| Вдавливаемый дентальный имплантат для зубного протезирования и способ его установки | 2021 |
|
RU2782994C1 |
| ДВУХЭТАПНЫЙ ИМПЛАНТАТ ИЗ ДИОКСИДА ЦИРКОНИЯ | 2022 |
|
RU2799138C1 |
| ВНУТРИКОСТНЫЙ ДЕНТАЛЬНЫЙ ИМПЛАНТАТ | 2006 |
|
RU2325133C1 |
| МЕЖТЕЛОВОЙ ИМПЛАНТ ДЛЯ СТАБИЛИЗАЦИИ ШЕЙНОГО ОТДЕЛА ПОЗВОНОЧНИКА И УСТРОЙСТВО ДЛЯ ЕГО УСТАНОВКИ | 2020 |
|
RU2778201C2 |
Изобретение относится к области медицины, а именно к хирургической стоматологии, и может быть использовано для формирования костного ложа при установке имплантата. Технический результат - обеспечение контролируемого съема костной ткани, снижение риска термического ожога, повышение прочности и износостойкости и идеального прилегания формируемого костного ложа к используемому имплантату. Формирователь содержит хвостовик, соединительную шейку и головку с режущими элементами, выполненную в виде пластины вращения. Вертикальный профиль двух широких граней пластины представляет выпуклые по отношению к оси формирователя дуги окружностей с уменьшающимся в направлении поступательного движения формирователя радиусом, переход от одной выпуклой дуги окружности к другой сглажен вогнутой по отношению к оси формирователя дугой окружности. Вдоль выпуклых дуг окружностей с разных сторон каждой широкой грани выполнены канавки, образующие с узкими гранями пластины первую и вторую группы режущих элементов, оконечная часть головки представляет собой часть усеченной сферы, на которой выполнена выемка, образованная двумя плоскостями, расположенными под углом 90° друг к другу, проходящими через центр усеченной сферы и две точки двух диагонально расположенных ребер пластины, причем третий режущий элемент образован пересечением одной из упомянутых плоскостей и сферической поверхности узкой грани оконечной части головки, при этом головка формирователя выполнена из кристалла частично стабилизированного диоксида циркония, кристаллографическая ось которого <100> совпадает с осью формирователя. 3 ил.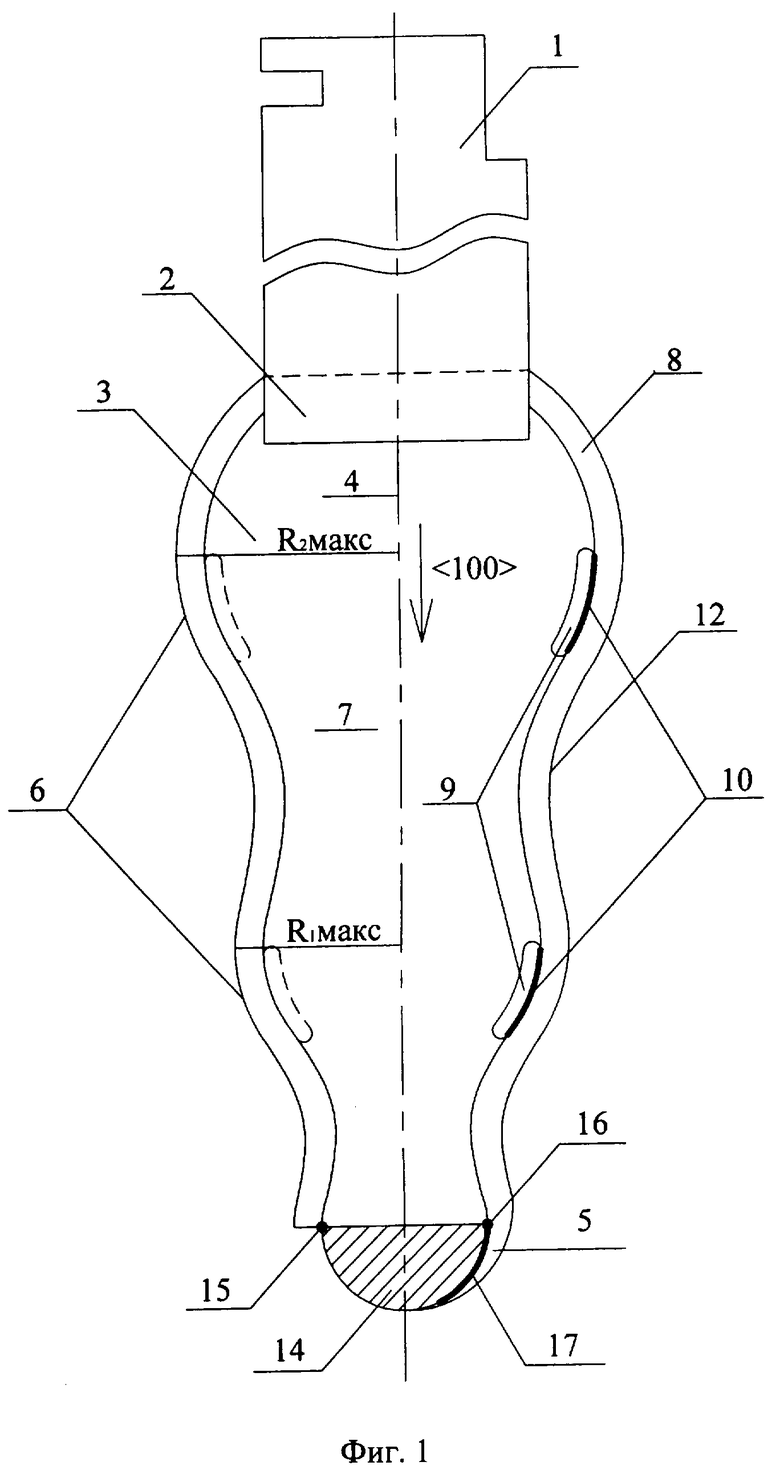
Формирователь костного ложа для зубных имплантатов, содержащий хвостовик, соединительную шейку и головку с режущими элементами, выполненную в виде пластины вращения, отличающийся тем, что вертикальный профиль двух широких граней пластины представляет выпуклые по отношению к оси формирователя дуги окружностей с уменьшающимся в направлении поступательного движения формирователя радиусом, переход от одной выпуклой дуги окружности к другой сглажен вогнутой по отношению к оси формирователя дугой окружности, вдоль выпуклых дуг окружностей с разных сторон каждой широкой грани выполнены канавки, образующие с узкими гранями пластины первую и вторую группы режущих элементов, оконечная часть головки представляет собой часть усеченной сферы, на которой выполнена выемка, образованная двумя плоскостями, расположенными под углом 90° друг к другу, проходящими через центр усеченной сферы и две точки двух диагонально расположенных ребер пластины, причем третий режущий элемент образован пересечением одной из упомянутых плоскостей и сферической поверхности узкой грани оконечной части головки, при этом головка формирователя выполнена из кристалла частично стабилизированного диоксида циркония, кристаллографическая ось которого <100> совпадает с осью формирователя.
| ФРЕЗЫ КОСТНЫЕ ЦИЛИНДРИЧЕСКИЕ И КОНИЧЕСКИЕ | 2002 |
|
RU2251391C2 |
| "Способ установки имплантата типа "звездочка" и устройство для выполнения посадочного ложа под имплантат" | 1990 |
|
SU1725872A1 |
| КОСТНАЯ ФРЕЗА ДЛЯ ДЕНТАЛЬНОЙ ИМПЛАНТАЦИИ | 1998 |
|
RU2144337C1 |
| ЕР 0819410 А, 21.01.1998. | |||

