Изобретение относится к листовой штамповке и может быть использовано во всех отраслях народного хозяйства для оценки параметров деформирования и штампуемости различных листовых материалов (металлов и неметаллов) при проектировании технологических процессов изготовления разнообразных деталей и изделий из этих листовых материалов, преимущественно для оценки штампуемости материалов из листового проката металла (в виде листа, полосы, ленты или рулона) перед гибкой и вытяжкой из этих материалов деталей автомобилей, тракторов, сельхозмашин, бытовой и другой техники, на прессах простого, двойного и тройного действий, а также на многопозиционных прессах-автоматах, например для гибки и вытяжки кузовных деталей автомобилей.
Известен способ технологического испытания листового материала на пружинение после загиба угла листового материала, например угла верхнего, неприжатого листа, в пачке листов, при помощи прибора "Flex" (Романовский В.П. Справочник по холодной штамповке. Л.: Машиностроение, 1979. - с.495). Прибор "Flex" устанавливается полкой на лист так, чтобы угловой конец листа вошел в прорезь планки. Поворотом скобы угол листа загибается на 60° до определенного положения. Упругое смещение пластины отмечается индикатором. Прибор снабжается таблицами упругих отклонений для различных материалов и толщин.
Недостатки этого способа следующие. Низкие точность и надежность результатов испытания, т.к. прибор невозможно точно зафиксировать в углу листа. Когда после гибки угла этот угол обратно выпрямляется, то в месте изгиба остается неровность, которая может осложнить последующее изготовление деталей из этого листа. Невозможность вручную изогнуть угол достаточно толстого листа. Изгиб листа при помощи данного прибора не соответствует производственным способам гибки листа при помощи пуансона и матрицы штампа.
Известен способ технологического испытания листового материала на пружинение при гибке по Эйлеру. (Романовский В.П. Справочник по холодной штамповке. Л.: Машиностроение, 1979. - с.495). В прибор вставляется полоса в виде образца из листового материала. Далее производится изгиб этой полосы, вставленной в паз поворотно-сменного пуансона прибора с заданным отношением радиуса пуансона к толщине полосы. По шкале отсчитывается угол пружинения для различных отношений радиуса пуансона к толщине полосы и различных углов изгиба.
Недостатки этого способа следующие. Низкая точность результатов испытания, т.к. угол определяется визуально по грубой шкале в градусах. Невозможность вручную изогнуть образец из достаточно толстого листа. Изгиб листа при помощи данного прибора не соответствует производственным способам гибки листа при помощи пуансона и матрицы штампа.
Наиболее близким аналогом к предлагаемому способу (по технической сущности и достигаемому эффекту) является способ технологического испытания листового материала на пружинение А.Е.Розенбелова (Розенбелов А.Е. Прибор для испытания листового материала на пружинение. Авторское свидетельство СССР 296023, G01N 3/26а, опубл. 12.11.71, бюллетень №8). В этот прибор вставляется полоса в виде образца из листового материала. Далее производится изгиб этой полосы вокруг пуансона с заданным отношением радиуса изгиба к толщине полосы. После освобождения полосы по шкале отсчитывается угол пружинения для различных отношений радиуса изгиба к толщине полосы и различных углов изгиба.
Недостатки этого способа следующие. Низкая точность результатов испытания, т.к. угол определяется визуально по грубой шкале в градусах. Невозможность вручную изогнуть образец из достаточно толстого листа. Изгиб листа при помощи данного прибора не соответствует производственным способам гибки листа при помощи пуансона и матрицы штампа.
Технической задачей изобретения является разработка нового способа технологического испытания листового материала на пружинение в большей мере, чем известные способы, соответствующего схеме деформирования и формоизменения заготовки в производственных условиях на операциях гибки разнообразных деталей.
Техническим результатом использования изобретения является обеспечение возможности более точно определить пригодность материала для штамповки деталей повышенной точности на данных операциях.
Указанный технический результат достигается тем, что по первому варианту способ включает укладку плоского образца в устройство, гибку и разгрузку образца и определение угла пружинения образца, причем для испытания в качестве устройства, используют штамп-прибор (фиг.1) с расположенным вверху пуансоном 4, с цилиндрической рабочей поверхностью, с расположенной внизу матрицей 2 с цилиндрической рабочей поверхностью радиуса r, прижимной плитой 3 и индикатором 7 с осью на расстоянии "а" по вертикали вниз от рабочей плоскости матрицы. Начало отсчета индикатора устанавливают от вертикальной линии рабочего края матрицы 2. Точность изготовления штампа-прибора - повышенная. Из испытуемого материала в виде листа, полосы, рулона или ленты толщиной "s" вырезают плоский образец длиной "L" и шириной "b". Для статистической обработки результатов испытания таких образцов вырезают несколько штук, например шесть, причем образцы могут быть вырезаны вдоль направления прокатки, поперек или под каким-то углом, например 45°, к направлению прокатки. Общая длина плоского образца "L" по средней линии изогнутого образца ABCD, складывающаяся из длины участка АВ для жесткого зажима, рабочей длины "l", которая рассчитывается по средней линии изогнутого участка образца ВСМ по формуле

где r - радиус цилиндрической рабочей поверхности матрицы;
s - толщина материала;
а - расстояние по вертикали вниз от рабочей плоскости матрицы до оси индикатора и длины спуска MD ниже оси индикатора, чтобы острый подвижный край образца Е не касался рабочей поверхности пуансона в его крайнем нижнем положении и не поднимал образец вверх при подъеме пуансона.
Данный способ может быть применен не только для испытания листового материала, но и для физического моделирования заданного технологического процесса гибки. В последнем случае целесообразно выдержать постоянство следующих безразмерных параметров процесса и испытания: r/s, b/s, l/s, μ, где μ - коэффициент трения, выбираемый по справочной литературе. Листовой материал модели (образца) и натуры (изгибаемой детали) должен обладать одинаковыми упругими и пластическими свойствами. После такого моделирования оценивается возможность гибки детали с заданными по чертежу отклонениями и параметрами точности. По данному способу можно испытать материал нескольких марок и толщин с различными механическими свойствами и выбрать наиболее подходящий металл с минимальным пружинением. В этом случае необходимо задаться определенными размерами образца и штампа-прибора и оценивать пружинение по результатам испытания.
Далее образец 1 укладывают на матрицу 2, и неподвижный участок образца АВ жестко зажимают сверху силой Q при помощи прижимной плиты 3. Силу прижима Q образца создают при помощи болтов, пружин, пневмоцилиндров и других устройств. Затем на прессе, испытательной машине или вручную задают вертикальное перемещение или только одному пуансону 4 или только одной матрице 2, или и пуансону 4 и матрице 2 навстречу друг другу, рабочая поверхность пуансона 4 входит в контакт с образцом 1 по граничной линии, которая в начальный момент деформирования образца имеет проекцию в виде точки Р (фиг.1). Сила деформирования образца F измеряется приборами прессового оборудования, на котором проводится испытание. Если сила и работа деформирования при гибке широкого образца из толстого высокопрочного листового материала превышает номинальную силу и допустимую работу деформирования данного прессового оборудования, то штамп-прибор устанавливается на более мощное прессовое оборудование.
Далее пуансон 4 постепенно изгибает образец на угол, близкий к 90°, вокруг закругления матрицы радиуса г в зазор между пуансоном и матрицей. По мере изгиба образца линия контакта рабочей поверхности пуансона с образцом смещается как по поверхности пуансона, так и по поверхности образца. Перемещение пуансона или матрицы прекращают в момент (фиг.2), когда линия контакта пуансона с образцом совпадет с горизонтальной плоскостью, в которой находится ось индикатора 7. В этот момент по индикатору определяют горизонтальное отклонение образца g от вертикальной линии края матрицы до точки К контакта индикатора с образцом и по формуле

где γ - исходный угол отклонения образца от вертикали;
g - горизонтальное отклонение образца от вертикальной линии;
а - расстояние по вертикали вниз от рабочей плоскости матрицы до оси индикатора;
r - радиус цилиндрической рабочей поверхности матрицы.
Теперь пуансон выводят из контакта с образцом для разгрузки образца (фиг.3), по индикатору определяют горизонтальное отклонение разгруженного образца "с" от вертикальной линии края матрицы за счет пружинения образца и по формуле рассчитывают угол отклонения образца от вертикали

где β - угол отклонения образца от вертикали;
с - горизонтальное отклонение разгруженного образца;
а - расстояние по вертикали вниз от рабочей плоскости матрицы до оси индикатора;
r - радиус цилиндрической рабочей поверхности матрицы.
Окончательно угол пружинения  образца толщиной s и шириной b после изгиба по матрице радиуса r на угол, близкий к 90 и равный 90°-γ, рассчитывают по формуле
образца толщиной s и шириной b после изгиба по матрице радиуса r на угол, близкий к 90 и равный 90°-γ, рассчитывают по формуле
где α - угол пружинения;
β - угол отклонения образца от вертикали;
γ - исходный угол отклонения образца от вертикали.
В безразмерных переменных относительный угол пружинения образца  рассчитывается как отношение угла пружинения к углу изгиба по формуле
рассчитывается как отношение угла пружинения к углу изгиба по формуле

Чтобы изгиб образца происходил без его принудительного утонения и для уменьшения отрицательного воздействия на результат испытания сил трения между рабочими поверхностями пуансона и матрицы и поверхностями образца в процессе его деформирования, зазор "z" между пуансоном и матрицей должен быть гарантированно больше номинальной толщины образца "s" с учетом верхнего предельного отклонения Δ. С другой стороны, зазор должен быть минимальным, чтобы угол гибки был как можно ближе к прямому углу в 90°. Величина зазора зависит от толщины и марки материала образца, длины отгибаемой полки и других факторов. Для наиболее распространенных толщин и материалов наименьший предельный зазор zmin задают на 5% больше наибольшей предельной толщины образца (s+Δ), а именно zmin=1,05(s+Δ). Наибольший предельный зазор zmax задают на 20% больше наибольшей предельной толщины образца (s+Δ), а именно zmax=1,2(s+Δ). Если длина отгибаемой полки достаточно велика, например равна 100 номинальным толщинам образца, то даже для наибольшего предельного зазора угол гибки образца весьма близок к 90°, и с погрешностью до 0,2% принимают, что исходный угол γ отклонения образца от вертикали равен нулю, а угол гибки образца равен 90°.
По второму варианту способ осуществляется следующим образом. На фиг.4 показана схема определения угла пружинения образца по данному варианту после завершения процесса гибки и разгрузки образца. Для испытания в качестве устройства используют штамп-прибор с расположенным внизу пуансоном 4 с цилиндрической рабочей поверхностью, с расположенной вверху матрицей 2 с цилиндрической рабочей поверхностью радиуса "r", прижимной плитой 3 и индикатором 7 с осью на расстоянии "а" по вертикали вверх от рабочей плоскости матрицы. Образец 1 укладывают на рабочую поверхность матрицы 2 и неподвижный участок образца АВ жестко зажимают снизу силой Q при помощи прижимной плиты 3. Затем на прессе, испытательной машине или вручную задают вертикальное перемещение или только одному пуансону 4, или только одной матрице 2, или и пуансону 4 и матрице 2 навстречу друг другу. Пуансон 4 изгибает образец на угол, близкий к 90°, вокруг закругления матрицы радиуса" "r" в зазор между пуансоном и матрицей. По описанной выше причине величина этого зазора больше номинальной толщины образца с учетом верхнего предельного отклонения. Перемещение пуансона или матрицы прекращают в момент, когда линия контакта пуансона с образцом в точке G совпадет с горизонтальной осью индикатора. В этот момент по индикатору определяют горизонтальное отклонение образца "g" от вертикальной линии края матрицы до точки контакта индикатора с образцом и по формуле (2) рассчитывают исходный угол γ отклонения образца от вертикали. Пуансон выводят из контакта с образцом для разгрузки образца, по индикатору определяют горизонтальное отклонение разгруженного образца "с" от вертикальной линии края матрицы за счет пружинения образца и по формуле (3) рассчитывают угол β отклонения образца от вертикали. Окончательно угол пружинения "α" образца толщиной "s" и шириной "b" после изгиба по матрице радиуса "r" на угол, близкий к 90° и равный (90°-γ), рассчитывают по формуле (4).
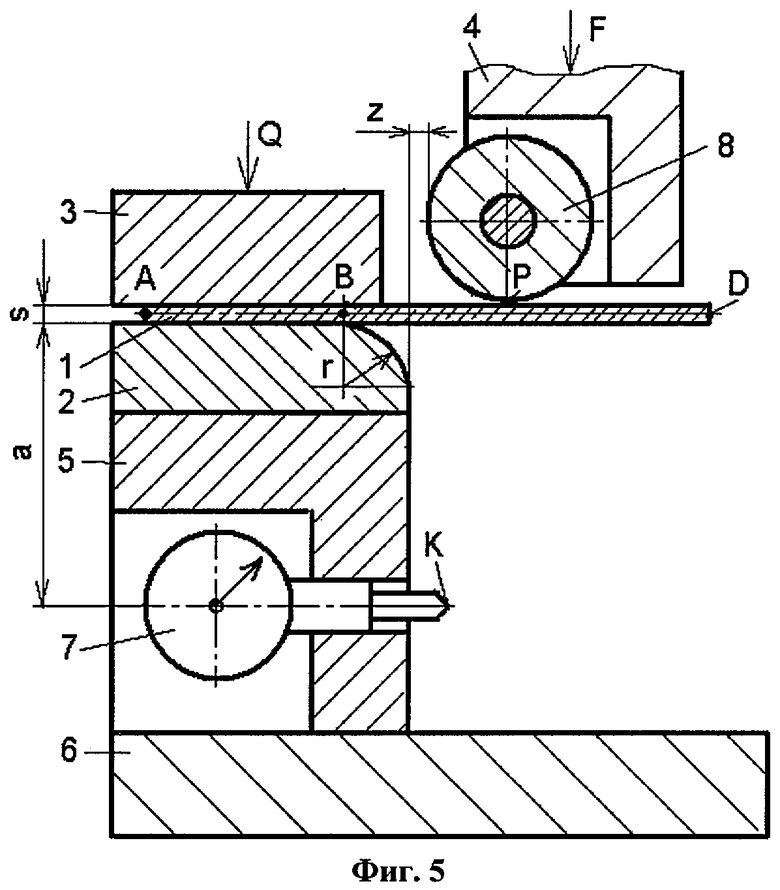
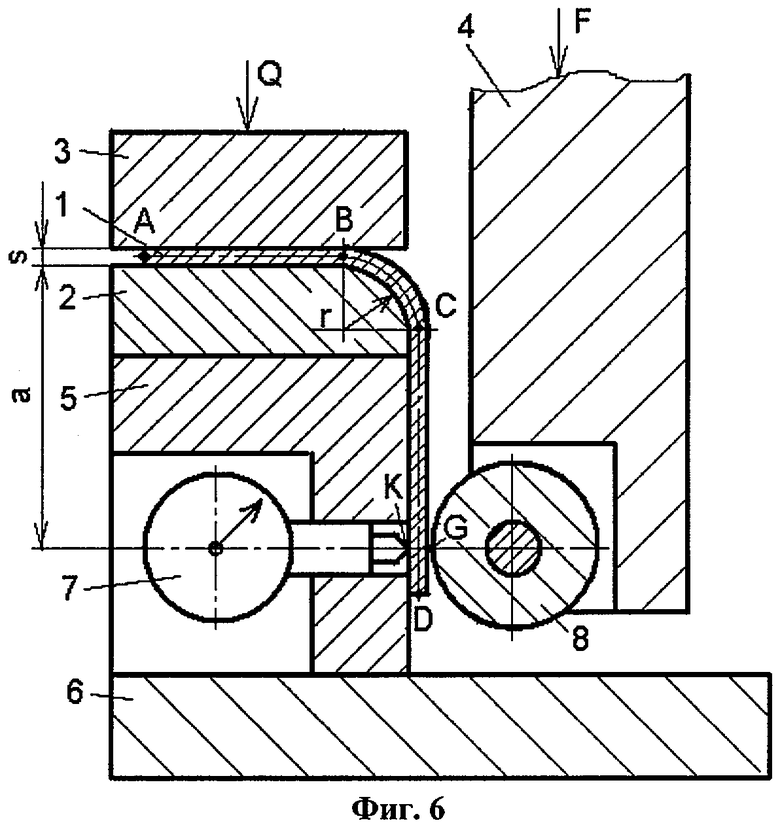
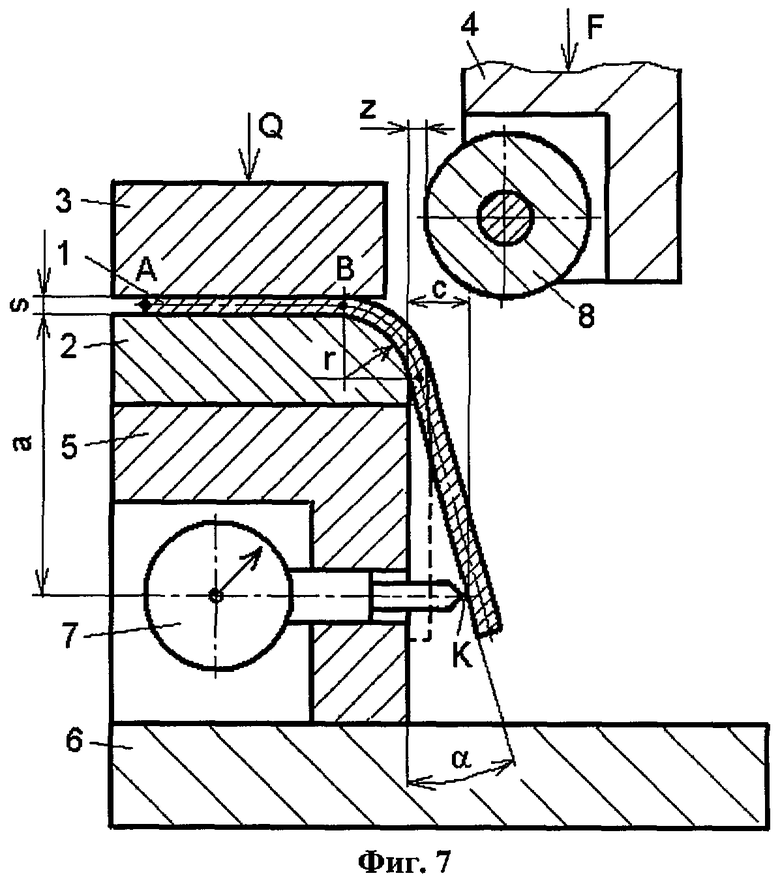
По третьему варианту способ осуществляется следующим образом. На фиг.5, 6, 7 показаны схемы гибки образца в начальный момент (фиг.5), в конечный момент гибки (фиг.6) и в момент разгрузки образца для определения угла пружинения по данному варианту способа (фиг.7). Для испытания в качестве устройства используют штамп-прибор с рабочей частью в виде ролика 8 (фиг.5) с цилиндрической рабочей поверхностью, с матрицей 2 с цилиндрической рабочей поверхностью радиуса "r", прижимной плитой 3 и индикатором 7 с осью на расстоянии "а" по вертикали вниз от рабочей плоскости матрицы. Начало отсчета индикатора устанавливают от вертикальной линии рабочего края матрицы. Плоский образец 1 в виде узкой длинной полосы толщиной "s", шириной "b" и длиной, складывающейся из длины для жесткого зажима, рабочей длины (l) и длины спуска ниже оси индикатора, чтобы острый подвижный край образца не касался рабочей поверхности ролика в его крайнем нижнем положении, укладывают на рабочую поверхность матрицы. Один неподвижный край образца АВ жестко зажимают сверху при помощи прижимной плиты 3, затем на прессе, испытательной машине или вручную задают вертикальное перемещение или только одному ролику, или только одной матрице, или и ролику и матрице навстречу друг другу. Рабочая поверхность ролика входит в контакт с образцом по граничной линии, изгибает образец вокруг закругления матрицы радиуса "r" в зазор между роликом и матрицей. Величина этого зазора "z" равна толщине образца "s" с учетом верхнего предельного отклонения. По мере изгиба образца ролик обкатывается по образцу и линия контакта рабочей поверхности ролика с образцом смещается как по поверхности ролика, так и по поверхности образца. Вертикальное перемещение ролика прекращают в момент (фиг.6), когда линия контакта ролика с образцом совпадет с горизонтальной осью индикатора. Далее ролик выводят из контакта с образцом для разгрузки образца (фиг.7). По индикатору определяют горизонтальное отклонение "с" разгруженного образца от вертикальной линии края матрицы за счет пружинения образца и по формуле рассчитывают угол пружинения образца толщиной s и шириной b после изгиба по матрице радиуса r на прямой угол, равный 90°

где α - угол пружинения;
с - горизонтальное отклонение разгруженного образца от вертикальной линии края матрицы;
а - расстояние по вертикали вниз от рабочей плоскости матрицы до оси индикатора;
r - радиус закругления матрицы.
Предыдущие варианты могут быть использованы в основном для определения угла пружинения образца из достаточно толстого листового материала, когда образец после гибки и разгрузки не изменяет своих размеров под воздействием силы со стороны индикатора. Образец из особо тонкого листового материала толщиной, например, менее 0,5 мм при измерении будет изменять свои размеры под воздействием силы со стороны индикатора. Поэтому для определения угла пружинения после гибки таких тонких листовых материалов разработаны следующие варианты испытания без использования индикатора.
По четвертому варианту способ осуществляется следующим образом. На фиг.8 показана схема определения угла пружинения образца по данному варианту после завершения процесса гибки и разгрузки образца. Для испытания в качестве устройства используют штамп-прибор с пуансоном 4 с цилиндрической рабочей поверхностью, с матрицей 2 с цилиндрической рабочей поверхностью радиуса "r", прижимной плитой 3 и измерительной линейкой 7 на расстоянии "а" по вертикали вверх от рабочей плоскости матрицы. Применяют измерительную линейку повышенной точности с ценой деления, например, 0,5 мм. Образец 1 укладывают на рабочую поверхность матрицы 2 и неподвижный участок образца АВ жестко зажимают силой Q при помощи прижимной плиты 3. Затем на прессе, испытательной машине или вручную задают вертикальное перемещение или только одному пуансону 4 или только одной матрице 2, или и пуансону 4 и матрице 2 навстречу друг другу. Пуансон 4 изгибает образец на угол, близкий к 90°, вокруг закругления матрицы радиуса "r" в зазор между пуансоном и матрицей. По описанной выше причине величина этого зазора больше номинальной толщины образца с учетом верхнего предельного отклонения. Перемещение пуансона или матрицы прекращают в момент, когда линия контакта пуансона с образцом совпадет с горизонтальной плоскостью, в которой находится рабочая линия измерительной линейки 7. В этот момент по линейке 7 определяют горизонтальное отклонение образца "g" от вертикальной линии края матрицы до точки пересечения образца с линейкой и по формуле (2) рассчитывают исходный угол "γ" отклонения образца от вертикали. Пуансон выводят из контакта с образцом и разгружают образец, по линейке определяют горизонтальное отклонение разгруженного образца "с" от вертикальной линии края матрицы за счет пружинения образца и по формуле (3) рассчитывают угол β отклонения образца от вертикали. Окончательно угол пружинения "α" образца толщиной "s" и шириной "b" после изгиба по матрице радиуса "r" на угол, близкий к 90° и равный (90°-γ), рассчитывают по формуле (4).
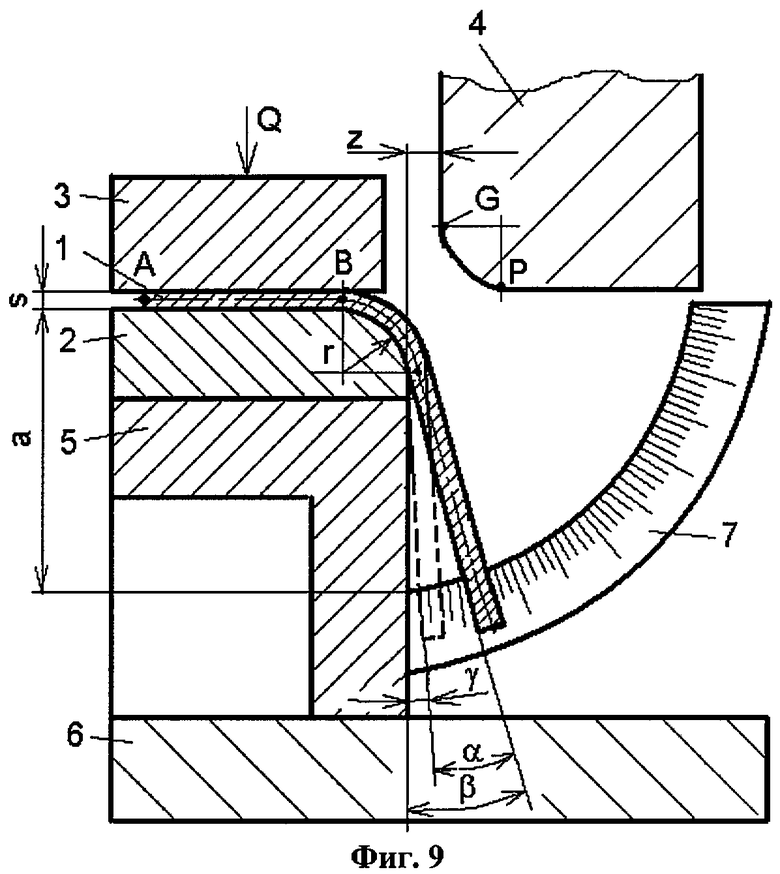
По пятому варианту способ осуществляется следующим образом. На фиг.9 показана схема определения угла пружинения образца по данному варианту после завершения процесса гибки и разгрузки образца. Для испытания в качестве устройства используют штамп-прибор с пуансоном 4 с цилиндрической рабочей поверхностью, с матрицей 2 с цилиндрической рабочей поверхностью радиуса "r", прижимной плитой 3 и транспортиром 7 в виде полукруглой пластинки со шкалой для измерения углов в градусах. Начало отсчета делений по шкале транспортира устанавливают от вертикальной линии рабочего края матрицы и размещают на расстоянии "а" по вертикали вниз от рабочей плоскости матрицы. Применяют транспортир повышенной точности с ценой деления, например, 0,5 градуса. Образец 1 укладывают на рабочую поверхность матрицы 2 и неподвижный участок образца АВ жестко зажимают силой Q при помощи прижимной плиты 3. Затем на прессе, испытательной машине или вручную задают вертикальное перемещение или только одному пуансону 4 или только одной матрице 2, или и пуансону 4 и матрице 2 навстречу друг другу. Пуансон 4 изгибает образец на угол, близкий к 90°, вокруг закругления матрицы радиуса "r" в зазор между пуансоном и матрицей. По описанной выше причине величина этого зазора больше номинальной толщины образца с учетом верхнего предельного отклонения. Перемещение пуансона или матрицы прекращают в момент, когда линия контакта пуансона с образцом совпадет с горизонтальной плоскостью, в которой находится точка начала отсчета делений по шкале транспортира 7. В этот момент по транспортиру 7 определяют исходный угол "γ" отклонения образца от вертикали. Пуансон выводят из контакта с образцом и разгружают образец, по транспортиру определяют угол "β" отклонения образца от вертикали. Окончательно угол пружинения "α" образца толщиной "s" и шириной "b" после изгиба по матрице радиуса "r" на угол, близкий к 90° и равный (90°-γ), рассчитывают по формуле (4).
Все предыдущие варианты разработаны для определения угла пружинения после гибки образца на угол, равный 90° или близкий к 90°. Следующий вариант разработан для определения угла пружинения после гибки образца на любой угол от 1 до 90°.
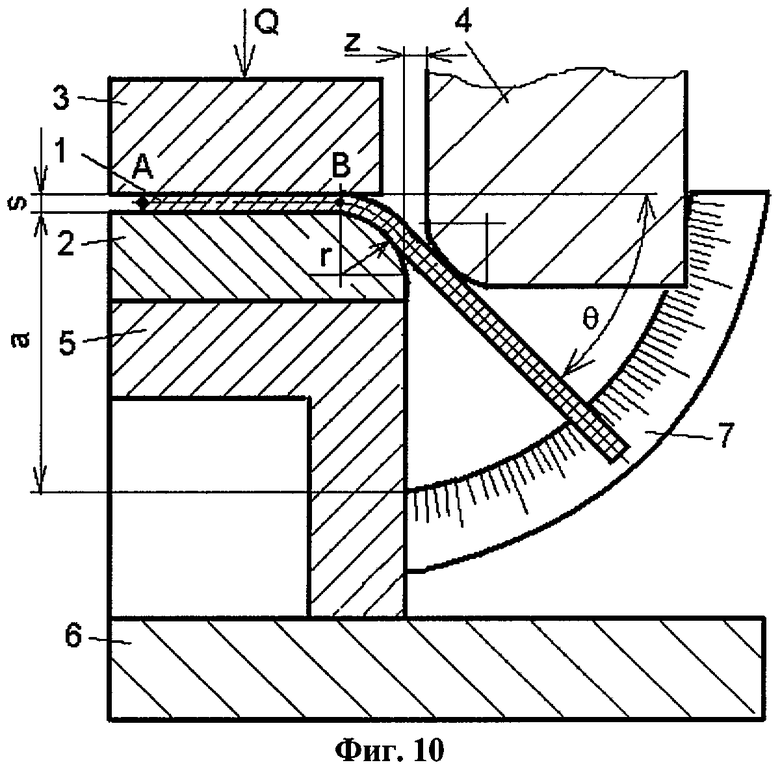
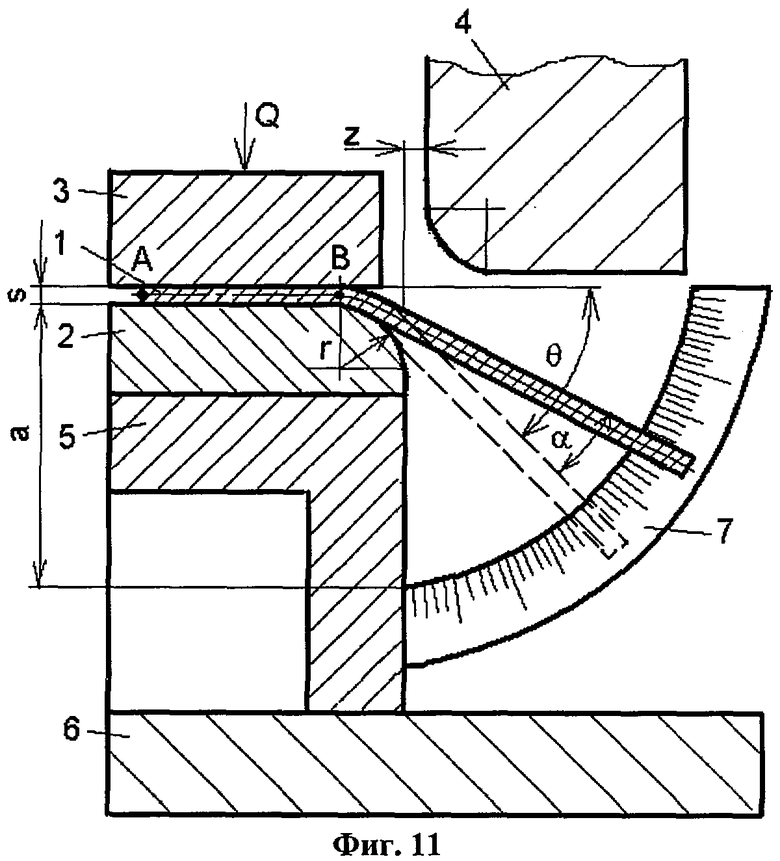
По шестому варианту способ осуществляется следующим образом. На фиг, 10, 11 показаны конечный момент гибки образца на заданный угол "θ" (фиг.10) и схема определения угла пружинения образца после его разгрузки (фиг.11). Для испытания в качестве устройства используют штамп-прибор с пуансоном 4 с цилиндрической рабочей поверхностью, с матрицей 2 с цилиндрической рабочей поверхностью радиуса "r", прижимной плитой 3 и транспортиром 7 в виде полукруглой пластинки со шкалой для измерения углов в градусах. Начало отсчета делений по шкале транспортира устанавливают от вертикальной линии рабочего края матрицы и размещают на расстоянии "а" по вертикали вниз от рабочей плоскости матрицы. Применяют транспортир повышенной точности с ценой деления, например, 0,5 градуса. Образец 1 укладывают на рабочую поверхность матрицы 2 и неподвижный участок образца АВ жестко зажимают силой Q при помощи прижимной плиты 3. Затем на прессе, испытательной машине или вручную задают вертикальное перемещение или только одному пуансону 4, или только одной матрице 2, или и пуансону 4 и матрице 2 навстречу друг другу. Пуансон 4 изгибает образец вокруг закругления матрицы радиуса "r" в зазор между пуансоном и матрицей. По описанной выше причине величина этого зазора больше номинальной толщины образца с учетом верхнего предельного отклонения. Перемещение пуансона или матрицы прекращают в момент, когда угол изгиба образца равен заданной величине "θ", определяемой по транспортиру. Далее пуансон выводят из контакта с образцом и разгружают образец и по транспортиру определяют угол пружинения "α" образца толщиной "s" и шириной "b" после изгиба по матрице радиуса "r" на заданный угол "θ".
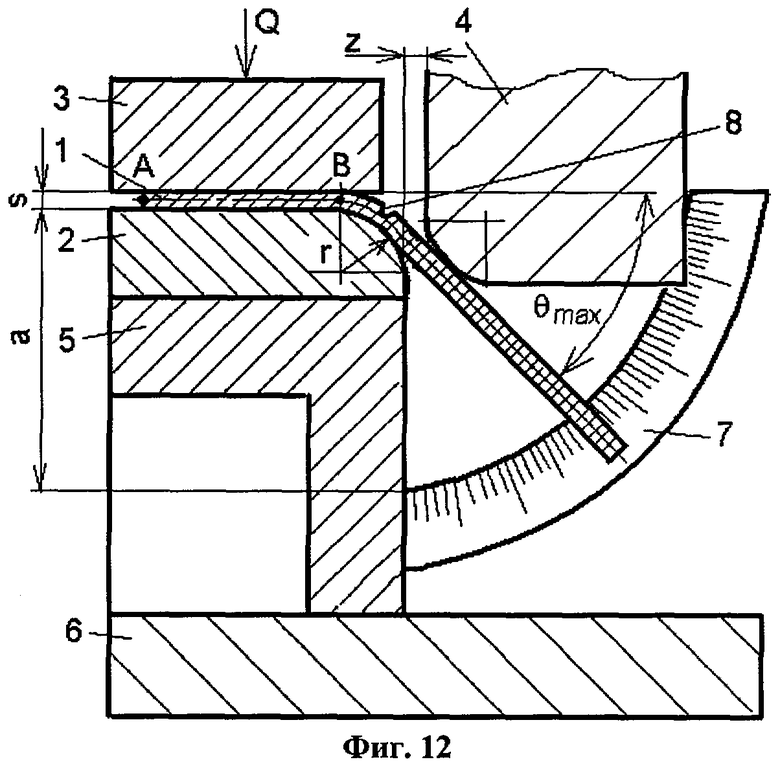
По седьмому варианту способ осуществляется на угол до трещины на образце следующим образом. На фиг.12 показана гибка образца на максимально допустимый угол изгиба θmax в момент образования трещины 8. Для испытания в качестве устройства используют штамп-прибор с пуансоном 4 с цилиндрической рабочей поверхностью, с матрицей 2 с цилиндрической рабочей поверхностью радиуса "r", прижимной плитой 3 и транспортиром 7 в виде полукруглой пластинки со шкалой для измерения углов в градусах. Начало отсчета делений по шкале транспортира устанавливают от вертикальной линии рабочего края матрицы и размещают на расстоянии "а" по вертикали вниз от рабочей плоскости матрицы. Применяют транспортир повышенной точности с ценой деления, например, 0,5 градуса. Образец 1 укладывают на рабочую поверхность матрицы 2 и неподвижный участок образца АВ жестко зажимают силой Q при помощи прижимной плиты 3. Затем на прессе, испытательной машине или вручную задают вертикальное перемещение или только одному пуансону 4, или только одной матрице 2, или и пуансону 4 и матрице 2 навстречу друг другу. Пуансон 4 изгибает образец вокруг закругления матрицы радиуса "r" в зазор между пуансоном и матрицей. По описанной выше причине величина этого зазора больше номинальной толщины образца с учетом верхнего предельного отклонения. Перемещение пуансона или матрицы прекращают в момент, когда становится видно, как на наружной поверхности образца в месте изгиба начинает появляться трещина 8, по транспортиру 7 определяют максимально допустимый угол изгиба образца θmax до образования трещины. Далее пуансон выводят из контакта с образцом и разгружают образец и по транспортиру определяют угол пружинения "α" образца толщиной "s" и шириной "b" после изгиба по матрице радиуса "r" на угол θmax.
Если требуется определить вид трещины и характер излома в месте разрушения образца, то в момент начала образования трещины испытание не прекращают и продолжают перемещение пуансона или матрицы и изгиб образца до полного разрушения образца.
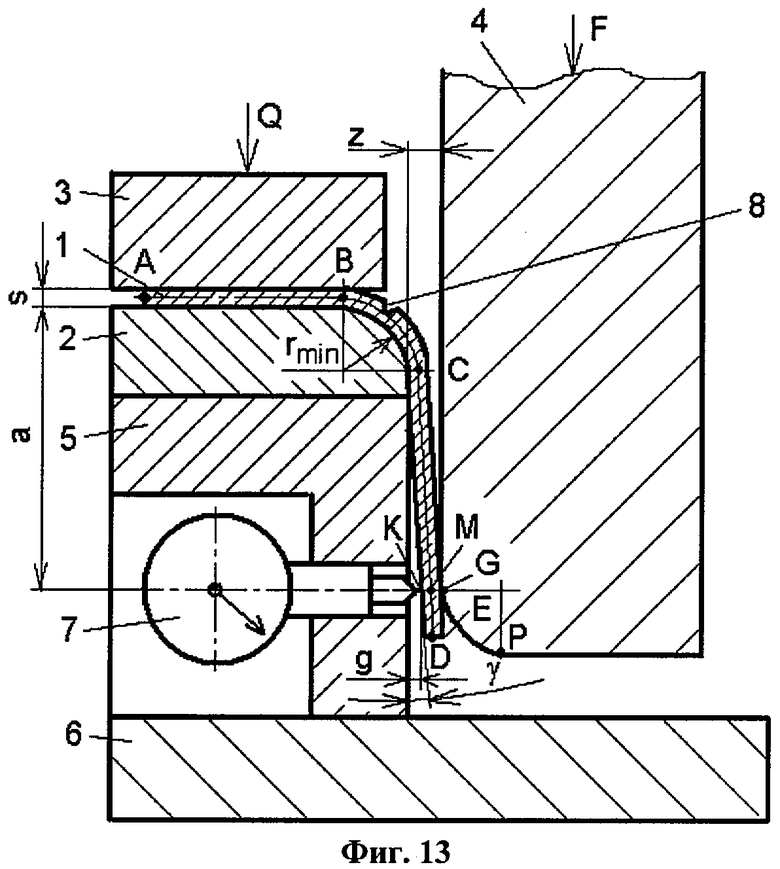
По восьмому варианту способ осуществляется при гибке на минимальный радиус до трещины на образце следующим образом. На фиг.13 показана гибка образца на угол, близкий к 90°, по минимально допустимому радиусу "rmin" в момент образования трещины 8. Для испытания в качестве устройства используют штамп-прибор с пуансоном 4 с цилиндрической рабочей поверхностью, с набором матриц с различными радиусами "r" цилиндрической рабочей поверхности, прижимной плитой 3 и индикатором 7 с осью на расстоянии "а" по вертикали вверх от рабочей плоскости матрицы. Образец 1 укладывают на рабочую поверхность матрицы 2 и неподвижный участок образца АВ жестко зажимают снизу силой Q при помощи прижимной плиты 3. Затем на прессе, испытательной машине или вручную задают вертикальное перемещение или только одному пуансону 4, или только одной матрице 2, или и пуансону 4 и матрице 2 навстречу друг другу. Пуансон 4 изгибает образец на угол, близкий к 90°, вокруг закругления матрицы радиуса "r" в зазор между пуансоном и матрицей. По описанной выше причине величина этого зазора больше номинальной толщины образца с учетом верхнего предельного отклонения. Перемещение пуансона или матрицы прекращают в момент, когда линия контакта пуансона с образцом в точке G совпадет с горизонтальной осью индикатора. Если на наружной поверхности образца в месте изгиба отсутствует трещина, то в штамп-прибор устанавливают следующую матрицу с меньшим радиусом "r", аналогично изгибают следующий образец и так до тех пор, когда на наружной поверхности образца в месте изгиба появится трещина для матрицы с минимальным радиусом изгиба "rmin". По индикатору 7 определяют горизонтальное отклонение образца "g" от вертикальной линии края матрицы и по формуле (1) рассчитывают исходный угол "γ" отклонения образца от вертикали, далее пуансон выводят из контакта с образцом для разгрузки образца, по индикатору определяют горизонтальное отклонение "с" разгруженного образца от вертикальной линии края матрицы за счет пружинения образца и по формуле (3) рассчитывают угол "β" отклонения образца от вертикали. Окончательно угол пружинения "α" образца толщиной "s" и шириной "b" после изгиба по матрице с минимальным радиусом rmin до образования трещины на угол, близкий к 90° и равный (90°-γ), рассчитывают по формуле (4).
Все варианты данного способа испытания соответствуют производственным процессам гибки листового материала при помощи пуансона и матрицы штампа и позволяют с высокой точностью определить угол пружинения и такие предельные параметры, как максимально допустимый угол изгиба и минимально допустимый радиус изгиба до образования трещины на образце, а использование для проведения испытания мощного прессового оборудования дает возможность испытывать образцы большой толщины и ширины, изготовленные из высокопрочных листовых материалов.

Изобретение относится к листовой штамповке. Сущность: осуществляют испытание на изгиб образца на любой угол до 90°. Для испытания в качестве технического устройства используют штамп-прибор с пуансоном, матрицей, прижимной плитой. Штамп-прибор устанавливается на мощное прессовое оборудование, а в качестве измерительных приборов применяют индикатор, масштабную линейку и транспортир повышенной точности, при помощи которых с высокой точностью определяют линейные и угловые параметры образца после разгрузки, а затем по формулам рассчитывают угол пружинения образца.
Технический результат: обеспечение возможности более точно определить пригодность материала для штамповки деталей повышенной точности на данных операциях. 5 н.п. ф-лы, 13 ил.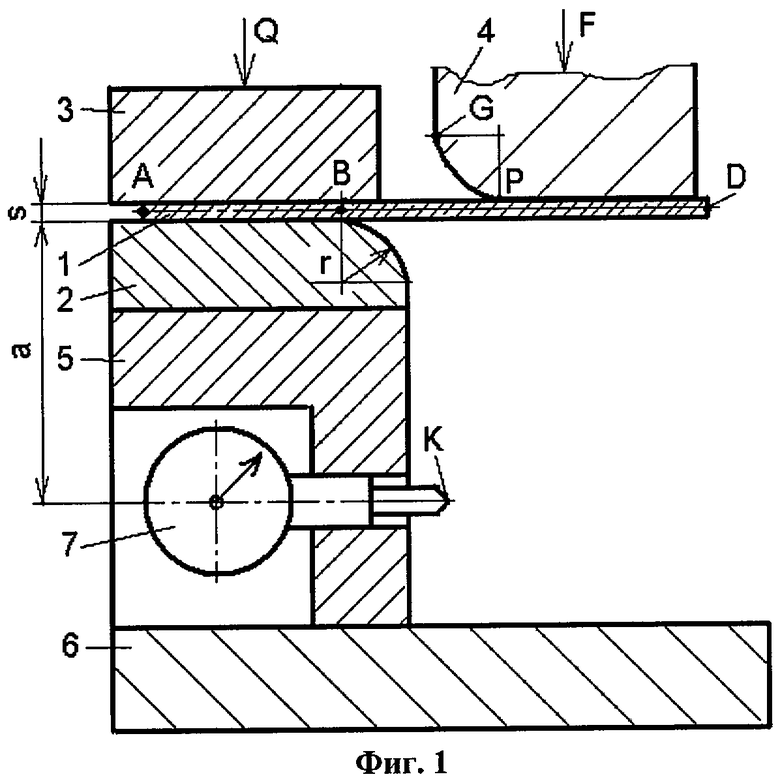

где  - исходный угол отклонения образца от вертикали;
- исходный угол отклонения образца от вертикали;
g - горизонтальное отклонение образца от вертикальной линии;
а - расстояние по вертикали вниз от рабочей плоскости матрицы до оси индикатора;
r - радиус цилиндрической рабочей поверхности матрицы,
далее пуансон или ролик выводят из контакта с образцом для разгрузки образца, по индикатору определяют горизонтальное отклонение "с" разгруженного образца от вертикальной линии края матрицы за счет пружинения образца и по формуле рассчитывают угол β отклонения образца от вертикали
β=arctg(c/(a-r)),
где β - угол отклонения образца от вертикали;
с - горизонтальное отклонение разгруженного образца;
а - расстояние по вертикали вниз от рабочей плоскости матрицы до оси индикатора;
r - радиус цилиндрической рабочей поверхности матрицы,
окончательно угол пружинения α образца толщиной s и шириной b после изгиба по матрице радиуса r на угол, близкий к 90° и равный (90°- ), рассчитывают по формуле
), рассчитывают по формуле
α=β-γ,
где α - угол пружинения;
β - угол отклонения образца от вертикали;
γ - исходный угол отклонения образца от вертикали,
или для ролика по формуле рассчитывают угол пружинения образца толщиной s и шириной b после изгиба по матрице радиуса r на прямой угол, равный 90°
α=arctg(c/(a-r)),
где α - угол пружинения;
с - горизонтальное отклонение разгруженного образца от вертикальной линии края матрицы;
а - расстояние по вертикали вниз от рабочей плоскости матрицы до оси индикатора;
r - радиус закругления матрицы.
γ=arctg(g/(a-r)),
где γ - исходный угол отклонения образца от вертикали;
g - горизонтальное отклонение образца от вертикальной линии;
а - расстояние по вертикали вниз от рабочей плоскости матрицы до оси индикатора;
r - радиус цилиндрической рабочей поверхности матрицы,
или по транспортиру определяют угол γ отклонения образца от вертикальной линии края матрицы, далее пуансон выводят из контакта с образцом для разгрузки образца, по линейке определяют горизонтальное отклонение "с" разгруженного образца от вертикальной линии края матрицы за счет пружинения образца и по формуле рассчитывают угол отклонения образца от вертикали
β=arctg(c/(a-r)),
где β - угол отклонения образца от вертикали;
с - горизонтальное отклонение разгруженного образца;
а - расстояние по вертикали вниз от рабочей плоскости матрицы до оси индикатора;
r - радиус цилиндрической рабочей поверхности матрицы,
или по транспортиру определяют угол β отклонения образца от вертикальной линии края матрицы, окончательно угол пружинения α образца толщиной s и шириной b после изгиба по матрице радиуса r на угол, близкий к 90° и равный 90°-γ, рассчитывают по формуле
α=β-γ,
где α - угол пружинения;
β - угол отклонения образца от вертикали;
γ - исходный угол отклонения образца от вертикали,
γ=arctg(g/(a-r)),
где γ - исходный угол отклонения образца от вертикали;
g - горизонтальное отклонение образца от вертикальной линии;
а - расстояние по вертикали вниз от рабочей плоскости матрицы до оси индикатора;
r - радиус цилиндрической рабочей поверхности матрицы,
далее пуансон выводят из контакта с образцом для разгрузки образца, по индикатору определяют горизонтальное отклонение "с" разгруженного образца от вертикальной линии края матрицы за счет пружинения образца и по формуле рассчитывают угол отклонения образца от вертикали
β=arctg(c/(a-r)),
где β - угол отклонения образца от вертикали;
с - горизонтальное отклонение разгруженного образца;
а - расстояние по вертикали вниз от рабочей плоскости матрицы до оси индикатора;
r - радиус цилиндрической рабочей поверхности матрицы,
окончательно угол пружинения α образца толщиной s и шириной b после изгиба по матрице с минимальным радиусом rmin до образования трещины на угол, близкий к 90° и равный 90°-γ, рассчитывают по формуле
α=β-γ,
где α - угол пружинения;
β - угол отклонения образца от вертикали;
γ - исходный угол отклонения образца от вертикали.
| ПРИБОР ДЛЯ ИСПЫТАНИЯ ЛИСТОВОГО Л^АТЕРИАЛА НА ПРУЖИНЕНИЕ | 0 |
|
SU296023A1 |
| Прибор для определения минимально допустимых радиусов гибки и углов пружинения материалов | 1949 |
|
SU82232A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ УГЛОВ ГИБКИ И УГЛОВ ПРУЖИНЕНИЯ К ТРУБОГИБОЧНОМУ СТАНКУ | 2000 |
|
RU2204454C2 |
| DE 4426208 A1, 25.01.1996. | |||

