Область техники, к которой относится изобретения
Данное изобретение относится к способам изготовления карт со встроенной микросхемой (чиповых карт), а точнее к способу изготовления чиповых карт, имеющих двойной интерфейс (далее обозначаемые двухинтерфейсными чиповыми картами), в которых два или более слоев, имеющих сформированные в них отверстия, складываются в стопку на кристалле на плате (здесь и далее обозначаемые "СОВ"), а затем спрессовываются.
Уровень техники
Карта, в которой данные и программы размещаются в СОВ, т.е. чиповые карты все больше и больше используются в различных областях применения благодаря их удобству и способности сохранять информацию. Такие чиповые карты в основном разделяются на чиповые карты контактного типа, в которые/из которых информация вводится/выводится, когда терминал считывателя карт и электрод карты находятся в контакте друг с другом, карты бесконтактного типа, в которые/из которых информация вводится/выводится через антенну, даже без контакта со считывателем карт, и чиповые карты комбинированного типа, сочетающие функции контактных и бесконтактных карт.
Двухинтерфейсные чиповые карты такого типа изготавливаются путем складывания в стопку множества слоев (также называемых листами) для формирования карты определенной формы, выемки посредством фрезерования паза 900, имеющего определенный размер, так что СОВ 200 может быть установлен в пазу 900, путем вставки СОВ 200 в паз 900, с последующим покрытием получившейся поверхности по крайней мере одним покрывающим слоем, как показано на фиг.1. Однако для этого способа требуется процесс фрезерования паза 900 для СОВ 200 в основе карты, который грубо сформирован складыванием в стопку множества слоев. Поэтому недостатком такого способа является двойное выполнении процесса. Точнее, при изготовлении чиповой карты комбинированного типа после того, как СОВ вставлен в паз, причем поверхность для контактного терминала делается доступной снаружи, необходимо электрически соединить антенные электроды СОВ и антенну, в которой намотана проводящая проволока, изогнутая для придания нужной формы. Для рабочего соединения обоих концов антенны и антенных электродов СОВ является крайне затруднительным при условии, что рабочий не может видеть обоих концов антенны и антенных электродов.
Другими словами, в том состоянии, когда концы антенны открыты по направлению к внутренней части паза, СОВ вставляется в паз с формующим элементом, направленным вниз. В этом случае антенные электроды, сформированные на основной плате СОВ, должны быть электрически соединены с обоими концами антенны. Теперь, так как СОВ расположен между глазами рабочего и пазом, т.е. соединительными элементами антенны, это ограничивает поле зрения рабочего (другими словами, электроды, которые должны быть соединены с антенной, расположены сзади основной платы, которая не видна рабочему). Поэтому на оба конца антенны наносят проводящую пасту (или клей), открытых внутрь паза, вставляют/затем запрессовывают СОВ либо приклеивают слой с термоклеем, а затем вставляют и запрессовывают при нагреве СОВ.
Однако электрическое соединение антенных соединительных элементов и электродов СОВ вследствие применения такого способа склеивания оказывается неудовлетворительным. В этом случае, если чиповая карта используется в течение длительного периода времени, возникает проблема, заключающаяся в том, что электрическое соединение может быть нарушено или сам СОВ может отделиться от карты. Более того, поскольку необходимо вставить СОВ в паз, сформированный в сложенных в стопку слоях, то площадь паза неизбежно будет превышать площадь СОВ, пусть даже незначительно. Соответственно, в случае выполненной чиповой карты, может существовать зазор между СОВ и пазом. Этот зазор может привести к проникновению влаги. Далее, если карта изгибается, СОВ может отклониться от пластины карты через зазор.
Раскрытие изобретения
Таким образом, настоящее изобретение выполнено с учетом приведенных выше проблем, и задачей настоящего изобретения является предложение двухинтерфейсной чиповой карты и способа изготовления двухинтерфейсной чиповой карты, при котором можно избавиться от повторного фрезерования паза после складывания слоев в стопку.
Другой задачей настоящего изобретения является предложение двухинтерфейсной чиповой карты и способа изготовления двухинтерфейсной чиповой карты, в которой СОВ и слои могут быть прочно соединены.
Следующей задачей настоящего изобретения является предложение двухинтерфейсной чиповой карты и способа изготовления двухинтерфейсной чиповой карты, при котором минимизируется зазор между СОВ и слоями.
Еще одной задачей настоящего изобретения является предложение двухинтерфейсной чиповой карты и способа изготовления двухинтерфейсной чиповой карты, при котором электрод и антенные электроды СОВ могут быть прочно соединены.
Еще одной задачей настоящего изобретения является предложение двухинтерфейсной чиповой карты и способа изготовления двухинтерфейсной чиповой карты, при котором процесс изготовления заготовки и процесс изготовления законченного изделия разделены.
Еще одной задачей настоящего изобретения является предложение двухинтерфейсной чиповой карты и способа изготовления двухинтерфейсной чиповой карты, имеющей высокую гладкость.
Еще одной задачей настоящего изобретения является предложение двухинтерфейсной чиповой карты и способа изготовления двухинтерфейсной чиповой карты, который может решить проблему, заключающуюся в том, что отверстие, в которое вставляется СОВ, сжимается из-за прессования при нагреве в процессе изготовления заготовки чиповой карты.
В соответствии с первым аспектом настоящего изобретения способ изготовления двухинтерфейсной чиповой карты не включает в себя этап фрезерования паза для вставки СОВ в слой после складывания слоев в стопку. Для этой цели способ изготовления двухинтерфейсной чиповой карты включает в себя этап формирования отверстия для вставки СОВ по меньшей мере в один слой, а затем складывания в стопку и прессования СОВ и слоя. Конкретнее, способ изготовления чиповой карты включает в себя этапы расположения СОВ таким образом, что электродная поверхность СОВ для терминала ориентирована вниз, складывания в стопку двух или более слоев, имеющих отверстие такого размера, что в него может быть вставлен СОВ таким образом, что СОВ оказывается вставленным в отверстие соответствующего размера, складывание в стопку слоев, не имеющих сформированного отверстия, а затем прессования сложенных в стопку слоев.
Во втором аспекте настоящего изобретения в способе изготовления двухинтерфейсной чиповой карты упрощается процесс электрического соединения сформированного в слое витка антенны с электродом, сформированным в СОВ. Таким образом, увеличивается прочность физического соединения между витком антенны и электродом СОВ, и легко может быть использован дополнительный клей и т.п. Этот результат достигается посредством процесса электрического соединения сформированной в антенном слое антенны и антенных электродов СОВ в состоянии, в котором антенные электроды СОВ расположены сверху. Конкретнее, СОВ расположен таким образом, что электродная поверхность СОВ для контактного терминала расположена снизу. По меньшей мере один слой, имеющий сформированное в нем отверстие, через которое может быть вставлена основная плата СОВ, помещается в стопку первой, таким образом, что СОВ оказывается вставленным в отверстие. Далее антенный слой, в котором сформирован виток антенны и сформировано другое отверстие, соответствующее расположению отверстия, помещается в стопку таким образом, что это другое отверстие охватывает формующий элемент СОВ. Оба конца антенны затем электрически соединяются с антенными электродами СОВ. После этого со стороны, обратной стороне электродной поверхности СОВ для контактного терминала, укладывается другой слой. Уложенные в стопку слои затем прессуются. Теперь обрамляющий элемент СОВ и антенные электроды доступны снаружи через отверстие, сформированное в антенном слое.
В третьем аспекте настоящего изобретения способ изготовления двухинтерфейсной чиповой карты делится на первый этап изготовления заготовки и второй этап изготовления законченного изделия и сопоставим с обычным процессом изготовления двухинтерфейсной чиповой карты. Кроме того, в процессе изготовления законченного изделия используется традиционная производственная линия (т.е. печатающее оборудование, оборудование для пакетирования и прессования печатных слоев и т.п.). Способ изготовления двухинтерфейсной чиповой карты включает в себя первый этап изготовления заготовки, включающий в себя этапы формирования отверстия, через которое формующий элемент и антенные электроды СОВ оказываются доступными в определенном месте, вставки обрамляющего элемента СОВ в слой витка антенны таким образом, что оба конца антенны оказываются доступными внутри отверстия, электрического соединения обоих концов антенны с антенными электродами СОВ, помещение в стопку слоя, не имеющего отверстия, со стороны, противоположной стороне СОВ для терминала, доступной снаружи, и прессования сложенных в стопку слоев; и второй этап изготовления законченного изделия, включающий этапы укладывания в стопку по меньшей мере одного слоя с отверстием, через которое может быть вставлена основная плата СОВ, имеющего по существу ту же толщину, что и основная плата СОВ, и прессования всей стопки слоев.
В соответствии с четвертым аспектом способа изготовления двухинтерфейсной чиповой карты виток антенны и электроды СОВ имеют большую прочность соединения. Иными словами, этот способ включает в себя этап прикрепления витка антенны, сформированной в антенном слое, и антенных электродов СОВ с помощью ультразвуковой сварки, применения проводящего клея или приклеивания с помощью слоя с термоклеем в положении, когда антенные электроды СОВ доступны сверху. В обычном способе изготовления чиповой карты сам СОВ ограничивает поле зрения рабочего. Поэтому сложно непосредственно соединить виток антенны и антенные электроды СОВ.
В соответствии с пятым аспектом способа изготовления двухинтерфейсной чиповой карты прочность соединения между СОВ и слоем, наложенным на СОВ, удваивается с помощью слоя с термоклеем. Для этой цели этот способ дополнительно включает в себя этап приклеивания слоя с термоклеем, на котором в основной плате СОВ формируется отверстие для открывания формующего элемента и антенных электродов СОВ. При добавлении этого этапа низ слоя с термоклеем приклеивается к основной плате, а верх слоя с термоклеем приклеивается к слою, который последовательно укладывается в стопку на слой с термоклеем при прессовании при нагреве.
В соответствии с шестым аспектом способа изготовления двухинтерфейсной чиповой карты предлагается способ изготовления двухинтерфейсной чиповой карты, обеспечивающий высокую гладкость. В этих целях этот способ включает в себя этапы введения наполнителя между формующим элементом СОВ и слоем, уложенным на формующий элемент, и/или введения наполнителя в область, в которой электрически соединены виток антенны и антенные электроды СОВ.
В соответствии с седьмым аспектом способа изготовления двухинтерфейсной чиповой карты предлагается способ изготовления, предотвращающий проблему, заключающуюся в термической усадке антенного слоя вследствие первого прессования на этапе изготовления заготовки изделия. Для этой цели данный способ включает в себя этапы прессования ламинирующего слоя на антенный слой, в котором для формирования основного слоя формируется виток антенны, формирования отверстия, через которое в слой вставляется обрамляющий элемент СОВ, вставка обрамляющего элемента СОВ в отверстие в основном слое, электрического соединения антенных электродов СОВ с витком антенны и укладывания в стопку слоя, не имеющего сформированного отверстия, на основной слой с последующей сваркой слоя стежками.
Другие свойства и достоинства настоящего изобретения станут ясны из нижеследующего описания, содержащего ссылки на прилагаемые чертежи, которые иллюстрируют пример осуществления изобретения, не вносящий каких-либо ограничений.
На фиг.1 схематично показан вид поперечного сечения, поясняющий способ изготовления двухинтерфейсной чиповой карты в соответствии с уровнем техники;
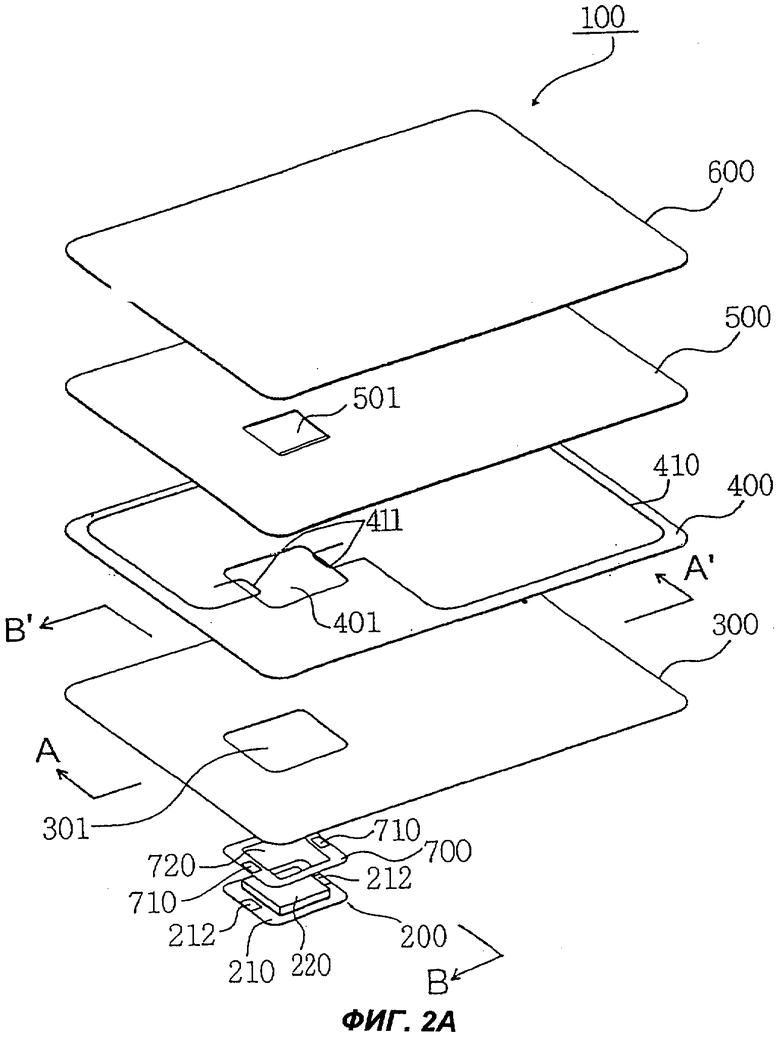
на фиг.2 (А) показан перспективный вид, поясняющий способ изготовления двухинтерфейсной чиповой карты в соответствии с вариантом осуществления настоящего изобретения;
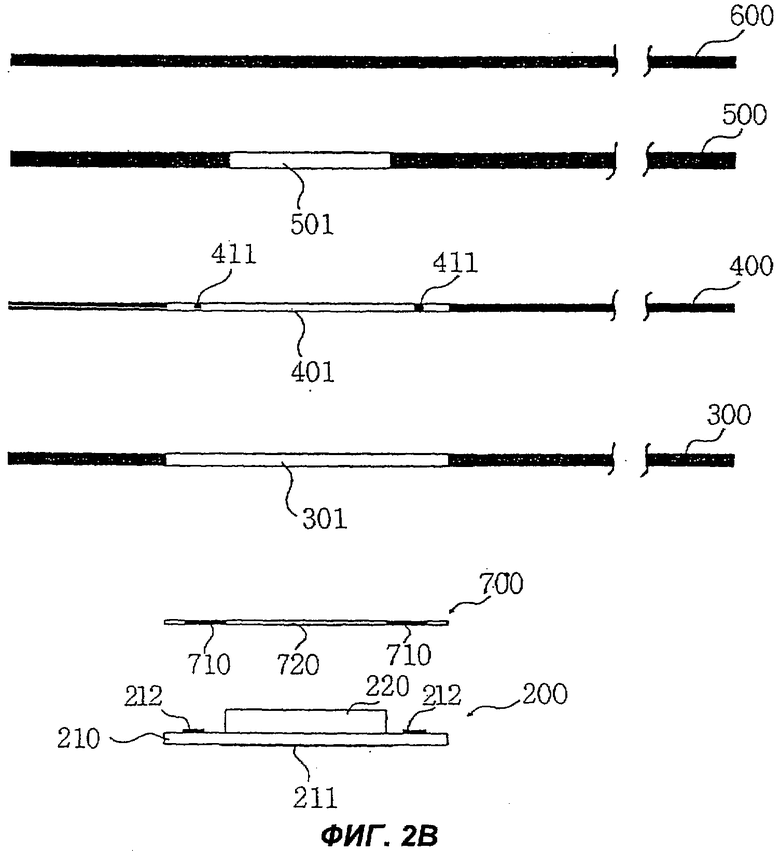
на фиг.2 (В) показан вид поперечного сечения чиповой карты, показанной на фиг.2 (А);
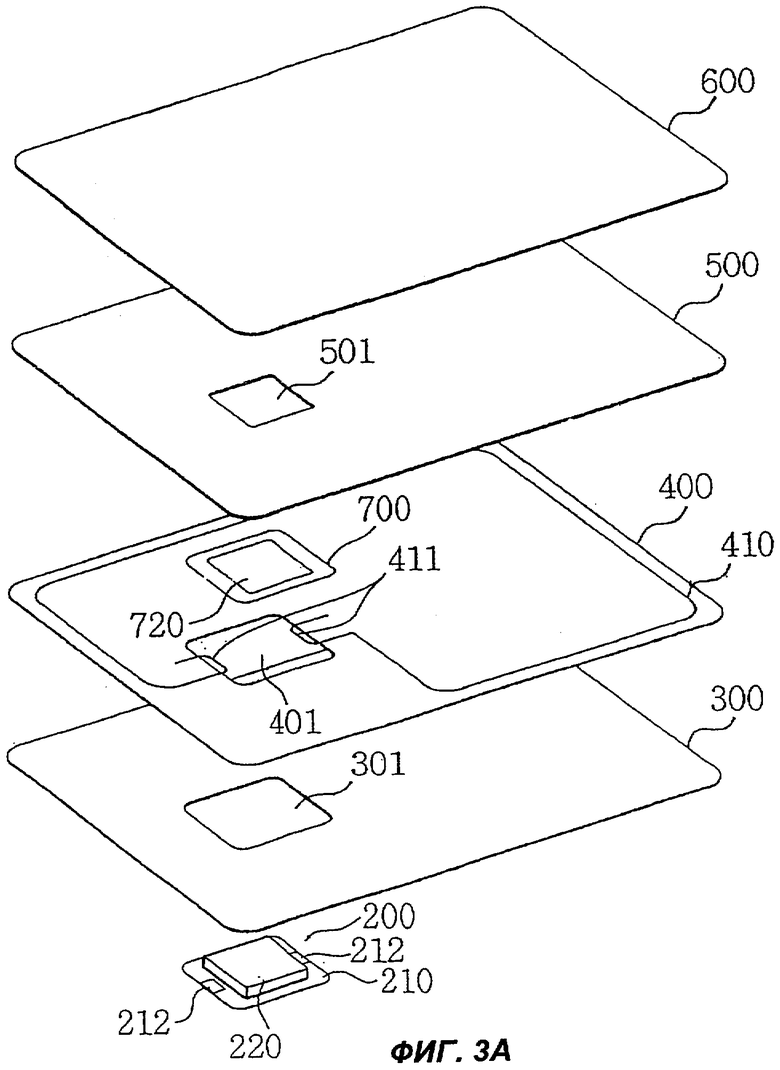
на фиг.3 (А) показан перспективный вид, поясняющий способ изготовления двухинтерфейсной чиповой карты в соответствии с другим вариантом осуществления настоящего изобретения;
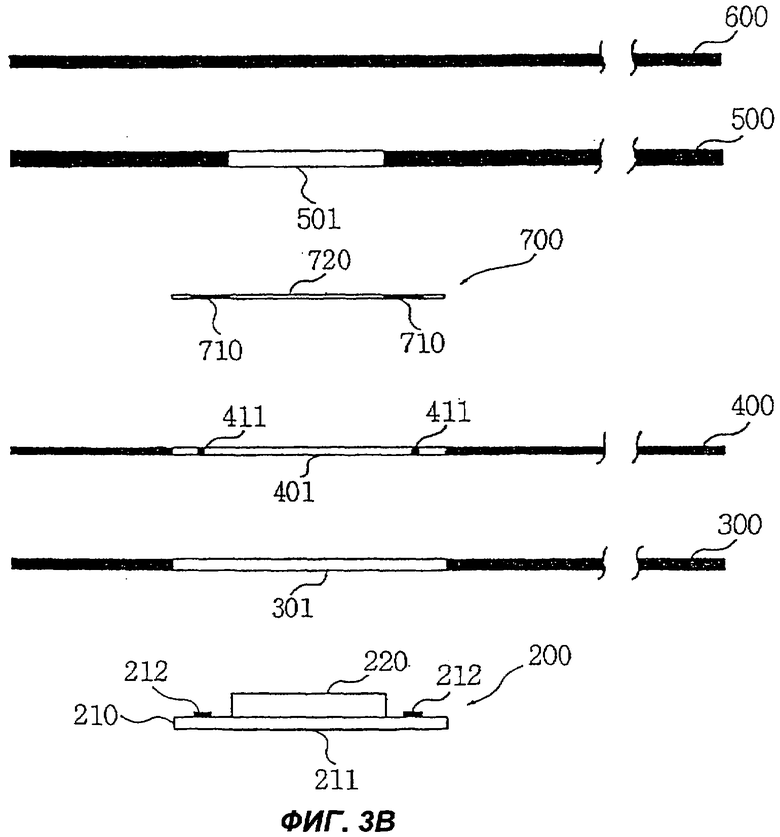
на фиг.3 (В) показан вид поперечного сечения чиповой карты, показанной на фиг.3 (А);
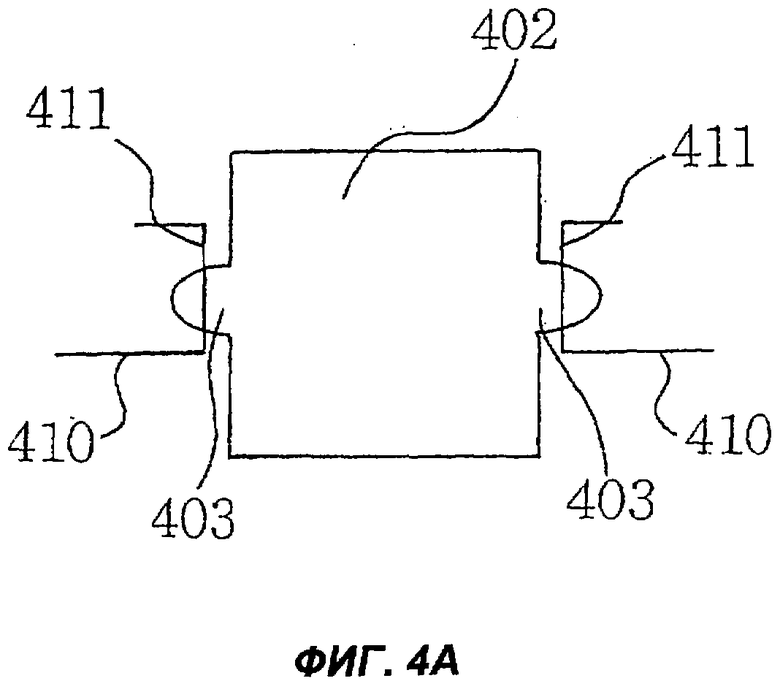
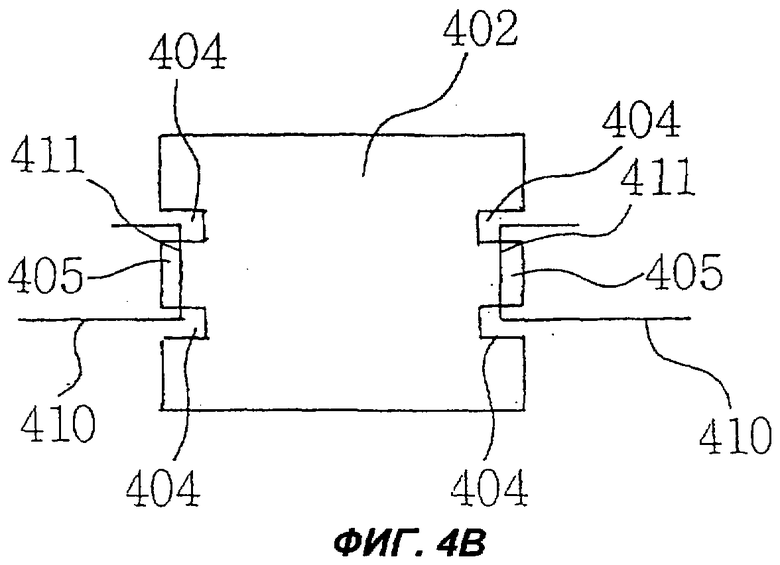
на фиг.4 (А) и 4 (В) показаны горизонтальные проекции, каждая из которых показывает второе отверстие, образованное в антенном слое при способе изготовления двухинтерфейсной чиповой карты в соответствии с вариантом осуществления настоящего изобретения;
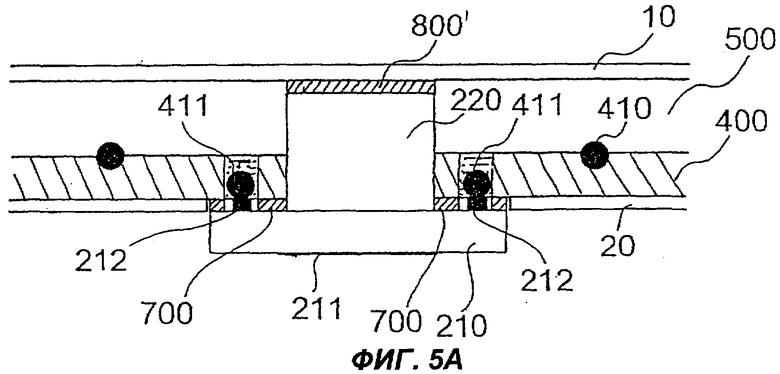
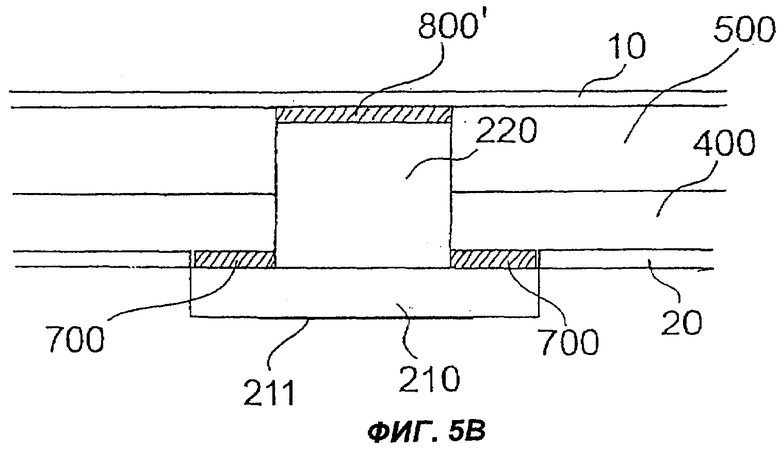
на фиг 5 (А) показан вид поперечного сечения (произведенного по линии А-А′ на фиг.2 (А)) двухинтерфейсной чиповой карты, в которой множество слоев уложены на первом этапе процесса изготовления заготовки в соответствии с вариантом осуществления изобретения;
на фиг.5 (В); показан вид продольного сечения (произведенного по линии В-В′ на фиг.2 (А)) чиповой карты, показанной на фиг.5 (А);
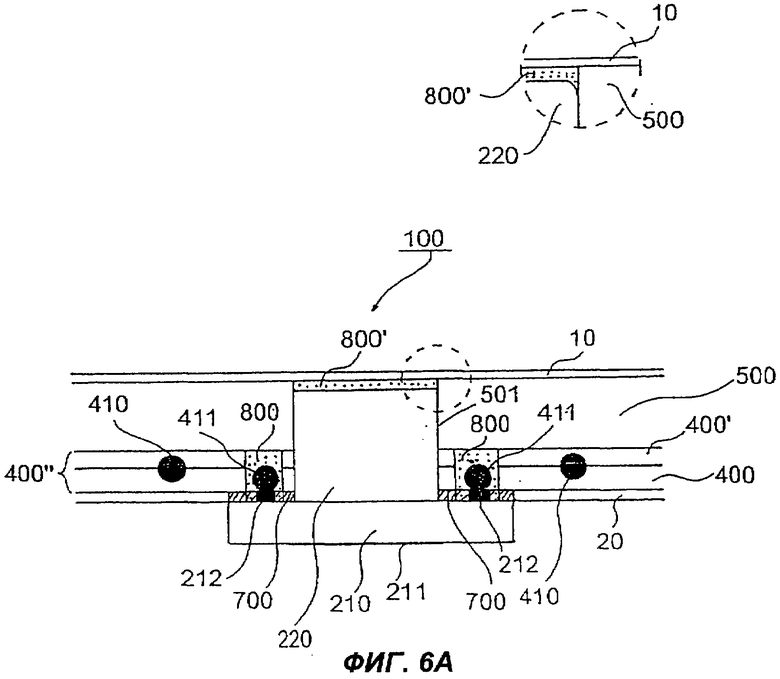
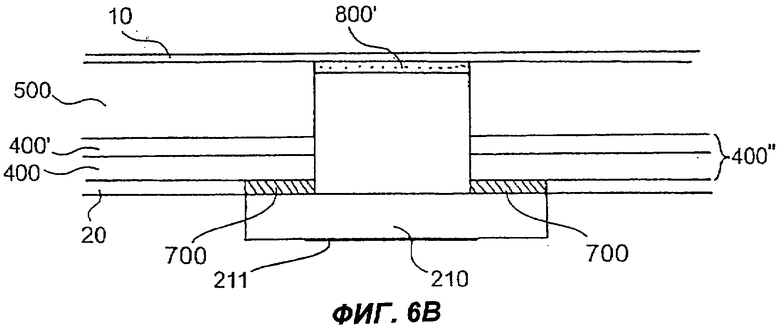
на фиг 6 (А) показан вид поперечного сечения двухинтерфейсной чиповой карты, в которой множество слоев уложены на первом этапе процесса изготовления заготовки в соответствии с другим вариантом осуществления изобретения;
на фиг.6 (В) показан вид продольного сечения чиповой карты, показанной на фиг.6 (А).
Осуществление изобретения
Далее настоящее изобретение будет подробно описано в соответствии с предпочтительными вариантами осуществления со ссылками на прилагаемые чертежи.
На фиг.2 (А) представлен перспективный вид, поясняющий способ изготовления двухинтерфейсной чиповой карты в соответствии с вариантом осуществления изобретения, а на фиг.2 (В) представлено сечение двухинтерфейсной чиповой карты, показанной на фиг.2 (А).
Двухинтерфейсная чиповая карта 100 по изобретению состоит из множества сложенных в стопку слоев. Одна рабочая пластина (не показана), которая по существу является плоской, первой укладывается на основание. Затем на рабочую пластину укладывается СОВ 200. Предпочтительно, чтобы рабочая пластина была металлической, имеющей заданную толщину. Хотя это будет описано позже, металлическая пластина имеет то преимущество, что может быть легко термически прессовать рабочую плату. СОВ 200 является общим встроенным кристаллом и имеет структуру, в которой слоистый кристалл расположен на основной плате 210, а обрамляющий элемент 220 сформирован на кристалле. Обрамляющий элемент 220 не обязательно относится только к обрамлению, но может относиться ко всему, что может защитить кристалл, включая герметизацию. В СОВ 200, предназначенном для использования в картах контактного типа среди таких СОВ, нижняя часть основной платы 210, т.е. противоположная сторона, на которой сформирован формующий элемент 220, становится электродной поверхностью 211 для внешнего терминала. Более того, в СОВ 200, предназначенном для использования в картах комбинированного типа, два антенных электрода 212, которые должны подключаться к антенне 410, формируются на основной плате 210, а нижняя часть основной платы 210 аналогично становится электродной поверхностью 211 для внешнего терминала. При размещении СОВ 200 на рабочей пластине поверхность 211 СОВ 200 для терминала расположена со стороны рабочей платы. Таким образом, становится возможным видеть обрамляющий элемент 220 сверху. Здесь и далее под "сверху" имеется в виду направление от элемента 600 к элементу 300, а под "снизу" имеется в виду направление от элемента 300 к элементу 600. Здесь и далее первым будет описан способ изготовления чиповых карт комбинированного типа.
Двусторонняя плата 700 с термоклеем, т.е. нижняя часть платы 700, на обоих концах которой сформирован и прикреплен тепловым способом расплав адгезивного материала, прикрепляется частями за исключением обрамляющего элемента 220 и антенного электрода 212 СОВ 200. Верхняя часть платы 700 прикреплена к центральному слою 500, который будет описан ниже. Предпочтительно, чтобы сверху двухсторонней платы 700 с термоклеем была нанесена промасленная бумага. Таким образом, рабочий может прикрепить центральный слой 500 к двусторонней плате 700, склеенной термоклеем, после удаления промасленной бумаги. Предпочтительно, чтобы двухсторонняя плата 700 с термоклеем была не больше, чем внешняя кромка СОВ 200, т.е. часть основной платы 210. Более предпочтительно, чтобы часть, приклеенная к центральному слою 500, стала максимально широкой, делая внешнюю кромку платы 700 с термоклеем по существу совпадающей с внешней кромкой основной платы 210.
Далее в части платы 700, контактирующей с антенным проводником 212, формируется отверстие 710 или паз ⊂-образной формы, так что элемент 411, который будет описан далее, и антенный электрод 212 могут быть электрически соединены путем ультразвуковой сварки, склейки токопроводящим клеем, пайки и т.п. Центральное отверстие 720 (предпочтительно имеющее существенно тот же размер, что и формующий элемент 220), в которое вставляется формующий элемент 220, формируется в центральной части платы 700 с термоклеем.
Если СОВ 200, к одной стороне которого приклеена плата 700 с термоклеем, расположен на рабочей пластине, передний покрывающий слой 300 с отверстием 301 (далее обозначаемое как "первое отверстие" 301), имеющим по существу тот же размер, что и основная плата 210 СОВ 200, укладывается на рабочую пластину, в то время как первое отверстие 301 охватывает основную плату 210. Теперь предпочтительно, чтобы как первое отверстие 301, так и основная плата 210, т.е. часть внешней кромки СОВ 200, максимально сближались, а размер соседних отверстий совпадал. Функциональным назначением переднего покрывающего слоя 300 является защита чиповой карты 100, выполненной в соответствии с изобретением, от влаги и т.д., и он предпочтительно должен быть выполнен из прозрачной пленки. В вышеприведенном процесс наложения переднего покрывающего слоя 300 может быть при необходимости опущен; он описан ниже.
Если передний покрывающий слой 300 укладывается на рабочую пластину, антенный слой 400, имеющий сформированную на нем антенну 410, укладывается на передний покрывающий слой 300 (процесс формирования антенны 410 известен, а форма антенны может отличаться от формы, показанной на чертеже). Теперь в антенном слое 400 формируется второе отверстие 401. Размер второго отверстия 401 определяется таким образом, чтобы формующий элемент 220 и антенные электроды 212 СОВ 200 были открыты при просмотре рабочим сверху. Кроме того, второе отверстие 401 может иметь ту же форму, что и первое отверстие 301. Если форма второго отверстия 401 отличается от формы первого отверстия 301, важно, чтобы формующий элемент 200 и антенные электроды 212 СОВ 200 были открыты.
На чертеже показано, что элементы 411 соединения с антенной открыты с внутренней стороны второго отверстия 401 в форме "⊂". Однако настоящее изобретение не ограничивается приведенным выше примером. Важно, чтобы элементы 411 соединения с антенной в достаточной степени выступали внутрь второго отверстия 401 таким образом, чтобы часть, соответствующая концам антенны, в значительной степени совпадала с антенными электродами 212. Однако следует отметить, что техническое решение, относящееся к соединению соединительных элементов антенны с антенными электродами, может быть легко реализовано специалистами в данной области техники. Толщина сложенных в стопку переднего покрывающего слоя 300 и антенного слоя 400 делается равной толщине основной платы 210 СОВ 200. Антенный слой 400 может быть уложен после формирования антенны 410, или антенна 410 может быть сформирована после укладки слоя без сформированной в нем антенны. Предусматривается, хотя это специально не указано, что антенный слой 400 включает оба варианта.
Если антенный слой 400 уложен в стопку, промасленная бумага, прикрепленная к верхней части слоя 700 с термоклеем, удаляется (промасленная бумага может удаляться как до, так и после установки переднего покрывающего слоя). Элементы 411 соединения с антенной и антенные электроды 212 СОВ 200 электрически соединяются. Теперь электрическое соединение может быть предпочтительно осуществлено с использованием ультразвуковой сварки, пайки, электропроводного клея и т.п. Конец антенны 410, т.е. элементы 411 соединения с антенной, не контактирующие с антенными электродами 212, могут быть приклеен сверху верхней части слоя 700 с термоклеем, если это предусмотрено.
Если элементы 411 соединения антенны и антенные электроды 212 СОВ 200 соединены, центральный слой 500 укладывается на них. Третье отверстие 501, в которое может быть вставлен обрамляющий элемент 220 СОВ 200, формируется в центральном слое 500. Предпочтительно, чтобы третье отверстие 501 имело по существу такой размер, чтобы его площадь была равна площади обрамляющего элемента 220, а толщина центрального слоя 500 и толщина формующего элемента 220 были одинаковы. Таким образом, если толщина стопки, состоящей из переднего покрывающего слоя 300 и антенного слоя 400, становится равной толщине основной платы 210 СОВ 200, то образование зазора между СОВ 200, передним покрывающим слоем 300, антенным слоем 400 и центральном слоем 500 маловероятно.
Если центральный слой 500 уложен в стопку, на центральный слой 500 укладывается задний покрывающий слой 600. Задний покрывающий слой 600 выполняет ту же роль, что и передний покрывающий слой 300. Задний покрывающий слой 600 предпочтительно выполняется из прозрачной покрывающей пленки. В общем случае на поверхности чиповой карты печатаются назначение карты, идентификационная информация и т.п. В случае, если чиповая карта изготовлена в соответствии с настоящим изобретением, информация наносится на антенный слой 400 или сверху центрального слоя 500. Предпочтительно, чтобы напечатанные объекты были защищены покрывающими слоями 300 и 600.
Если задний покрывающий слой 600 уложен в стопку, на задний покрывающий слой 600 укладывается другая рабочая пластина (по существу плоская металлическая пластина). Затем две рабочие пластины сжимаются. В данном случае рабочие пластины нагреваются при постоянной температуре, в то время как множество слоев хорошо прессуются между собой, и верх слоя с термоклеем 700 хорошо приклеивается к центральному слою 500. Слой 700 с термоклеем служит для минимизации зазора между третьим отверстием 501, сформированным в центральном слое 500, и первым и вторым отверстиями 301 и 401.
Выше было описано, что в случае, если чиповая карта формируется путем складывания в стопку переднего покрывающего слоя 300, антенного слоя 400, центрального слоя 500 и заднего покрывающего слоя 600, она в соответствии с настоящим изобретением становится картой комбинированного типа. Однако следует понимать, что передний покрывающий слой 300 или задний покрывающий слой 600 могут быть исключены, между слоями могут быть вставлены другие слои, и при необходимости в стопку могут помещаться разнообразные слои. Может оказаться необходимым, чтобы слои 300, 400, 500 и 600 имели способность склеиваться между собой при прессовании с нагревом. Однако следует отметить, что существующие слои могут использоваться при необходимости.
Ниже будет описан случай, когда созданная в соответствии с изобретением чиповая карта является картой контактного типа. В картах контактного типа СОВ 200 не имеет антенных электродов 212, описанных выше. Таким образом, в антенном слое 400 не формируется антенна 410. Более того, в случае использования слоя с термоклеем отверстие 710 в слое для антенных электродов 212 не формируются. Остальные процессы по существу являются такими же, как процессы, используемые при способе изготовления чиповой карты комбинированного типа. Другими словами, способ изготовления карты контактного типа заключается в наложении на рабочую плату СОВ 200, наложении переднего покрывающего слоя 300, имеющего первое отверстие 301, на СОВ 200, последующего формирования второго отверстия 401 на переднем покрывающем слое 300, но в стопку помещается антенный слой 400 с несформированной на нем антенной. Второе отверстие 401 должно иметь такие размеры, чтобы через него мог быть вставлен обрамляющий элемент 220, предпочтительно имеющий те же размеры, что и первое отверстие 301. Далее в стопку укладывается центральный слой 500, имеющий третье отверстие 501, соответствующее обрамляющему элементу 220. Затем на центральный слой 500 укладывается задний покрывающий слой 600.
Выше было описано, что СОВ 200 размещается на рабочей пластине, и затем укладываются передний покрывающий слой 300 и антенный слой 400, при этом расположение первого отверстия 301 и второго отверстия 401 выравниваются. Однако СОВ 200 может быть помещен в отверстия 301 и 401 после того, как уложены передний покрывающий слой 300 и антенный слой 400 и расположение первого отверстия 301 и второго отверстия 401 достаточно выровнены. В этом случае, если антенный слой 400 укладывается на передний покрывающий слой 300, СОВ 200 может быть вставлен в отверстия 301 и 401 после переворачивания уложенных в стопку слоев 300 и 400. Остальные процессы по существу не отличаются от процессов, применяемых при способе изготовления чиповых карт комбинированного типа и чиповых карт контактного типа.
На фиг.3 (А) показан перспективный вид, поясняющий способ изготовления двухинтерфейсной чиповой карты в соответствии с другим вариантом осуществления настоящего изобретения, а на фиг.3 (В) показан вид сечения чиповой карты, показанной на фиг.3 (А).
Способ изготовления чиповой карты в соответствии с фиг.3 (А) и 3 (В) является модификацией процесса наложения слоя 700 с термоклеем. На фиг.2 низ слоя 700 с термоклеем не приклеивается непосредственно к СОВ 200. Однако на фиг.3 после укладки на СОВ 200 переднего покрывающего слоя 300 и антенного слоя 400 низ слоя 700 с термоклеем приклеивается сверху СОВ 200 через второе отверстие 401 антенного слоя 400. В этом случае для слоя 700 с термоклеем по-прежнему требуется центральное отверстие 720 для доступа к обрамляющему элементу 220, но не требуется отверстие 710 для антенного электрода 212. Другими словами, рабочий может электрически соединить элементы 411 с антенными электродами 212 СОВ 200 с достаточным полем обзора при укладывании в стопку антенного слоя 400. Соответственно, не имеет значения, если слой с термоклеем больше второго отверстия 401. Прочность склеивания с центральным слоем 500 может быть увеличена при использовании слоя 700 с термоклеем более широкого, чем второе отверстие 401.
На фиг.4 (А) и 4 (В) показаны горизонтальные проекции, каждая из которых показывает второе отверстие, образованное в антенном слое в соответствии с вариантом осуществления изобретения.
Второе отверстие 401 формируется в антенном слое 400 чиповой карты комбинированного типа в соответствии с изобретением. Необходимо, чтобы второе отверстие 401 было сформировано таким образом, чтобы соединительный элемент 411 антенны 410 и антенные электроды 212 СОВ 200 находились в поле зрения рабочего. Соответственно, второе отверстие 401 содержит центральную часть 402, имеющую размер больший, чем обрамляющий элемент 220 СОВ 200, чтобы обрамляющий элемент 220 был доступен сверху (внутренний край замкнутой кривой является отверстием, и ее внешняя часть является антенным слоем на фиг.4 (А)), как показано на фиг.4 (А).
Далее на обеих сторонах центральной части 402 имеются внешние выступы 403, имеющие форму проушин, выступающих наружу, так что антенные электроды 212 доступны сверху. Соединительные элементы 411 антенны 410 формируются на уровне внешних выступов 403. Таким образом, рабочий может произвести электрическое соединение соединительных элементов 411 антенны и антенных электродов 212, расположенных снизу, через внешние выступы отверстия 403. Следует отметить, что каждая сторона с обеих сторон антенного слоя 400, на котором сформирована антенна 410, ориентирована вниз. Другими словами, сторона, на которой сформирована антенна 410, становится стороной, уложенной на передний покрывающий слой 300. Предпочтительно, чтобы центральные точки внешних выступов 403, отверстия 710 в слое с термоклеем и антенных электродов 212 совпадали между собой.
Если слой 700 с термоклеем накладывается после укладки антенного слоя 400, предпочтительно, чтобы второе отверстие 401, сформированное в антенном слое 400, имело форму, показанную на фиг.4 (В) (внутренний край замкнутой кривой является отверстием, и ее внешняя часть является антенным слоем на фиг.4 (В)). Теперь центральное отверстие 402, имеющее больший размер, чем обрамляющий элемент 220 СОВ 200, формируется во втором отверстии 401, так что обрамляющий элемент 220 виден сверху, т.е. находится в поле зрения рабочего. Далее пара внутренних выступов 404 выдается внутрь по обеим сторонам центрального отверстия 402 и в направлениях вверх и вниз по обеим сторонам центрального отверстия 402 с выступами, разнесенными в стороны на некоторое расстояние. Другими словами, четыре внутренних выступа 404 являются частью антенного слоя 400. В соединительных элементах 411 антенны 410 расстояние между парой внутренних выступов 404 служит в качестве бокового отверстия 405, сформированного на границе центрального отверстия 402.
Далее соединительные элементы 411 антенны 410 формируются напротив бокового отверстия 405. Другими словами, после укладывания в стопку антенного слоя 400, в котором сформирована только пара боковых отверстий 405, рабочий может электрически подключить соединительные элементы 411 антенны 410 и антенные электроды 212 СОВ 200 через боковые отверстия 405, а затем сформировать в антенном слое второе отверстие 401, форма которого показана на фиг.4 (В) с помощью, например, пробойника. Далее слой с термоклеем 700 приклеивается во втором отверстии 401, в котором обрамляющий элемент 220 доступен снаружи, а размер слоя 700 с термоклеем имеет размер больший, чем второе отверстие 401.
На фиг.5 (А) показан вид поперечного сечения (произведенного по линии А-А′ на фиг.2 (А)) двухинтерфейсной чиповой карты, в которой множество слоев уложены в стопку на первом этапе процесса изготовления заготовки в соответствии с вариантом осуществления изобретения, а на фиг.5 (В) показан вид продольного сечения (произведенного по линии В-В′ на фиг.2 (А)) чиповой карты, показанной на фиг.5 (А). В этом варианте осуществления способ изготовления двухинтерфейсной чиповой карты включает в себя первый этап изготовления заготовки и второй этап изготовления готового изделия. Процесс на первом этапе включает в себя изготовление основы чиповой карты (т.е. этап вставки антенного слоя и центрального слоя в СОВ и в дальнейшем их укладывание в стопку), а на втором этапе процесс включает в себя процесс укладывания в стопку печатных слоев, покрывающих слоев и т.п.
В способе изготовления двухинтерфейсной чиповой карты в соответствии с настоящим изобретением процесс на первом этапе является процессом изготовления заготовки, включая укладывание в стопку множества слоев. Первая рабочая пластина (не показана), которая в общем случае является плоской и имеет отверстие в заданном месте, которое по существу имеет ту же форму и площадь, что и основная плата 210 СОВ 200, укладывается на основание первой (предпочтительно, чтобы первая рабочая пластина имела по существу ту же толщину, что и основная плата). Затем в отверстии размещается СОВ 200, электродная поверхность 211 которого направлена вниз. Предпочтительно, чтобы рабочая пластина была металлической и имела определенную толщину. Металлическая пластина имеет то преимущество, что может прессоваться при нагреве, как описано далее. Теперь, после того как множество слоев для заготовки изделия, которое будет описано далее, уложены в стопку, СОВ 200 может быть вставлен в рабочую плату и затем запрессован без необходимости использования процесса вставки СОВ 200 в рабочую плату со сформированным в ней отверстием.
Низ слоя 700 с двухсторонним термоклеем приклеивается к частям за исключением обрамляющего элемента 220 и антенных электродов 212 СОВ 200, а верхняя часть слоя 700 с двухсторонним термоклеем приклеивается к антенному слою 400, что будет описано далее. Так как сверху слоя 700 с двухсторонним термоклеем предпочтительно устанавливать промасленную бумагу, низ слоя 700 с двухсторонним термоклеем приклеивается к верхней части СОВ 200 (приклеивание при нагреве), а затем удаляется промасленная бумага.
Поэтому верхняя часть слоя 700 с двухсторонним термоклеем может быть приклеена (приклеивание при нагреве) к антенному слою 400. Предпочтительно, чтобы слой 700 с термоклеем не выступал за пределы внешней границы СОВ 200, т.е. части основной платы 210. Более предпочтительно, чтобы часть, приклеенная к центральному слою 500, была максимально расширена, позволяя внешнему краю слоя 700 с термоклеем существенно совпадать с внешней границей основной платы 210.
Далее формируется отверстие 710 в слое 700 или формируется ⊂-образный паз в той части, где слой 700 с термоклеем контактирует с антенными электродами 212. Таким образом, соединительные элементы 411, которые будут описаны позже, и антенные электроды 212 могут быть электрически соединены с помощью ультразвуковой сварки, склеивания токопроводящим клеем, пайки и т.п. Далее в центральной части слоя 700 с термоклеем формируется центральное отверстие 720 существенно того же размера, что и площадь обрамляющего элемента 220. Обрамляющий элемент 220 СОВ 200 может быть вставлен в центральное отверстие 720.
СОВ 200 с приклеенным к его верхней части слоя 700 с термоклеем, антенным слоем 400 с образованным в нем в определенном месте вторым отверстием 401 и антенной 410, сформированной с одной его стороны, устанавливается на рабочую плату таким образом, чтобы обрамляющий элемент 220 и антенный электрод 212 СОВ 200 были видны при осмотре сверху. В вышеуказанном случае обрамляющий элемент 220 вставляется во второе отверстие 401. Может оказаться предпочтительным, чтобы нижняя часть антенного слоя 400 оставалась параллельной низу основной платы. Однако, как описано далее, можно наложить по крайней мере еще один слой (например, второй покрывающий слой и т.п.) до укладки антенного слоя 400, а затем укладывать антенный слой 400 поверх по меньшей мере еще одного слоя.
Далее этап накладывания слоя 700 с термоклеем может быть изменен. В этом случае низ слоя 700 с термоклеем не приклеивается непосредственно к СОВ 200, а может быть приклеен к верхней части СОВ 200 через второе отверстие 401 антенного слоя 400 после того, как второй покрывающий слой 10 и антенный слой 400 уложены на СОВ 200. В этом случае для слоя 700 с термоклеем по-прежнему требуется центральное отверстие 720 (см фиг.2 (А)) для открывания обрамляющего элемента 220, но не требуется отверстие в слое 710 для открывания антенных электродов 212. Другими словами, рабочий может электрически соединить соединительные элементы 411 антенны и антенные электроды 212 СОВ 200, находящиеся в достаточном поле обзора при укладывании в стопку антенного слоя 400. Таким образом, после выполнения электрического соединения рабочий может приклеить слой 700 с термоклеем к антенному слою 400. Соответственно, не имеет значения, больше ли слой 700 с термоклеем, чем второе отверстие 401. Прочность склеивания с центральным слоем 500 может быть увеличена путем использования слоя 700 с термоклеем большей ширины, чем второе отверстие 401. В случае, если слой 700 с термоклеем приклеивается после такого укладывания в стопку антенного слоя 400, предпочтительно, чтобы второе отверстие 401 имело форму, показанную на фиг.4 (В).
В приведенном выше описании второе отверстие 401 может быть различной формы. Обрамляющий элемент 220 и антенные электроды 212 могут быть открыты сверху. Более того, требуется, чтобы оба конца (соединительные элементы 411 антенны) антенны 410 соответственно выступали внутрь второго отверстия. Соединительные элементы 411 подключения антенны должны быть сформированы в местах, соответствующих антенным электродам 212. Так как технология формирования такого антенного соединения известна специалистам в данной области техники, его подробное описание будет опущено. Кроме того, антенный слой 400 может быть уложен в стопку после формирования антенны 410, или антенна может быть сформирована после укладывания в стопку антенного слоя 401 с несформированной антенной.
Предпочтительно, чтобы антенный слой 400 укладывался в стопку после того, как второй покрывающий слой 20, имеющий отверстие (далее обозначаемое "пятым отверстием" 11), существенно имеющим ту же площадь и размеры, что и основная плата 210 СОВ 200, вставляется в обрамляющий элемент 220 СОВ 200 перед укладыванием в стопку антенного слоя 400. В этом случае заданные части второго покрывающего слоя 20 и антенного слоя 400 точечно соединяются с помощью ультразвуковых волн, т.е. привариваются стежками. Путем укладывания в стопку второго покрывающего слоя 20 можно предотвратить слабый просмотр антенной обмотки снаружи готовой чиповой карты. Кроме того, может быть решена проблема разницы в толщине, возникающая из-за слоя 700 с термоклеем. Посредством выполнения антенного слоя 400 достаточно толстым, т.е. по существу такой же толщины, как и обрамляющий элемент 220 СОВ 200, можно достичь толщины обрамляющего элемента 220, составляющейся только из толщины второго покрывающего слоя 20 и антенного слоя 400. Однако предпочтительно, чтобы толщина антенного слоя 400 была меньше, чем толщина обрамляющего элемента 220, и этап укладывания в стопку центрального слоя 500 выполнялся после этого.
Если соединительные элементы 411 антенного слоя 400 и антенные электроды 212 СОВ 200 электрически соединены, в стопку укладывается по меньшей мере один центральный слой 500, имеющий третье отверстие 501 по существу той же формы и площади, что и обрамляющий элемент 220. Третье отверстие 501 вставляется на обрамляющий элемент 220 СОВ 200. Более предпочтительно, чтобы перед укладыванием в стопку центрального слоя 500 (или во время складывания в стопку множества центральных слоев, т.е. после укладывания одного или двух центральных слоев), приклеивался другой слой с термоклеем (не показан), достаточный для того, чтобы полностью покрыть обрамляющий элемент 220 СОВ 200. Это дает возможность предотвратить образование зазора между обрамляющим элементом 220 и антенным слоем 400 или центральным слоем 500 при последующем прессовании при нагреве.
Конкретнее, когда между антенным слоем 400 и центральным слоем 500 вклеивается слой с термоклеем, слой с термоклеем адаптируется для закрывания второго отверстия 401. Это вызывает плавление слоя с термоклеем, который заполняет пространство вокруг соединительных элементов 411 антенны во втором отверстии 401 при последующем прессовании при нагреве.
Если центральный слой 500 уложен в стопку, приклеивается первый покрывающий слой 10, не имеющий в себе никаких отверстий. Предпочтительно, чтобы первый покрывающий слой 10 и второй покрывающий слой 20 были относительно тоньше, чем антенный слой 400 и центральный слой 500. Более предпочтительно, чтобы высота верхней части центрального слоя 500 была немного больше, чем высота обрамляющего элемента 220 СОВ 200 после того, как в стопку уложен хотя бы один центральный слой 500. Далее верхняя часть обрамляющего элемента 220, соответствующая разнице между высотами центрального слоя 500 и обрамляющего элемента 220, заполняется наполнителем 800′. Это сделает толщины слоев меньше, чем обрамляющий элемент 220, при последующем прессовании при нагреве.
Другими словами, при прессовании при нагреве толщина слоев уменьшается, в то время как толщина обрамляющего слоя 220 остается такой же, как и прежде. Таким образом, предотвращается утончение слоя по сравнению с обрамляющим элементом 220 СОВ 200. Наполнитель 800′ может включать в себя ультрафиолетовый наполнитель, который твердеет при воздействии ультрафиолетовых лучей, быстротвердеющий клей, клеи на основе эпоксидных смол, твердеющие при нагреве, и т.п. Теперь, в случае использования ультрафиолетового наполнителя, он твердеет при воздействии ультрафиолетовых лучей после того, как в части, в которой размещается наполнитель 800′, установлена прозрачная плата. В случае применения клея на основе эпоксидных смол он затвердевает при воздействии дополнительных средств для нагрева.
Если в стопку уложен первый покрывающий слой 10, вторая рабочая плата, которая является по существу плоской, укладывается на первый покрывающий слой 10 (когда первая рабочая плата исходно не уложена после вставления основной платы 210 СОВ 200 в отверстие первой рабочей пластины). По меньшей мере одна рабочая пластина затем прессуется при приложении тепла.
В этом способе изготовления чиповой карты в соответствии с настоящим изобретением второй этап изготовления готовой чиповой карты выполняется следующим образом.
По отношению к заготовке чиповой карты, изготовленной в соответствии с указанным выше первым этапом, под вторым покрывающим слоем 10 приклеивается по меньшей мере один слой, имеющий отверстие (не показан) по существу той же площади, как и основная плата СОВ. В вышеописанном толщина по крайней мере одного слоя должна быть не меньше, чем толщина основной платы СОВ (поскольку толщина части слоя может быть уменьшена из-за сжатия при нагреве). Теперь хотя бы один слой может быть при необходимости печатным слоем или покрывающим слоем для предотвращения истирания. Это соответствует переднему покрывающему слою 300, показанному на фиг.2 (А). Предпочтительно, в дальнейшем может быть включен этап приклеивания по крайней мере одного слоя (соответствующего заднему покрывающему слою 600 на фиг.2 (А)), который будет закрывать первый покрывающий слой 10. Наконец, все уложенные в стопку слои спрессовываются при нагреве. Способ изготовления чиповой карты в соответствии с данным изобретением предлагает способ изготовления двухинтерфейсной чиповой карты, имеющей высокую гладкость благодаря двойному прессованию при нагреве: прессованию при нагреве в процессе изготовления заготовки и прессованию при нагреве в процессе изготовления готовой карты.
На фиг.6 (А) показан вид поперечного сечения двухинтерфейсной чиповой карты, в которой множество слоев уложены на первом этапе процесса изготовления заготовки в соответствии с другим вариантом осуществления изобретения, а на фиг.6 (В) показан вид продольного сечения чиповой карты, показанной на фиг.6 (А).
В способе изготовления двухинтерфейсной чиповой карты в соответствии с настоящим изобретением первый этап процесса изготовления, являющийся этапом изготовления заготовки карты, также включает в себя складывание в стопку множества слоев вокруг СОВ. Однако перед складыванием множества слоев в стопку сначала выполняется прессование при нагреве антенного слоя 400 и ламинирующего слоя 400′ для образования основного слоя 400″. Антенный слой 400 и ламинирующий слой 400′ сначала термически расширяются путем прессования при нагреве. Затем формируется четвертое отверстие 400″, в которое вставлен обрамляющий элемент 220 СОВ 200, т.е. через которое сверху открывается обрамляющий элемент 220. Предпочтительно, чтобы антенное отверстие 402 для открывания соединительных элементов 411 антенны, соответствующих обоим концам антенны 410, формировалось в антенном слое 400 и ламинирующем слое 400′ до прессования антенного слоя 400 и ламинирующего слоя 400′ при нагреве.
Рабочий может электрически соединить соединительные элементы 411 и антенные электроды 212 СОВ 200 через антенное отверстие 402 с использованием пайки, ультразвуковой сварки, проводящей пасты и т.п. Теперь должны быть сформированы антенные отверстия 402, соответствующие двум точкам, где будут расположены антенные электроды 212 СОВ 200. Специалистам в данной области техники должно быть понятно, что это может быть просто реализовано. После формирования антенного отверстия 402 в антенном слое 400 и в ламинирующем слое 400′ антенна 410 определенной формы соответствующим образом наматывается с одной стороны антенного слоя 400. Теперь требуется, чтобы виток антенны проходил напротив антенного отверстия 402.
Если антенна 410 сформирована, ламинирующий слой 400′ запрессовывается при нагреве в антенный слой 400. Предпочтительно, чтобы ламинирующий слой 400′ и антенный слой 400 запрессовывались при нагреве таким образом, чтобы ламинирующий слой 400′ мог покрыть сторону, с которой сформированный виток антенны антенного слоя 400. Два слоя, образованные таким прессованием при нагреве, образуют основной слой 400″.
Четвертое отверстие 401′, в которое вставлен обрамляющий элемент 220 СОВ 200, формируется в основном слое 400″, образованном путем прессования антенного слоя 400 и ламинирующего слоя 400′. В этом случае четвертое отверстие 401″ должно иметь такую площадь, чтобы через него был полностью открыт при взгляде сверху обрамляющий элемент 220 СОВ 200. Предпочтительно, чтобы четвертое отверстие 401″ имело существенно ту же форму и площадь, что и обрамляющий элемент 220. Этот процесс формирования четвертого отверстия 401″ может быть выполнен с помощью автоматизированного процесса с использованием определенной штанцевальной машины.
Процесс формирования основного слоя 400″ в соответствии с вариантом осуществления изобретения включает в себя формирование антенного отверстия 402 и второго отверстия 401 в антенном слое 400 и в ламинирующем слое 400′ соответственно, формирование витка антенны по периметру антенного слоя 400 и последующее прессование при нагреве антенного слоя 400 и ламинирующего слоя 400′. Теперь антенное отверстие 402 и второе отверстие 401 имеют одинаковую форму, как описано ранее, и пригодно в случае, когда степень расширения слоя мала или однородна даже при прессовании при нагреве антенного отверстия 402 и второго отверстия 401.
Основной слой 400″, в котором сформировано четвертое отверстие 401″, вставляется на обрамляющий элемент 220 СОВ 200 отверстием 400″. Затем через антенное отверстие 402 электрически соединяются элемент 411 соединения с антенным электродом, который находится напротив основного слоя 400″ и обрамляющего элемента 220, и антенный электрод СОВ 200. Рабочий может сохранить поле обзора через антенное отверстие 402 и, соответственно, обеспечить прочное физическое соединение путем пайки, ультразвуковой сварки и т.п. Теперь при необходимости может быть использована проводящая паста, и для электрического соединения могут использоваться все методы, если это специально не оговорено.
Предпочтительно, чтобы перед установкой основного слоя 400″ на обрамляющий элемент 220 СОВ 200 приклеивался слой с двусторонним термоклеем 700, т.е. низ этого слоя, в котором клеящий материал плавится при нагреве при приклеивании обеих сторон (приклеивание производится при помощи дополнительного устройства (устройство, имеющее нагреватель и прессующую пластину)) к частям за исключением обрамляющего элемента 220 и антенного электрода 112 СОВ 200. Здесь и далее (т.е. во время прессования при нагреве на втором этапе изготовления законченного изделия) верх слоя приклеивается к основному слою 400″, который будет описан далее. В этом случае верх слоя 700 с термоклеем и основной слой 400″ могут быть склеены с использованием дополнительного устройства.
Предпочтительно сверху слоя 700 с термоклеем накладывается промасленная бумага. Теперь низ слоя 700 с двусторонним термоклеем приклеивается (с нагревом) к верхней части СОВ 200, и затем промасленная бумага удаляется. Поэтому верх слоя 700 с двусторонним термоклеем может быть приклеен (с нагревом) к основному слою 400″. Предпочтительно, чтобы слой 700 с термоклеем не выступал наружу за внешнюю границу части СОВ 200, т.е. части основной платы 210. Более предпочтительно, чтобы часть, приклеенная к центральному слою 500, была максимально широкой, позволяя внешней границе слоя 700 с термоклеем по существу совпадать с внешней границей основной платы 210.
Далее в части, где слой с термоклеем 700 образует контакт с антенными электродами 212, формируется отверстие 710 или ⊂-образный паз. Таким образом, соединительные элементы 411 антенны и антенные электроды 212 могут быть электрически соединены с помощью ультразвуковой сварки, склеивания с помощью проводящего клея, пайки и т.п. Далее в центральной части слоя 700 с термоклеем формируется центральное отверстие, имеющее по существу тот же размер, что и площадь обрамляющего элемента 220, через которое в центральное отверстие может быть вставлен обрамляющий элемент 220. Или в центральной части слоя с термоклеем 700 формируется отверстие, меньшее обрамляющего элемента 220, через которое рабочий может удалить промасленную бумагу со слоя 700 с термоклеем.
Предпочтительно, чтобы нижняя часть основного слоя 400 оставалась параллельной низу основной платы. Однако, как описано выше, после того как по крайней мере один другой слой (например, второй показанный покрывающий слой 10 и т.д.) укладывается до укладки основного слоя 400″, основной слой 400″ может быть уложен на слой. Теперь возможно изменить этап наложения слоя 700 с термоклеем. В этом случае нижняя часть слоя 700 с термоклеем не приклеивается непосредственно к СОВ 200, как показано на фиг.2, а приклеивается сверху к СОВ 200 через четвертое отверстие 401″ в основном слое 400″ после накладывания на СОВ 200 второго покрывающего слоя 20 и антенного слоя 400″.
Как указано выше, для слоя 700 с термоклеем по-прежнему требуется центральное отверстие 720 для открывания обрамляющего элемента 220, но не требуется отверстие 710 в слое для открывания антенного электрода 212. Другими словами, рабочий может электрически соединить соединительные элементы 411 антенны и антенные электроды 212 СОВ 200 при достаточном поле зрения при накладывании основного слоя 400″. Таким образом, рабочий может после выполнения такого электрического соединения приклеить слой с термоклеем 700. Соответственно, не имеет значения, больше ли слой с термоклеем 700, чем второе отверстие 401. Так как используется слой с термоклеем 700 с большей площадью, чем второе отверстие 401, прочность склеивания с центральным слоем 500, который будет описан позже, может быть увеличена.
Если антенные соединительные элементы 411 основного слоя 400″ и антенные электроды 212 СОВ 200 соединены, для второго отверстия 401, сформированного в основном слое 400″ и для центрального отверстия 720, сформированного в слое 700 с термоклеем, используется наполнитель 800. Таким образом, чиповая карта, заполненная наполнителем, имеет в общем большую гладкость. Предпочтительно, чтобы склеивающая способность между слоями была увеличена при помощи наполнителя 800, имеющего склеивающую способность. Такой наполнитель 800 может включать в себя ультрафиолетовый наполнитель, который затвердевает при воздействии ультрафиолетовых лучей, клей с мгновенным отвердеванием, эпоксидный клей, твердеющий при нагреве и т.п. В случае использования клея на основе эпоксидных смол он затвердевает при использовании дополнительных нагревательных средств.
Как описано выше, предпочтительно, чтобы основной слой 400″ накладывался после того, как на обрамляющий элемент 220 СОВ 200 надевается второй покрывающий слой 20, имеющий первое отверстие 301 существенно той же площади и формы, что и основная плата 210 СОВ 200. Теперь заданные части второго покрывающего слоя 20 и основного слоя 400″ точечно прикреплены, т.е. строчечно приварены с помощью ультразвуковых волн. Укладывание второго покрывающего слоя 20 предотвращает слабую видимость витка 410 антенны снаружи готовой чиповой карты. В дальнейшем она может использоваться для устранения разницы толщины из-за слоя 700 с термоклеем, как показано на чертежах.
Если применен и отвержден наполнитель 800, то накладывается по крайней мере один центральный слой 500 (на чертеже показан только один), имеющий третье отверстие 501, по существу той же формы и площади, что и обрамляющий элемент 220. Третье отверстие 501 охватывает обрамляющий элемент 220 СОВ 200. Более предпочтительно, чтобы перед укладыванием в стопку центрального слоя 500 (или, если накладывается множество центральных слоев, после укладывания в стопку одного или двух центральных слоев), другой слой с термоклеем (не показан) был достаточно приклеен, чтобы полностью покрывать обрамляющий элемент 220 СОВ 200. Это устраняет зазор, образующийся между обрамляющим элементом 220 и основным слоем 400″ или центральным слоем 500 при последующем прессовании при нагреве. В частности, если слой с термоклеем приклеивается между основным слоем 400″ и центральным слоем 500, слой с термоклеем может накрыть четвертое отверстие 401″. Таким образом, при последующем прессовании при нагреве слой с термоклеем плавится, заполняя пространство вокруг антенного соединительного элемента 411 в четвертом отверстием 401″.
Антенный слой 400 и ламинирующий слой 400′ могут быть сформированы по существу такой толщины, как центральный слой 500, без укладывания в стопку такого центрального слоя 500. Другими словами, предполагая, что толщина обрамляющего элемента 220 около 0,42 мм, толщина антенного слоя 400 и толщина ламинирующего слоя 400′ может быть установлена по 0,11 мм соответственно (или может быть различной), а центральный слой 500 толщиной 0,22 мм может быть установлен на них, или толщина антенного слоя 400 и толщина ламинирующего слоя 400′ может быть установлена по 0,22 мм, а центральный слой может быть опущен.
Если центральный слой 500 уложен в стопку, в стопку укладывается первый покрывающий слой 20, не имеющий отверстия. Предпочтительно, чтобы первый и второй покрывающие слои 10 и 20 были относительно более тонкими, чем основной слой 400″ и центральный слой 500. После укладывания в стопку по меньшей мере одного центрального слоя 500 не требуется, чтобы высота верхней части центрального слоя 500 была обязательно той же высоты, что и высота обрамляющего элемента 220.
Другими словами, если верхняя часть обрамляющего элемента 220, соответствующая разнице высот центрального слоя и обрамляющего элемента 220, наполняется наполнителем 800′ и производится последующее прессование при нагреве, толщина слоев не становится меньше, чем высота обрамляющего элемента 220, т.к. высота верхней части центрального слоя 500 немного больше, чем высота обрамляющего элемента 220 СОВ 200. Другими словами, после прессования при нагреве толщина слоев уменьшается, в то время как толщина обрамляющего элемента 220 остается прежней. Это препятствует тому, чтобы толщина слоев стала меньше, чем толщина обрамляющего элемента 220 СОВ 200.
Более того, ссылаясь на подробный чертеж (обозначенный пунктирными линиями на фиг.6 (А)) относительно наполнителя 800′, нанесенного между центральным слоем 500 и обрамляющим элементом 220, граница обрамляющего элемента имеет не точно прямоугольную форму, а слегка криволинейную форму. Таким образом, гладкость готовой чиповой карты может быть еще улучшена путем заполнения зазора между обрамляющим элементом 220 и центральным слоем 500 наполнителем 800′. Наполнитель 800′ может быть таким же, как и наполнитель 800. Конечно, верх центрального слоя 500 может быть сформирован ниже, чем ниже, чем обрамляющий элемент 220 СОВ 200.
В способе изготовлении двухинтерфейсной чиповой карты второй этап процесса изготовления готовой чиповой карты заключается в следующем.
В заготовке двухинтерфейсной чиповой карты, которая выполнена на первом этапе процесса изготовления, по меньшей мере один слой (соответствующий первому покрывающему слою 300 на фиг.2 (А)), имеющий отверстие (не показано) по существу той же площади, что и основная плата 210 СОВ 200, накладывается ниже второго покрывающего слоя 20. Теперь площадь по меньшей мере одного слоя не меньше, чем толщина основной платы СОВ (это происходит из-за того, что толщина части слоя может быть уменьшена благодаря прессованию с нагревом). Теперь по меньшей мере один слой может при необходимости содержать слой с печатью и покрывающий слой, препятствующий истиранию. Предпочтительно, чтобы в дальнейшем мог быть включен этап укладывания в стопку по меньшей мере одного другого слоя (соответствующий заднему покрывающему слою 600 на фиг.2 (А)), который будет закрывать первый покрывающий слой 10. Наконец, уложенные в стопку слои прессуются при нагреве.
Как описано выше, настоящее изобретение предлагает способ решения проблемы, которая может произойти из-за того, что антенный слой сжимается из-за первого прессования при нагреве при изготовлении двухинтерфейсной чиповой карты повышенной гладкости с двойным прессованием при нагреве: прессовании при нагреве в процессе изготовления заготовки изделия и прессовании при нагреве в процессе изготовления готового изделия.
Хотя настоящее изобретение было описано со ссылками на конкретные примерные варианты осуществления, оно не ограничивается изложенными примерными вариантами, а определятся только пунктами формулы изобретения. Должно быть оценено, специалисты в данной области техники могут изменить или модифицировать варианты осуществления, не отступая от объема и сущности настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОННОЕ УСТРОЙСТВО, СОДЕРЖАЩЕЕ КОНСТРУКЦИЮ ГРОМКОГОВОРИТЕЛЯ | 2022 |
|
RU2817176C2 |
| УСТРОЙСТВО ОТОБРАЖЕНИЯ, ДИСПЛЕЙНАЯ ПАНЕЛЬ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2021 |
|
RU2812951C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛАМИНИРОВАННЫХ БЕСКОНТАКТНЫХ ЧИПОВЫХ КАРТ | 2000 |
|
RU2158204C1 |
| УЗЕЛ ИЗМЕРИТЕЛЬНОЙ ПЛАТЫ ДЛЯ АККУМУЛЯТОРНОГО БАТАРЕЙНОГО МОДУЛЯ | 2005 |
|
RU2335042C1 |
| ПОВЕРХНОСТНО-ИЗЛУЧАЮЩИЙ ЛАЗЕРНЫЙ ПРИБОР С ВЕРТИКАЛЬНЫМ ВНЕШНИМ РЕЗОНАТОРОМ С ОПТИЧЕСКОЙ НАКАЧКОЙ | 2013 |
|
RU2623663C2 |
| МНОГОСЛОЙНАЯ КОРПУСНАЯ СБОРКА СО ВСТРОЕННОЙ АНТЕННОЙ | 2014 |
|
RU2654302C2 |
| ГИБКАЯ ПЕЧАТНАЯ ПЛАТА И СКЛАДНОЕ ЭЛЕКТРОННОЕ УСТРОЙСТВО, СОДЕРЖАЩЕЕ ЕЕ | 2021 |
|
RU2823247C1 |
| АНТЕННАЯ РЕШЕТКА С НЕЗАВИСИМО ВРАЩАЮЩИМИСЯ ИЗЛУЧАЮЩИМИ ЭЛЕМЕНТАМИ | 2019 |
|
RU2796807C2 |
| СПОСОБ ПРОИЗВОДСТВА КАРТ С МЕТАЛЛИЧЕСКИМ СЛОЕМ И БЕСКОНТАКТНЫМ ИНТЕРФЕЙСОМ (ВАРИАНТЫ) | 2022 |
|
RU2789826C1 |
| ПАНЕЛЬ ОТОБРАЖЕНИЯ И УСТРОЙСТВО ОТОБРАЖЕНИЯ | 2021 |
|
RU2774674C1 |
Изобретение относится к способам изготовления карт со встроенной микросхемой. Техническим результатом является повышение прочности соединения слоев и уменьшение зазора между сложенными в стопку на плате отверстиями и слоями. Двухинтерфейсная чиповая карта содержит встроенный в основную плату кристалл (СОВ), имеющий расположенные на ней два антенных электрода, слой с термоклеем, имеющий два отверстия, открывающие антенные электроды, центральное отверстие, предназначенное для установки в него СОВ, антенный слой, имеющий второе отверстие, причем размер второго отверстия меньше, чем СОВ, и сформированную в антенном слое антенну, основной слой, имеющий третье отверстие, предназначенное для установки в него кристалла и приклеивания слоя с термоклеем, причем размер третьего отверстия равен размеру кристалла. Заготовка двухинтерфейсной чиповой карты кроме вышеперечисленных элементов содержит первый покрывающий слой, наложенный на основной слой, и второй покрывающий слой, расположенный ниже антенного слоя и имеющий еще одно отверстие, размер которого равен размеру второго отверстия в антенном слое. Способы описывают процессы изготовления указанной заготовки и двухинтерфейсной чиповой карты. 10 н. и 20 з.п. ф-лы, 6 ил.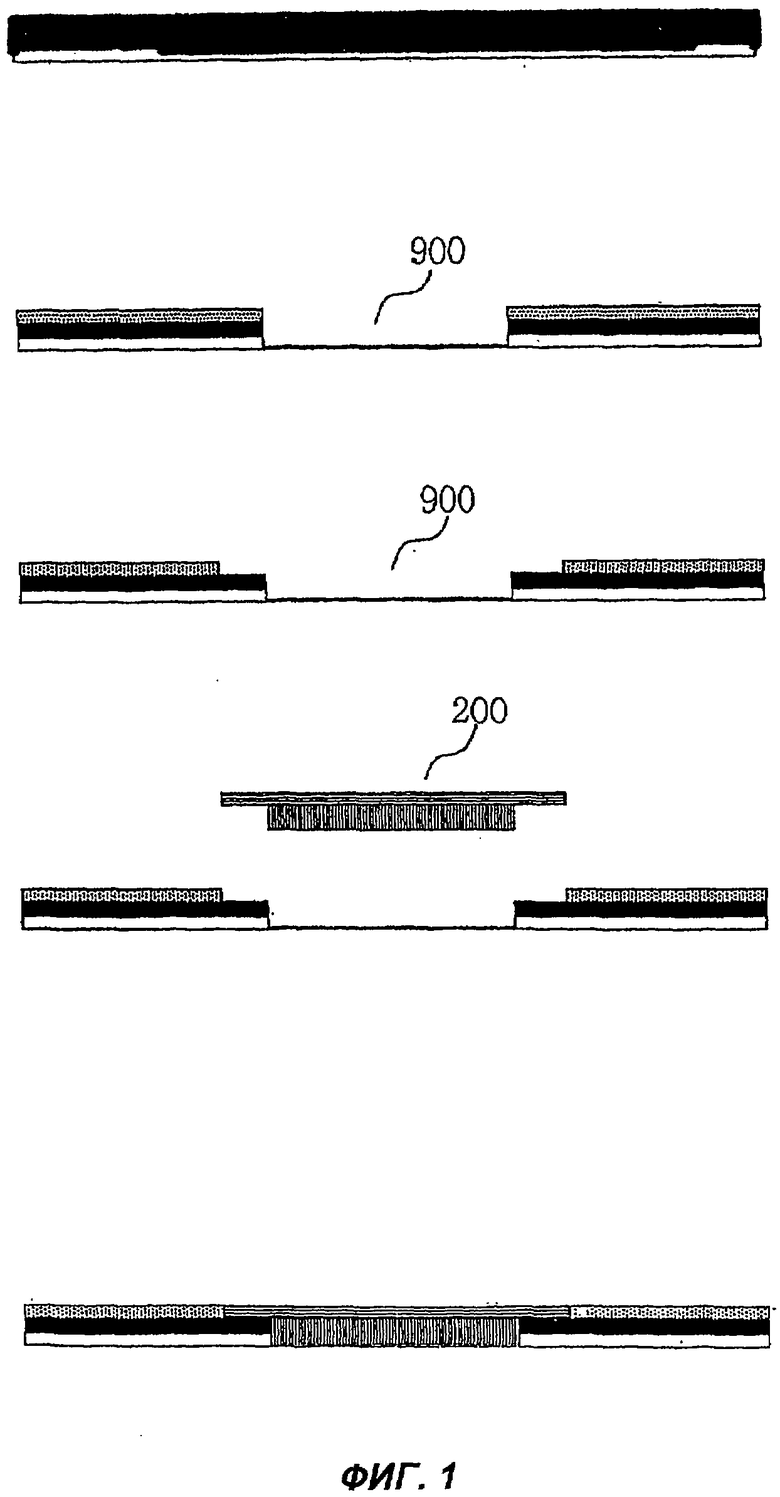
Приоритеты: по пунктам:
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
| RU 2000133328 А, 20.11.2002 | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
| RU 99120781 А, 27.08.2001. | |||

