Настоящее изобретение относится к способу обработки целлюлозной массы согласно ограничительной части п. 1 формулы изобретения.
Способы обработки целлюлозной массы упомянутого типа обычно называются способами рафинирования. Давно известно, что волокна целлюлозы нужно рафинировать, чтобы изготавливаемая из них бумага имела необходимые свойства, такие как прочность, строение и поверхность. В абсолютном большинстве способов рафинирования применяются рафинирующие поверхности с направляющими в виде лезвий. Соответствующие машины в основном называются лезвийными рафинерами. В некоторых случаях используются также способы рафинирования, в которых рафинирующие поверхности не имеют лезвий и поэтому рафинирование осуществляется за счет сил трения или сдвигающих усилий.
Действие способа можно регулировать разнообразно путем изменения параметров рафинирования, например, помимо изменения обрабатываемого количества волокнистого полуфабриката, за счет изменения параметров сообразно рафинированию, требующему более интенсивной разделки или более интенсивного фибриллирования. При обработке волокон целлюлозы обычными способами рафинирования трудность их обезвоживания возрастает с увеличением обрабатываемого количества. Обычно для облегчения обезвоживания используется степень помола по Шопперу-Риглеру.
Увеличение степени помола неблагоприятно сказывается на строении продукции бумагоделательной машины, но это приемлемо, так как указанные качества целлюлозной массы играют исключительную роль для ее пригодности. Во многих случаях параметры рафинирования выбирают такими, чтобы увеличение степени помола для получения требуемого качества волокна было как можно меньшим. Но возможности этого способа очень ограниченные. Помимо этого, обеспечиваемое этой методикой рафинирование менее целесообразно с точки зрения экономического показателя «затраты-эффективность».
Задача изобретения заключается в обеспечении способа обработки целлюлозной массы, который делает возможным преобразование волокон целлюлозы или бумаги с повышением прочности изготавливаемой из них бумаги. Затрудненность обезвоживания при реализации этого способа должна быть по меньшей мере более низкой, чем в известных способах рафинирования.
Эта задача решается за счет применения признаков, раскрываемых в пунктах формулы изобретения.
Согласно новому способу рафинирования сдвигающая нагрузка на древесные волокна устраняется в максимально возможной степени. По сравнению с известными способами рафинирования обеспечены три важных преимущества:
1) существенно лучше сохраняется длина волокон,
2) поверхность волокон не фибриллируется или фибриллируется в значительно меньшей степени,
3) затрачивается меньшая удельная работа на рафинирование для обеспечения нужной прочности.
Сравнительные испытания длинных волокон целлюлозы показали, что для обеспечения 8-километровой длины разрыва со степенью помола по Шопперу-Риглеру 45° с применением рафинирующего лезвия и согласно предлагаемому новому способу со степенью помола, равной лишь 18°по Шопперу-Риглеру, необходимая удельная работа снизилась на 50%.
Предполагается, что поверхность волокон изменяется при применении нового способа рафинирования с обеспечением повышенной гибкости и связующей способности, без необходимости удаления фибрилл с наружной поверхности волокон. Также обеспечивается возможность устранения образования мелких частиц, то есть обломков волокон.
Если данный способ используется с волокнами повторной переработки, то преимущества 1 и 2 играют особую роль. Волокна повторной переработки уже подверглись однократной, чаще неоднократной, переработке, и поэтому последующее дробление исключается.
Изобретение и его преимущества поясняются со ссылкой на прилагаемые чертежи, на которых:
фиг. 1 представляет простой пример выполнения способа согласно настоящему изобретению;
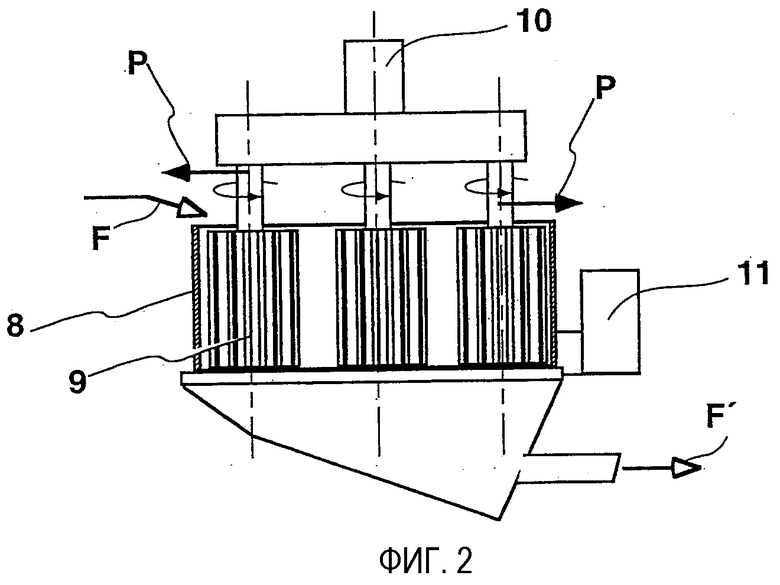
фиг. 2 схематически показывает устройство для реализации способа;
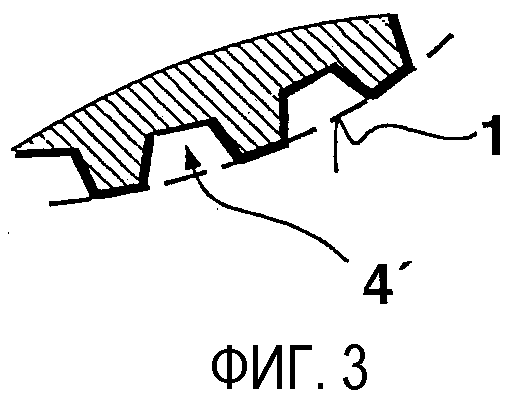
фиг. 3 - вариант строения валика;
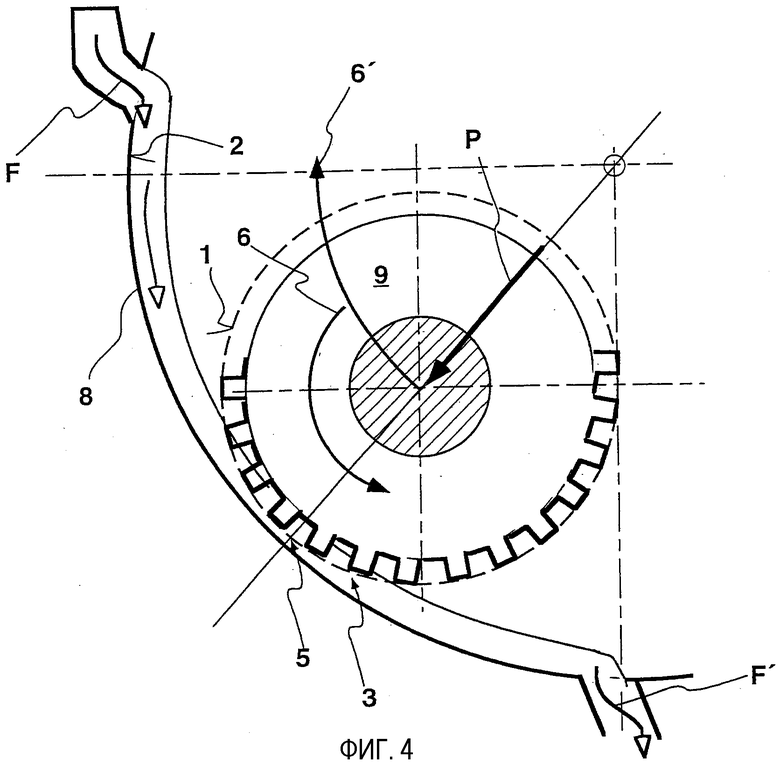
фиг. 4 - схематическое изображение в работе еще одного устройства для реализации способа;
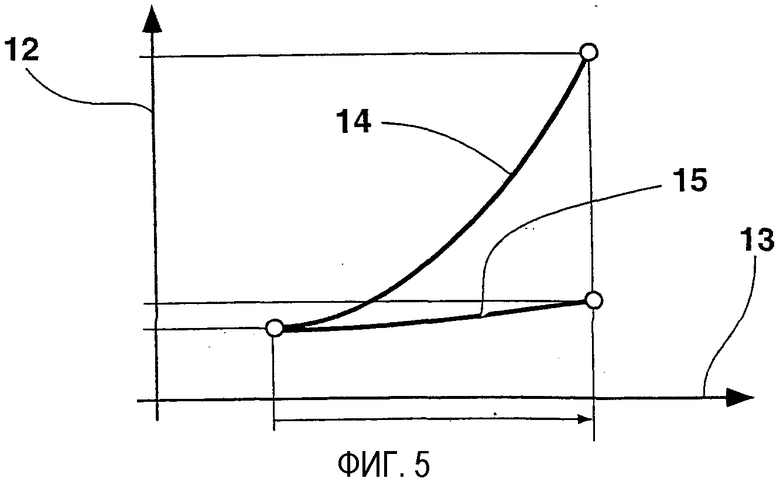
фиг. 5 - график качества: прочности.
Фиг. 1 показывает вид сверху части устройства, наиболее предпочтительного для реализации предлагаемого способа. Подробности конструкции не показаны. Рафинирующая поверхность 1 согласно чертежу расположена на внешней окружности вращающегося рафинирующего элемента 9. Рафинирующая поверхность 2, являющаяся внутренней стороной аналогично вращающегося рафинирующего барабана 8, на своей внутренней стороне доставляет обрабатываемую целлюлозную массу F, являющуюся водной взвесью волокон бумаги или целлюлозы. Взвесь единообразно распределяется на рафинирующей поверхности 2 и вращается на ней и вдоль нее за счет центробежных сил. Окружная скорость рафинирующего элемента 9 указана стрелкой 6, и окружная скорость рафинирующего барабана 8 показана стрелкой 7. Кинематика этих двух рафинирующих поверхностей в соответствии с настоящим изобретением такова, что в положении 5, в котором две рафинирующие поверхности наиболее сближаются друг с другом, скорость между целлюлозной массой F и рафинирующими поверхностями в направлении главных движений рафинирующих поверхностей очень низкая. Основные направления движения создаются движением рафинирующих приводных поверхностей. При этом рафинирующий элемент 9 катится по внутренней стороне рафинирующего барабана 8. Ось вращения рафинирующего элемента 9 параллельна оси рафинирующего барабана 8, и ее можно пространственно зафиксировать. Фактическая рафинирующая зона 3 начинается в положении, в котором рафинирующая поверхность 1 входит в слой целлюлозной массы F. Для создания сжимающего усилия рафинирующее средство 9 прижимается к рафинирующей поверхности 2 с усилием Р. Рафинирующий эффект можно регулировать путем изменения этого усилия. Целесообразными оказались линейные усилия величиной от 2 до 10 Н/мм. Согласно этому чертежу усилие прилагается по ширине контактирующих рафинирующих элементов, без учета увеличения поверхности контакта в направлении движения. При этом обработка волокон происходит в рафинирующей зоне 3 за счет сжатия и дробления, с приданием гибкости волокнам очень щадящим образом. Какие-либо сдвигающие или даже режущие усилия на волокна не воздействуют.
Рафинирующая поверхность 1 имеет канавки 4, действие которых отличается от действия лезвий известных лезвийных рафинеров, которые перемещаются относительно друг друга на высокой скорости. Канавки 4 создают импульсы давления при взаимодействии с противоположной поверхностью, служащие, например, для абсорбции воды волокон. Они также доставляют целлюлозную массу F через рафинирующую зону 3. Канавки могут быть выполнены по всей осевой длине рафинирующего элемента; и они также могут быть выполнены прерывисто. Глубина t и ширина u должны составлять, по меньшей мере, 2 мм. Также допустимы отклонения от прямоугольной конфигурации. Фиг. 3 показывает пример трапециевидной конфигурации.
Устройство для осуществления предлагаемого способа по существу имеет выполнение, показываемое на фиг. 2 в работе. Горизонтально расположенный рафинирующий барабан 8 приводится во вращение приводом 11. Множество рафинирующих элементов 9 расположены внутри этого обрабатывающего барабана и, как упомянуто выше, перемещаются с осуществлением качения в положениях контакта с рафинирующим барабаном 8. Рафинирующие элементы 9 приводятся во вращение приводом 10; при этом их оси вращения перпендикулярны и расположены с пространственным интервалом друг от друга. Вводимую целлюлозную массу F можно рафинировать этим устройством и удалять после выполнения этого способа рафинирования в виде обработанной целлюлозной массы F'. В случае непрерывной работы этого устройства необходимо принять меры для обеспечения постоянной производительности по целлюлозе, с единообразной обработкой целлюлозы.
Еще один вариант реализации способа показан на фиг. 4, на котором оси центров рафинирующего барабана 8 и рафинирующих элементов 9 расположены горизонтально. Это устройство обеспечивает возможность непрерывного рафинирования, но при этом для нужной обработки требуются несколько проходов через рафинирующую зону. Широкий рафинируемый слой целлюлозной массы F поступает в стационарный рафинирующий барабан 8, сыпется вниз по внутренней стенке рафинирующего барабана под действием силы тяжести. Рафинирующий элемент 9 катится по внутренней стенке рафинирующего барабана 8; при этом вращение (показано стрелкой 6) рафинирующего элемента 9 вокруг его оси налагается на вращение (показано стрелкой 6') оси рафинирующего элемента 9 вокруг линии оси рафинирующего барабана 8. Как правило, это устройство имеет множество рафинирующих элементов 9, установленных на поворотной раме. Путем подбора числа пунктов введения и удаления целлюлозной массы F можно регулировать скорость ее потока. Рафинирующие элементы могут двигаться против потока целлюлозы (показано на чертеже) или в одном направлении с ним.
Усовершенствование, обеспечиваемое этим новым способом, поясняется на графике фиг. 5. График показывает степень помола (стрелка 12) относительно длины разрыва (стрелка 13). Стрелка 14 показывает результат обычного способа лезвийного рафинирования, и кривая 15 показывает результат, достигаемый применением нового способа. Наглядно показано, что для достижения нужной значительной длины разрыва создается гораздо меньшая скорость степени помола. Этот график предназначен только для иллюстрирования основного принципа изобретения.
Изобретение относится к производству бумаги, а именно к обработке материалов перед поступлением на бумагоделательную машину. Целлюлозную массу направляют через рафинирующую зону, расположенную между рафинирующими поверхностями, которые перемещают относительно друг друга и прижимают друг к другу. Относительная скорость между целлюлозной массой и рафинирующими поверхностями в основном направлении движения рафинирующих поверхностей составляет не более 10% абсолютной скорости наиболее быстро движущейся рафинирующей поверхности в положении, в котором две рафинирующие поверхности в наибольшей степени приближаются к рафинирующей зоне. Обеспечивается лучшее сохранение длины волокон, поверхность волокон не фибриллируется или фибриллируется в значительно меньшей степени, затрачивается меньшая удельная работа на рафинирование для обеспечения нужной прочности. 13 з.п. ф-лы, 5 ил.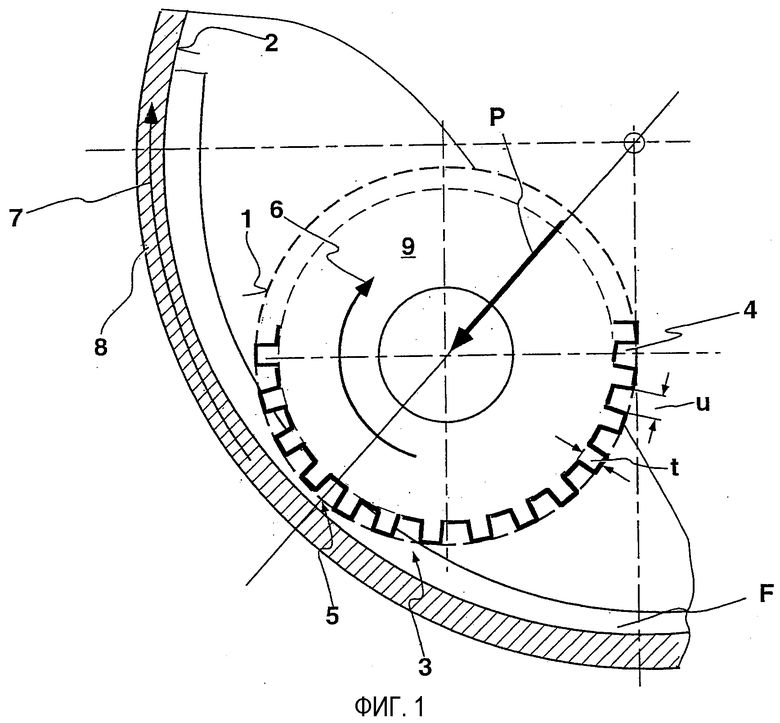
| Режущий инструмент | 1979 |
|
SU959345A1 |
| ТЕМАТИЧЕСКИЕ МОДЕЛИ С АПРИОРНЫМИ ПАРАМЕТРАМИ ТОНАЛЬНОСТИ НА ОСНОВЕ РАСПРЕДЕЛЕННЫХ ПРЕДСТАВЛЕНИЙ | 2018 |
|
RU2719463C1 |
| US 3534912 А, 20.10.1970 | |||
| US 4586665 А, 06.05.1986 | |||
| ВЕРТИКАЛЬНЫЙ РАФИНЕР | 0 |
|
SU241215A1 |
| ДИСКОВЫЙ РАФИНЕР | 0 |
|
SU222296A1 |

