Изобретение относится к разъемным и неразъемным резиновым манжетам, предназначенным для герметизации межтрубного пространства, например на переходах магистральных трубопроводов через автомобильные и железные дороги, прокладываемых в защитном кожухе (футляре). Резиновая манжета применяется при ремонтных, аварийных, профилактических работах, когда требуется герметизация межтрубного пространства переходов без снятия давления на действующих трубопроводах, а также резиновая манжета применяется на вновь строящихся разрезных трубопроводах переходов.
Резиновая манжета представляет собой изделие, состоящее из двух цилиндрических частей и соединяющей их конусной части с заданной толщиной. Одна цилиндрическая часть выполнена диаметром ⊘ 57-1420 мм, вторая цилиндрическая часть выполнена диаметром ⊘ 114-1720 мм. Внутри стенки резиновой манжеты заложена двойная текстильная лента шириной 20-100 мм по всей длине манжеты. Двойная текстильная лента предназначена для формирования в резиновой манжете разъема и изготовления его путем разрезания манжеты ножом вручную, по противоположным краям двойной текстильной ленты.
Разрезаемый разъем в резиновой манжете состоит из охватываемого и охватывающего элементов.
Толщина элементов разъема задается закладкой двойной текстильной ленты на заданную толщину в стенку резиновой манжеты при ее изготовлении. Элементы разъема выполнены в форме прямоугольных пластин по всей длине манжеты шириной, равной ширине закладываемой двойной текстильной ленты в стенку резиновой манжеты на заданную толщину.
Известна манжета из эластичного упруговязкого материала, например резины, содержащая две цилиндрические части различного диаметра и соединяющую их переходную часть (см. описание изобретения к авторскому свидетельству СССР №1642159, МПК F16J 15/32, В29С 65/48, 65/56, публикация 15.04.91 г.).
Известна манжета из упругого материала, например резины (см. описание изобретения №2206003 МПК F16J 15/32 от 05.04.2002 г.), где разъем соединяется на резиновых кнопках.
Наиболее близким техническим решением является разъемная манжета из эластичного упруговязкого материала, патент на изобретение №2206004, МПК F16J 15/32, 05.04.2002 г.
Недостатком известных манжет является отсутствие универсальности, неразъемные манжеты нельзя использовать как разъемные.
Задачей заявляемого изобретения является разработка и изготовление резиновой манжеты с заданной толщиной, которую можно использовать как неразъемной, так и разъемной, с минимальными затратами на изготовление разъема путем его разрезания в манжете ножом вручную и способ сборки манжеты на трубопроводе перехода при помощи клея и двух радиусных пластин с болтовыми соединениями.
Сущность предлагаемого изобретения «Резиновая манжета, способ изготовления и способ ее сборки на трубопроводе» заключается в том, что резиновая манжета предназначена для применения как неразъемной, так и разъемной и состоит из двух цилиндрических частей и соединяющей их конусной части. Одна цилиндрическая часть выполнена диаметром ⊘ 57-1420 мм, вторая цилиндрическая часть выполнена диаметром ⊘ 114-1720 мм.
Внутри стенки резиновой манжеты заложена двойная текстильная лента шириной, равной ширине охватываемого и охватывающего элементов по всей длине манжеты. Двойная текстильная лента предназначена для формирования в резиновой манжете разъема путем разрезания манжеты ножом вручную, по противоположным краям двойной текстильной ленты, каждой в отдельности, на охватываемый и охватывающий элементы разъема.
Кроме того, двойная текстильная лента предназначена для разделения охватываемого и охватывающего элементов разъема друг от друга за счет несвулканизованного пространства между внутренними поверхностями двойной текстильной ленты за счет плотного их прилегания между собой.
Сущность предлагаемого изобретения «Резиновая манжета, способ изготовления и способ ее сборки на трубопроводе» заключается в том, что резиновую манжету изготавливают неформовым способом на дорне, копирующем конфигурацию манжеты, путем наложения на его поверхность листовой сырой резины с заданной толщиной будущего охватываемого элемента разъема для разъемной резиновой манжеты. Затем на наложенную листовую сырую резину по всей длине манжеты накладывают двойную текстильную ленту шириной 20-100 мм, равной ширине будущих охватываемого и охватывающего элементов разъема. Текстильную ленту укладывают с таким расчетом, чтобы ее концы выходили за края обоих торцов манжеты. После чего на текстильную ленту укладывают листовую сырую резину с заданной толщиной по всей поверхности манжеты для будущего охватывающего элемента разъема разъемной резиновой манжеты.
Закладываемая двойная текстильная лента в толщину стенки между слоями манжеты разделяет разъем на будущий охватываемый и охватывающий элементы разъема. По завершении наложения листовой сырой резины и закладки между слоями двойной текстильной ленты манжету вулканизуют в вулканизационном котле при t=120÷160°С в течение 1 ч 25 мин÷1 ч 40 мин. По окончании вулканизации ее вынимают из котла, снимают с дорна и она готова к применению в качестве как неразъемной, так и разъемной резиновой манжеты.
Для применения ее в качестве неразъемной резиновой манжеты на разрезном трубопроводе разъем манжеты не разрезают на охватываемый и охватывающий элементы. В теле резиновой манжеты остается постоянно заложенная двойная текстильная лента, которая способствует повышению прочности манжеты на разрыв. Неразъемную резиновую манжету применяют для герметизации межтрубного пространства перехода под дорогами для разрезного трубопровода вновь строящегося перехода. При необходимости в любой момент из неразъемной резиновой манжеты, за счет заложенной двойной текстильной ленты в тело манжеты, можно выполнить разъемную резиновую манжету с минимальными затратами на изготовление разъема.
Разъемная резиновая манжета изготавливается из резиновой манжеты и состоит из разъема, в который входит охватываемый и охватывающий элементы. Толщина стенки элементов разъема задается толщиной листовой сырой резины и заложенной двойной текстильной лентой на заданную толщину в стенку резиновой манжеты при ее изготовлении. Элементы разъема выполнены в форме прямоугольных пластин по всей длине манжеты шириной, равной ширине закладываемой двойной текстильной ленты в толщину стенки резиновой манжеты.
Собирается разъем разъемной резиновой манжеты на неразрезном рабочем трубопроводе для герметизации межтрубного пространства перехода при помощи клея и двух радиусных пластин, которые сжимают разъем при его склеивании. По завершении склеивания разъема, он составляет единое целое с манжетой, сохраняя все заданные при изготовлении габаритные размеры и каркасность резиновой манжеты.
Для изготовления разъемной резиновой манжеты в резиновой манжете разрезают разъем вручную ножом сверху вниз по противоположным краям, каждой в отдельности, двойной текстильной ленты, на охватываемый и охватывающий элементы.
По окончании разрезания разъема в манжете на охватываемый и охватывающий элементы осуществляют съем, ранее заложенной при изготовлении, двойной текстильной ленты. Двойная текстильная лента при разрезании разъема разделяется на две части за счет несвулканизованного свободного пространства между внутренними поверхностями двойной текстильной ленты, закладываемой при изготовлении будущего разъема в манжете. Одна лента остается на поверхности охватываемого элемента, а вторая лента на поверхности охватывающего элемента, каждую ленту снимают в отдельности.
Разъемную резиновую манжету применяют на неразрезном рабочем трубопроводе для герметизации межтрубного пространства перехода.
Сущность предлагаемого изобретения «Резиновая манжета, способ изготовления и способ ее сборки на трубопроводе» заключается в том, что по завершении съема текстильных лент охватываемые и охватывающие поверхности элементов шерохуют для подготовки разъемной резиновой манжеты к сборке на неразрезном рабочем трубопроводе, где осуществляют склеивание элементов разъема манжеты, например клеем, при помощи двух прямоугольных радиусных пластин с болтовыми соединениями. Прямоугольные пластины выполнены в форме радиуса, задаваемого диаметром рабочего трубопровода, на котором монтируется манжета. Радиусы R1 и R2 прямоугольных пластин рассчитывается по формулам (1) и (2) в зависимости от диаметра трубопровода, на котором монтируется манжета, и толщины элементов разъема манжеты: 

где R1 - радиус нижней прямоугольной пластины, мм;
R2 - радиус верхней прямоугольной пластины, мм;
D - диаметр трубопровода, на котором монтируется манжета, мм;
с - ширина внутренней части пластины, мм;
S - толщина манжеты, мм;
h - высота головки болта и толщина нижней пластины, мм.
Вверху, вдоль верхней радиусной пластины, выполнено ребро жесткости. На концевых частях нижней пластины выполнены пазы для установки в них болтов для стягивания пластин при склеивании элементов разъема.
Манжету устанавливают на неразрезном рабочем трубопроводе, где на зачищенные поверхности охватываемого и охватывающего элементов разъема манжеты наносят клей, после чего склеивают их друг с другом и стягивают двумя прямоугольными радиусными пластинами при помощи двух болтовых соединений, и выдерживают 3-5 часов.
Затем прямоугольные радиусные пластины снимают и осуществляют герметизацию межтрубного пространства перехода.
Цилиндрическую часть большего диаметра манжеты надевают на кожух (футляр), а цилиндрическая часть меньшего диаметра находится на рабочем трубопроводе, где их закрепляют хомутами (стяжками).
Предлагаемое изобретение поясняется чертежами.
На фиг.1 - разрезной магистральный трубопровод с неразъемной резиновой манжетой в разрезе.
На фиг.2 - неразрезной магистральный трубопровод с разъемной резиновой манжетой.
На фиг.3 - радиусные пластины.
На фиг.4 - дорн манжеты с наложенными на нем слоями сырой резины и двойной текстильной лентой, подготовленный для вулканизации.
На фиг.5 - двойная текстильная лента.
На фиг.6 - снятая с дорна свулканизованная манжета.
На фиг.7 - то же, вид со стороны малого диаметра манжеты.
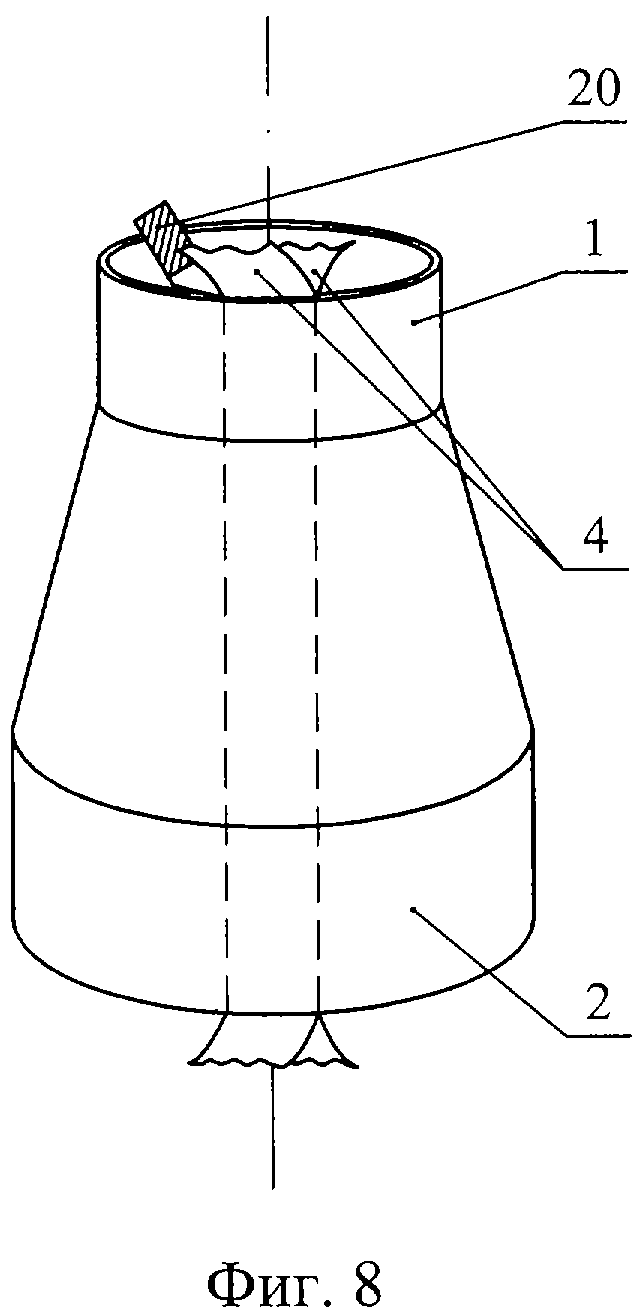
На фиг.8 - подготовленная к разрезанию свулканизованная резиновая манжета.
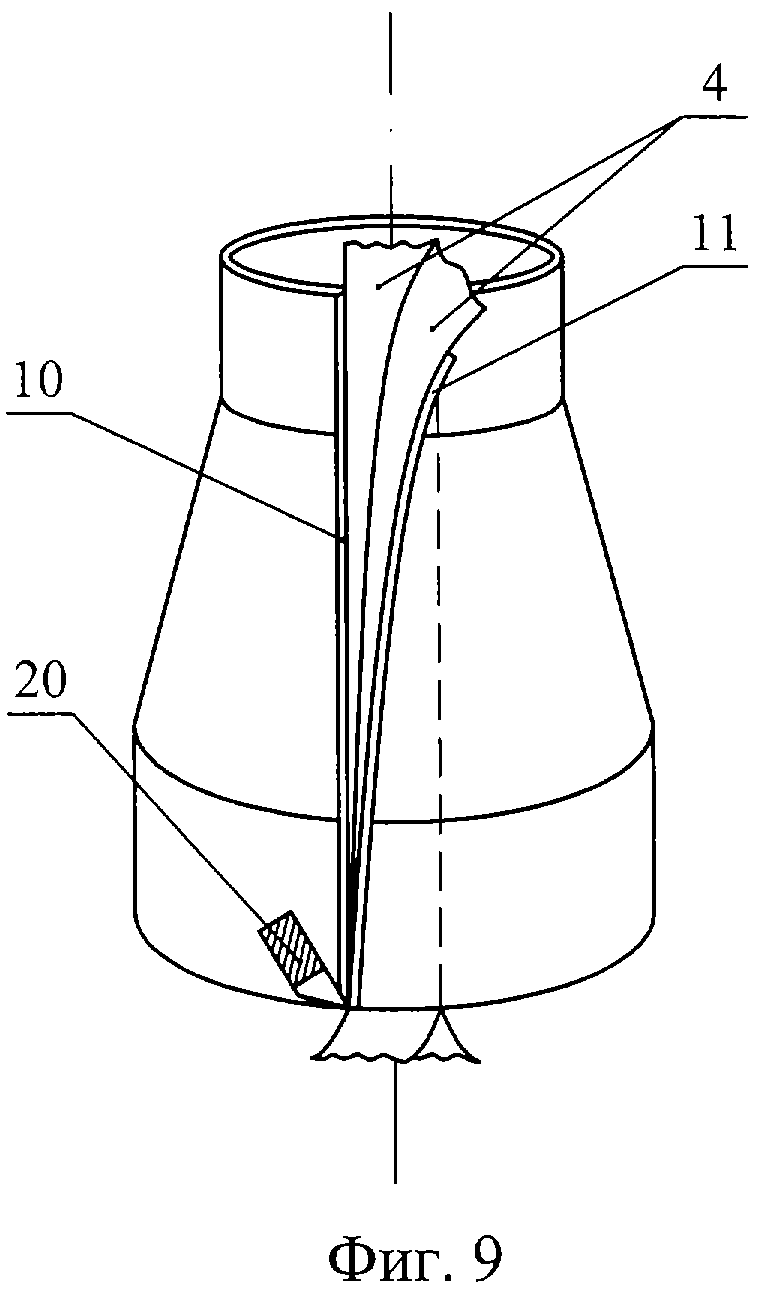
На фиг.9 - разрезание манжеты по краю первой текстильной ленты.
На фиг.10 - разрезание манжеты по краю второй текстильной ленты.
На фиг.11 - двойная текстильная лента, выполненная из двух частей и снятая из зоны разреза с охватываемого и охватывающего элементов разъема.
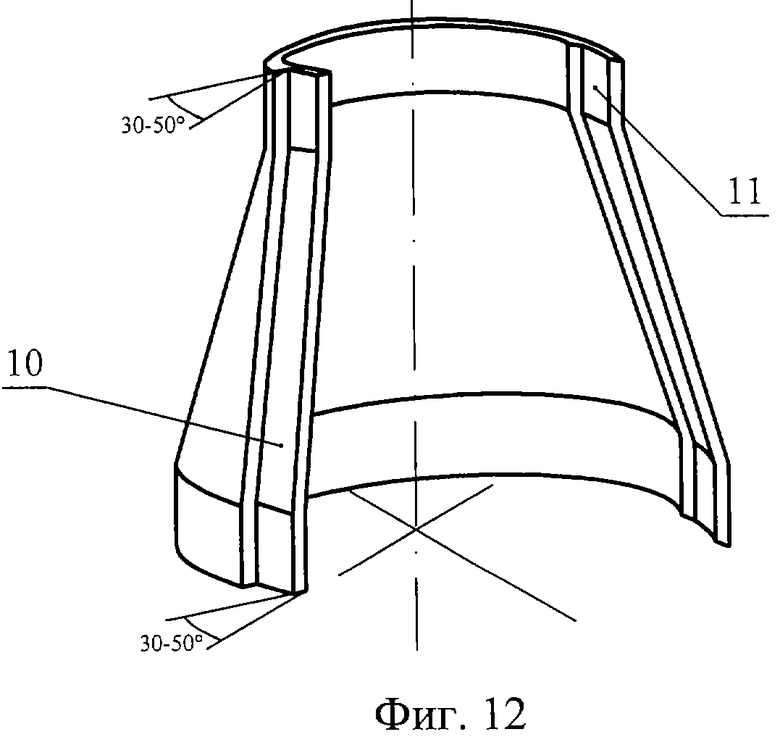
На фиг.12 - подготовленная к склеиванию разъемная резиновая манжета с охватываемым и охватывающим элементами.
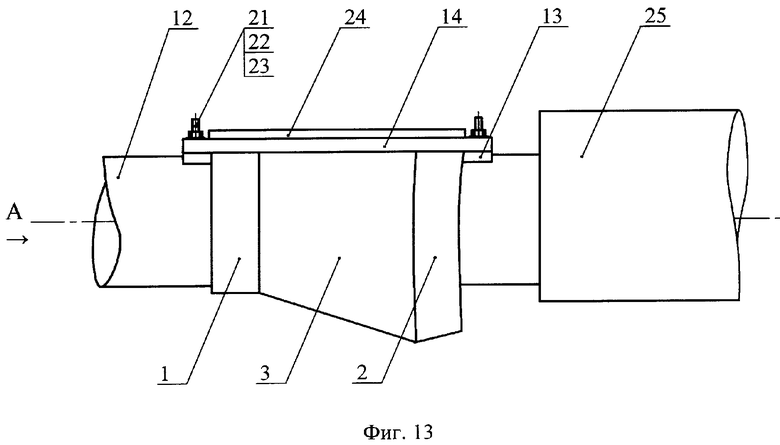
На фиг.13 - манжета на трубопроводе стянутая радиусными пластинами;
На фиг.14 - то же, вид А фигуры 13 при склеивании разъема.
На фиг.15 - вид В на фигуру 14.
Предлагаемая резиновая манжета выполняет функции разъемной и неразъемной резиновой манжеты.
Неразъемная резиновая манжета содержит две цилиндрические части 1, 2 (фиг.1) и соединяющую их конусную часть 3 (фиг.1). Цилиндрическая часть 1 (фиг.1) манжеты выполнена диаметром 57-1420 мм, а цилиндрическая часть 2 (фиг.1) выполнена диаметром 114-1720 мм. Резиновая манжета выполнена с заданной толщиной стенки.
В середине стенки манжеты по всей ее длине заложена двойная текстильная лента 4 (фиг.1) шириной 20-100 мм, равной ширине охватываемого и охватывающего элементов разъема, двойная текстильная лента предназначена, при необходимости, для изготовления разъема в манжете путем разрезания ее по противоположным краям заложенной двойной текстильной ленты.
Неразъемную резиновую манжету для герметизации межтрубного пространства монтируют на вновь строящемся переходе трубопровода; вначале монтируют на магистральный трубопровод 5 (фиг.1) меньшей цилиндрической частью, а большей цилиндрической частью 2 на кожух (футляр) 6 и закрепляют хомутами-стяжками 7, 8 (фиг.1).
Внутри защитного кожуха (футляра) 6 (фиг.1) смонтированы опоры 9, по которым скользит трубопровод 5 (фиг.1) при его протаскивании.
Работает неразъемная резиновая манжета аналогично тому, как работает в подобных случаях обычная манжета из резины.
Разъемная резиновая манжета выполнена из неразъемной резиновой манжеты и повторяет все ее заданные габаритные размеры с заданной толщиной стенки манжеты.
Разъем манжеты выполнен из охватываемого и охватывающего элементов 10, 11 (фиг.2, 12) в форме двух прямоугольных пластин, шириной 20-100 мм, с заданной толщиной стенки элементов. Ширина элементов разъема равна ширине закладываемой двойной текстильной ленты в толщину стенки резиновой манжеты.
Разъемная резиновая манжета с охватываемым 10 (фиг.2, 12) и охватывающим 11 (фиг.2, 12) элементами разъема предназначена для герметизации межтрубного пространства перехода неразрезного трубопровода 12 (фиг.2), когда он находится под давлением.
Собирается разъем разъемной резиновой манжеты на неразрезном рабочем трубопроводе 12 (фиг.2) при помощи клея и двух радиусных пластин 13, 14 (фиг.2, 13, 14, 15), которыми сжимают разъем при его склеивании.
По завершении склеивания разъема он составляет единое целое с манжетой, сохраняя все заданные при изготовлении габаритные размеры и каркасность резиновой манжеты.
Работает разъемная резиновая манжета при условии, когда охватываемый и охватывающий 10, 11 (фиг.2, 12) элементы разъема собраны друг с другом при помощи клея по линиям разреза разъема манжеты и смонтирована на неразрезном рабочем трубопроводе 12 (фиг.2) перехода и на кожухе (футляре), где закрепляется хомутами-стяжками 15, 16 (фиг.2).
Способ изготовления резиновой манжеты осуществляют следующим образом: на дорн 17 (фиг.4), копирующий конфигурацию резиновой манжеты, накладывают листовую сырую резину 18 (фиг.4) с заданной толщиной будущего охватываемого элемента разъема 10 (фиг.2, 9, 12) для разъемной резиновой манжеты и прикатывают ее прикаточным роликом. Образовавшиеся между дорном и сырой резиной пузырьки прокалывают шилом и повторно прикатывают эти места. Затем на наложенную листовую сырую резину заданной толщины 18 (фиг.4) укладывают двойную текстильную ленту 4 (фиг.4, 5) шириной 20-100 мм, равной ширине будущих охватываемого и охватывающего элементов разъема 10, 11 (фиг.2, 9, 10, 12), по всей длине манжеты. Укладку текстильной ленты 4 (фиг.4, 5) осуществляют с таким расчетом, чтобы концы 4 (фиг.4) ее выходили за края обоих торцов манжеты. После чего на двойную текстильную ленту 4(фиг.4) накладывают листовую сырую резину заданной толщины 19 (фиг.4) будущего охватывающего элемента разъема 10 (фиг.2, 9, 10, 12) и прикатывают ее прикаточным роликом в месте заложенной двойной текстильной ленты.
Затем цилиндрические части 1, 2 (фиг.1) манжеты обматывают хлопчатобумажным материалом (на чертеже не показано) для получения поверхностей высокого качества в посадочных местах резиновой манжеты и выдерживают 15-20 мин для снятия напряжений, после чего помещают в вулканизационный котел для вулканизации при температуре 120-160°С, где выдерживают 1 ч 25 мин - 1 ч 40 мин. По окончании вулканизации дорн вместе с манжетой вынимают из вулканизационного котла, охлаждают манжету до температуры окружающей среды и разбинтовывают хлопчатобумажный материал.
Затем свулканизованную манжету снимают с дорна 17 (фиг.4, 6, 7), после чего она готова к использованию в качестве как неразъемной, так и разъемной резиновой манжеты с минимальными затратами на разъем.
Неразъемная резиновая манжета применяется на трубопроводе 5 (фиг.1) без разрезания разъема в манжете на охватываемый и охватывающий элементы. В теле манжеты остается постоянно заложенная двойная текстильная лента 4 (фиг.1), которая способствует повышению прочности манжеты на разрыв. Неразъемную резиновую манжету применяют для герметизации межтрубного пространства перехода под дорогами для разрезного вновь строящегося перехода магистрального трубопровода 5 (фиг.1).
Разъемную резиновую манжету изготавливают из неразъемной резиновой манжеты, с заложенной двойной текстильной лентой в теле манжеты 4 (фиг.8), следующим образом: неразъемную резиновую манжету устанавливают вертикально вверх на торцевую поверхность большего диаметра 2 (фиг.8). Затем лезвие ножа 20 устанавливают с торца малого диаметра 1 (фиг.8) манжеты между двумя внутренними поверхностями заложенной двойной текстильной ленты 4 под углом 30-50° (фиг.8, 9, 12) по отношению к наружной поверхности стенки манжеты.
Разрез манжеты осуществляют вручную ножом 20 (фиг.8, 9) по краю первой текстильной ленты от наружной поверхности резиновой манжеты сверху вниз (фиг.9). По окончании разрезания получают охватывающий элемент 11 (фиг.9, 10, 12) разъема манжеты, отгибают его в сторону, затем аналогичным путем осуществляют разрезание по противоположной стороне второй текстильной ленты 4 (фиг.10) и получают охватываемый элемент 10 (фиг.10, 12) разъема манжеты.
По окончании разрезания разъема в манжете на охватываемый и охватывающий элементы 10, 11 (фиг.9, 10, 12) осуществляют съем, ранее заложенной при изготовлении, двойной текстильной ленты 4 (фиг.11). Двойная текстильная лента 4, при разрезании разъема, разделяется на две части (фиг.9, 10) за счет несвулканизованного свободного пространства между внутренними поверхностями двойной текстильной ленты 4 (фиг.5), закладываемой при изготовлении будущего разъема в манжете. Одна лента остается на поверхности охватываемого элемента 10 (фиг.9), а вторая лента на поверхности охватывающего элемента 11 (фиг.10). Каждую ленту снимают в отдельности (фиг.11). По завершении съема текстильных лент с элементов разъема 10,11 (фиг.12) резиновая манжета готова для использования как разъемная резиновая манжета. Поверхности элементов разъема манжеты 10, 11 (фиг.12) шерохуют для подготовки ее к сборке на неразрезном рабочем трубопроводе 12 (фиг.2, 3).
Сборку разъемной резиновой манжеты на трубопроводе перехода осуществляют следующим образом: разъемную резиновую манжету, с зашерохованными поверхностями охватываемого и охватывающего элементов 10, 11 (фиг.2, 3), устанавливают на неразрезном рабочем трубопроводе 12 (фиг.2). На зашерохованные поверхности охватываемого и охватывающего элементов манжеты наносят клей и склеивают их друг с другом. Затем их стягивают двумя прямоугольными радиусными пластинами 13, 14 (фиг.2, 3, 13, 14, 15) при помощи двух болтовых соединений. Радиусы R1 и R2 прямоугольных пластин рассчитываются по формулам (1) и (2) в зависимости от диаметра трубопровода, на котором монтируется манжета, и толщины элементов разъема манжеты:

где R1 - радиус нижней прямоугольной пластины, мм;
R2 - радиус верхней прямоугольной пластины, мм;
D - диаметр трубопровода, на котором монтируется манжета, мм;
с - ширина внутренней части пластины, мм;
S - толщина манжеты, мм;
h - высота головки болта и толщина нижней пластины, мм.
Каждое болтовое соединение пластин содержит болт 21, пропускаемый через паз в нижней пластине и в отверстие верхней пластины, шайбу 22, гайку 23. Верхняя пластина 14 снабжена ребром жесткости 24 (фиг.2, 3, 13, 14, 15) для исключения прогиба пластин при их стяжке болтами.
После выдержки собранного разъема манжеты в течение 3-5 часов пластины 13, 14 (фиг.13) снимают и осуществляют герметизацию межтрубного пространства перехода. Больший диаметр манжеты 2 (фиг.2, 13) надевают на кожух (футляр) 25 (фиг.13), меньший диаметр 1 (фиг.2, 13) находится на рабочем трубопроводе 12, где их закрепляют хомутами-стяжками 15, 16 (фиг.2).
Предлагаемое изобретение «Резиновая манжета, способ изготовления и способ сборки ее на трубопроводе» позволяет изготовить и собрать один тип резиновой манжеты и в дальнейшем при необходимости можно использовать ее, как неразъемную, так и разъемную манжету, с минимальными затратами на изготовление разъема путем разрезания манжеты по заложенной двойной текстильной ленте, каждой в отдельности, на охватываемый и охватывающий элементы.
Кроме того, изобретение позволит сократить сроки изготовления разъемных и неразъемных резиновых манжет, а также сократить их запасы на складах, что способствует рациональному использованию сырья и материалов с существенным экономическим эффектом для предприятия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СБОРКИ РАЗЪЕМНОЙ МАНЖЕТЫ НА НЕРАЗРЕЗНОМ ТРУБОПРОВОДЕ ПЕРЕХОДА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2019 |
|
RU2697084C1 |
| УСТРОЙСТВО ДЛЯ ЗАЩИТЫ РЕЗИНОВОЙ МАНЖЕТЫ ПЕРЕХОДОВ МАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВ | 2004 |
|
RU2276753C1 |
| РЕЗИНОВАЯ МАНЖЕТА ДЛЯ ПРОПУСКА В ЗАЩИТНОЙ ТРУБЕ КАБЕЛЯ СВЯЗИ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2285854C2 |
| РЕЗИНОВАЯ МАНЖЕТА | 2009 |
|
RU2407935C1 |
| УСТРОЙСТВО ДЛЯ ЗАЩИТЫ РЕЗИНОВОЙ МАНЖЕТЫ И СПОСОБ ЕГО СБОРКИ НА ТРУБОПРОВОДЕ ПЕРЕХОДА, ПРОКЛАДЫВАЕМОМ ПОД ИНЖЕНЕРНЫМИ СООРУЖЕНИЯМИ И ВОДНЫМИ ПРЕГРАДАМИ | 2008 |
|
RU2435093C2 |
| ХОМУТ-СТЯЖКА ДЛЯ КРЕПЛЕНИЯ РЕЗИНОВОЙ МАНЖЕТЫ НА ТРУБОПРОВОДЕ | 2008 |
|
RU2381408C2 |
| ХОМУТ-СТЯЖКА ДЛЯ КРЕПЛЕНИЯ РЕЗИНОВОЙ МАНЖЕТЫ НА ТРУБОПРОВОДЕ ПЕРЕХОДА | 2009 |
|
RU2407941C1 |
| РЕЗИНОВАЯ МАНЖЕТА, СПОСОБ ИЗГОТОВЛЕНИЯ И СПОСОБ СБОРКИ НА ТРУБОПРОВОДЕ ПЕРЕХОДА | 2007 |
|
RU2351828C1 |
| МАНЖЕТА ИЗ ЭЛАСТИЧНОГО УПРУГОВЯЗКОГО МАТЕРИАЛА | 2002 |
|
RU2206004C1 |
| ОПОРНОЕ ПЛАСТМАССОВОЕ КОЛЬЦО, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕГО СБОРКИ И РАЗБОРКИ | 2005 |
|
RU2296906C1 |






Изобретение относится к разъемным и неразъемным резиновым манжетам, предназначенным для герметизации межтрубного пространства, например на переходах магистральных трубопроводов через автомобильные и железные дороги, прокладываемых в защитном кожухе (футляре). Резиновая манжета состоит из двух цилиндрических частей и соединяющей их конусной части и предназначена для применения как неразъемной, так и разъемной резиновой манжеты. Одна цилиндрическая часть выполнена диаметром 57-1420 мм, вторая цилиндрическая часть выполнена диаметром 114-1720 мм. Внутри стенки резиновой манжеты заложена двойная текстильная лента шириной 20-100 мм, равной ширине охватываемого и охватывающего элементов, по всей длине манжеты. Двойная текстильная лента предназначена для формирования в резиновой манжете разъема путем разрезания манжеты ножом вручную, по противоположным краям двойной текстильной ленты, каждой в отдельности, на охватываемый и охватывающий элементы разъема. Изготавливают манжету неформовым способом на дорне, копирующем конфигурацию манжеты, путем наложения на его поверхность листовой сырой резины с заданной толщиной будущего охватываемого элемента разъема для разъемной резиновой манжеты. Затем на наложенную листовую сырую резину по всей длине манжеты накладывают двойную текстильную ленту шириной 20-100 мм, равную ширине будущих охватываемого и охватывающего элементов разъема. Текстильную ленту укладывают с таким расчетом, чтобы ее концы выходили за края обоих торцов манжеты. После чего на текстильную ленту укладывают листовую сырую резину с заданной толщиной по всей поверхности манжеты для будущего охватывающего элемента разъема разъемной резиновой манжеты. Закладываемая двойная текстильная лента в толщину стенки между слоями манжеты разделяет разъем на будущий охватываемый и охватывающий элементы разъема. По завершении наложения листовой сырой резины и закладки между слоями двойной текстильной ленты манжету вулканизуют в вулканизационном котле при t=120÷160°C в течение 1 ч 25 мин÷1 ч 40 мин. По окончании вулканизации ее вынимают из котла, снимают с дорна, и она готова к применению в качестве как неразъемной, так и разъемной резиновой манжеты. При сборке резиновой манжеты на трубопроводе охватываемую и охватывающую поверхности элементов шерохуют для подготовки разъемной резиновой манжеты к сборке на неразрезном рабочем трубопроводе, где осуществляют склеивание элементов разъема манжеты, например клеем, при помощи двух прямоугольных радиусных пластин с болтовыми соединениями. Затем снимают радиусные пластины и производят герметизацию межтрубного пространства перехода, большой диаметр манжеты надевают на кожух (футляр), малый диаметр находится на рабочем трубопроводе, где их закрепляют хомутами-стяжками. Изобретение позволит сократить сроки изготовления разъемных и неразъемных резиновых манжет. 3 н. и 3 з.п.ф-лы, 15 ил.



где R1 - радиус нижней прямоугольной пластины, мм;
R2 - радиус верхней прямоугольной пластины, мм;
D - диаметр трубопровода, на котором монтируется манжета, мм;
с - ширина внутренней части пластины, мм;
S - толщина манжеты, мм;
h - высота головки болта и толщина нижней пластины, мм.
| МАНЖЕТА ИЗ ЭЛАСТИЧНОГО УПРУГОВЯЗКОГО МАТЕРИАЛА | 2002 |
|
RU2206004C1 |
| МАНЖЕТА ИЗ УПРУГОГО МАТЕРИАЛА | 2002 |
|
RU2206003C1 |
| Уплотнение и способ его изготовления | 1989 |
|
SU1642159A1 |
| US 5152540 А, 06.10.1992 | |||
| US 5478091 A, 26.12.1995. | |||

