Изобретение касается уплотнительной техники, в частности, к уплотнениям манжетного типа.
Цель изобретения - повышение надежности и долговечности при одновременном упрощении конструкции и изготовления.
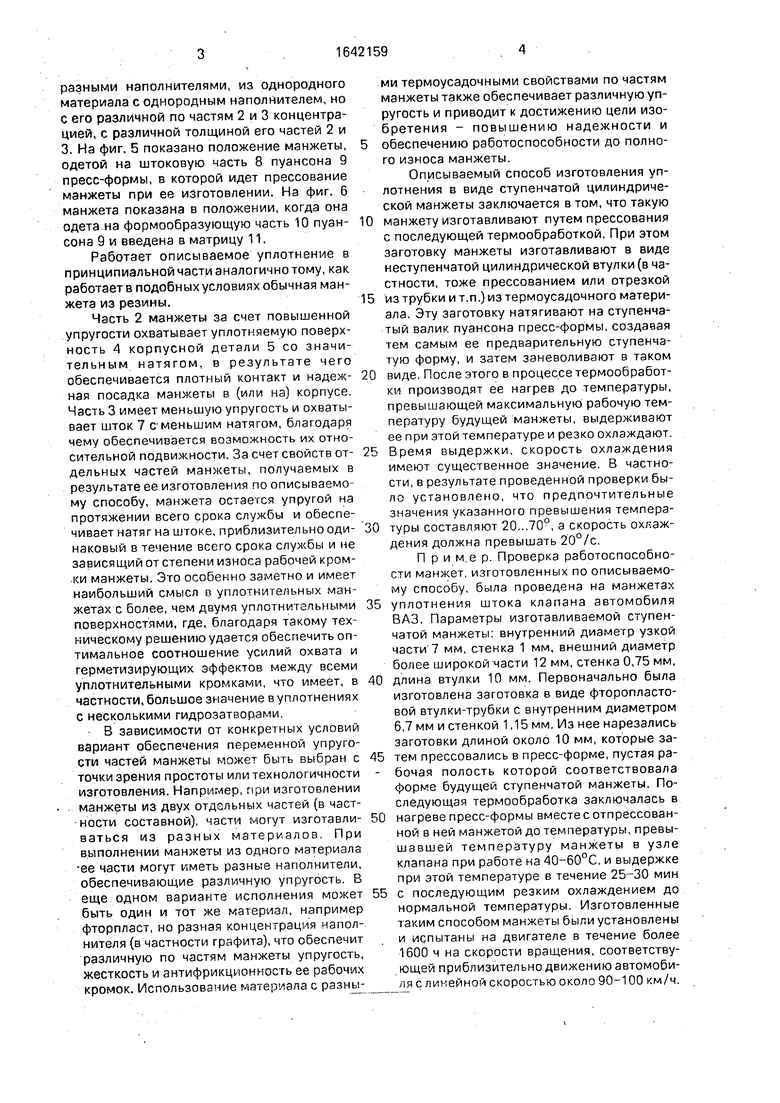
На фиг. 1 представлена конструктивная схема уплотнения применительно к использованию в клапанном узле двигателя внутреннего сгорания; на фиг. 2 - манжета из материала с различными наполнителями; на фиг. 3 - манжета из материала с разной концентрацией наполнителя; на фиг. 4 - манжета с различной толщиной стенки двух
ее частей; на фиг. 5 и 6 - этапы изготовления манжеты в соответствии с данным изобретением.
Уплотнение выполнено из манжеты 1, состоящей из двух частей 2 и 3. Одна из частей, в частности 2, взаимодействует с уплотняемой поверхностью 4 корпусной детали 5 (применительно к клапану ДВС), а другая часть 3 взаимодействует подвижно с уплотняемой поверхностью 6 штока 7 клапана. Отдельные части 2 и 3 манжеты 1 могут быть выполнены из разного материала, например резины и фторпласта или в других сочетаниях, из однородного материала, но с
о
to
ел ю
разными наполнителями, из однородного материала с однородным наполнителем, но с его различной по частям 2 и 3 концентрацией, с различной толщиной его частей 2 и 3. На фиг. 5 показано положение манжеты, одетой на штоковую часть 8 пуансона 9 пресс-формы, в которой идет прессование манжеты при ее изготовлении. На фиг. 6 манжета показана в положении, когда она одета на формообразующую часть 10 пуансона 9 и введена в матрицу 11.
Работает описываемое уплотнение в принципиальной части аналогично тому, как работает в подобных условиях обычная манжета из резины.
Часть 2 манжеты за счет повышенной упругости охватывает уплотняемую поверхность А корпусной детали 5 со значительным натягом, в результате чего обеспечивается плотный контакт и надежная посадка манжеты в (или на) корпусе. Часть 3 имеет меньшую упругость и охватывает шток 7 с меньшим натягом, благодаря чему обеспечивается возможность их относительной подвижности. За счет свойств отдельных частей манжеты, получаемых в результате ее изготовления по описываемому способу, манжета остается упругой на протяжении всего срока службы и обеспечивает натяг на штоке, приблизительно одинаковый в течение всего срока службы и не зависящий от степени износа рабочей кромки манжеты. Это особенно заметно и имеет наибольший смысл в уплотнительных манжетах с более, чем двумя уплотнительными поверхностями, где, благодаря такому техническому решению удается обеспечить оптимальное соотношение усилий охвата и герметизирующих эффектов между всеми уплотнительными кромками, что имеет, в частности, большое значение в уплотнениях с несколькими гидрозатворами.
В зависимости от конкретных условий вариант обеспечения переменной упругости частей манжеты может быть выбран с точки зрения простоты или технологичности изготовления. Например, при изготовлении манжеты из двух отдельных частей (в частности составной), части могут изготавливаться из разных материалов. При выполнении манжеты из одного материала ее части могут иметь разные наполнители, обеспечивающие различную упругость. В еще одном варианте исполнения может быть один и тот же материал, например фторпласт, но разная концентрация наполнителя (в частности графита), что обеспечит различную по частям манжеты упругость, жесткость и антифрикционносгь ее рабочих кромок. Использование материала с разными термоусадочными свойствами по частям манжеты также обеспечивает различную упругость и приводит к достижению цели изобретения - повышению надежности и
обеспечению работоспособности до полного износа манжеты.
Описываемый способ изготовления уплотнения в виде ступенчатой цилиндрической манжеты заключается в том, что такую
0 манжету изготавливают путем прессования с последующей термообработкой. При этом заготовку манжеты изготавливают в виде неступенчатой цилиндрической втулки (в частности, тоже прессованием или отрезкой
5 из трубки и т.п.) из термоусадочного материала. Эту заготовку натягивают на ступенчатый валик пуансона пресс-формы, создавая тем самым ее предварительную ступенчатую форму, и затем заневоливают в таком
0 виде. После этого в процессе термообработки производят ее нагрев до температуры, превышающей максимальную рабочую температуру будущей манжеты, выдерживают ее при этой температуре и резко охлаждают.
5 Время выдержки, скорость охлаждения имеют существенное значение. В частности, в результате проведенной проверки было установлено, что предпочтительные значения указанного превышения темпера0 туры составляют 20...70°, а скорость охлаждения должна превышать 20°/с.
Пример. Проверка работоспособности манжет, изготовленных по описываемому способу, была проведена на манжетах
5 уплотнения штока клапана автомобиля ВАЗ. Параметры изготавливаемой ступенчатой манжеты: внутренний диаметр узкой части 7 мм, стенка 1 мм, внешний диаметр более широкой части 12 мм, стенка 0,75 мм,
0 длина втулки 10 мм. Первоначально была изготовлена заготовка в виде фторопластовой втулки-трубки с внутренним диаметром 6,7 мм и стенкой 1,15 мм. Из нее нарезались заготовки длиной около 10 мм, которые за5 тем прессовались в пресс-форме, пустая ра- - бочая полость которой соответствовала форме будущей ступенчатой манжеты. Последующая термообработка заключалась в
0 нагреве пресс-формы вместе с отпрессованной в ней манжетой до температуры, превышавшей температуру манжеты в узле клапана при работе на 40-60°С, и выдержке при этой температуре в течение 25-30 мин
5 с последующим резким охлаждением до нормальной температуры. Изготовленные таким способом манжеты были установлены и испытаны на двигателе в течение более 1600 ч на скорости вращения, соответствующей приблизительно движению автомобиля с линейной скоростью около 90-100 км/ч.
За время испытаний снижения герметичности не наблюдалось. Толщина стенки манжеты уменьшилась в среднем на 0,22 мм по восьми испытывавшимся манжетам, при этом натяг манжеты на штоке практически не изменился. Дополнительно была проведена проверка интервала перегрева манжет в процессе термообработки сверх будущей максимальной рабочей температуры. Оптимальные значения перегрева оказались в интервале 20...70°С. Проверка нижнего предела скорости охлаждения манжеты после выдержки при термообработке показала, что термоусадочный эффект устойчиво достигался при всех случаях, когда скорость охлаждения превышала 20°С/с.
Формула изобретения
1.Уплотнение преимущественно мзн- жетного типа, состоящее по меньшей мере
из двух частей, каждая из которых с гарантированным усилием прижатия взаимодействует с соответствующей ей деталью уплотнительногоузла, отличающееся тем, что, с целью повышения надежности и долговечности при одновременном упрощении конструкции и изготовления, оно выполнено с переменной по этим частям упругостью материала, причем упругость каждой части тем выше, чем большую герметичность она должна обеспечивать.
2.Уплотнение поп. 1, отличающееся тем, что переменная по этим частям упругость обеспечена за счзт выполнения их из разного материала.
3.Уплотнение по п. 1, отличающееся тем, что переменная по этим частям упругость обеспечена за счет ввеДе- ния в однородную основу разных наполнителей.
1
10
15
0
5
0
5
4.Уплотнение поп. 1, отличающееся тем, что переменная по этим частям упругость обеспечена за счет разной концентрации наполнителя по телу уплотнения и/или по этим чйстям.
5.Уплотнение по п. 1, отл и ч а ю- щ е е с я тем, что переменная по этим частям упругость обеспечена за счет выполнения их из термоусадочного материала, преимущественно, с различным по телу уплотнения коэффициентом термоусадки,
6.Уплотнение по п. 5, отличающееся тем, что, при выполнении уплотнения в виде ступенчатой манжету, каждая из ее ступеней имеет разный коэффициент термоусадки.
7.Уплотнение по п.п. 5 и 6, о т л и ч а ю- щ е ее я тем, что рчзный по телу уплотнения коэффициент термоусэдки обеспечен за счет различной толщины ступеней.
8.Способ изготовления уплотнения в виде ступенчатой цилиндрической манжеты, заключающийся в прессовании ее в пресс-форме с последующей термообработкой, отличающийся тем, что изготавливают заготовку в виде неступенчатой цилиндрической втулки из термоусадочного материала, натягивают ее на ступенчатый валик пуансона пресс-формы, заневоливают в таком виде и в процессе термообработки нагревают до температуре, превышающей максимальную рабочую температуру изготавливаемой манжеты, затем выдерживают ее при такой температуре и резко охлаждают.
9.Способ по п. 8, отличающийся тем, что указанное превышение температуры нагрева составляет 20...70°С, а скорость охлаждения превышает 20°С/с,
7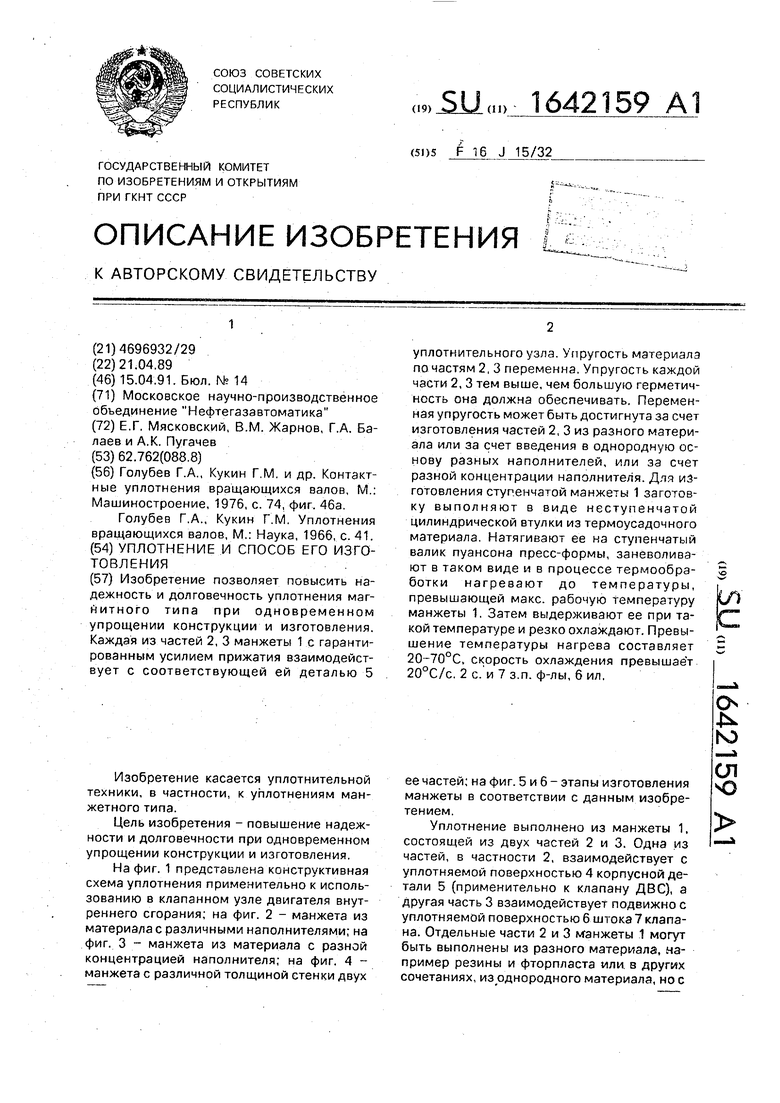
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГИХ МЕТАЛЛИЧЕСКИХ УПЛОТНИТЕЛЬНЫХ ПРОКЛАДОК | 2017 |
|
RU2641202C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ МАНЖЕТ ИЗ ЭЛАСТОМЕРНОГО МАТЕРИАЛА | 2000 |
|
RU2174631C1 |
| ПАТРУБОК ГИБКИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ НА ОСНОВЕ НЕВУЛКАНИЗИРОВАННОЙ ПРОРЕЗИНЕННОЙ СТЕКЛОТКАНИ | 2023 |
|
RU2817033C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГОГИБКОЙ ЛЕНТОЧНОЙ СПИРАЛИ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2151059C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПУСТОТЕЛОГО, КЕРАМИЧЕСКОГО ФИЛЬТРУЮЩЕГО ЭЛЕМЕНТА | 2002 |
|
RU2208001C1 |
| Способ изготовления изоляционных манжет коллекторов электрических машин | 1985 |
|
SU1343483A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2019 |
|
RU2707361C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЛЕКТОРОВ ЭЛЕКТРИЧЕСКИХ МАШИН И ПРЕСС-ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2041539C1 |
| Способ изготовления уплотнительной прокладки | 1979 |
|
SU832830A1 |
| Способ изготовления деталей из порошкообразных политетрафторэтилена или наполненных композиций на его основе | 1983 |
|
SU1134372A1 |
Изобретение позволяет повысить надежность и долговечность уплотнения магнитного типа при одновременном упрощении конструкции и изготовления. Каждая из частей 2, 3 манжеты 1 с гарантированным усилием прижатия взаимодействует с соответствующей ей деталью 5 уплотнительного узла. Упругость материала по частям 2, 3 переменна. Упругое ь каждой части 2, 3 тем выше, чем большую герметичность она должна обеспечивать. Переменная упругость может быть достигнута за счет изготовления частей 2, 3 из разного материала или за счет введения в однородную основу разных наполнителей, или за счет разной концентрации наполнителя. Для изготовления ступенчатой манжеты 1 заготовку выполняют в виде неступенчатой цилиндрической втулки из термоусадочного материала. Натягивают ее на ступенчатый валик пуансона пресс-формы, заневолива- ют в таком виде и в процессе термообработки нагревают до температуры, превышающей макс, рабочую температуру манжеты 1. Затем выдерживают ее при такой температуре и резко охлаждают. Превышение температуры нагрева составляет , скорость охлаждения превышает 20°С/с. 2 с. и 7 з.п. ф-лы, 6 ил, (Л
фиа.1
Фие2
Фиг.З
Фиг. 5
фигЛ
11
фиг 6
| Голубев Г.А., Кукин Г.М | |||
| и др | |||
| Контактные уплотнения вращающихся валов, М.: Машиностроение, 1976, с | |||
| Приспособление в центрифугах для регулирования количества жидкости или газа, оставляемых в обрабатываемом в формах материале, в особенности при пробеливании рафинада | 0 |
|
SU74A1 |
| Способ изготовления звездочек для французской бороны-катка | 1922 |
|
SU46A1 |
| Голубев Г.А., Кукин Г.М | |||
| Уплотнения вращающихся валов, М.: Наука, 1966, с | |||
| Механический грохот | 1922 |
|
SU41A1 |
