Область техники
Настоящее изобретение относится к печатающей головке для термографической струйной печати и способу ее изготовления. Более конкретно, настоящее изобретение относится к печатающей головке, характеризующейся высокой эффективностью.
Предпосылки создания изобретения
Во многих типах печатающих головок для термографической струйной печати краска подается из резервуара в эжекторные камеры через один или более пазов, выполненных в продольном направлении во внутренней части подложки, которая зачастую представляет собой кремниевую микросхему. Краска течет с задней поверхности подложки на переднюю поверхность, на которой выполнены электронные, а также микрофлюидные схемы. Один паз может питать одну или два столбца нагревателей, которые расположены вдоль кромок паза в направлении продольной оси микросхемы.
Как правило, проводящие, резистивные, диэлектрические и защитные тонкие пленки осаждают и структурируют с образованием схемы. Возможные устройства, такие как транзисторы, диоды, устройства памяти и т. д., могут быть встроены в схему с использованием полупроводниковых свойств кремния.
Нагреватели расположены во множестве продольных столбцов, которые примыкают к сквозному пазу, который необходим для подачи краски к эжекторным участкам. Можно иметь либо один паз, загружающий два столбца, либо несколько параллельных пазов, загружающих соответствующее количество пар столбцов.
Так, например, полимерный слой осаждают на поверхность кремниевой микросхемы и структурируют с созданием эжекторной камеры вокруг каждого нагревателя и каналов для подачи краски, вытекающей из паза. Поскольку стенки структурированного профиля действуют как барьер, содержащий краску, полимерный слой называется «барьерным слоем».
Пластину сопла собирают наверху барьерного слоя. Он представляет собой составляющую потолка эжекторной камеры и содержит множество сопел во взаимно однозначном соответствии с множеством нагревателей. Следовательно, сопла также расположены в столбчатых массивах.
Структура, создаваемая пазом для подачи краски, кремниевая микросхема, поверхность и эжекторные камеры и сопла представляют собой жидкостную схему печатающей головки.
В цифровой печати краска распределяется на носитель в виде матричного массива точек, расположенных в строках и столбцах. Строки проходят в направлении относительного перемещения между печатающей головкой и носителем. Обратная величина расстояния между смежными точками в горизонтальной линии (строке) представляет собой горизонтальное разрешение. Обратная величина расстояния между смежными точками в вертикальной линии (столбце) представляет собой вертикальное разрешение.
Вертикальное разрешение по существу зависит от расстояния между соплами в столбцах печатающей головки. Горизонтальное разрешение определяется комбинацией частоты повторения выброса со скоростью относительного перемещения.
Рост «облачка» краски в термопечатающей головке вызван коротким импульсом тока, подаваемым на нагревательный резистор. Стандартная термопечатающая головка, как правило, имеет сотни сопел (до более чем одной тысячи). Если бы все сопла были активированы одновременно, общий ток, протекающий в схеме, достиг бы чрезмерной интенсивности (десятки ампер). Такой высокий уровень тока может повредить компоновку кремниевой микросхемы, потребует очень большого и дорогостоящего источника питания на станции печати, и полученный в результате шум может быть слегка раздражающим.
Для решения этой проблемы необходимо избежать общего перекрытия импульсов тока, т. е. одновременно выбрасывать каплю может только подмножество сопел. Следовательно, множество сопел в печатающей головке можно разделить на несколько подмножеств или «спусковых групп». Для каждой группы все сопла могут быть запущены одновременно, разные группы запускаются последовательно, с запрограммированной задержкой между одной группой и последующей.
Таким образом, импульсы тока для активации всех сопел печатающей головки распределяются в больший интервал времени; максимальная интенсивность тока в устройстве оказывается равной току одного нагревателя, умноженному на количество нагревателей, принадлежащих к одной и той же спусковой группе.
Поскольку печатающая головка перемещается относительно носителя, необходимо расположить различные спусковые группы уступами вдоль направления относительного перемещения в соответствии с их собственным временем активации.
Следовательно, множество сопел в столбце не могут быть выровнены с вертикальными линиями печатного контакта, поскольку они активируются не вместе.
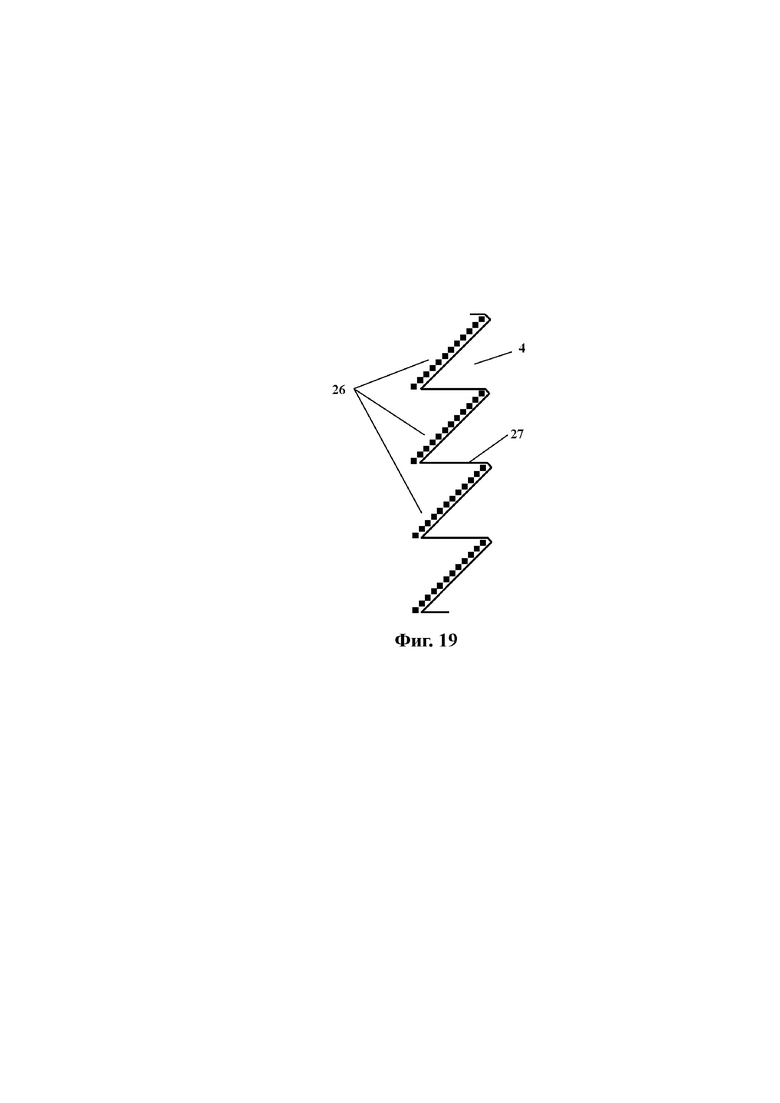
На фиг. 19 показана одна возможность для сегментов (блоков) линейных наклонных столбцов, расположенных вертикально; сопла, принадлежащие к одной и той же спусковой группе, перекрывают одну и ту же вертикальную линию печатного контакта.
Как можно увидеть на фиг. 19, профиль паза представляет собой по существу прямую линию, и, следовательно, расположенные уступами нагреватели оказываются на разных расстояниях от кромки паза в зависимости от их собственного времени активации. Следовательно, жидкостная схема ближайшего нагревателя является короче, чем схема одного из отдаленных нагревателей. Разница в длине канала приводит к другому поведению жидкости. Ближайший нагреватель оказывается также быстрее, так как он имеет наиболее короткое время повторного заполнения, обеспечивая максимальную частоту печати. Из-за более длинного пути прохождения краски остальные нагреватели имеют более длительное время повторного заполнения за счет расстояния от паза, и, следовательно, они демонстрируют более низкую частоту. Этот разброс ограничивает частоту печатающей головки частотой наиболее медленного нагревателя.
С целью компенсации данного разброса в поведении жидкости эжекторных участков для каждого нагревателя необходимы соответствующие регулировки в жидкостной схеме.
В документе US 8714710 B2 раскрыто обеспечение по существу равной длины пути прохождения жидкости, текущей из подающего канала в направлении расположенных уступами резисторов. Этого достигают за счет консоли, которая проходит по каналу для жидкости. Этого достигают за счет тонкой пленкой, которую удаляют в центральной части, оставляя только консоль, после чего процесс завершают удалением кремния с задней стороны с использованием лазера и/или сухого/влажного травления. Для реализации консоли, проходящей по каналу для жидкости, как описано, необходимы методы мягкого травления на обеих сторонах пластины. Такой процесс подходит для монолитной печатающей головки, где все слои (включая пластину сопла) и все отверстия или полости выполнены с помощью фотолитографических процессов.
В документе US 7427125 B1 раскрыт процесс влажного травления в качестве заключительного этапа завершения с образованием подающего канала, который приспособлен к зигзагообразному профилю расположенных резисторов. С помощью процесса влажного травления получают угловые боковые стенки. В этом процессе влажного травления необходимы жесткие маски, которые не могут быть осаждены на, например, полимерный слой. Даже если влажное травление происходит только на задней стороне пластины, полученный в результате угол стенки не будет соответствовать компоновке с параллельными пазами, расположенными близко друг к другу.
Задачи, решаемые настоящим изобретением
Настоящее изобретение направлено на создание паза для подачи краски в термопечатающей головке, что может решить проблемы, вызванные разбросом расстояний нагревательных резисторов относительно продольной оси подложки экономичным и эффективным способом.
Кроме того, настоящее изобретение направлено на создание подходящей формы паза и разработку соответствующего способа ее изготовления с целью обеспечения существенного выравнивания длины пути прохождения потока между кромкой паза и нагревательными резисторами.
Целью настоящего изобретения является обеспечение системы и способа, направленных на решение этих потребностей и устраняющих недостатки предшествующего уровня техники.
Краткое описание изобретения
Вышеупомянутые проблемы и недостатки традиционных концепций решаются посредством предмета изобретения вариантов осуществления настоящего изобретения.
Подробное описание
Согласно одному аспекту в настоящем изобретении предусмотрена печатающая головка для термографической струйной печати, содержащая канал для подачи жидкости, предназначенный для доставки жидкости, жидкостные камеры, расположенные возле канала для подачи жидкости, резисторы, предназначенные для введения жидкости в камеры, расположенные уступами относительно вертикальных линий печатного контакта. В печатающей головке по меньшей мере часть канала для подачи жидкости, противоположная задней стороне печатающей головки, проходит по существу перпендикулярно поверхности микросхемы, и канал для жидкости имеет неравномерно расположенные кромки, которые следуют уступами относительно резисторов таким образом, что длина пути прохождения жидкости между кромкой резистора и соответствующей неравномерно расположенной кромкой является по существу одинаковой для каждого резистора.
Подающий канал проходит по существу перпендикулярно поверхности микросхемы по всей длине, если он, например, полностью выполнен лазером. Если он, например, выполнен при помощи смешанного процесса (пескоструйная обработка + лазер), по меньшей мере часть, выполненная лазером, является по существу перпендикулярной. Далее будут описаны способы.
Настоящее изобретение выполнено с целью получения более высокой рабочей частоты печатающей головки путем поддержания всех рабочих условий нетронутыми.
В предпочтительном варианте осуществления настоящего изобретения компоновка уступами и, следовательно, также канал для жидкости имеют пилообразную форму.
Согласно другому аспекту настоящее изобретение относится к способу изготовления печатающей головки для термографической струйной печати, включающему этапы обеспечения резисторов на подложке уступами, образования канала для подачи жидкости через подложку таким образом, что канал проходит по существу перпендикулярно поверхности микросхемы и имеет неравномерно расположенные кромки, которые следуют уступами относительно резисторов таким образом, что длина пути прохождения жидкости между кромкой резистора и соответствующей неравномерно расположенной кромкой является по существу одинаковой для каждого резистора. В данном случае, канал для подачи жидкости образуют способом, включающим лазерную абляцию. В предпочтительном варианте осуществления способ может включать пескоструйную обработку, начиная с задней стороны подложки и не доходя до противоположной поверхности, и последующую лазерную абляцию до сквозного паза.
Следовательно, при помощи способа согласно настоящему изобретению можно изготовить пилообразный профиль канала для жидкости с почти прямыми стенками по меньшей мере в части толщины пластины, которую выполняли лазерной абляцией от задней стороны к передней стороне пластины. Нет необходимости ни в консоли, ни в жесткой маске.
Решение согласно настоящему изобретению позволяет изготавливать печатающую головку с улучшенными характеристиками и более высокой стабильностью при выбросе капель. Идея заключается в том, чтобы разработать процесс изготовления, способный обрабатывать паз в подложке таким образом, чтобы кромка паза следовала по существу по распределению нагревателя вдоль массива. Таким образом, расстояние между пазом и резисторами практически одинаково для всего нагревательного массива, так что жидкостные параметры оказываются выровненными, тем самым увеличивая максимальную рабочую частоту устройства и улучшая однородность печати.
Данное решение позволяет обеспечить более высокую однородность производительности печатающей головки и, кроме того, упрощает разработку микрофлюидной схемы.
Согласно предпочтительному варианту осуществления лазерную абляцию применяют на противоположной поверхности.
Предпочтительно, лазерную абляцию осуществляют по периметру. Этот процесс может быть особенно полезен при машинной обработке очень тонких подложек.
Также возможно, что лазерную абляцию осуществляют по всей поверхности паза. Этот предпочтительный вариант осуществления может помочь предотвратить засорение узкого пропила обломками. Полная абляция внутренней области может в некоторых случаях быть быстрее, чем циклическое построение контура периметра.
Дальнейшую лазерную абляцию могут выполнять на увеличенном периметре. Вместо того, чтобы придерживаться одной линии периметра, абляцию осуществляют на большей полосе, периметр которой представлен в виде внешней границы. Используя этот способ, нет необходимости удалять общую внутреннюю область паза, а только меньшую полосу границы. С другой стороны, удаление материала является более эффективным, поскольку абляция не ограничивается узким пропилом, и, возможно, повторно осажденные обломки не могут покрыть всю область полосы.
Хорошие результаты могут быть достигнуты в случае, если лазерную абляцию осуществляют чередующимися перемещениями лазерного луча по часовой стрелке и против часовой стрелки. Такой вариант осуществления может привести к лучшей точности обработанных элементов, компенсируя тем самым возможные ошибки в положении пятна лазера из-за сканирующей головки.
Определения
Для целей настоящего изобретения термин «по существу перпендикулярный» означает не обязательно строго перпендикулярный. Лазерная абляция (а также пескоструйная обработка и другие методы сверления или травления) через пластину создает отверстия (или пазы), имеющие определенный угол сужения. В некоторых случаях поперечное сечение на стороне ввода лазера больше, чем поперечное сечение на стороне вывода. Это означает, что ширина паза со стороны ввода, которая расположена на задней стороне пластины, немного больше ширины вывода, расположенного со стороны устройства. Соотношение между разностью ширины и толщиной пластины предпочтительно составляет в диапазоне от 0,5% до 10%. Сужение, вероятно, связано с сочетанием оптических эффектов и защиты от обломков. Это следует рассматривать как «по существу перпендикулярный» согласно настоящему изобретению. Пескоструйная обработка, напротив, имеет тенденцию создавать более заметное сужение. На фиг. 5, на которой показано общее описание устройства, паз выглядит сужающимся. Это также следует понимать как «по существу перпендикулярный» согласно настоящему изобретению.
«Компоновка уступами» согласно данному описанию описывает, что в столбце сопла не распределены строго вдоль прямой линии. Существует смещение каждого сопла (и каждого резистора) в направлении относительного перемещения между печатающей головкой и носителем (т. е. перпендикулярно столбцу сопла), что намеренно выполнено в схеме (или компоновке) сопла, чтобы обеспечить выброс краски в разные периоды времени, избегая чрезмерного пикового значения тока в схеме.
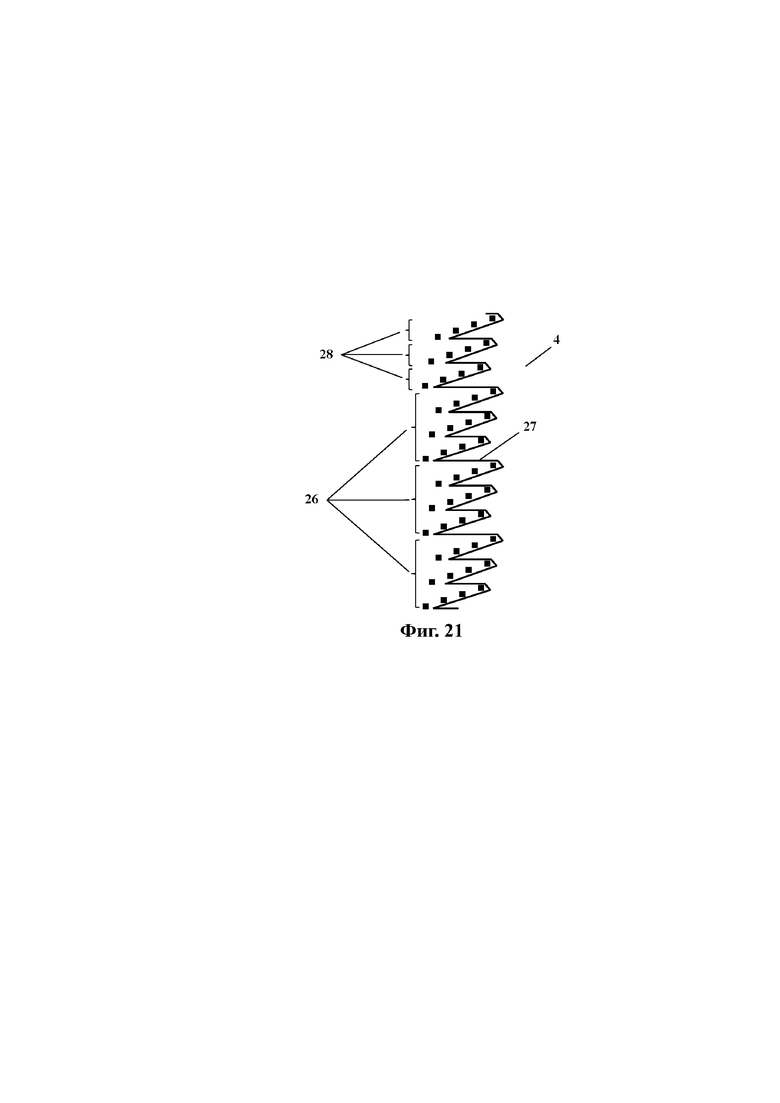
Далее термин «по существу одинаковый» согласно настоящему изобретению означает, что паз сформирован таким образом, что расстояние между центром нагревателя и кромкой паза является одинаковым. На фиг. 19 и 21 представлено хорошее объяснение данного термина.
Термины «пескоструйная обработка» или «пескоструйная очистка» обозначают широко используемый процесс для реализации сквозных пазов в микросхеме печатающей головки. Подходящее оборудование посылает через сопло тонкую струю воздуха под высоким давлением, содержащую мелкие частицы абразивного материала (например, зерна оксида алюминия, зерна диоксида кремния и т. д.). Воздействие абразивных частиц на кремниевую поверхность микросхемы постепенно разрушает материал, пока не достигнет поверхности вывода.
Термин «задняя сторона» согласно данному описанию относится к задней поверхности пластины. Схема печатающей головки реализована на другой противоположной стороне, которая является передней стороной или стороной устройства. Пескоструйная обработка должна начинаться с задней стороны пластины, в частности, для уменьшения возможного повреждения устройства из-за скоса частиц, попадающих на переднюю поверхность. Лазерная абляция также начинается с задней стороны.
Термин «лазерная абляция» обозначает процесс, при котором (как правило) фокусированный лазерный луч попадает на подложку и удаляет части материала. Путем перемещения луча относительно подложки можно получить геометрический узор абляции.
В данном описании термины «сквозной паз» или «проходной паз» используются для отверстия в виде паза, который полностью пересекает толщину пластины (или микросхемы), обеспечивая жидкостное сообщение задней стороны и передних боковых поверхностей кремниевой микросхемы.
Термин «периметр» должен описывать геометрический внешний профиль паза. Он представляет собой предпочтительно замкнутую линию.
Термин «увеличенный периметр» должен описывать более широкую область, ограниченную внешним профилем и проходящую внутрь на определенную длину. Он представляет собой замкнутую полосу вместо замкнутой линии (см., например, фиг. 30).
Краткое описание графических материалов
С целью лучшего понимания настоящее изобретение будет описано посредством иллюстративных вариантов осуществления. Данные варианты осуществления можно лучше понять, беря во внимание следующие графические материалы. На данных фигурах:
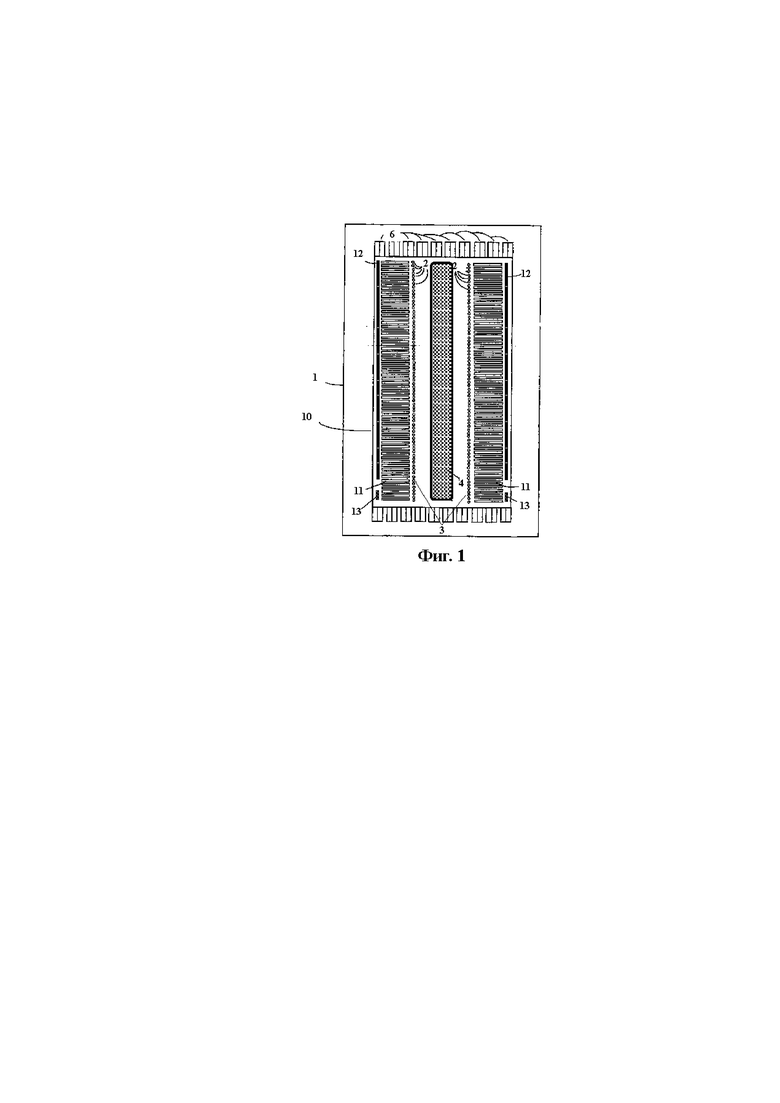
на фиг. 1 показана печатающая головка для термографической струйной печати;
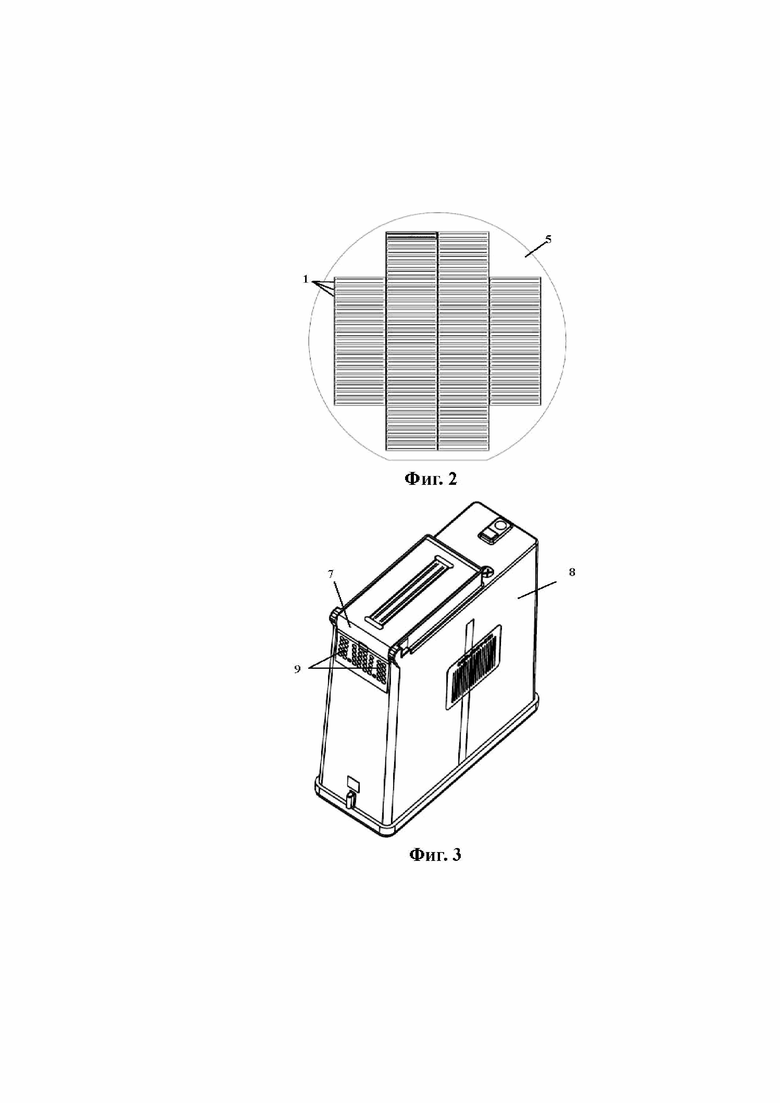
на фиг. 2 показана кремниевая пластина с печатающими головками;
на фиг. 3 показан картридж с гибкой схемой и печатающей головкой;
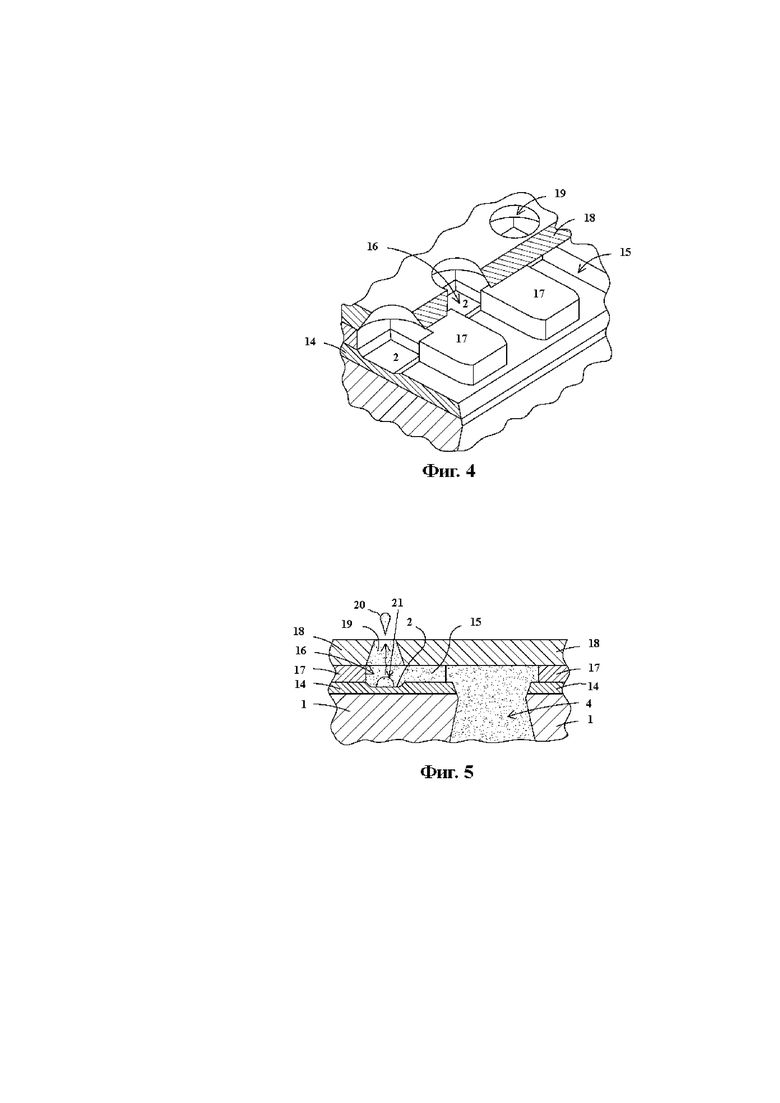
на фиг. 4 показан подробный вид жидкостной схемы и нагревателей;
на фиг. 5 показан вид в поперечном сечении печатающей головки;
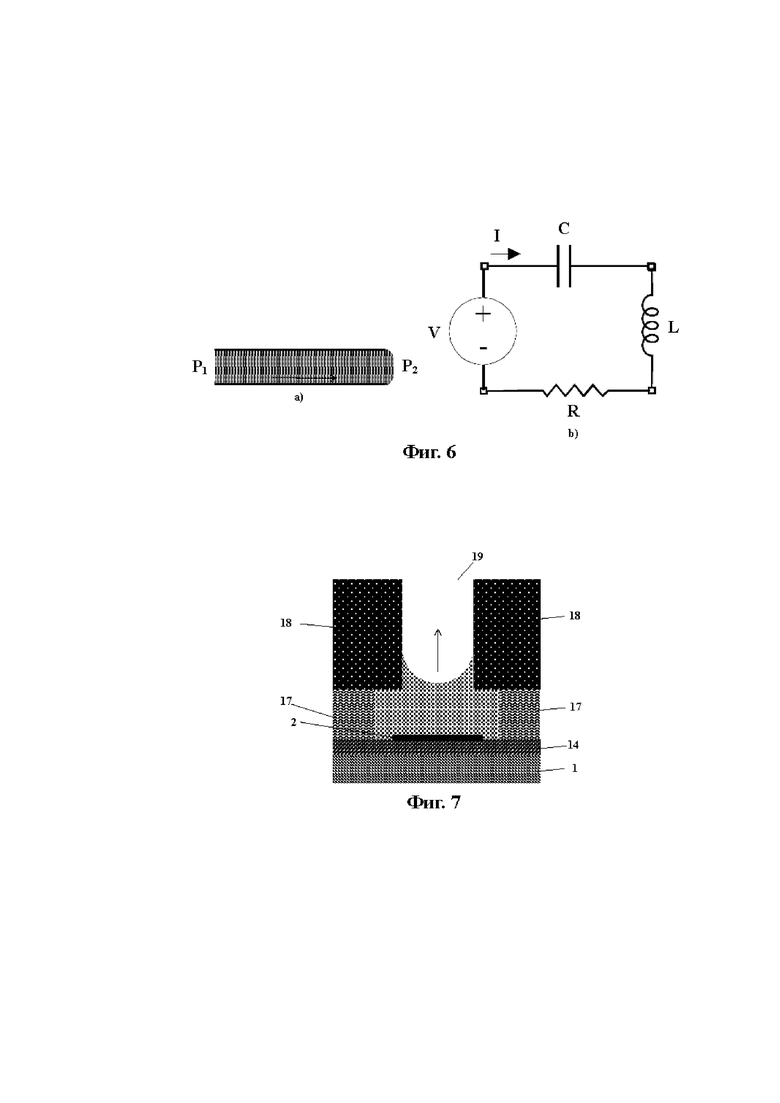
на фиг. 6 показаны a) пример жидкостной схемы и b) модель с сосредоточенными параметрами электрической эквивалентной схемы RLC;
на фиг. 7 показан вид в поперечном сечении эжекторной камеры во время фазы повторного заполнения сопла;
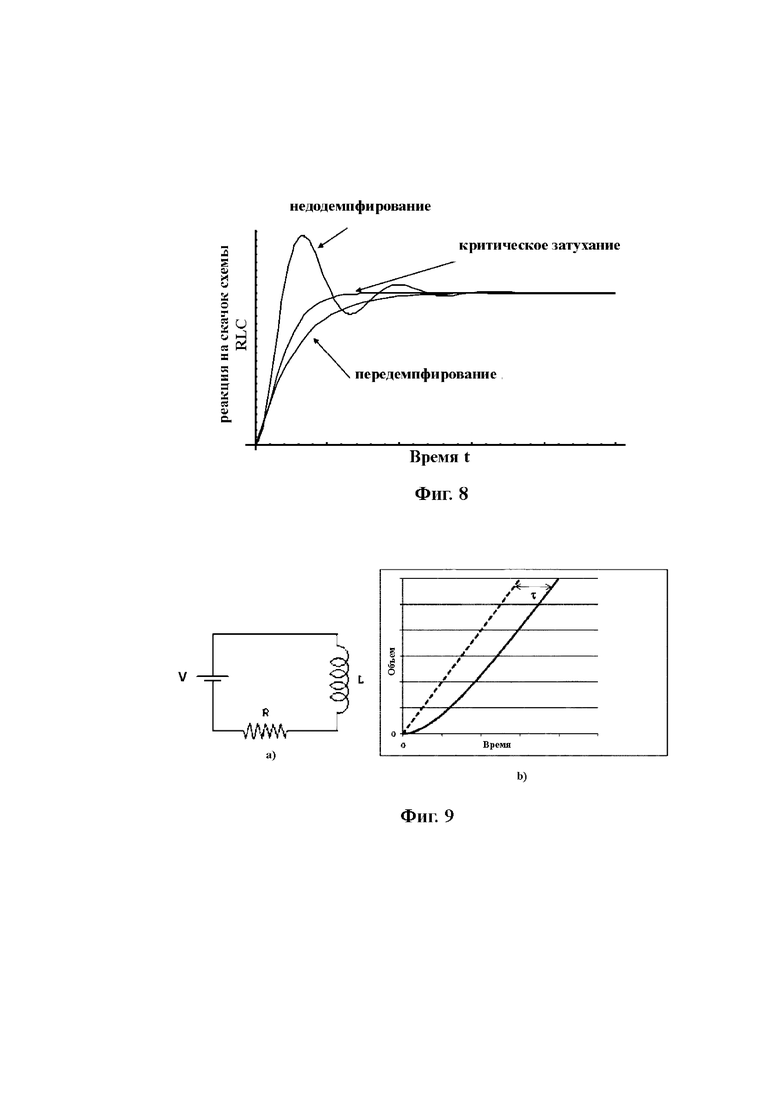
на фиг. 8 показана реакция на скачок схемы RLC для различных значений коэффициента затухания ζ;
на фиг. 9 показаны a) эквивалентная схема RL и b) повторно заполненный объем в зависимости от времени для цилиндрического сопла;
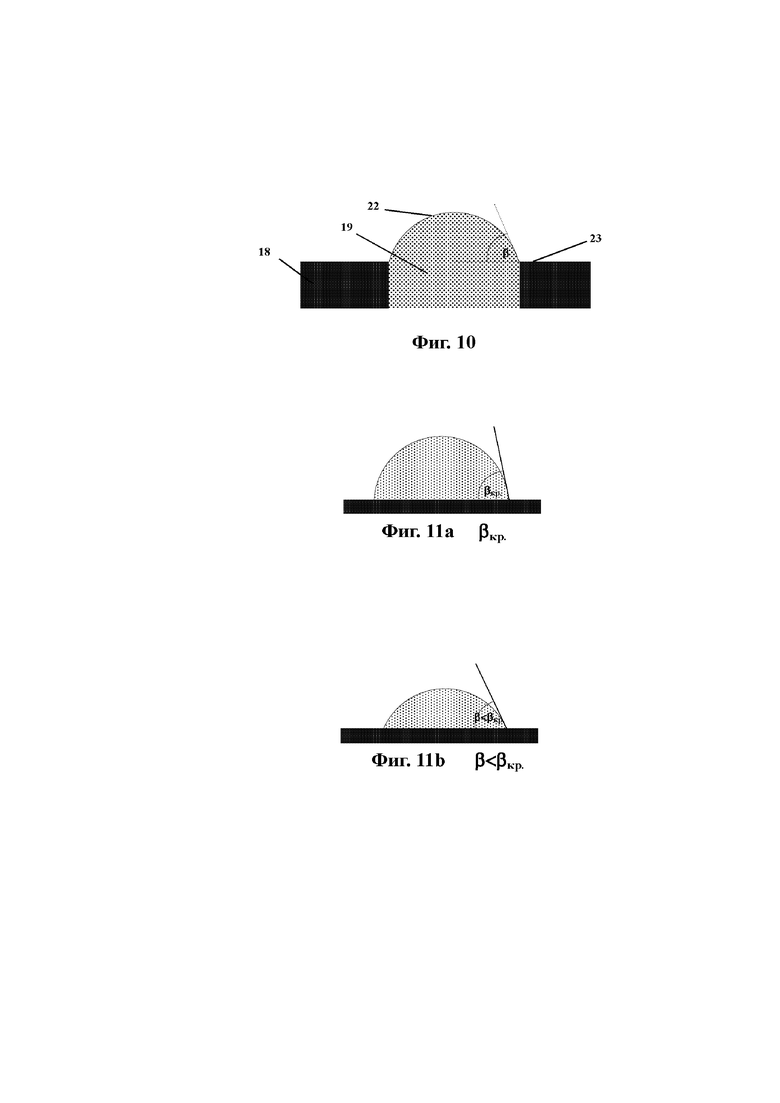
на фиг. 10 показан вид в поперечном сечении сопла после повторного заполнения с отклонением от заданного значения мениска краски;
на фиг. 11 показаны a) угол контакта β между жидкостью и поверхностью – критическое значение βкр. , b) угол контакта β между жидкостью и поверхностью – стабильность с β < βкр., и c) угол контакта β между жидкостью и поверхностью – нестабильность и разброс с β > βкр.;
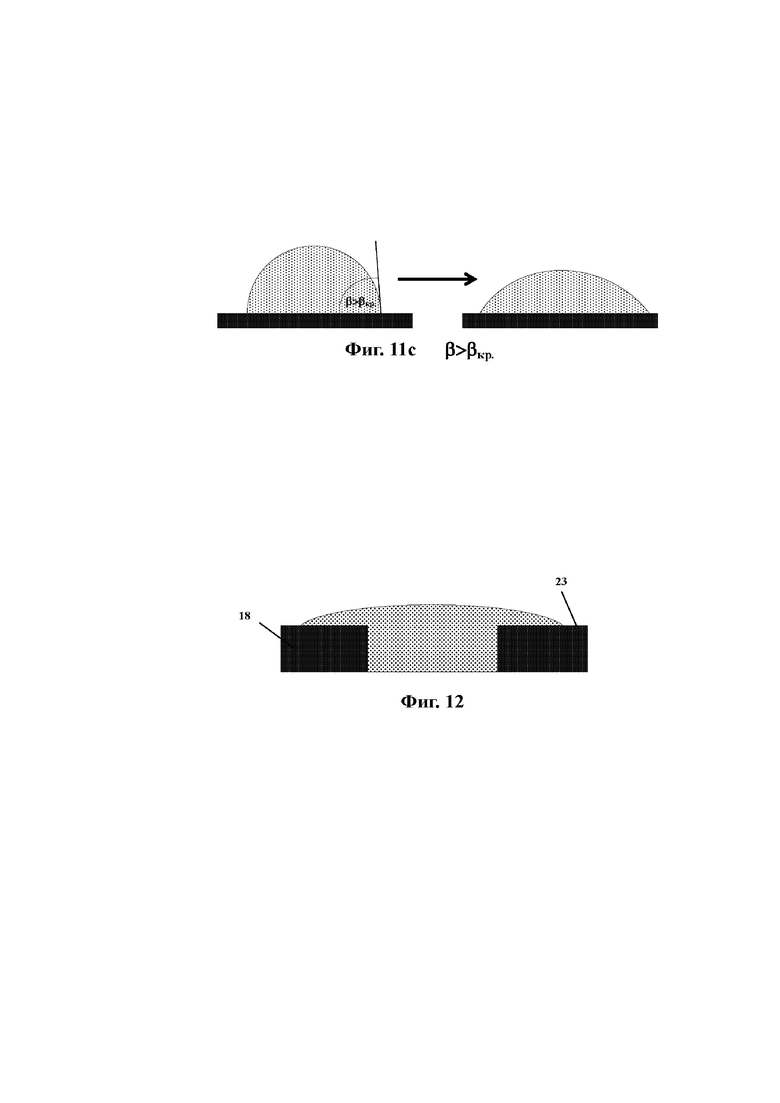
на фиг. 12 показано смачивание поверхности сопловой пластины посредством воздействия чрезмерного отклонения от заданного значения мениска краски;
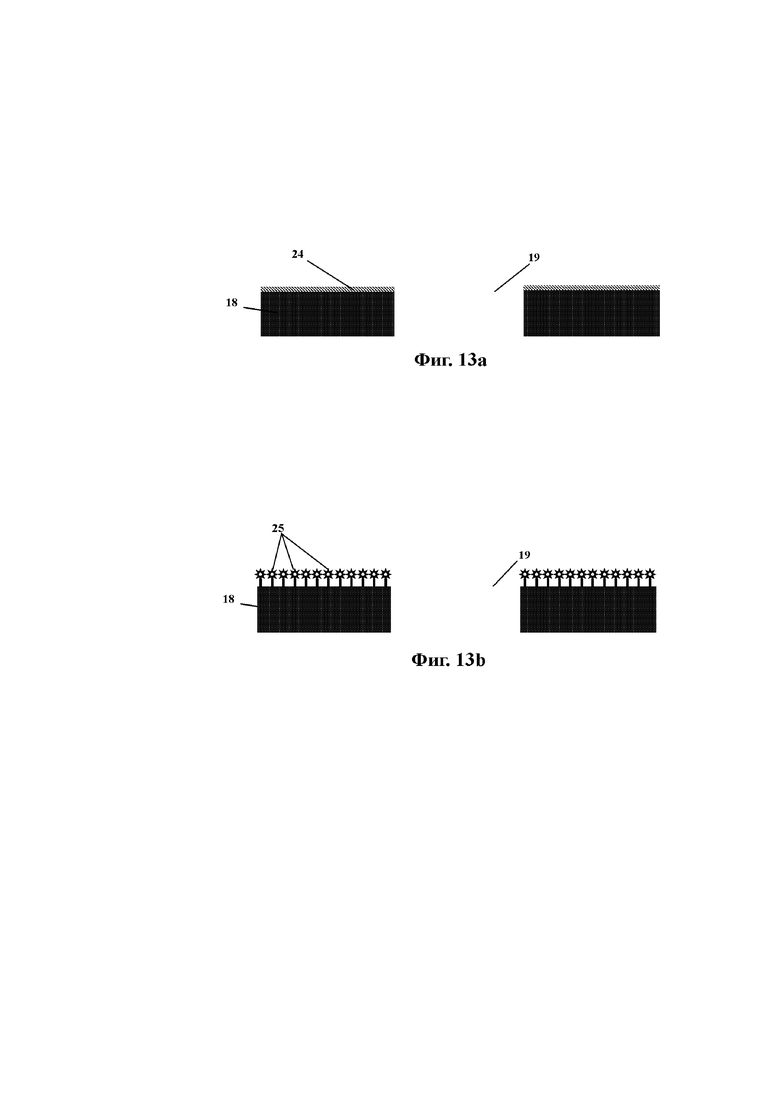
на фиг. 13 показаны а) обработка поверхности сопловой пластины гидрофобным покрытием и b) обработка поверхности сопловой пластины посредством плазменной поверхности гидрофобными группами;
на фиг. 14 показана логическая организация в группах (рядах) и блоках (столбцах) множества нагревателей;
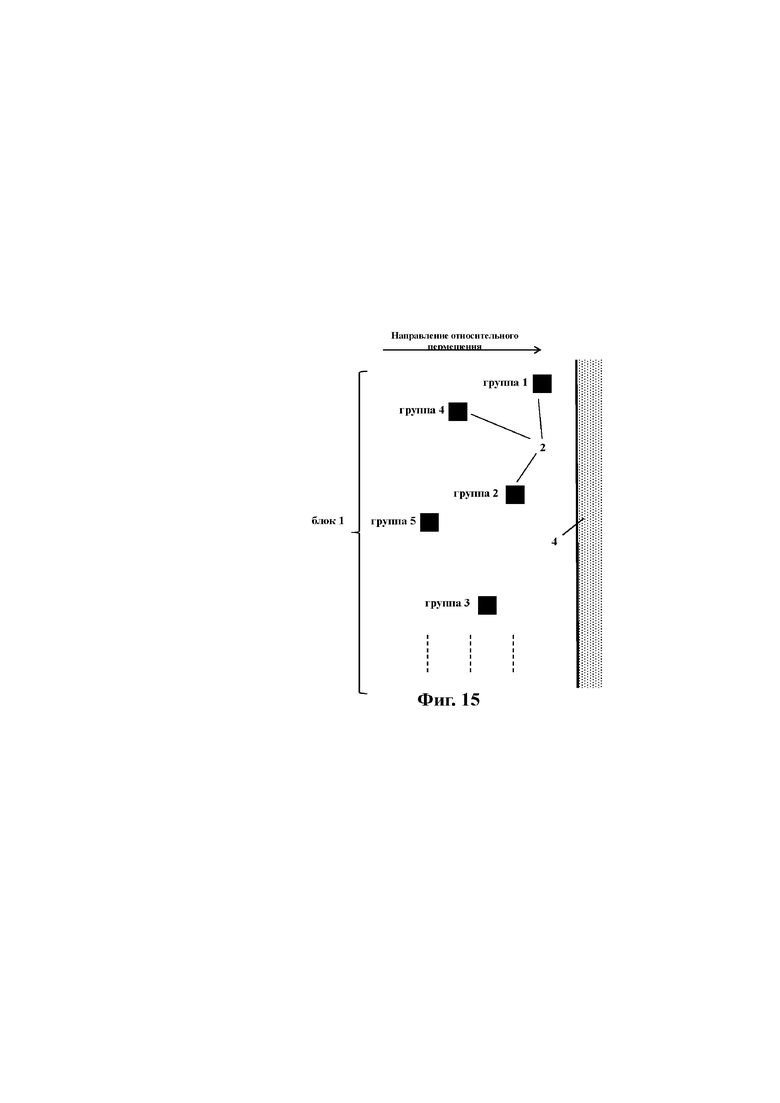
на фиг. 15 показана схема размещения уступами нагревателей в блоке;
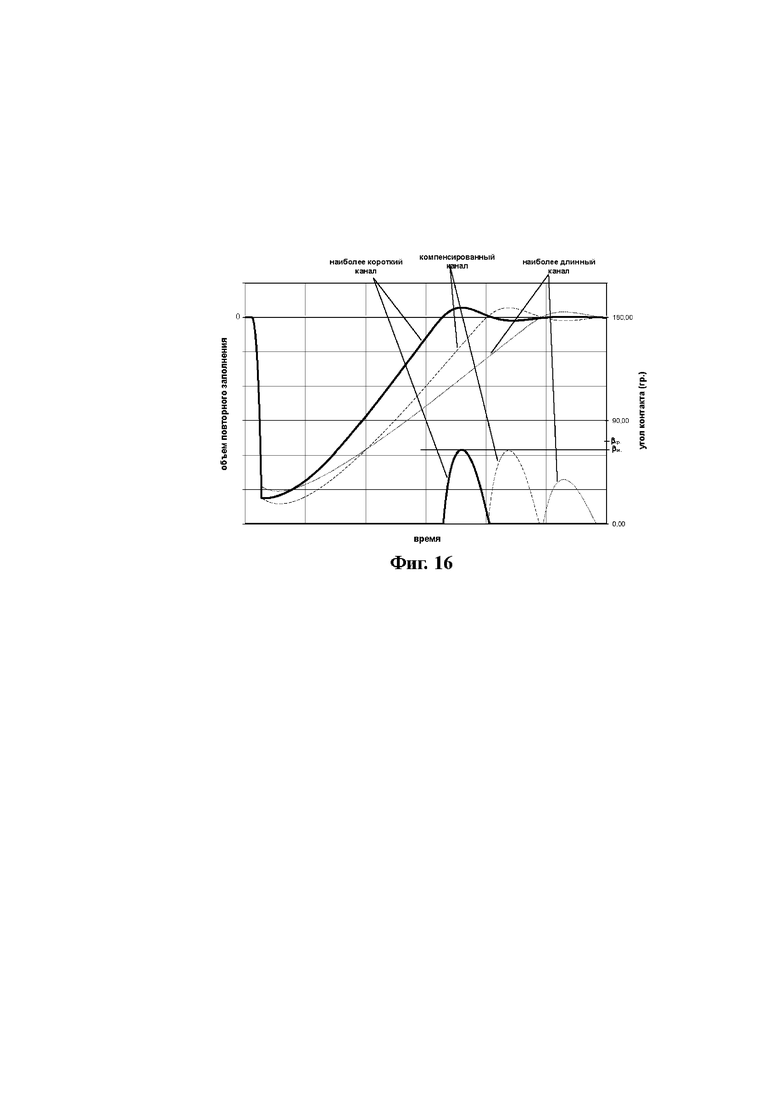
на фиг. 16 показано числовое моделирование поведения жидкости сопел с различной длиной канала;
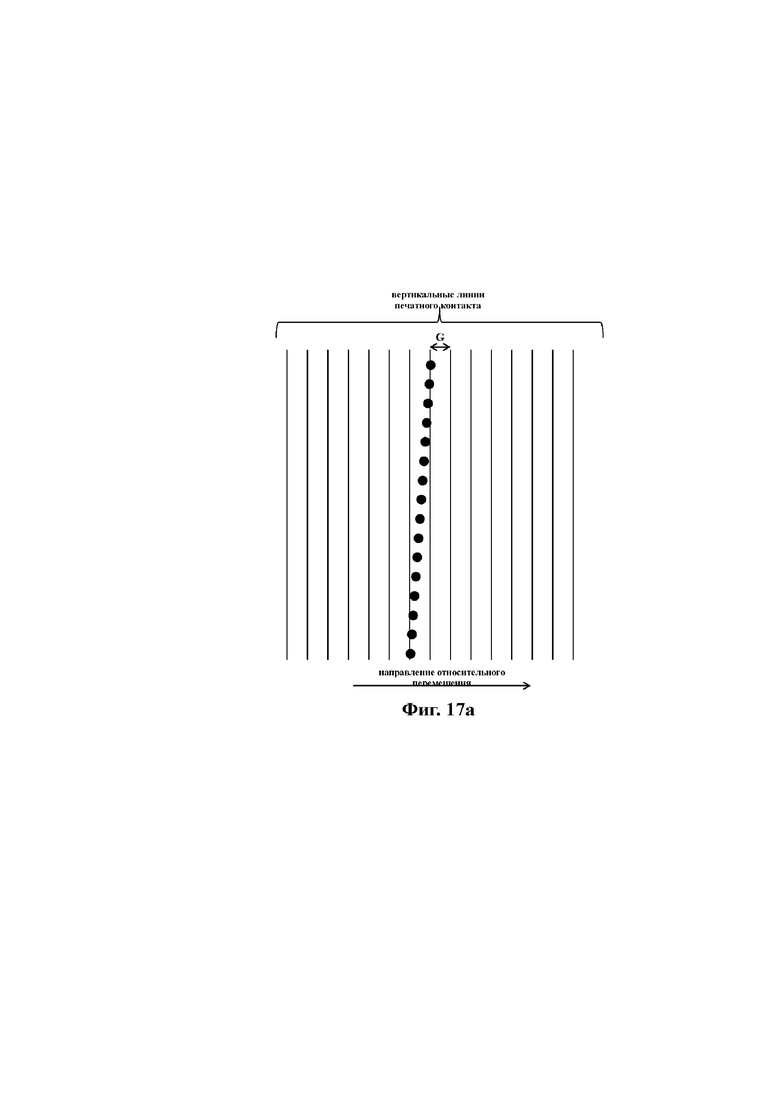
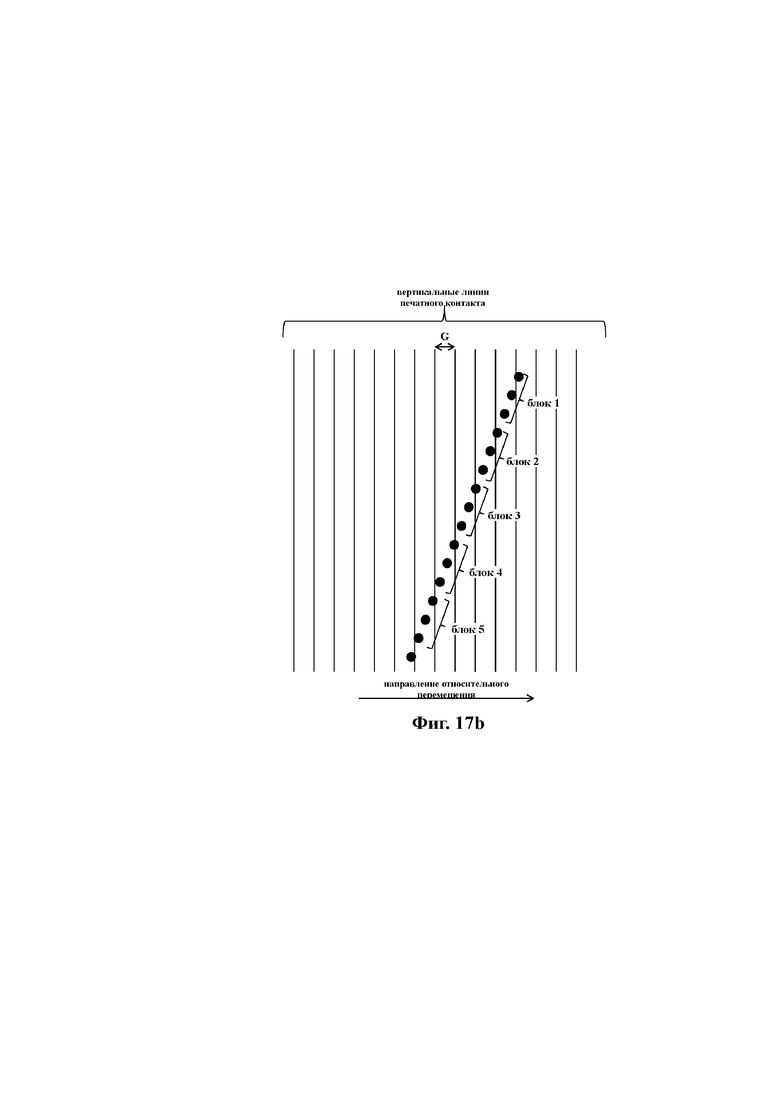
на фиг. 17 показаны а) столбец сопел без уступов и с единым блоком нагревателей; b) столбец сопел без уступов, организованный во множестве блоков;
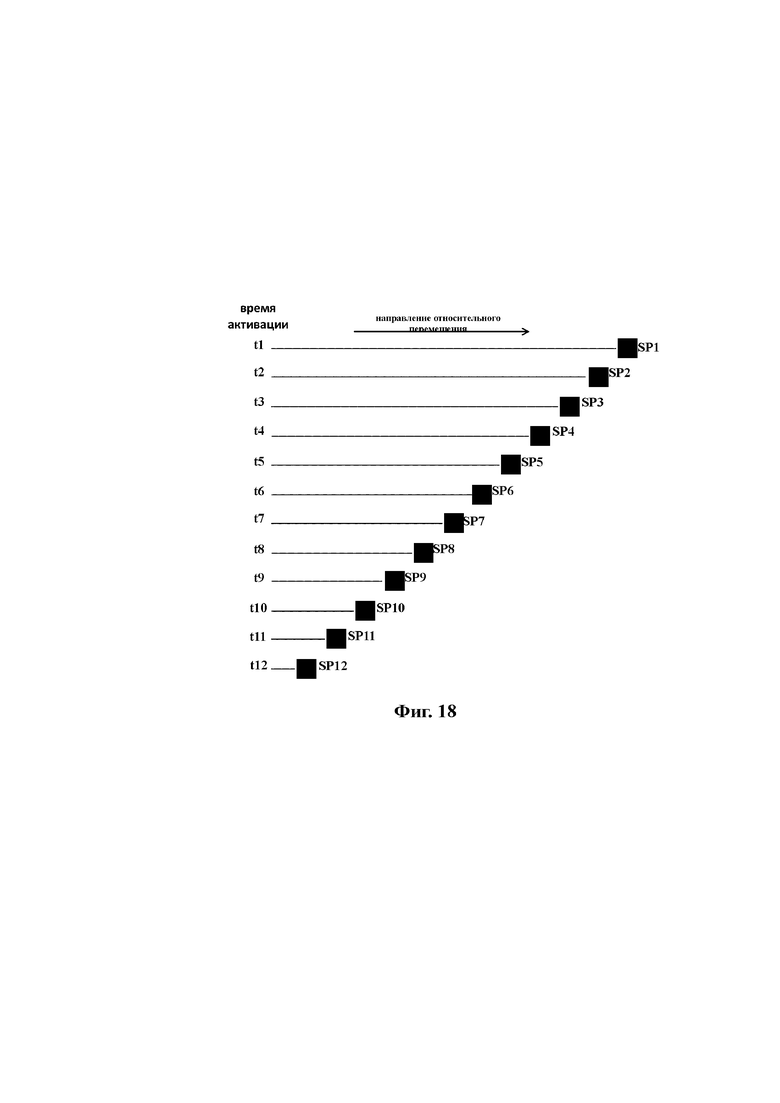
на фиг. 18 показан единый блок нагревателей с последовательными уступами;
на фиг. 19 показан ряд смежных блоков в печатающей головке с кромкой пилообразного паза;
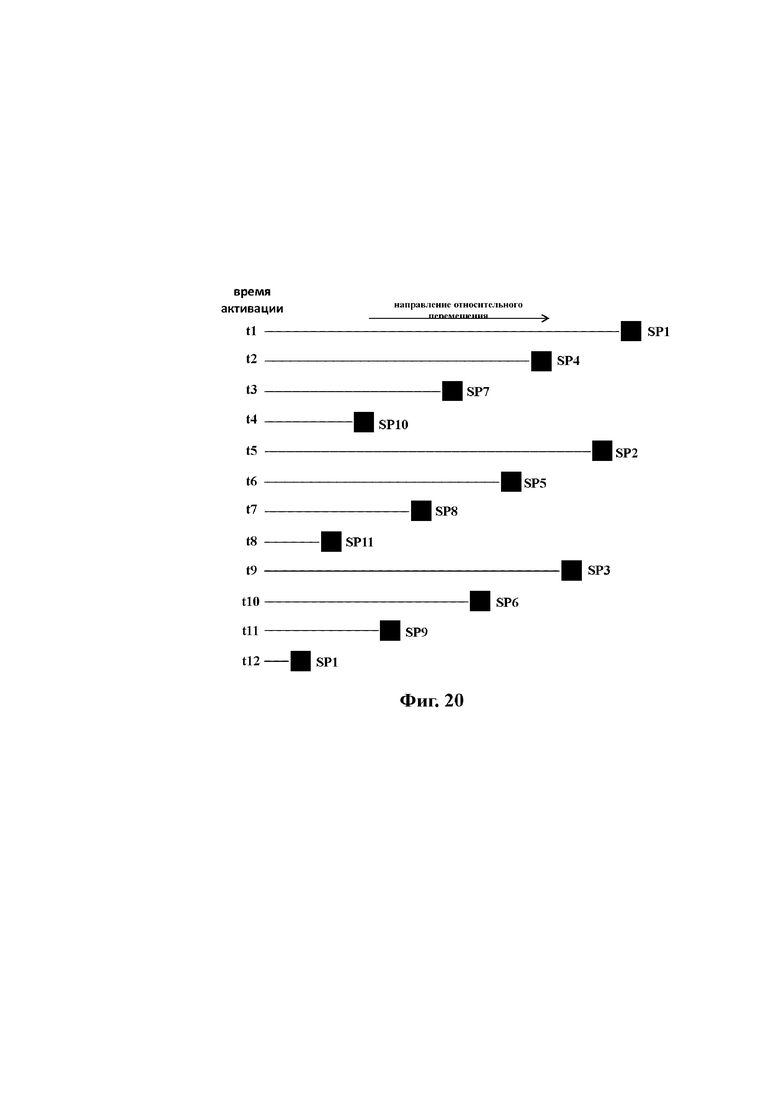
на фиг. 20 показан единый блок нагревателей с распределенным расположением уступами, разделенным на подблоки;
на фиг. 21 показан ряд смежных блоков, разделенных на подблоки, в печатающей головке с кромкой пилообразного паза;
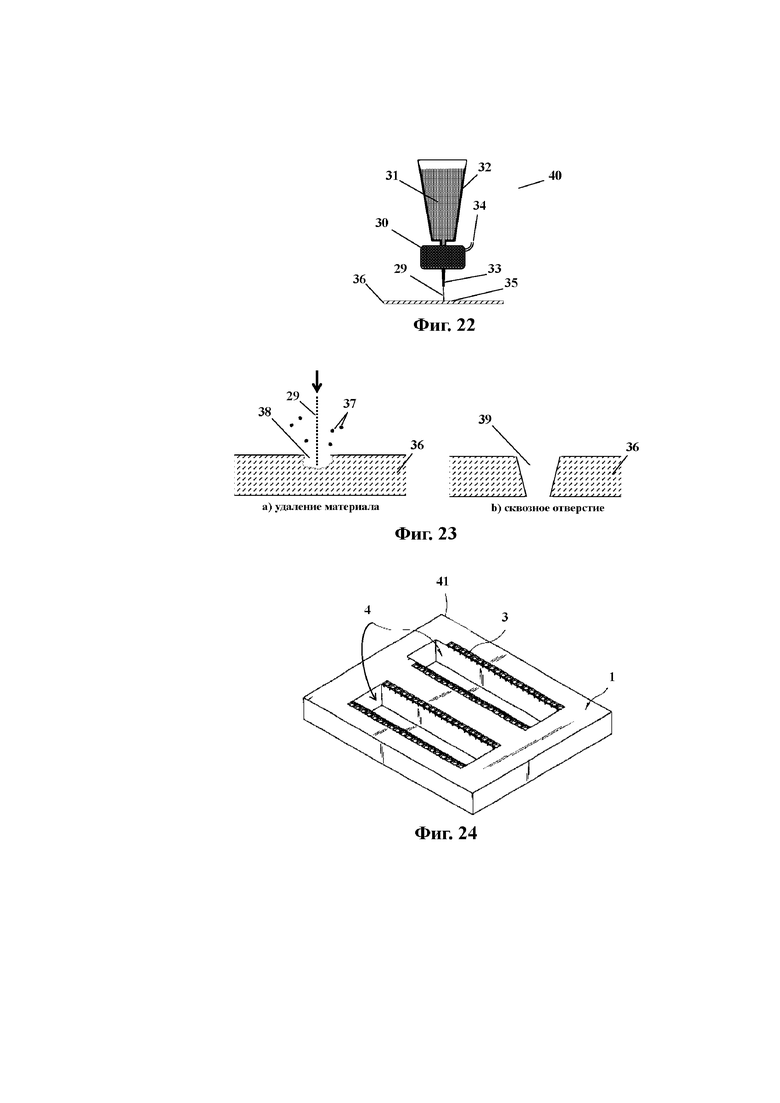
на фиг. 22 показано оборудование для пескоструйной обработки для микрообработки кремниевых пластин;
на фиг. 23 показано a) удаление материала посредством процесса пескоструйной обработки и b) окончательное сквозное отверстие;
на фиг. 24 показаны обработанные пазы в печатающей головке;
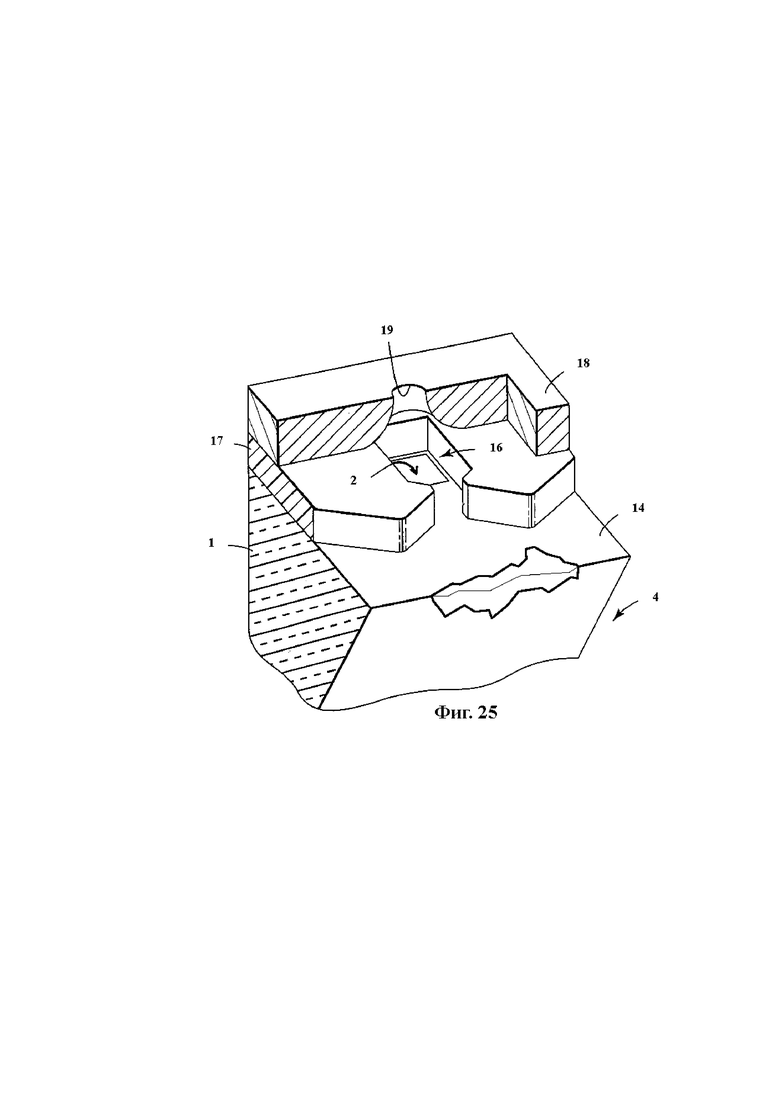
на фиг. 25 показана подложка, поврежденная дроблением кремния в процессе пескоструйной обработки;
на фиг. 26 показана лазерная рабочая станция для микрообработки;
на фиг. 27 показан процесс резания по периметру;
на фиг. 28 показано сбрасывание заглушки в процессе резания по периметру для микрообработки паза;
на фиг. 29 показан полный процесс внутренней абляции;
на фиг. 30 показан процесс абляции полосы границы;
на фиг. 31 показано сбрасывание заглушки с уменьшенным размером в процессе абляции полосы границы для микрообработки паза;
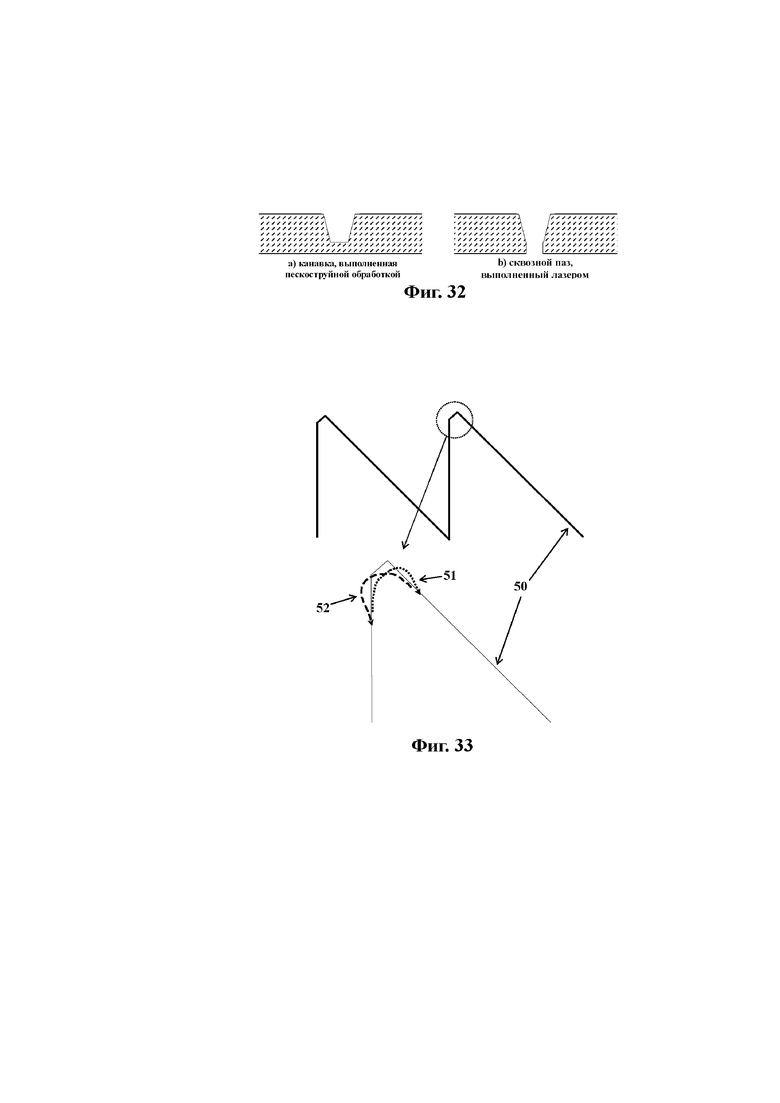
на фиг. 32 показана комбинация пескоструйной обработки + процесса микрообработки паза лазером; и
на фиг. 33 показана кромка пилообразного паза с уравновешенными траекториями по часовой стрелке и против часовой стрелки.
Описание предпочтительных вариантов осуществления
Печатающая головка для термографической струйной печати (фиг. 1) состоит из подложки 1, которая содержит на своей поверхности множество нагревателей 2, расположенных в одном или более столбцах 3. Зачастую столбцы расположены в непосредственной близости от сквозного паза 4, выполненного во внутренней части микросхемы с обеспечением возможности повторного заполнения краской. Зачастую термопечатающие головки выполнены (фиг. 2) на единой кремниевой пластине 5, впоследствии разделенной на единичные микросхемы, с использованием полупроводниковой технологии, включая напыление тонкопленочных покрытий, фотолитографию, методы влажного и сухого травления, ионную имплантацию, окисление и т. д. Нагреватели 2 изготовлены из резистивной пленки, контактирующей с подходящими проводящими дорожками. Периферийная область микросхемы содержит набор контактных площадок 6, которые сцеплены с гибкой печатной схемой, например, посредством процесса ТАВ. Со ссылкой на фиг. 3, гибкая схема 7 прикреплена к корпусу 8 картриджа печатающей головки и содержит более крупные контактные площадки 9 для обмена электрическими сигналами с принтером. С увеличением количества нагревателей также возрастает сложность электронной схемы. Активная часть 10 подложки 1 содержит массивы транзисторов 11 для назначения адреса резисторов, логические схемы 12, программируемые устройства 13 памяти и другие устройства. Как описано на фиг. 4 и на фиг. 5, на поверхности микросхемы, на которой предварительно были осаждены и структурированы резистивные, проводящие и диэлектрические пленки 14, выполнена микрофлюидная схема. Краска протекает в микрофлюидную схему через подходящие каналы 15 и поступает в эжекторную камеру 16, стенки которой окружают нагревательный резистор 2. Микрофлюидная схема структурирована в подходящем полимерном слое 17, называемом барьерным слоем. Сопловая пластина 18 смонтирована над барьерным слоем и содержит множество сопел 19, выровненных с нижележащими нагревательными резисторами, из которых происходит выброс капель 20 краски. Фактически, короткий импульс тока нагревает резистор 2, что, в свою очередь, вызывает испарение тонкого слоя краски чуть выше него и образование «облачка» 21 пара. Давление в испаренном слое внезапно увеличивается, вызывая выброс части вышележащей жидкости из сопла. Капля краски перемещается к носителю, создавая точку краски на его поверхности. После этого в камеру попадает новая краска для замены выброшенной капли до достижения следующего устойчивого состояния: поток краски определяется динамикой жидкости, что подразумевает движущие силы, инерцию и сопротивление потоку. Жидкостные параметры (плотность, вязкость, поверхностное натяжение и т. д.) играю важную роль, также как и геометрическая форма схемы, в которой длинные и узкие пути прохождения создают более высокое сопротивление потоку по сравнению с короткими и широкими путями прохождения. Сопротивление потоку является одним из параметров, влияющих на время повторного заполнения камеры и, следовательно, также на максимальную рабочую частоту печатающей головки.
С целью лучшего понимания, удобно принять модель поведения жидкости системы, как показано на фиг. 6. «Модель с сосредоточенными параметрами» подходит для описания характеристик гидравлической схемы. Она схематизирована в виде электрической схемы RLC, где L представляет собой инерционный аспект жидкости, R зависит от вязкого сопротивления жидкости, протекающей в схеме, и C связано с гибкостью границы схемы, включая колебание мениска краски на поверхности раздела с окружающим воздухом. Дополнительный перепад давления, установленный между внутренней частью жидкостной схемы и внешним атмосферным давлением, может быть введен как источник напряжения в электрической схеме. В эквивалентной модели скорость потока играет роль электрического тока.
После выброса капель газовый пузырь разрушается в эжекторную камеру, отводя как жидкость, оставшуюся в сопле, так и другую жидкость из резервуара, через жидкостный канал. Затем происходит фаза повторного заполнения сопла. Движущая сила действия повторного заполнения (см. фиг. 7) обусловлена внутренней кривизной мениска жидкой краски относительно стенки сопла. Капиллярное давление вытягивает жидкость до тех пор, пока она не достигнет кромки сопла, и тогда мениск подвергается затухающему колебанию. Рассеяние обусловленовязким сопротивлением жидкости по всей схеме и, очевидно, это связано с геометрическими параметрами последней, такими как длина, поперечное сечение, соотношение сторон.
В модели с сосредоточенными элементами широко изучалась связь между физическими и геометрическими параметрами (H.Schaedel, “A Theoretical Investigation of Fluidic Transmission with Rectangular Cross Section”, Third Cranfield Fluidics Conference, май 1968 года, Турин); значения R и L для сегмента Δx линейной схемы с равномерным поперечным сечением являются следующими:
L=1,15* ρ * Δx /S
где ρ представляет собой плотность краски, и S представляет собой площадь поперечного сечения;
R=8*π* μ *Δx/(r^4) круглое сечение с радиусом r
R=8*π* μ *Δx*K/(a^2*b^2) прямоугольное сечение со сторонами a, b
где μ представляет собой вязкость краски, и K представляет собой коэффициент, который зависит от соотношения сторон b/a прямоугольника; для почти квадратного поперечного сечения (a=b) R оказывается пропорциональным 1/(a^2*b^2), тогда как если b/a >>1, R имеет тенденцию быть пропорциональным 1/(a^3*b). Если поперечное сечение части схемы является неравномерным, необходимо выполнить интегрирование для получения значений параметров.
Если граничные стенки схемы являются жесткими, и единственная гибкость системы обусловлена колебанием мениска на кромке сопла, среднее значение для «емкости» C оказывается следующим:
C= (π*d^4)/(64* σ)
где d представляет собой диаметр сопла, и σ представляет собой поверхностное натяжение краски.
Подходящий коэффициент затухания ζ можно определить следующим образом:
ζ = R/2 *sqrt( C/L)
,что характеризует затухающую колебательную систему. Если ζ >1, система является передемпфированной: фактически, в системе не происходит никаких колебаний. Если ζ<1 , система является недодемпфированной и фактически происходит затухающее колебание; временная шкала затухания амплитуды колебания характеризуется затуханием α, которое оказывается следующим:
α =R/2L
Если ζ =1 (критическое значение), критическое затухание системы достигнуто, т. е. критически демпфированный отклик представляет собой отклик жидкостной схемы, который распадается в максимально возможное время, не переходя в колебание. Такое поведение желательно в случае, когда необходимо как можно быстрее достичь устойчивого состояния; передемпфирование устраняет еще больше колебаний, но для стабилизации необходимо больше времени. Фактически, в конструкции жидкостной схемы добиваются контролируемого недодемпфирования, так как в противном случае время гидродинамики будет слишком длинным и непригодным для высокоскоростной печати. Реакция на скачок схемы RCL для разных значений коэффициента затухания проиллюстрирована на фиг. 8.
Точное определение в интервале времени динамического поведения жидкости требует математического моделирования, выполненного с использованием сложных алгоритмов, но понимание свойств жидкостной схемы может быть обеспечено с использованием аналитического подхода с упрощенной моделью.
Как упоминалось выше, после разрыва «облачка» испаренного газа и извлечения остаточной краски повторное заполнение сопла происходит за счет капиллярного давления, которое действует как движущая сила для жидкости, которая протекает через импеданс, определяемый Rобщее и Lобщее жидкостной схемы, которая содержит подающий канал между резервуаром для краски и камерой.
Учитывая, для простоты, диаметр d цилиндрического сопла, частичного заполненного краской, и предполагая отличную смачиваемость внутренней стенки сопла (идеальная ситуация), капиллярное давление p, оказываемое мениском на жидкости, может быть определен следующим образом:
p=4*σ /d
Если импеданс сопла меньше, чем импеданс задней части схемы, которая включает в себя как камеру, так и подающий канал, значения R и L зависят по существу от последних элементов. Поскольку до достижения кромки сопла не возникает никаких колебаний мениска, параметр емкости C не играет роли во время всей фазе повторного заполнения сопла (можно предположить, что C=бесконечность), эквивалентная схема сводится к простой схеме RL, где капиллярное давление действует как источник постоянного напряжения.
Время повторного заполнения T зависит от пустого объема сопла, который зависит от объема выбрасываемых капель (он оказывается немного большим за счет динамической отдачи жидкости). Для простой эквивалентной системы RL (фиг. 9a) экспоненциальная часть общего направления скорости потока характеризуется константой времени τ;
τ=L/R;
скорость потока q оказывается следующей:
q = p/R *(1-e^(-t/ τ))
Посредством интегрирования можно получить выражение для смещенного объема жидкости:
V = (p/R)*t- (p/R)* τ*(1-e^(-t/ τ))
Как правило, когда жидкость достигает кромки сопла, вклад экспоненциальной части почти равен нулю: наличие инерционного параметра L вызывает задержку τ во времени повторного заполнения, по сравнению со случаем чистой диссипативной схемы. На фиг. 9b представлено общее направление повторного заполненного объема в зависимости от времени; пунктирная прямая кривая представляет собой чистую диссипативную схему (т. е. нулевую инерцию). Асимптотически, две линии имеют горизонтальное смещение, равное τ, константе времени эквивалентной схемы RL. Таким образом, получают повторно заполненный объем сопла Vсопло с упрощенной формулой:
Vсопло = (p/R)*(T- τ )
что, в свою очередь, приводит к значению для времени повторного заполнения T:
T=Vсопло*(R/p) + τ
В принципе, для большого объема капли необходимо сопло большого диаметра, которое генерирует низкое капиллярное давление: вышеприведенная формула указывает, что большой объем капли включает в себя большое время повторного заполнения. Уменьшение диаметра сопла для уменьшения объема капли позволяет достичь более короткого T.
При приближении жидкости к кромке сопла происходят затухающие колебания мениска. Эта фаза требует использования полной модели RLC, чтобы учитывать мениск, вращающийся вокруг точки устойчивого состояния. Коэффициент затухания ζ колебания также может быть выражен в виде константы времени τ:
ζ = R/2 *sqrt( C/L) = (1/2)*sqrt(R*C/τ )
Если ζ >1, система является передемпфированной: фактически, в системе не происходит никаких колебаний; если система является недодемпфированной (ζ<1), она колеблется с предварительно заданным затуханием α; для недодемпфированного осциллятора α относится к константе времени τ, определяемой формулой α=1/(2 *τ). Как упоминалось выше, критически затухающую схему, где ζ=1, обычно считают лучшей, но практически, ограничения, возникающие из-за параметров схемы вследствие ожидаемого объема капли и рабочей частоты, заставляют принять более низкое значение ζ при проектировании микрофлюидного узора с целью обеспечения ситуации контролируемого недодемпфирования.
Чтобы гарантировать совершенно стабильный и повторяемый выброс капель, новый импульс выброса может быть применен к нагревателю только тогда, когда жидкость в соответствующей камере достигнет своего устойчивого состояния, но для этого подхода потребуется время между последовательными импульсами, которые слишком длительны для совместимости с высокоскоростной печатью. Фактически, импульсы выброса, применяемые, когда мениск еще не достиг своего устойчивого состояния, могут вызвать определенное рассеяние в объеме капли и скорости, но это оказывается приемлемым для большей части приложений; следовательно, нет необходимости ждать полного затухания колебаний перед выбросом следующей капли. Единственным обязательным требованием является полное повторное заполнение сопла. С целью обеспечения равномерного и предсказуемого выброса капли краски, необходимо, чтобы термическая активация нагревателя в камере происходила только по завершению повторного заполнения сопла. В противном случае произойдет внезапное снижение объема капли, за которым последует распыление жидкости, с пагубными последствиями качества печати. Напротив, применение импульса выброса сразу после повторного заполнения сопла обеспечивает возможность правильного испускания капли без влияния на максимальную рабочую частоту, и тем самым обеспечивая высокую скорость печати.
Однако, во время фазы колебания из-за эффекта смачивания мениска с отклонением от заданного значения относительно внешней поверхности сопловой пластины может возникнуть проблема (фиг. 10). Выступающий наружу мениск 22 краски (показанный схематично в виде сегмента сферы) от кромки сопла определяет угол β с поверхностью 23 сопловой пластины. Чем больше отклонение от заданного значения мениска, тем выше угол контакта с поверхностью. Если данный угол достигает критического угла смачиваемости между жидкостью и поверхностью (т. е. наибольший угол контакта, при котором капля жидкости может сохранять свою форму на поверхности, без расплывания), жидкая краска может расплываться по всей поверхности сопловой пластины, а не оставаясь ограниченной в пределах границы сопла. На фиг. 11a, 11b и 11c проиллюстрировано поведение жидкости, когда угол контакта находится либо ниже, либо выше критического угла βкр. смачиваемости. Смачивание поверхности сопловой пластины краской (фиг. 12) вызывает серьезные последствия для качества печати и должно быть абсолютно устранено, контролируя превышение максимального отклонения от заданного значения мениска посредством подходящего выбора жидкостной схемы. Зачастую поверхность сопловой пластины обрабатывают для повышения критического угла смачиваемости (фиг. 13а и 13b). Для этой цели широко используют напыление тонкопленочных покрытий гидрофобных материалов 24 и модификацию плазменной поверхности гидрофобными функциональными группами 25. С другой стороны, важно поддерживать высокую смачиваемость внутренних стенок сопла, что способствует ускорению фазы повторного заполнения сопла.
Таким образом, оптимизация производительности эжектора основывается на двух основных параметрах. Время повторного заполнения T как можно короче, чтобы иметь высокую рабочую частоту и подходящий коэффициент затухания ζ, который поддерживает колебание мениска ниже критического угла смачиваемости. Фактически, коэффициент затухания влияет на отклонение от заданного значения мениска и угол контакта, поскольку сильное затухание приводит к получению удерживаемого выступа жидкости. Для этой цели был бы желателен наибольший возможный коэффициент затухания, но, к сожалению, он не может быть отрегулирован независимо, не влияя на другие жидкостные величины: фактически, выбор параметра, который обеспечивает очень большое значение ζ, также влияет на значение T. Как упоминалось выше, контролируемого недодемпфирования добиваются для достижения компромисса между высокой частотой и качеством печати. Для более детального определения предварительно определенное значение βэт. принимают за эталонный угол в компоновке жидкостной схемы, и параметры оптимизируют таким образом, чтобы угол мениска достигал этого предельного значения без перехода. βэт. устанавливают чуть ниже критического угла смачивания, чтобы оставить запас прочности для колебаний мениска; определенно, βэт. является доминирующим параметром в оптимизации жидкостной схемы с целью предотвращения смачивания поверхности краской.
Время повторного заполнения T=Vсопло*(R/p)+ τ= Vсопло* (R/p)+(L/R) является невыгодным из-за высокого значения константы времени τ, таким образом, низкое значение τ уменьшает время повторного заполнения и, в свою очередь, увеличивает коэффициент затухания ζ, способствует уменьшению риска возникновения смачивания поверхности. Часть задней схемы, образованная подающим каналом, во многом определяет значение параметров L и R. Предполагая для простоты квадратное поперечное сечение канала, оказывается, что соотношение L/R является пропорциональным поперечному сечению S. Уменьшение размера поперечного сечения канала даст меньшее значение τ. С другой стороны, полученное большее значение R, тем не менее, увеличивало бы член (R/p), увеличивая общее время повторного заполнения T. Таким образом, чтобы ограничить значение R, необходимо также сократить длину канала. Процедура итерационной оптимизации поддерживает коэффициент затухания при эталонном значении, минимизируя максимально возможное время повторного заполнения.
Как упоминалось ранее, в печатающей головке кремниевую микросхему собирают в картридж, где находится резервуар с краской. Во многих случаях краска поступает в микрофлюидную схему через один или более пазов, вырезанных во внутренней области подложки: пазы приводят в жидкостное сообщение противоположные поверхности подложки, и краска может поступать через пазы в эжекторные камеры. В разработке и изготовлении паза могут быть использованы различные подходы; обычно один или более пазов проходят в продольном направлении по всей подложке, и один или два столбца сопел окаймляют кромки паза, которые являются по существу линейными. Расширение столбцов сопел вдоль продольной оси микросхемы называется «swat». Посредством перемещения печатающей головкой по отношению к носителю в направлении, которое является перпендикулярным к продольной оси микросхемы, можно получить печатную область носителя с высотой "swat".
Так как нагреватель в массиве возбуждается импульсом тока, большой ток течет через электронную схему на подложке при одновременном возбуждении множества нагревателей. Чтобы минимизировать пики тока во время печати, печатающая головка разработана таким образом, что нагреватели в столбце организованы в матричную компоновку. С одной стороны, нагреватели массива делят на «группы», в которых одновременно могут включаться только нагреватели, принадлежащие к одной и той же группе; с другой стороны, столбец сопел состоит из «блоков», иногда называемых «элементарными блоками», в которых присутствуют нагреватели, принадлежащие разным группам: только один резистор за один раз может быть включен внутри блока, тогда как соответствующие резисторы (т. е. резисторы, принадлежащие к одной и той же группе) в различных блоках могут выбрасывать каплю в тот же момент. Логическая организация множества нагревательных резисторов в матрице со строками m (соответствующими группам) и столбцами n (соответствующими блокам) набросана на фиг. 14. Различные группы приводятся последовательно (t1 < t2 ... < tm) с определенной задержкой для распределения импульсов тока в большем интервале времени, что уменьшает возникновение возможных проблем из-за чрезмерного уровня тока, протекающего в схеме; когда группа активирована, нагреватели в группе, распределенные по всем различным блокам, могут быть включены вместе: таким образом, максимальный пик тока равен пику одного нагревателя, умноженному на общее количество блоков.
Чтобы компенсировать разницу во времени выброса различных групп, сопла и соответствующие нижележащие резисторы расположены уступами вдоль направления относительного перемещения между носителем и печатающей головкой, в соответствии с их собственной задержкой во времени. Все резисторы, принадлежащие к одной и той же группе, распределенные в разных блоках, имеют одинаковый шаг уступа. Таким образом, каждый столбчатый массив нагревателей демонстрирует своего рода «волнистость», а не строголинейность. На фиг. 15 показана волнистость нагревателей 2. Чем ближе нагреватель к направлению относительного перемещения печатающей головки, тем скорее произойдет активация. Напротив, внешний профиль паза 4 является по существу линейным в предшествующем уровне техники из-за технологических причин; таким образом, фактическое расстояние между резистором и кромкой паза является отличным в зависимости от группы, к которой принадлежит нагреватель. Этот факт вызывает разброс в жидкостном сопротивлении различных участков выброса в массиве, что, в свою очередь, влияет на стабильность и рабочую частоту печатающей головки.
Чем дальше нагреватель находится от кромки паза, тем длиннее задний подающий канал, через который краска попадает в эжекторную камеру. Расширение канала перемещает систему дальше от оптимизированной ситуации, увеличивая время повторного заполнения T и уменьшая угол контакта β. Последний параметр оказывается еще менее критическим по отношению к эталонному значению βэт., но T следует отрегулировать во избежание сильного уменьшения рабочей частоты печатающей головки. Чтобы отрегулировать увеличенное время повторного заполнения из-за более длинного канала, необходимо действовать на поперечное сечение канала, увеличивая его размер. Фактически, в предшествующем уровне техники индивидуальные корректировки компоновки микрофлюидной схемы выполняли с использованием этого способа для решения проблемы, возникающей из увеличенного T (см., например, документы US 6042222 и US 6565195). Расширение поперечного сечения канала также приводит к уменьшению коэффициента затухания; поскольку более длинный канал вызывал дополнительное затухание, есть некоторый запас в увеличении поперечного сечения, пока β не вернется к эталонному значению βэт..
Этот метод может помочь решить проблемы, возникающие из-за различной длины пути прохождения, но это приводит к большим трудностям при разработке жидкостной схемы, и визуальное управление процессом после структурирования барьерного слоя оказывается трудным, поскольку следует проверять разные формы каналов. Однако, регулировка жидкостной схемы, произведенную вышеупомянутым методом, является лишь частичной. Поскольку различные жидкостные величины зависят от параметров геометрической схемы с различными функциональными связями, невозможно полностью восстановить время полного заполнения, получая идеальную компенсацию разной длины канала за счет массива сопел, расположенных уступами, если она не будет ниже значения критического затухания. Следовательно, в предшествующем уровне техники должна быть принята ситуация, которая не идеально оптимизирована, с определенным штрафом рабочей частоты. Этот аспект проиллюстрирован на фиг. 16 путем моделирования реальной (не идеализированной) жидкостной схемы, где на графике изображены как объем повторного заполнения, так и угол контакта в зависимости от времени. Сопло, которое находится ближе всего к кромке паза, имеет наиболее короткий канал и минимальное время повторного заполнения и, следовательно, имеет максимальную рабочую частоту: предполагается, что в качестве точки отсчета в жидкостной схеме конструкция и параметры оптимизированы таким образом, что угол мениска получает предельное значение, чуть ниже критического угла смачивания; напротив, наиболее отдаленное сопло имеет более длительное время повторного заполнения и меньший угол контакта. Авторы настоящего изобретения попытались исправить недостаток из-за уменьшенной рабочей частоты, действующей на геометрические параметры канала, пока не достигли предельного угла контакта наиболее быстрого сопла. Оказывается, что задержка повторного заполнения может быть преодолена лишь частично, а общая рабочая частота печатающей головки должна быть уменьшена до наиболее медленного сопла.
Из этого соображения и из проведенного выше математического анализа оказывается, что лучшим решением является наличие коротких каналов с одинаковой длиной для всех сопел. Это позволило бы реально уравновесить жидкостную динамику сопел, обеспечив тем самым максимальную рабочую частоту. Новый подход для выравнивания поведения жидкости различных участков выброса исключает разброс расстояний между нагревателем и кромкой паза.
Очевидным решением будет разработка схемы, в которой все нагреватели в столбце остаются на прямой линии, параллельной кромке паза. Так как все резисторы были помещены на одну и ту же линию, печатающая головкой должна вращаться на определенный угол относительно линии, перпендикулярной направлению относительного перемещения, чтобы избежать чрезмерного пика тока, генерируемого при одновременной активации резисторов. Напротив, вращение позволит отложить активацию каждого резистора относительно предыдущего.
С целью обеспечения соответствия положения сопла ожидаемому горизонтальному разрешению печати, что соответствует обратной величине зазора G между двумя последовательными вертикальными линиями печатного контакта, возможны два варианта угла поворота, удовлетворяющие в качестве альтернативы следующие условия: 1) обеспечение расстояния между ортографической проекцией относительно оси относительного перемещения первого и последнего сопел в столбце, равного зазору G; 2) обеспечение расстояния между ортографической проекцией относительно оси относительного перемещения соответствующих сопел (т. е. принадлежащих одной группе) двух смежных блоков в столбце, равного зазору G. В первом случае (фиг. 17а) столбец будет организован в едином блоке, наклон будет очень мал, и задержка между последовательными импульсами активации будет слишком коротка по отношению к длительности импульса, что на самом деле вызывает перекрытие множества импульсов тока. Текущий пик будет во всяком случае чрезмерным, и принятое решение на самом деле не устранит проблему. Во втором случае (фиг. 17b) можно было бы поддерживать конструкцию сопла во множестве блоков, где одновременно включается только одно сопло, и, таким образом, максимальный пик тока связан с количеством блоков в массиве. В этом случае угол поворота будет очень большим, и полученный фактический "swat" будет сильно уменьшен. Необходимо было бы увеличить длину микросхемы, чтобы сохранить одинаковое вертикальное разрешение, а также одинаковую высоту "swat" невращающейся печатающей головки. Таким образом, фактическая область микросхемы будет слишком большой, и это решение не будет совместимо с процессом производства с высоким выходом.
Согласно настоящему изобретению поддерживают компоновку уступами нагревателей относительно продольной оси и организацию матрицы в «расположенных уступами группах» и «элементарных блоках», но обеспечивают выравнивание длины пути прохождения потока, придавая пазу подходящую форму таким способом, при котором его кромка следует за положением расположенных уступами резисторов. В одном варианте осуществления, показанном на фиг. 18, положение уступами относительно продольной оси печатающей головки нагревателей, принадлежащих одному блоку 26, может быть реализовано с прогрессивным смещением нагревателей, принадлежащих разным расположенным уступами группам. В такой компоновке все сопла блока остаются вдоль наклонного сегмента и, следовательно, порядок спуска происходит впоследствии от одного нагревателя к следующему, в соответствии с расположенным уступами положением SP1, SP2 ... и т. д., которые постепенно более отдалены от направления относительного перемещения и, следовательно, идут один за другим в одной и той же вертикальной линии печатного контакта. Пилообразная форма профиля 27 кромки паза хорошо подходила бы к этой ситуации: длина каждого «зубца» соответствовала бы по существу длине одного блока вдоль столбца, а нагреватели поддерживали бы по существу равномерное расстояние по отношению к кромке паза, что приводит к однородности поведения жидкости.
Такая компоновка сопел имеет потенциальный недостаток из-за непосредственной близости к нагревателям, которые активируются один за другим. Фактически, когда импульс тока проходит через резистор, тонкий слой краски чуть выше испаряется; внезапно, слой пара подвергается сильному повышению давления, которое передается в вышележащую жидкость, вызывая быстрое перемещение жидкости и выброс капли краски из сопел; после выброса в сопло втягивается новая краска, и, как только повторное заполнение завершено, система готова принять еще один импульс тока. В течение временного интервала после возбуждения резистора, что включает в себя расширение "облачка", выброс капель и повторное заполнение сопла, в окружающей среде может произойти некоторый физический эффект (пик давления, поток жидкости, турбулентность и т. д.), нарушающий работу смежных эжекторных камер.
Следовательно, предпочтительнее другая компоновка сопел: в последовательности синхронизации выброса смежные импульсы не происходят в смежных соплах, так что возможные нарушения из-за удаленного нагревателя оказываются очень слабыми. В такой компоновке (фиг. 20) каждый блок 26 может быть разделен на несколько подблоков 28 почти выровненных смежных нагревателей; последовательные импульсы отправляются на резисторы, принадлежащие разным подблокам, чтобы избежать помех. В этом случае возможный профиль кромки, способный выравнивать длину пути прохождения потока, по-прежнему будет иметь пилообразную форму с большим числом «зубцов» на фиг. 21) с меньшей длиной.
Как правило, обычным способом реализации сквозного паза является использование процесса пескоструйной обработки (фиг. 22). В оборудовании 40 для пескоструйной обработки тонкая струя 29 частиц оксида алюминия расстреливается с высокой скоростью относительно подложки к машине. Блок 30 пескоструйной обработки вытягивает оксид алюминия 31 из резервуара 32, приводя частицы в сопло 33 посредством потока воздуха высокого давления, поступающего из впускного отверстия 34. Зерна оксида алюминия, выбитые из сопла, ударяют о поверхность 35 кремниевой пластины 36, удаляя (фиг. 23а) небольшие фрагменты 37 подложки. Таким образом, можно вырыть отверстие или канавку 38 с помощью взрывания материала; если процесс затянут, он может достичь противоположной поверхности, создавая сквозное отверстие 39 (фиг. 23b) или сквозной паз, как проиллюстрировано на фиг. 24, где показана одна кремниевая микросхема с двумя параллельными пазами 4. Процесс нарезки является одной из фаз, которые происходят после машинной обработки паза. Посредством оборудования для пиления одна микросхема 1, ограниченная ее окружной кромкой 41, получена из пластины. Оборудование для пескоструйной обработки можно комплектовать оптическими приборами, такими как микроскоп, камера, устройство захвата кадра и т. д. для выравнивания и контроля, а также моторизованными ползунами для машинной обработки больших заготовок (не показаны на чертеже). Процесс пескоструйной обработки оказывается очень дешевым и быстрым. Он широко используется многими производителями для изготовления пазов для подачи краски в печатающих головках. Тем не менее, существует несколько проблем: в процессе со сквозным пазом для печатающей головки фрагмент, полученный во время машинной обработки (либо за счет оксида алюминия, либо за счет измельченного кремния), может повредить микрофлюидную схему, выполненную в полимерном слое; кроме того, кромка выходного паза зачастую имеет крайне неправильную форму, поскольку трудно точно контролировать геометрическое разрешение обработанного узора. Как показано на фиг. 25, во время пескоструйной обработки могут иногда возникать дробление или расщепление кремния 42, что в результате приводит к повышенной дефектности, вызванной в устройствах. Если вышеуказанную проблему можно контролировать с использованием подходящего материала для покрытия (например, EMULSITONE 1146 компании Emulsitone Company, который является водорастворимым), последняя проблема оказывается намного более опасной и ограничивает возможность масштабирования устройства, используя процесс пескоструйной обработки для машинной обработки сквозного паза с меньшими элементами.
Альтернативные процессы могут включать влажное, а также сухое травление: они могут быть действительно эффективными для получения сквозных отверстий, канавок, а также сквозных отверстий в кремниевой пластине с хорошим разрешением; однако, требования к маске для этих процессов приводят к серьезным ограничениям, и совместимость с микрофлюидным барьером, присутствующим на подложке, является довольно сложным делом, с которым приходится иметь дело; кроме того, было бы трудно нанести слой микрофлюидного барьера на подложку, где уже был выполнен сквозной паз. Тем не менее, упомянутые решения могут быть выполнены с использованием сложных методик, обеспечивающих пилообразный профиль, как указано в настоящем изобретении. Однако, в предпочтительном варианте осуществления желателен способ, способный обеспечить пилообразную кромку хорошего качества для подающих пазов без вышеуказанных осложнений.
Лазерная абляция является эффективным способом реализации узора во многих видах различных материалов. Как правило, ее используют для резки металлов, керамики, стекла, полупроводников, пластика. Характеристики лазера (в основном: режим излучения, длина волны, длительность импульса) и свойства материала определяют эффекты взаимодействия. В общем случае, когда коэффициент поглощения излучения является высоким, взаимодействие очень велико, и энергия лазерного луча может эффективно переноситься на небольшой объем материала, вызывая нарушение химических связей и выброс фрагмента. Этот эффект является более существенным при использовании импульсных лазеров. Кроме того, когда лазерный импульс является очень коротким, расширение HAZ (зоны термического воздействия) внутри подложки уменьшается, что увеличивает эффективность абляции и ослабляет тепловые побочные эффекты с улучшением разрешения обработанного узора. Твердотельные лазеры очень эффективны для выполнения процессов микрообработки. Они могут подавать импульсы высокого излучения энергии с высокой частотой повторения. Испускаемая длина волны может быть в достаточной мере поглощена кремниевой подложкой, особенно при использовании более высокой генерации гармоник. В настоящее время существуют промышленные твердотельные лазеры. Они оказываются очень надежными, со стабильными характеристиками, низкими эксплуатационными расходами и высокими MTBF (среднее время на отказ). Таким образом, они вполне пригодны для изготовления термопечатающих головок.
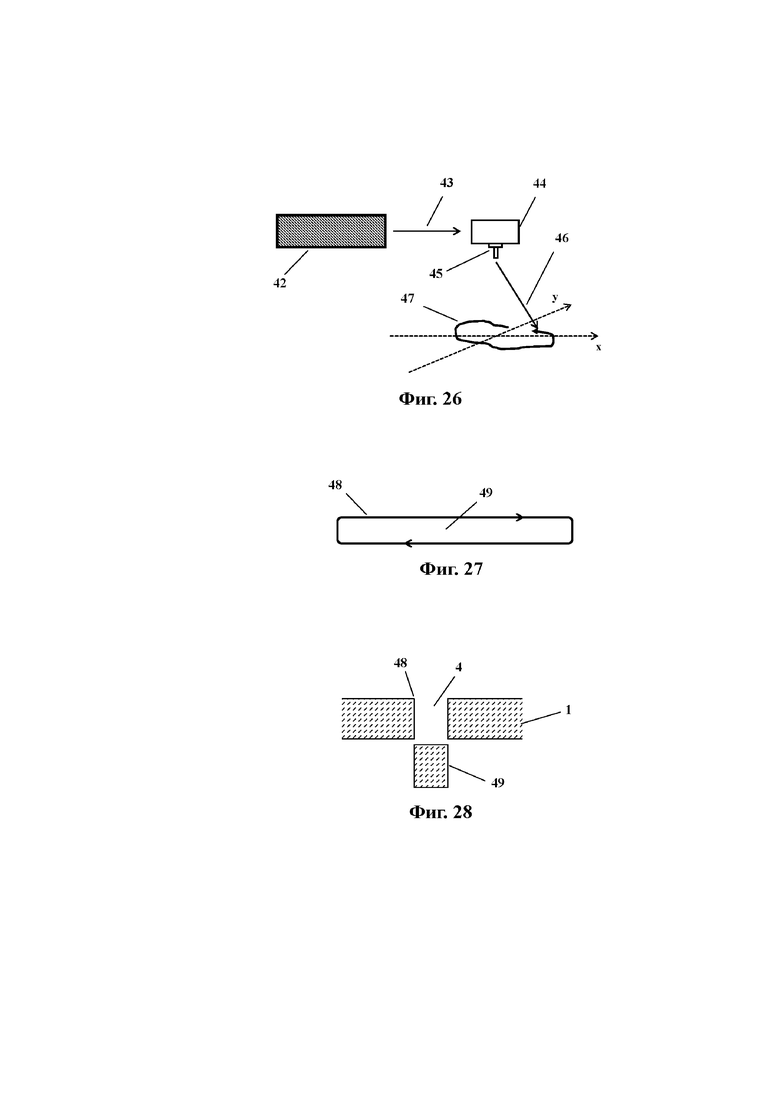
Излучение, испускаемое твердотельным лазером, может быть сфокусировано на заготовке в пятне с диаметром в несколько микрон, тем самым увеличивая плотность поверхностной энергии и обеспечивая возможность машинной обработки элементов с высоким разрешением. Для выполнения узора абляции заготовку могут перемещать под лазерным лучом с помощью моторизованных ползунов, но зачастую более удобным оказывается сканирование луча поперек подложки с использованием пьезоподобных зеркал, поскольку таким образом избегают пиков высокого ускорения подложки. Иногда используют комбинированный процесс, в котором применяют оба способа, в основном, когда нужно обрабатывать большие подложки. На фиг. 26 описана лазерная рабочая станция. Лазерный источник 42 испускает луч электромагнитного излучения 43, который входит в сканирующую головку 44: посредством подходящего отклонения сканирующая головка, оснащенная фокусирующей линзой 45, выполнена с возможностью управления выходным лучом 46 в соответствии с предварительно заданной траекторией, тем самым создавая сфокусированное пятно на поверхности заготовки xy, определяющее узор 47 абляции.
Возможным способом просверлить сквозной паз в кремниевой подложке является разрезание периметра паза (фиг. 27). Лазер может циклически перемещаться по внешнему профилю 48 паза: каждый цикл вызывает увеличение глубины в узком пропиле, создаваемом по периметру, до опускания внутренней заглушки 49, обеспечивая таким образом полностью открытую область паза, как показано в поперечном сечении, проиллюстрированном на фиг. 28. Несмотря на очевидную быстроту и простоту, этот способ не очень эффективен. Может быть выгодным обрабатывать очень тонкие подложки (например, кремниевую пластину толщиной менее 200 микрон), где несколько лазерных импульсов могут достигать противоположной поверхности, но оказывается, что при обработке более толстой подложки тратится слишком много времени. Фактически, общее время обработки не пропорционально толщине пластины. Напротив, процесс обработки толстой подложки невыгоден вследствие частичного повторного осаждения обломков, полученных при абляции, в пропил. Извлечение обломков может несколько смягчить этот эффект, но значительная часть ранее удаляемого материала должна быть снова удалена, тем самым увеличивая время обработки, необходимое для полного отсечения внутренней кремниевой пробки 49.
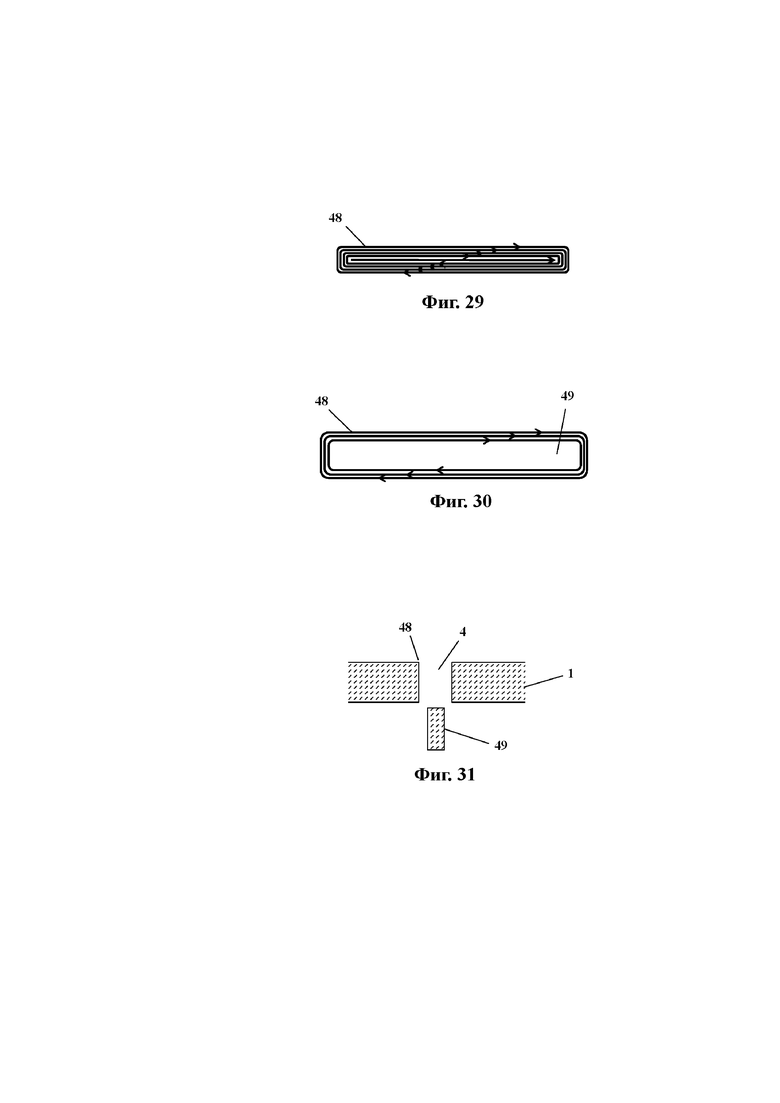
Для предотвращения засорения узкого пропила обломками альтернативным способом является распространение лазерной абляции по всей поверхности внутри периметра паза (фиг. 29). Очевидно, что общая длина пути прохождения, покрытая пятном лазера при одном прохождении поверхности, намного больше длины периметра паза. Тем не менее, засорение обломками абляционной области резко уменьшается при машинной обработке всей внутренней области, слой за слоем, до полного разрыва паза. Определенно, полная абляция внутренней области оказывается более быстрой, чем циклическое построение контура периметра.
Если внутренняя область паза является большой, даже полный процесс абляции слишком долгим для требований изготовления. В этом случае может быть использован другой подход, который можно определить как построение контура расширенного периметра. Вместо того, чтобы придерживаться одной линии периметра, абляцию осуществляют на большей полосе, периметр которой представлен в виде внешней границы. Ширина полосы должна быть достаточно большой для обеспечения возможности эффективного удаления обломков, полученных при абляции: в три раза больше диаметра пятна или больше (фиг. 30), чтобы получить хорошую скорость абляции. Поверхность полосы обрабатывают по слоям, пока не будет отрезана оставшаяся внутренняя меньшая заглушка (фиг. 31). Используя этот способ, нет необходимости удалять общую внутреннюю область паза, а только меньшую полосу границы. С другой стороны, удаление материала является более эффективным, поскольку абляция не ограничивается узким пропилом, и, возможно, повторно осажденные обломки не могут покрыть всю область полосы.
Следует обратить внимание на перекрытие между последующими пятнами в процессе машинной обработки. Фактически, необходимо найти правильную связь между диаметром пятна, частотой повторения лазера, скоростью линейного сканирования и стратегией абляции, чтобы оптимизировать перекрытие пятна относительно быстродействия процесса, а также качества обработанного узора.
С целью еще более ускоренного процесса абляции в случае толстой подложки, лазерную абляцию можно объединить с другими методами, такими как пескоструйная обработка или процессы сухого и влажного травления. Эти вспомогательные методы могут быть использованы для удаления части материала, тем самым оставляя более тонкую толщину кремния, которая, в конечном счете, в свою очередь, удаляется лазером. Например, изначально пескоструйная обработка может вырыть большую канавку, не доходя до противоположной поверхности (фиг. 32a). Впоследствии, лазерный луч можно сканировать в подходящей области внутри канавки для завершения абляции с лучшим разрешением (фиг. 33b). В одном варианте осуществления оба процесса выполняют от задней части пластины, так что поверхность устройства подвергают воздействию обломков, полученных при абляции, только в конечной части процесса.
В предпочтительном варианте осуществления микрофлюидную схему проектировали таким образом, чтобы получить фиксированное расстояние D между каждым нагревательным резистором и соседней кромкой паза, так что жидкостные параметры выровнены по всему множеству сопел. Различные структурированные слои представляют собой микросхему печатающей головки, которая выполняет роль электронной, а также жидкостной схемы. Диэлектрические, резистивные, проводящие, защитные слои расположены на подложке для получения всех необходимых модулей. Несколько слоев могут быть образованы друг над другом для образования микросхемы печатающей головки следующим образом. Как правило, проводящие слои изолированы от подложки и друг от друга подходящими диэлектрическими слоями, за исключением контактных переходов, где отверстия выполнены в диэлектрическом слое с преднамеренным обеспечением электрического контакта между различными уровнями схемы. Диэлектрические слои также могут играть роль «теплопередающих слоев» в области над резисторами: фактически, тепло, создаваемое импульсом тока через резистор, протекает через один или более диэлектрических слоев выше самого резистора, вплоть до краски. Такие диэлектрические слои могут содержать нитрид кремния, карбид кремния или другие виды пленок (слоев). Дополнительный слой зачастую применяют в качестве защиты от механического удара, создаваемого разрушающимся «облачком»; для этой цели зачастую используют преломляющий металл, например, тантал. Поскольку машинная обработка паза для подачи краски может вызвать, в принципе, механическую трещину в пленках (слоях) устройства, удобно удалять слои внутри и вблизи области паза во избежание какого-либо повреждения пленки или слоя во время машинной обработки паза с помощью подходящих форм узорообразования. В частности, слой преломляющего металла и диэлектрик над резисторами должны быть удалены таким образом, чтобы площадь паза была свободна от этих слоев. В качестве альтернативы, область паза может быть оставлена свободной во время изготовления различных слоев. Таким образом, нет необходимости удалять слои, которые ранее были нанесены на подложку. В предшествующем уровне техники, в котором кромка паза представляет собой по существу прямую линию, внешний профиль слоев также оказывается линейным, но в раскрытом изобретении необходимо соответствующим образом сформировать все слои, которые обращены к пазу для подачи краски, таким образом, чтобы их профиль воспроизводил пилообразный контур.
Предварительную фазу пескоструйной обработки выполняют от задней части пластины с целью удаления части материала, тем самым оставляя меньшую толщину для последующей абляции с помощью лазера. Фидуциальные элементы, размещенные на каждой микросхеме, обеспечивают правильное выравнивание, так что канавки, создаваемые пескоструйной обработкой, оказываются точно перекрывающимися с областями паза. После этой фазы выполняют фактический процесс лазерной абляции. Используют одни и те же фидуциалы, чтобы гарантировать точное соответствие обрабатываемых областей в схеме. Лазерный луч перемещают как вдоль профиля паза, так и внутри подходящей смежной внутренней полосы, чтобы эффективно удалять материал на границе области паза, в результате чего, наконец, происходит опускание внутренней заглушки. Коррекция фокуса может быть необходима для оптимизации эффективности процесса, поскольку глубина, полученная при абляции, увеличивается. Это можно обеспечить либо с подходящей оптикой, либо с изменением относительного расстояния между сканирующей линзой и поверхностью пластины.
Когда траектория луча представляет собой прямую линию, между номинальным и фактическим положением на лазерном пятне во время движения нет существенной разницы. Напротив (фиг. 33), в непосредственной близости от точек поворота могут наблюдаться значительные отклонения от номинальной траектории из-за поведения сканирующей головки. Чтобы компенсировать полученную неточность, чередующиеся перемещения лазерного луча по часовой стрелке 51 и против часовой стрелки 52 вокруг профиля 50 паза могут привести к лучшей точности обработанных элементов, тем самым компенсируя возможные ошибки в положении пятна лазера из-за сканирующей головки. Иногда концевые части паза на противоположных сторонах продольной оси могут потребовать дополнительного этапа абляции, поскольку удаление обломков менее эффективно на конце, чем в центре, из-за узости области, которая закрыта с трех сторон. Тем не менее, данная дополнительная абляция, как правило, является очень быстрой, и она лишь незначительно увеличивает общее время обработки.
Описанный способ позволяет обрабатывать отверстия с определенной формой кромки и, в частности, пилообразные подающие пазы с хорошей точностью, высоким выходом и повторяемостью и умеренным временем обработки, тем самым реализуя требуемую жидкостную схему для изготовления высокочастотной печатающей головки.

Настоящее изобретение относится к печатающей головке для термографической струйной печати, содержащей канал для подачи жидкости, предназначенный для доставки жидкости, жидкостные камеры, расположенные возле канала для подачи жидкости, резисторы, предназначенные для введения жидкости в камеры, расположенные уступами относительно вертикальных линий печатного контакта. По меньшей мере часть канала для подачи жидкости, противоположная задней стороне печатающей головки, проходит по существу перпендикулярно поверхности микросхемы, и канал для жидкости имеет неравномерно расположенные кромки, которые следуют уступами относительно резисторов таким образом, что длина пути прохождения жидкости между кромкой резистора и соответствующей неравномерно расположенной кромкой является по существу одинаковой для каждого резистора. Заявленное изобретение направлено на обеспечение компенсации разброса в поведении жидкости эжектроных участков, с целью повышения частоты печатающей головки. 4 з.п. ф-лы, 37 ил.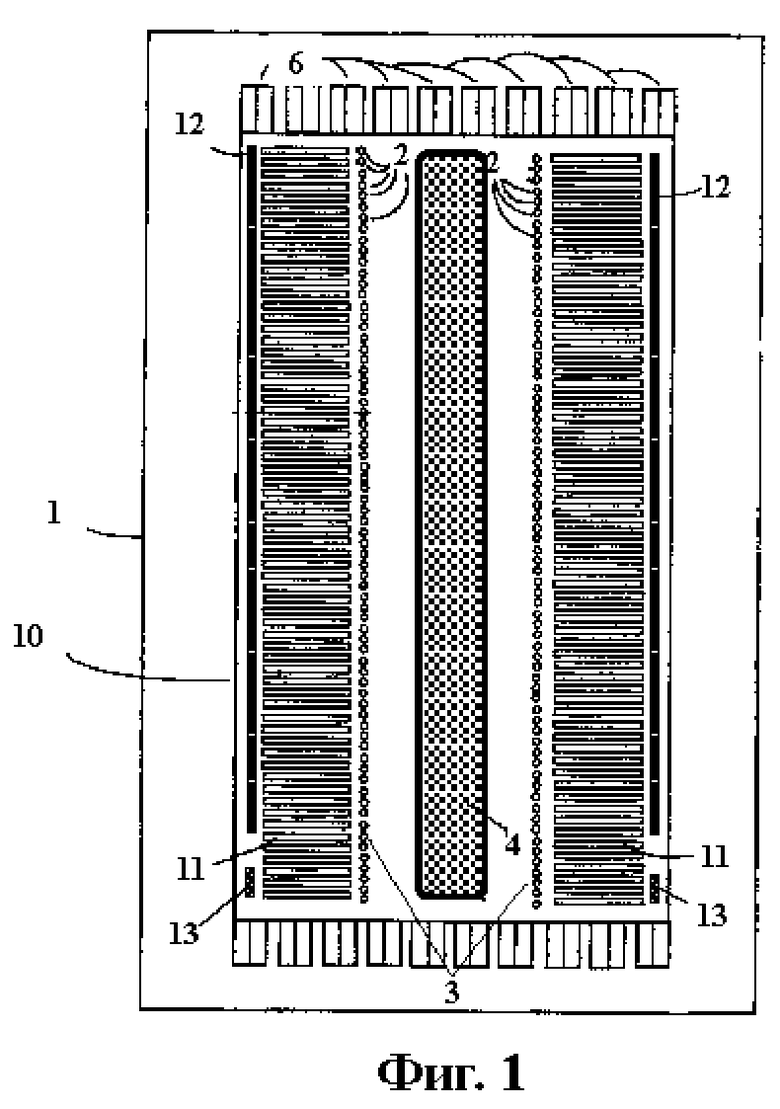
1. Способ изготовления печатающей головки для термографической струйной печати, включающий этапы обеспечения резисторов на подложке уступами, образования канала для подачи жидкости через подложку таким образом, что канал проходит по существу перпендикулярно поверхности микросхемы и имеет неравномерно расположенные кромки, которые следуют уступами относительно резисторов таким образом, что длина пути прохождения жидкости между кромкой резистора и соответствующей неравномерно расположенной кромкой является по существу одинаковой для каждого резистора, отличающийся тем, что канал для жидкости образуют пескоструйной обработкой, начиная с задней стороны подложки и не доходя до противоположной поверхности, и последующей лазерной абляцией до сквозного паза, при этом последующую лазерную абляцию выполняют, начиная с задней стороны подложки.
2. Способ по п. 1, отличающийся тем, что лазерную абляцию осуществляют по периметру.
3. Способ по п. 1, отличающийся тем, что лазерную абляцию осуществляют по всей поверхности паза.
4. Способ по пп. 1-3, отличающийся тем, что лазерную абляцию осуществляют по увеличенному периметру.
5. Способ по любому из пп.1-4, отличающийся тем, что лазерную абляцию осуществляют чередующимися перемещениями лазерного луча по часовой стрелке и против часовой стрелки.
| Многоступенчатая активно-реактивная турбина | 1924 |
|
SU2013A1 |
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |
| US 2004055145 A1, 25.03.2004 | |||
| СПОСОБ МИКРОБИОЛОГИЧЕСКОГО СИНТЕЗА ПУРИНОВОГО НУКЛЕОЗИДА 5'-АМИНОИМИДАЗОЛ-4-КАРБОКСАМИДРИБОЗИДА (АИКАР) И ШТАММ БАКТЕРИЙ BACILLUS SUBTILIS - ПРОДУЦЕНТ АИКАР | 2008 |
|
RU2405833C2 |

