Изобретение относится к области вооружений и может быть использовано в конструкциях боевых частей (БЧ) ракет и других боеприпасов, снаряжаемых взрывчатым составом (далее - БЧ).
В машиностроении широко применяются конструкции уплотнений стыков соединяемых деталей с использованием резиновых уплотнительных колец, например конструкции по ГОСТ 9833 «Кольца резиновые уплотнительные круглого сечения для гидравлических и пневматических устройств. Конструкция и размеры», в котором даны и рекомендуемые соотношения размеров сечений резиновых колец и посадочных мест под них.
При радиальном стыке сопрягаемых деталей «вал» в «отверстие» устанавливается по посадке с гарантированным допусковым зазором, а резиновое кольцо устанавливается в кольцевую проточку на «валу», реже - в «отверстии», при этом ширина проточки выполняется больше диаметра сечения кольца и высота боковых стенок канавки равна полуразности диаметров детали и проточки в ней. Кольцо сжато между поверхностями стыкуемых деталей с изменением исходной формы сечения кольца, т.е. с уменьшением размера кольца между сжимающими поверхностями. При сборке такого уплотнения при установочном взаимном перемещении вдоль оси пары стыкуемых деталей сжатое кольцо круглой в сечении формы прокручивается по всему своему периметру между сжимающими его цилиндрическими поверхностями собираемых деталей с проскальзыванием по той или другой стенке проточки - в зависимости от направления взаимного перемещения пары деталей. Такая конструкция исключает «закусывание» поверхности кольца о кромку боковой стенки проточки при сборке, т.е. исключает его повреждение и, соответственно, обеспечивает надежную герметизацию стыка деталей.
При механических воздействиях на тонкие слои взрывчатых веществ (ВВ) и взрывчатых составов (ВС) - на удар, на сжатие, на сжатие со сдвигом и т.п. - могут реализоваться условия, при которых происходит возбуждение детонации в защемленной зоне ВВ (ВС) с незатухающим распространением детонации на весь разрывной заряд (см., например, «Физика взрыва», издание третье, под редакцией Орленке Л.П., т.1, M., ФИЗМАТЛИТ, 2002, стр.204-215, раздел 8.3 «Чувствительность взрывчатых веществ к механическим воздействиям»).
Для исключения возможности реализации условий, при которых при производстве и эксплуатации БЧ могла бы произойти самодетонация разрывного заряда (РЗ), в конструкциях БЧ предусматривается герметизация стыков деталей корпуса, образующих камору под РЗ, для предотвращения попадания ВС (ВВ) в узкие, в т.ч. допусковые, зазоры между деталями. Конструктивные элементы герметизации должны обеспечивать перекрытие зазоров как при снаряжении БЧ, так и при ее эксплуатации, в том числе когда из-за возможного возрастания давления внутри РЗ, например при аэродинамическом нагреве БЧ, величины зазоров между деталями корпуса БЧ могут изменяться за счет деформации деталей (дна, крышки и т.п.).
В конструкциях БЧ с литыми РЗ стыки деталей корпуса, образующих камору под РЗ, герметизируются герметиком (компаундом), при этом промазываются стыкуемые поверхности деталей и дополнительно промазываются изнутри каморы под РЗ стыки деталей. Зачастую изнутри в угловых стыках из того же герметизирующего материала выполняют дополнительный герметизирующий элемент по периметру стыка, как правило треугольной в сечении формы, с катетом ˜2÷5 мм.
Как показывает многолетняя практика, описанная выше герметизация обеспечивает надежную безопасность БЧ при производстве и в эксплуатации.
Недостатком такого технического решения по герметизации стыков следует считать то, что технологическая операция выполняется, как правило, вручную и качество герметизации полностью зависит от исполнителя.
Также в некоторых БЧ из-за конструктивных особенностей не представляется возможным качественно выполнить и затем проконтролировать герметизацию стыков деталей, образующих камору под литой РЗ, по описанному выше техническому решению - например, при расположении герметизируемого стыка «цилиндрическая оболочка-дно (крышка)» в корпусе БЧ у торца, где располагается заливочная горловина, особенно при малом диаметре горловины.
Имеются также конструкции БЧ с литым РЗ, в которых диаметр крышки равен диаметру заливочной горловины, т.е. крышка ставится не на торец фланца корпуса (обычная конструкция), а на срез отвержденного (заполимеризованного) РЗ, в том числе и на срез РЗ из пластичного после полимеризации ВС, при этом герметизация стыка крышки с корпусом по описанному выше техническому решению должна производиться «втемную», без последующего контроля ее качества.
Последнее техническое решение с герметизацией стыка деталей, образующих камору под РЗ, герметиком (компаундом), как наиболее близкое по технической сущности и достигаемому результату, выбрано за прототип.
Технический результат, на достижение которого направлено предлагаемое изобретение, заключается:
- в обеспечении надежной безопасности БЧ при ее изготовлении и эксплуатации с расширением возможных к реализации конструктивно-технологических схем БЧ, в т.ч. для конструкций, в которых герметизация должна производиться «втемную», без возможности последующего контроля качества герметизации - за счет введения в конструкцию БЧ герметизирующего конструктивного элемента, гарантированно исключающего возможность образования тонких слоев ВС (ВВ) в узких (допусковых и/или образующихся при эксплуатации) зазорах между деталями корпуса БЧ;
- в повышении технологичности корпуса БЧ за счет сокращения ручных операций по герметизации стыков деталей.
Для достижения этого технического результата предлагается в БЧ применять конструкцию уплотнения стыков деталей, образующих камору под РЗ, аналогичную уплотнению по ГОСТ 9833 (конструкция первого из упомянутых выше аналогов), видоизменив ее, с учетом специфики БЧ, для исключения возможности образования тонких слоев ВС (ВВ) в зазорах между деталями корпуса БЧ.
Указанный технический результат достигается тем, что в отличие от известной конструкции БЧ, содержащей РЗ и корпус, в котором стыки деталей, образующих камору под РЗ, загерметизированы, в предлагаемой БЧ герметизация стыков деталей выполнена с использованием эластичного (резинового) кольца круглой в сечении формы, располагаемого в кольцевой проточке одной из деталей и сжатого между стыкуемыми деталями с изменением исходной формы сечения кольца, при этом в примыкающей к РЗ зоне между стыкуемыми деталями выполнен зазор величиной не менее 0,2 толщины сжатого между деталями кольца.
Кольцо в стыке деталей установлено на эластичном после отверждения (полимеризации) герметике (компаунде) или собранный стык со стороны каморы под РЗ промазан (покрыт) герметиком (компаундом).
Аналогов, имеющих признаки, сходные с заявляемым решением, не обнаружено, следовательно, можно считать, что заявляемое устройство является новым и обладает достаточным изобретательским уровнем.
Сущность предлагаемого технического решения поясняется чертежом.
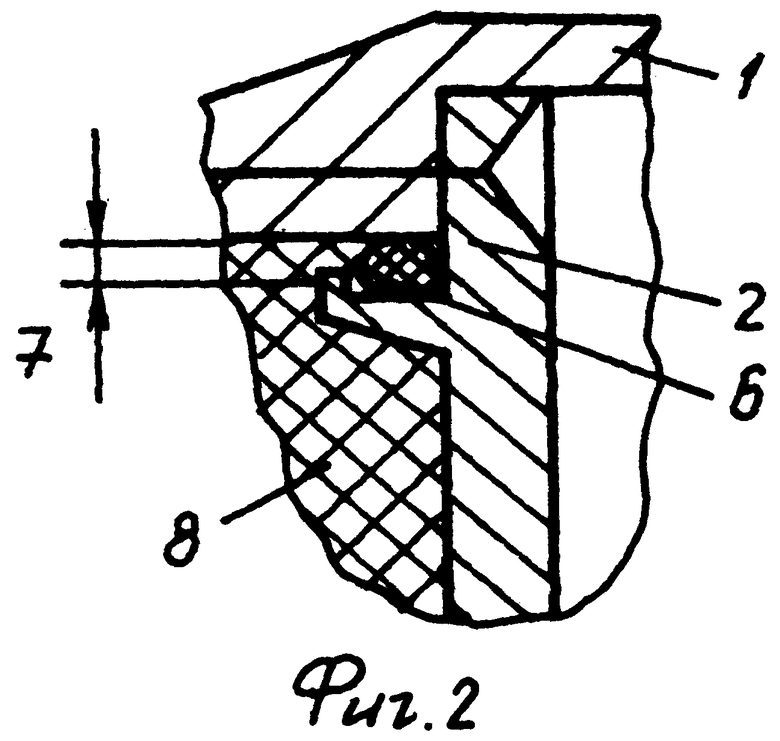
На фиг.1 изображена типовая конструкция корпуса БЧ, в котором требуется выполнить герметизацию всех стыков деталей, образующих камору под РЗ. Корпус включает в себя каркас 1 (со стыковочными поверхностями), стенку 2, стаканчик 3 (для размещения взрывательного устройства), трубу 4 (для транзита коммуникаций ракеты), крышку 5 горловины для заливки РЗ. В таком корпусе обеспечить качественную герметизацию некоторых стыков, образующих камору под РЗ деталей корпуса герметиком или компаундом (конструкция прототипа), затруднительно, например стыки деталей поз.1-2, 2-4, 1-4. Герметизацию этих стыков необходимо производить «втемную», без возможности последующего контроля в конструкции-прототипе полноты заполнения герметиком (компаундом) допусковых зазоров в стыках деталей корпуса БЧ.
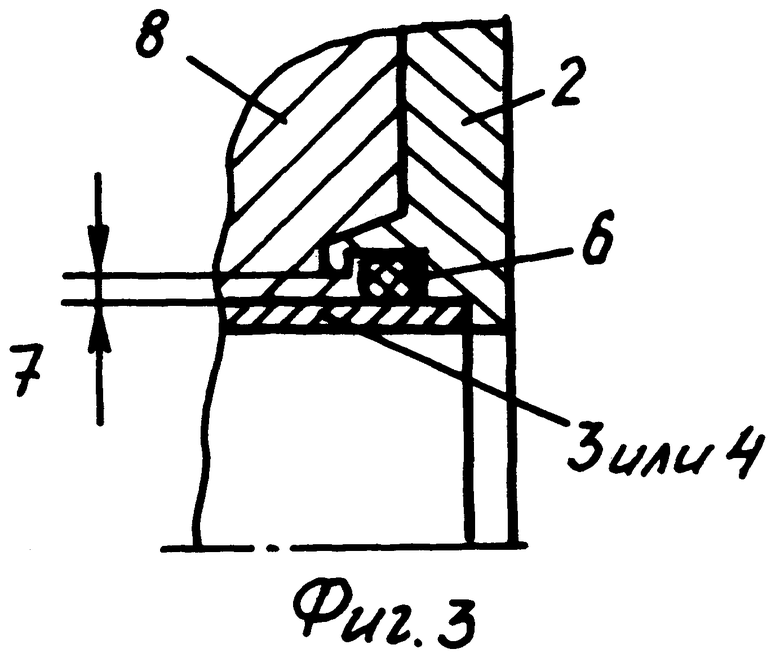
На фиг.2 изображена торцовая зона БЧ со стыком каркаса 1 и стенки 2 по предлагаемому техническому решению. На стенке 2 выполнена кольцевая проточка, в которую установлено эластичное (резиновое) кольцо 6 и при сборке корпуса сжато между поверхностями стыкуемых деталей с изменением своей исходной формы сечения. Аналогичный конструктивный элемент может быть выполнен для герметизации стыка стенки 2 и крышки 5 заливочной горловины.
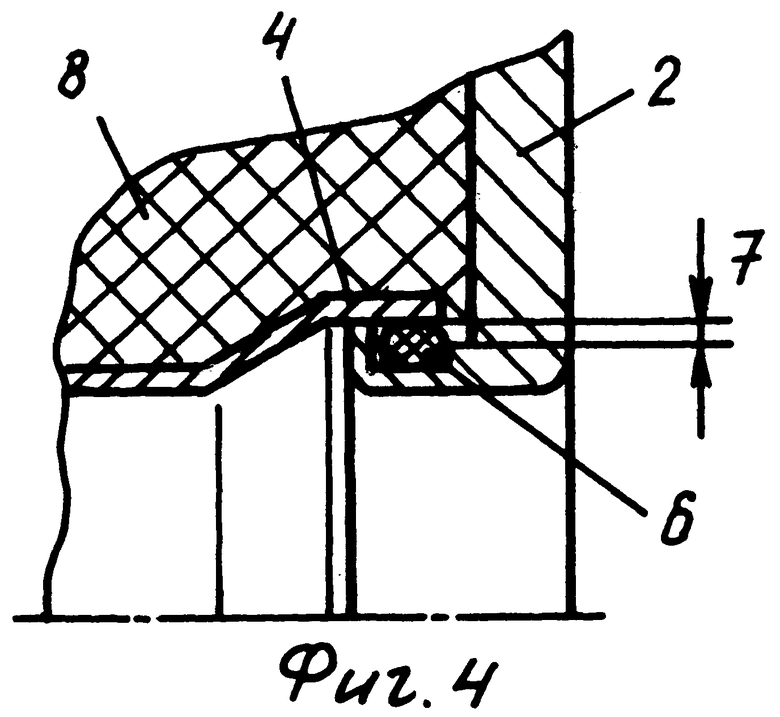
На фиг.3 изображена торцовая зона БЧ со стыком стенки 2 и стаканчика 3 или трубы 4. На стенке 2 выполнена проточка, в которую кольцо 6 установлено изнутри и также сжато между поверхностями стыкуемых деталей. Конструктивно-технологическое решение, когда кольцо 6 установлено в проточку изнутри, может быть применено при относительно небольших диаметрах стыков пары деталей.
На фиг.4 изображен вариант конструктивного элемента по герметизации стыка стенки 2 с трубой 4. Этот вариант отличается от изображенного на фиг.3 тем, что резиновое кольцо 6 перед сборкой стыка установлено на поверхность проточки с растяжением (так же, как на фиг.2).
Величина зазора 7 для предлагаемой конструкции должна составлять:
- не менее 0,2 толщины сжатого кольца 6 - исходя из необходимости обеспечения зазора, большего размеров входящих в состав РЗ кристаллов ВВ;
- не более 0,4÷0,5 толщины сжатого кольца - для исключения «закусывания» кольца о кромку боковой стенки проточки при установочном взаимном перемещении пары деталей (типа 4 и 2 по фиг.4) при прокручивании кольца между сжимающими его поверхностями и с проскальзыванием кольца по боковой стенке проточки, обращенной к РЗ, особенно при сборке «втемную», после которой невозможно проконтролировать качество герметизации.
Таким образом, в реальных конструкциях величина зазора 7 должна назначаться в интервале 0,2÷0,4 толщины сжатого кольца 6.
В принципе это уплотнение будет выполнять свою функцию и при величине зазора до толщины сжатого кольца 6, т.е. когда проточка под кольцо 6 выполнена с меньшим буртиком или без буртика со стороны РЗ - для конструкций, в которых возможно проконтролировать качество герметизации, в т.ч. положение кольца в проточке после сборки корпуса БЧ. С учетом этого в формуле изобретения ограничение по величине зазора 7 изложено «...не менее 0,2 толщины сжатого между деталями кольца».
Для повышения надежности герметизации стыков деталей кольцо 6 устанавливается на эластичном после полимеризации компаунде (герметике) или собранный стык со стороны каморы под РЗ промазан (покрыт) герметиком (компаундом). При этом в случае наличия дефектов на поверхности кольца 6 возможная местная негерметичность будет устранена компаундом (герметиком), заполнившем дефект в кольце.
В БЧ с использованием предлагаемого технического решения обеспечивается гарантированное непопадание ВС (ВВ) в допусковые и в образующиеся при эксплуатации (например, при аэродинамическом нагреве) узкие зазоры между деталями корпуса БЧ в зонах, отделенных от РЗ эластичным кольцом 6.
Таким образом, применение предлагаемой конструкции по сравнению с прототипом позволяет:
- обеспечить надежную безопасность БЧ при производстве и эксплуатации за счет исключения возможности образования тонких слоев ВС (ВВ) в узких зазорах (допусковых и образующихся при эксплуатации) между образующих камору под РЗ деталями корпуса практически для любых конструктивно-технологических схем БЧ, в том числе для конструкций, в которых герметизация должна производиться «втемную», когда невозможен последующий контроль качества герметизации (для пары «крышка-заливочная горловина», в том числе при установке крышки на отвержденный срез РЗ для конструкций, в которых нет возможности, например, при тонкостенном корпусе, предусмотреть фланец для установки на него крышки; для пары «крышка-корпус» для конструкций с раздельно-шашечным снаряжением; и т.п.);
- не вводить в конструктивно-технологическую схему БЧ промежуточных сборочных единиц с целью исключения герметизации стыков деталей в корпусе БЧ «втемную»;
- выбирать расположение и диаметр горловины для заливки РЗ только из условия обеспечения технологичности снаряжения БЧ;
- механизировать одну из основных технологических операций, обеспечивающих требуемое для БЧ качество герметизации деталей корпуса БЧ - изготовление резинового кольца.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОТИВОПЕХОТНЫЙ ОСКОЛОЧНЫЙ БОЕПРИПАС | 2009 |
|
RU2408837C1 |
| Осколочная боевая часть | 2017 |
|
RU2658691C1 |
| СПОСОБ ДРОБЛЕНИЯ ЦЕЛЬНОМЕТАЛЛИЧЕСКОЙ ОБОЛОЧКИ, ПРИМЫКАЮЩЕЙ К РАЗРЫВНОМУ ЗАРЯДУ БОЕВОЙ ЧАСТИ, И БОЕВАЯ ЧАСТЬ | 2000 |
|
RU2210724C2 |
| БОЕВАЯ ЧАСТЬ | 2000 |
|
RU2183815C2 |
| ОСКОЛОЧНО-ФУГАСНАЯ БОЕВАЯ ЧАСТЬ | 2007 |
|
RU2363916C2 |
| СПОСОБ ДРОБЛЕНИЯ НАРУЖНОЙ ЦЕЛЬНОМЕТАЛЛИЧЕСКОЙ ОБОЛОЧКИ БОЕВОЙ ЧАСТИ | 2000 |
|
RU2183814C2 |
| УСТРОЙСТВО ОДНОЗАРЯДНОЙ САМООБЖИМАЮЩЕЙСЯ КОМПРЕССИОННОЙ БОМБЫ С ЗАРЯДОМ БРИЗАНТНЫХ ВВ, ФОРМИРУЮЩЕЙ ПРИ СРАБАТЫВАНИИ В ОКРУЖАЮЩЕЙ СРЕДЕ ДВА ПРОТИВОПОЛОЖНО РАСХОДЯЩИХСЯ ЛИНЕЙНЫХ ПОРАЖАЮЩИХ КАНАЛА, И УСТРОЙСТВО ТРЕХЗАРЯДНОЙ БОМБЫ, ФОРМИРУЮЩЕЙ ПРИ СРАБАТЫВАНИИ НАРЯДУ С УКАЗАННЫМИ ЛИНЕЙНЫМИ ПОРАЖАЮЩИМИ КАНАЛАМИ ПЕРПЕНДИКУЛЯРНЫЙ ИМ ЦЕНТРАЛЬНЫЙ ПЛОСКИЙ КРУГЛЫЙ ПОРАЖАЮЩИЙ КАНАЛ (ВАРИАНТЫ) | 2006 |
|
RU2333453C2 |
| БОЕВАЯ ЧАСТЬ | 2009 |
|
RU2394203C1 |
| БОЕВАЯ ЧАСТЬ СТЕРЖНЕВОГО ТИПА | 2001 |
|
RU2191977C1 |
| СПОСОБ РАССНАРЯЖЕНИЯ БОЕПРИПАСОВ | 1994 |
|
RU2081389C1 |
Изобретение относится к области боеприпасов, снаряжаемых взрывчатыми составами. Боевая часть содержит разрывной заряд (РЗ) и корпус с загерметизированными стыками деталей, образующих камору под РЗ. Герметизация стыков деталей выполнена с использованием эластичного кольца, располагаемого в кольцевой проточке одной из деталей и сжатого между стыкуемыми деталями с изменением исходной формы сечения кольца, при этом в примыкающей к РЗ зоне между стыкуемыми деталями выполнен зазор величиной не менее 0,2 толщины сжатого между деталями кольца. Повышается безопасность при изготовлении и эксплуатации боевой части и ее технологичность изготовления. 1 з.п. ф-лы, 4 ил.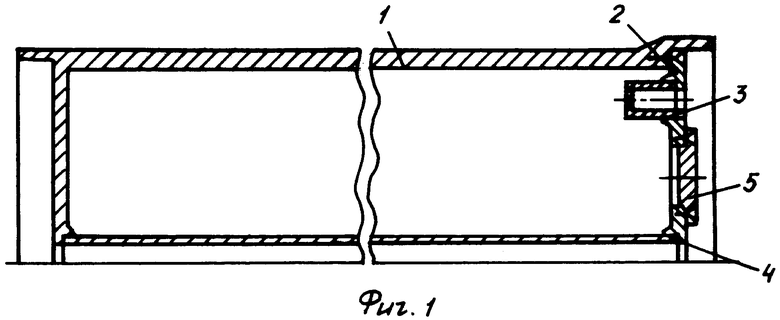
| КОРПУС АРТИЛЛЕРИЙСКОГО СНАРЯДА | 2003 |
|
RU2248514C1 |
| КОРПУС БОЕПРИПАСА | 2003 |
|
RU2247306C1 |
| КУМУЛЯТИВНАЯ БОЕВАЯ ЧАСТЬ И СПОСОБ ЕЕ СНАРЯЖЕНИЯ | 1996 |
|
RU2114378C1 |
| US 6038979 A, 21.03.2000. | |||

