Область техники, к которой относится изобретение
Изобретение относится к обувной подотрасли легкой промышленности, в частности к производству обуви специального назначения с защитой от ударов в носочной части и проколов и порезов со стороны следа обуви.
Уровень техники
Известен способ изготовления специальной обуви с внутренним металлоподноском, основанный на двойной затяжке носочной части обуви; сначала затягивается на колодку подкладка (поднаряд), затем вставляется металлоподносок, после чего осуществляется окончательная затяжка носочной части союзки (European Standard EN ISO 20344).
Металлическая проколозащитная пластина устанавливается на затянутый след обуви перед прикреплением подошвы, при этом конструктивно размер пластины меньше размера основной стельки, т.е. она неполностью защищает след стопы.
Известный вышеописанный способ трудоемок, малопроизводителен, недостаточно эффективен и, кроме того, не позволяет изготавливать обувь некоторых видов, например бортопрошивного метода крепления низа с металлоподноском из-за невозможности прошить бортик подошвы в носочной ее части и гвоздевого метода с металлической пластиной из-за невозможности прибивки подошвы через металлическую пластину к основной стельке.
В результате проведения информационного поиска установлено, что известен способ изготовления специальной защитной обуви, а именно противоударной и проколозащитной, включающей в себя сборку обуви с металлоподноском и металлопластиной (стелькой), при этом использовать блок из жестко соединенных (склепанных) металлоподноска и металлопластины, причем внутреннюю поверхность металлоподноска и металлоспластины по верхней поверхности закрывают подкладкой с необходимыми гигиеническими свойствами, например, в виде вкладного чулка из сукна или войлока (смотри описание выполнения защитного сапога в полезной модели RU №38271 U1, кл. А43В 1/10, опубл. 10.06.04, содержит 10 с.) для повышения защитных свойств в защитной обуви.
Технический результат
Использование предлагаемого изобретения позволяет изготавливать ударопрочную и проколозащитную обувь с более высокой производительностью, меньшей трудоемкостью и повышенного качества. При этом предлагаемый способ пригоден для любой конструкции обуви и метода крепления низа обуви.
Раскрытие изобретения
Изобретение касается способа изготовления специальной противоударной и проколозащитной обуви, включающего использование блока из жестко соединенных металлоподноска и металлопластины, вставляемого в готовую обувь любой конструкции, и метода крепления низа.
Существенным отличием предлагаемого способа является применение для вставки блока в обувь приспособления, представляющего собой двуплечий рычаг, на одном конце которого имеется рукоятка, на другом - бочкообразный ролик, а к средней части рычага присоединена качающаяся, регулируемая по длине в зависимости от размера обуви штанга с бочкообразным роликом на другом ее конце.
Применение роликов на концах штанги и рычага обусловлено необходимостью уменьшение трения последних относительно деталей блока при его вставке в обувь (для уменьшения усилия выполнения операции), а бочкообразность роликов - кривизной носочной и пяточной частей обуви (радиус бочкообразности должен быть меньше радиусов кривизны частей обуви).
Способ изготовления специальной противоударной и проколозащитной обуви, включающий в себя сборку обуви с использованием блока из жестко соединенных металлоподноска и металлопластины, установленного вовнутрь затянутой обуви с прикрепленным низом, при этом внутреннюю поверхность металлоподноска выклеивают подкладочным плотным материалом, а металлопластину по верхней поверхности склеивают с вкладной стелькой из материала с необходимыми гигиеническими свойствами, причем для обеспечения вставки предварительно промазанного снаружи клеем блока в затянутую обувь с прикрепленным низом используют приспособление, состоящее из двуплечего рычага, на одном из плеч которого расположена рукоятка, а на другом - бочкообразный ролик, причем к средней части рычага шарнирно присоединена качающаяся, регулируемая по длине в зависимости от размера обуви штанга с бочкообразным роликом на другом ее конце, а в качестве подкладочного плотного материала металлоподноска используют спилок, в качестве вкладной стельки - кожу.
Перечень фигур чертежей
На фиг.1 схематически изображен блок металлоподноска и металлопластины.
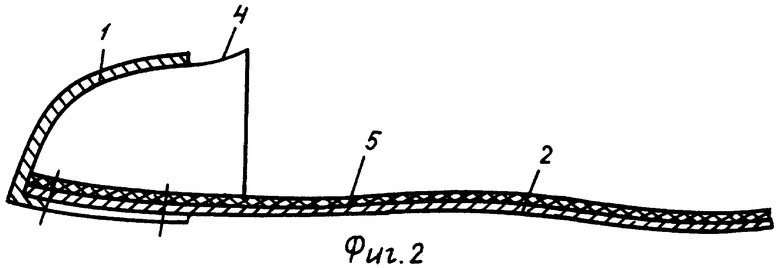
На фиг.2 схематически изображен блок с выклеенным подкладкой металлоподноском и приклеенной к металлопластине вкладной стелькой.
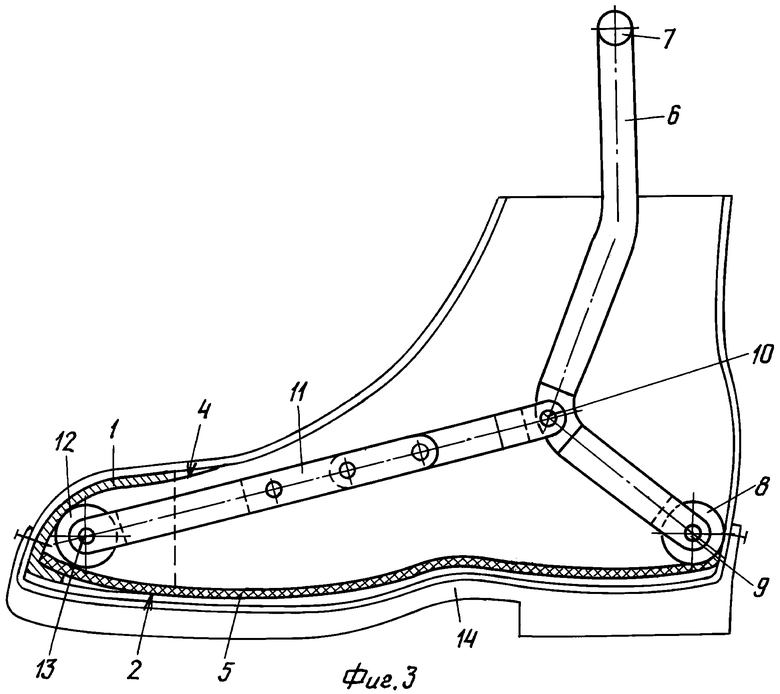
На фиг.3 схематически изображена вставка блока в обувь с помощью приспособления 1.
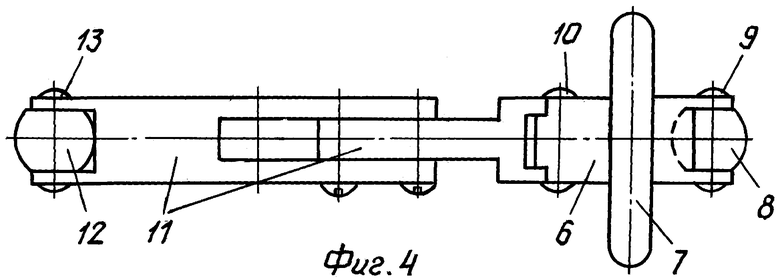
На фиг.4 схематически изображен вид сверху на приспособление.
Сущность изобретения
Предлагаемый способ заключается в следующем: отдельно изготавливается блок (фиг.1) из металлоподноска 1 и металлопластины 2, жесткосоединенных, например, с помощью заклепок 3. Внутренняя поверхность металлоподноска 1 (фиг.2) выклеивается подкладкой 4 из плотного материала, например спилком, тканью, край которой выпускается за верхний контур металлоподноска 1. На металлопластину 2 наклеивается вкладная стелька 5, обладающая необходимыми гигиеническими свойствами, например, из кожи, картона и др.
Для вставки блока предлагается использовать приспособление (фиг.3, 4), состоящее из двуплечевого рычага 6, на одном из плеч которого расположена рукоятка 7, на другом - бочкообразный ролик 8 на оси 9. К средней части рычага 6 с помощью оси 10 шарнирно присоединена качающаяся, регулируемая по длине в зависимости от размера обуви штанга 11 с бочкообразным роликом 12 на оси 13 на другом ее конце.
Перед вставкой блока вовнутрь затянутой обуви с прикрепленным низом наружную часть металлоподноска 1 с выпущенным краем подкладки 4 и нижнюю поверхность металлопластины 2 промазывают клеем, например наиритовым.
Готовый промазанный блок заправляется носочной частью вовнутрь обуви 14. За рукоятку 7 приспособление вводится в обувь, при этом ролик 12 штанги 11 упирается в носочную часть блока, а ролик 8 двуплечего рычага 6 в пяточную часть блока. Упирая ролик 8 двуплечевого рычага 6 в внутреннюю пяточную часть обуви, как показано на фиг.3, и поворачивая рычаг 6 по часовой стрелке и обратно, сообщают ролику 12 через штангу 11 возвратно-поступательные движения по верхней поверхности блока. Происходит прижим намазанной клеем нижней поверхности блока к основной стельке, благодаря чему осуществляется их склеивание. Приклеивание металлоподноска 1 происходит, когда ролик 12 займет крайнее левое положение и прижмет промазанный клеем металлоподносок 1 к внутренней поверхности носочной части обуви. Затем, упирая ролик 12 штанги 11 во внутреннюю носочную часть обуви 14 (фиг.3) поворотом рычага 6 против часовой стрелки и обратно, сообщают ролику 8 возвратно-поступательное движение по верхней поверхности пяточной части металлопластины 2. Происходит прижим намазанной клеем нижней поверхности пяточной части пластины 2 к основной стельке, благодаря чему осуществляется их склеивание. Таким образом весь блок приклеивается к внутренней поверхности обуви. За рукоятку 7 приспособление извлекается из обуви, после чего выпущенный край подкладки 4 приклеивается к подкладке (поднаряду) обуви 14 изнутри, закрывая край металлоподноска 1.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ВСТАВКИ МЕТАЛЛОПОДНОСКА В СПЕЦИАЛЬНУЮ ПРОТИВОУДАРНУЮ ОБУВЬ | 2010 |
|
RU2411887C1 |
| Способ затяжки верха обуви на колодке | 1980 |
|
SU984443A1 |
| Клеевая обувь | 1984 |
|
SU1741757A1 |
| Способ изготовления обуви для спортивных бальных танцев | 2018 |
|
RU2703562C1 |
| Конструкция здоровьесберегающей обуви на высоком и серхвысоком каблуке | 2019 |
|
RU2729645C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УТЕПЛЕННОЙ ОБУВИ | 2000 |
|
RU2205578C2 |
| Способ изготовления обуви и колодка для изготовления узла низа обуви | 1985 |
|
SU1431723A1 |
| АНТИСТАТИЧЕСКАЯ ОБУВЬ | 2005 |
|
RU2400112C2 |
| ОРТОПЕДИЧЕСКАЯ ОБУВЬ ДЛЯ БОЛЬНЫХ САХАРНЫМ ДИАБЕТОМ, ИМЕЮЩИХ ДИАБЕТИЧЕСКУЮ ПАТОЛОГИЮ СТОПЫ, И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2182808C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБУВИ ДЛЯ СПОРТИВНЫХ БАЛЬНЫХ ТАНЦЕВ | 2009 |
|
RU2415624C1 |
Способ изготовления специальной противоударной и проколозащитной обуви относится к обувной подотрасли легкой промышленности, в частности к производству обуви специального назначения с защитой от ударов в носочной части и проколов и порезов со стороны следа обуви. Способ по изобретению может быть использован при производстве обуви любых конструкций и методов крепления низа. Способ заключается в следующем: в затянутую обувь с прикрепленным низом вставляется отдельно изготовленный блок из жестко соединенных (склепанных) металлоподноска и металлопластины. При этом внутренняя поверхность металлоподноска выклеивается подкладочным плотным материалом, а на верхнюю поверхность металлопластины наклеивается вкладная стелька с необходимыми гигиеническими свойствами. Закрепление предварительно промазанного клеем блока внутри затянутой обуви осуществляется с помощью приспособления, состоящего из двуплечего рычага, на одном из плеч которого расположена рукоятка. На другом плече рычага - бочкообразный ролик. К средней части рычага шарнирно присоединена качающаяся, регулируемая по длине в зависимости от размера обуви штанга с бочкообразным роликом на другом ее конце. После завершения операции приспособление извлекается из обуви, а выступающая кромка подкладочного материала металлоподноска приклеивается к подкладке (поднаряду) обуви изнутри, закрывая край металлоподноска. Технический результат, который достигается при использовании способа по изобретению, заключается в том, что он позволяет изготавливать ударопрочную и проколозащитную обувь с более высокой производительностью, меньшей трудоемкостью и повышенного качества. 1 з.п. ф-лы, 4 ил.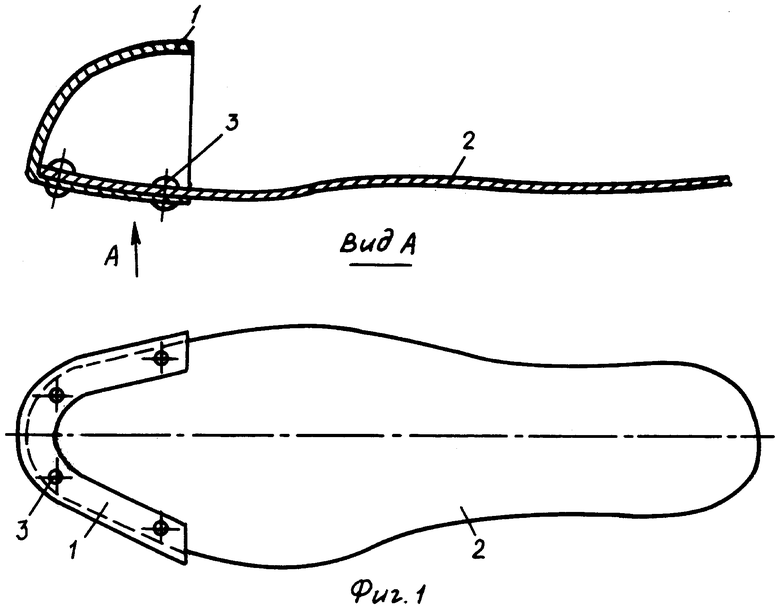
| Способ получения оптического стекла | 1933 |
|
SU38271A1 |
| GB 479364 А, 04.02.1938 | |||
| Женские туфли с упругой опорной пластинкой | 1959 |
|
SU131702A1 |
| Узел охлаждения электрода металлургической печи | 1976 |
|
SU608273A1 |
| Клеевая обувь | 1984 |
|
SU1741757A1 |
| Устройство для защиты трансформаторов с односторонним питанием | 1972 |
|
SU446930A1 |

