Изобретение относится к обувной промышленности, а именно к способу изготовления обуви, и может быть использовано для исполнителей классических и латиноамериканских бальных танцев.
Известен способ изготовления обуви типа мокасин, при котором верх заготовки, дублированный подкладкой, сострачивают лицевыми поверхностями между собой с мягкой подошвой, до пяточной части, выворачивают лицевой стороной наружу, формуют заготовку обуви и вставляют задник [см. пат. РСТ №9701294 (межд. з-ка PCT/US96/03102 от 16.05.96 г., МПК A43B 3/14, 9/08].
Недостатками такого способа изготовления обуви является отсутствие операций по установке каблука, что противоречит требованиям, которые предъявляются к обуви при выполнении спортивных бальных танцев, не позволяет плотно удерживать ступню исполнителя, т.к. не предусмотрены припуски при изготовлении подошвы обуви индивидуально, по форме ступни каждого исполнителя, что впоследствии влияет на качество исполнения им танца.
Наиболее близким по технической сущности и достигнутому результату к заявленному способу является способ изготовления обуви для спортивных бальных танцев, при котором верх заготовки, дублированный подкладкой, сострачивают с мягкой подошвой, при этом после сострачивания верха заготовки с подошвой шов соединения увлажняют и околачивают, выворачивают заготовку, центруют и формуют ее на колодке, закрепляют многослойную полустельку, вставляют задник и прикрепляют предварительно собранный каблук к подошве. Причем многослойную полустельку закрепляют на подошве в геленочно-пяточной части обуви строчным швом, выполненным П-образным (см. патент России №2243709 от 10.01.2005, МПК A43B 5/12).
Недостатками такого способа изготовления обуви являются прикрепление верха заготовки ко всей поверхности мягкой подошвы обуви, что приводит к снижению гибкости обуви в геленочно-пяточной части при выполнении бальных танцев, например латиноамериканских, создающее неудобства и дискомфорт для исполнителей бальных танцев.
В основу изобретения поставлена задача, создать способ изготовления обуви для спортивных бальных танцев, который обеспечит повышение удобства и комфортности для исполнителей при ее использовании для спортивных бальных танцев.
Поставленную задачу достигают за счет усовершенствования способа изготовления обуви, при котором верх заготовки, дублированный подкладкой, сострачивают с мягкой подошвой, при этом после соединения верха заготовки с подошвой полученный шов увлажняют и околачивают, выворачивают заготовку, центрируют и формуют ее на колодке, вставляют задник, закрепляют многослойную полустельку и прикрепляют к подошве предварительно собранный каблук, в соответствии с изобретением устанавливают берцы к верху заготовки обуви, причем нижние края берцев стачивают втачным швом, полученный шов разглаживают и растрачивают через тесьму, далее к верху заготовки пристрачивают носочно-пучковую часть подошвы.
Заявленный способ изготовления обуви для спортивных бальных танцев поясняется чертежами, где:
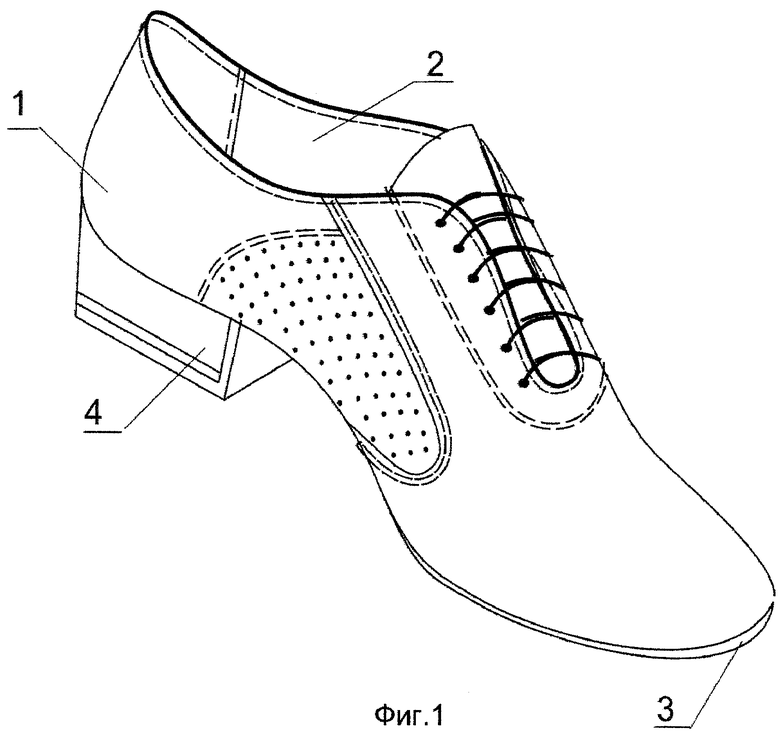
на фиг.1 изображен общий вид танцевальной мужской обуви;
на фиг.2 - установка берцев, стачивание нижних краев через тесьму и сострачивание верха заготовки с мягкой подошвой (до выворачивания);
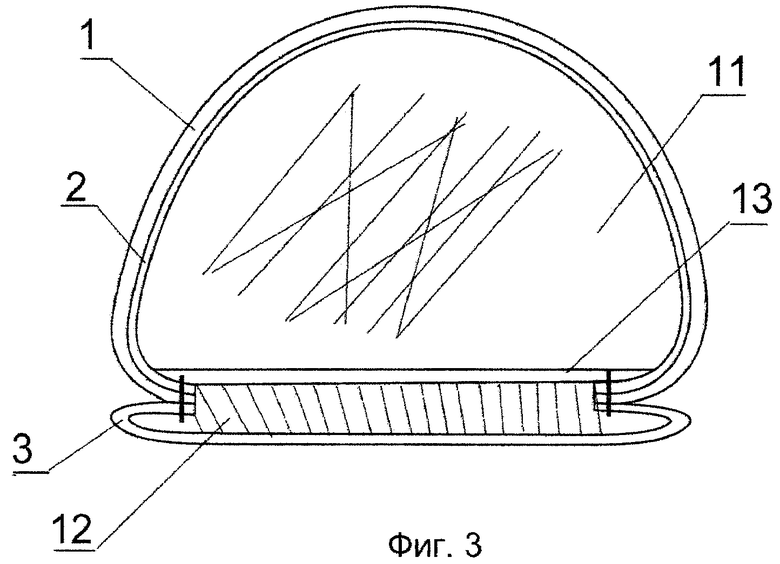
на фиг.3 - сечение заготовки обуви на колодке;
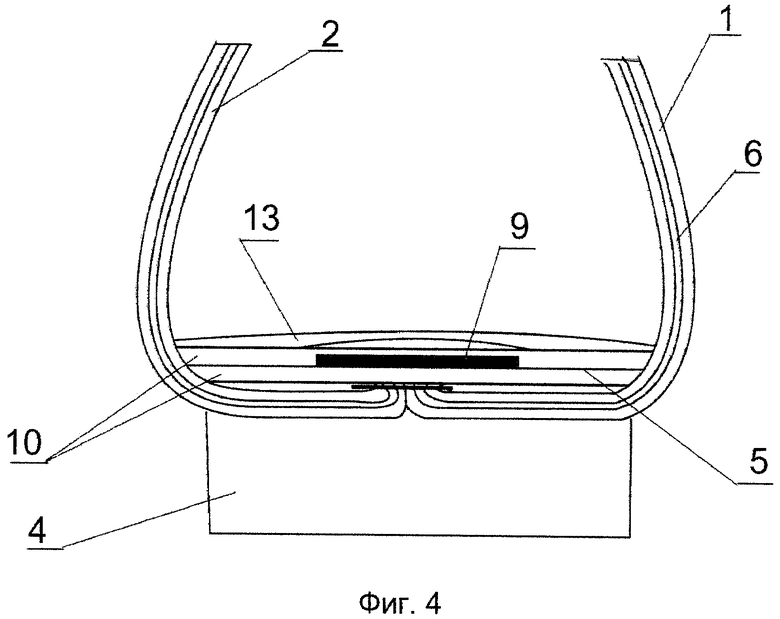
на фиг.4 - сечение заготовки обуви в геленочной части.
Обувь для спортивных бальных танцев содержит верх заготовки 1, дублированный подкладкой 2, мягкую подошву 3 в носочно-пучковой части, каблук 4, полустельку 5 и задник 6. К верху заготовки 1 прикреплены берцы 7. Нижние края берцев 7 расстрочены через тесьму 8. Полустелька 5 выполнена многослойной и состоит из металлического геленка 9, расположенного между двумя слоями 10, например, из электрокартона или между одним слоем из электрокартона, а второй - из тексона. Собранный каблук 4 имеет на передней и набоечной частях спилок. Для формования заготовки обуви используют колодку 11. Для заполнения объема низа обуви и улучшения внутреннего вида и гигиенических свойств обуви используют стандартные составные элементы - простилка 12 и вкладная стелька 13.
Способ изготовления обуви осуществляется следующим образом.
На предварительно выкроенный верх заготовки 1 с подкладкой 2 настрачивают берцы 7, которые складывают лицевыми сторонами так, чтобы нижние края совпадали. После этого их сострачивают втачным швом. Шов нижних краев берцев 7 разглаживают и далее растрачивают двумя параллельными строчками через тесьму 8.
Затем пристрачивают носочно-пучковую часть мягкой подошвы 3 к верху заготовки 1 втачным швом. Причем носочно-пучковую часть подошвы 3 предварительно скрепляют несколькими стежками в носочной части и пристрачивание верха заготовки 1 к подошве 3 начинают от центра так, чтобы края заготовки совпали с краями подошвенной части. Шов, полученный соединением заготовки 1 с мягкой подошвой 3 в носочно-пучковой части, увлажняют, после чего его околачивают. Потом вставляют задник 6 по меткам и выворачивают заготовку 1 с пришитой подошвой 3 и далее одевают на колодку 11, на нижней части которой закреплена многослойная полустелька 5.
В дальнейшем центрируют заготовку 1 обуви по колодке 11 и для умягчения структуры задника 6 наносят растворитель на его поверхность, окончательно формуют заготовку обуви на колодке 11 и затягивают пяточную часть. После этого соединяют многослойную полустельку 5 с подошвой 3 в геленочной части.
Независимо от этого производят сборку каблука 4, при которой обтягивают его по боковой поверхности, кроме передней части, устанавливают набойку и приклеивают спилок на переднюю и набоечную его части. И собранный каблук 4 прикрепляют к низу обуви. После этого производят стандартные операции, а именно устанавливают подпяточник и вклеивают вкладную стельку 13.
Пример конкретного выполнения.
Для изготовления мужской стандартной обуви для классических бальных танцев верх заготовки выкраивают из кожи для верха обуви или кожи из лака по ГОСТ 9705 толщиной 1,0-1,2 мм, внутреннюю подкладку для верха обуви из кожи для подкладки по ГОСТ 940 или спилка для обуви по ГОСТ1838-91 толщиной 0,9-1,2 мм. Кожаную подошву выкраивают из спилка по ГОСТ 1838-91 толщиной не меньше 2,0 мм бахтармяной стороной наружу.
Затем настрачивают верх заготовки, дублированный подкладкой, на берцы, задние и нижние края которых стачивают втачным швом. Причем берцы складывают лицевыми поверхностями так, чтобы нижние края совпали и скрепляют одной строчкой, а концы строчек закрепляют двумя-тремя дополнительными стежками. Далее шов нижних краев берцев заправляют в разглаживающее устройство и тщательно разглаживают сшитые края.
Затем нижние края берцев растрачивают двумя параллельными строчками через тесьму без образования складок и морщин. Перед окончательным пристрачиванием носочно-пучковой части подошвы к верху заготовки носочно-пучковую часть предварительно скрепляют семью-восемью стежками в носочной части. Причем пристрачивание верха заготовки к носочно-пучковой части подошвы начинают от центра так, чтобы края заготовки совпали с краями подошвенной части.
После этого по линии соединения заготовки с носочно-пучковой частью подошвы шов соединения увлажняют, околачивают и выворачивают заготовку. Далее приклеивают простилку на внутреннюю поверхность носочно-пучковой части подошвы.
Затем центруют и формуют заготовку на колодке, пристрачивают многослойную полустельку в геленочной части обуви, вставляют задник, закрепляют предварительно собранный каблук, на передней и набоечной части которого наклеивают спилок бахтармяной стороной наружу, устанавливают подпяточник и вклеивают вкладную стельку.
Предлагаемый способ изготовления обуви позволяет повысить удобство и комфортность для исполнителей бальных танцев путем повышения упругости, прочности и увеличения формостойкости такой обуви.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления обуви для спортивных бальных танцев | 2018 |
|
RU2703562C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБУВИ ДЛЯ СПОРТИВНЫХ БАЛЬНЫХ ТАНЦЕВ | 2003 |
|
RU2243709C1 |
| Способ изготовления обуви | 1990 |
|
SU1757597A1 |
| СПОРТИВНАЯ ОБУВЬ С ЗАЩИТНЫМ ЭЛЕМЕНТОМ ПОДОШВЫ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2021 |
|
RU2763566C1 |
| Обувь с кожаным верхом | 1975 |
|
SU725648A1 |
| Способ изготовления обуви строчечно-клеевого метода крепления | 1987 |
|
SU1517926A1 |
| Способ изготовления бесподкладочной обуви | 1987 |
|
SU1531970A1 |
| ОРТОПЕДИЧЕСКАЯ ОБУВЬ ДЛЯ БОЛЬНЫХ САХАРНЫМ ДИАБЕТОМ, ИМЕЮЩИХ ДИАБЕТИЧЕСКУЮ ПАТОЛОГИЮ СТОПЫ, И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2182808C2 |
| Клеевая обувь | 1984 |
|
SU1741757A1 |
| Втачная стелька для изготовления беззатяжной обуви | 1990 |
|
SU1720628A1 |
Изобретение относится к обувной промышленности, а именно к способу изготовления обуви, и может быть использовано для исполнителей классических и латиноамериканских бальных танцев. Способ изготовления обуви для спортивных бальных танцев, при котором верх заготовки, дублированный подкладкой, сострачивают с мягкой подошвой. При этом после соединения верха заготовки с подошвой полученный шов увлажняют и околачивают, выворачивают заготовку, центрируют и формуют ее на колодке, вставляют задник, закрепляют многослойную полустельку и прикрепляют к подошве предварительно собранный каблук. Устанавливают берцы к верху заготовки обуви, причем нижние края берцев стачивают втачным швом, полученный шов разглаживают и растрачивают через тесьму. Далее к верху заготовки пристрачивают носочно-пучковую часть подошвы. Предлагаемый способ изготовления обуви позволяет повысить удобство и комфортность для исполнителей бальных танцев путем повышения упругости, прочности и увеличения формостойкости такой обуви. 4 ил.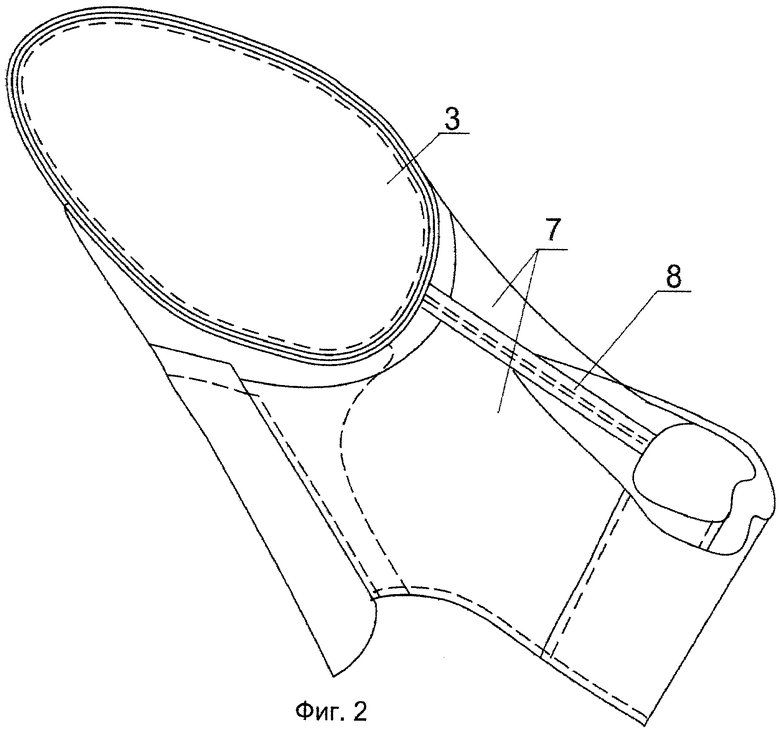
Способ изготовления обуви для спортивных бальных танцев, при котором верх заготовки, дублированный подкладкой, сострачивают с мягкой подошвой, при этом после соединения верха заготовки с подошвой полученный шов увлажняют и околачивают, выворачивают заготовку, центрируют и формуют ее на колодке, вставляют задник, закрепляют многослойную полустельку и прикрепляют к подошве предварительно собранный каблук, отличающийся тем, что устанавливают берцы к верху заготовки обуви, причем нижние края берцев стачивают втачным швом, полученный шов разглаживают и растрачивают через тесьму, далее к верху заготовки пристрачивают носочно-пучковую часть подошвы.
| Способ изготовления твердых, режущих сплавов | 1930 |
|
SU19349A1 |
| АТМОСФЕРИЧЕСКИЙ ТЕПЛОВОЙ ДВИГАТЕЛЬ | 1927 |
|
SU10518A1 |
| БАЛЕТНАЯ ОБУВЬ | 1991 |
|
RU2029480C1 |
| US 20070277394 A1, 06.12.2007. | |||

