4
оо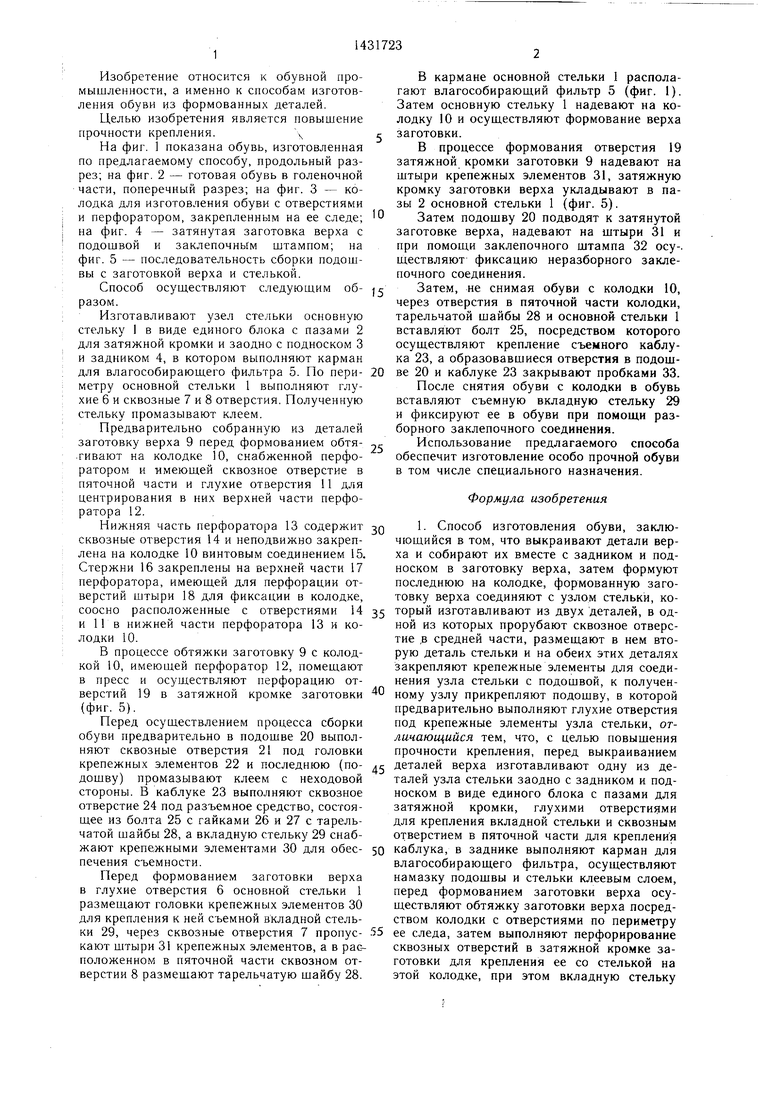
| название | год | авторы | номер документа |
|---|---|---|---|
| Клеевая обувь | 1984 |
|
SU1741757A1 |
| Сборная обувь | 1979 |
|
SU820794A1 |
| Способ изготовления обуви | 1990 |
|
SU1757597A1 |
| ОРТОПЕДИЧЕСКАЯ ОБУВЬ ДЛЯ БОЛЬНЫХ САХАРНЫМ ДИАБЕТОМ, ИМЕЮЩИХ ДИАБЕТИЧЕСКУЮ ПАТОЛОГИЮ СТОПЫ, И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2182808C2 |
| Способ изготовления обуви для спортивных бальных танцев | 2018 |
|
RU2703562C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБУВИ ДЛЯ СПОРТИВНЫХ БАЛЬНЫХ ТАНЦЕВ | 2003 |
|
RU2243709C1 |
| Способ изготовления обуви | 1987 |
|
SU1583075A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБУВИ ДЛЯ СПОРТИВНЫХ БАЛЬНЫХ ТАНЦЕВ | 2009 |
|
RU2415624C1 |
| Способ изготовления обуви | 1984 |
|
SU1227158A1 |
| Способ затяжки обуви литьевого метода крепления | 1986 |
|
SU1412717A1 |
Изобретение относится к обувной промышленности и служит для повышения прочности крепления верха с низом обуви при изготовлении особо прочной обуви. По данному способу основную стельку изготавливают в виде единой детали заодно с задником и подноском и с пазами для затяжной кромки. Заготовку верха обтягивают на колодке, снабженной перфоратором, и выполняют сквозные отверстия в затяжной кромке. На колодку надевают основную стельку с расположенными в ее отверстиях крепежными элементами, осуш,ествляют надевание заготовки при помощи отверстий на штыри крепежных элементов, формуют заготовку и прикрепляют к образовавшемуся узлу подошву при помош,и многозаклепочного штампа. Через отверстие в колодке прикрепляют каблук, отверстия в подошве и каблуке закрывают пробками и полученную обувь снимают с колодки. Внутри обуви закрепляют гигиеническую вкладную стельку при помо- ши заклепочных соединений, которые обеспечивают ее съемность. 1 с. п. ф-лы, 5 ил. с S
ГчЭ
со
Изобретение относится к обувной промышленности, а именно к способам изготовления обуви из формованных деталей.
Целью изобретения является повышение прочности крепления.
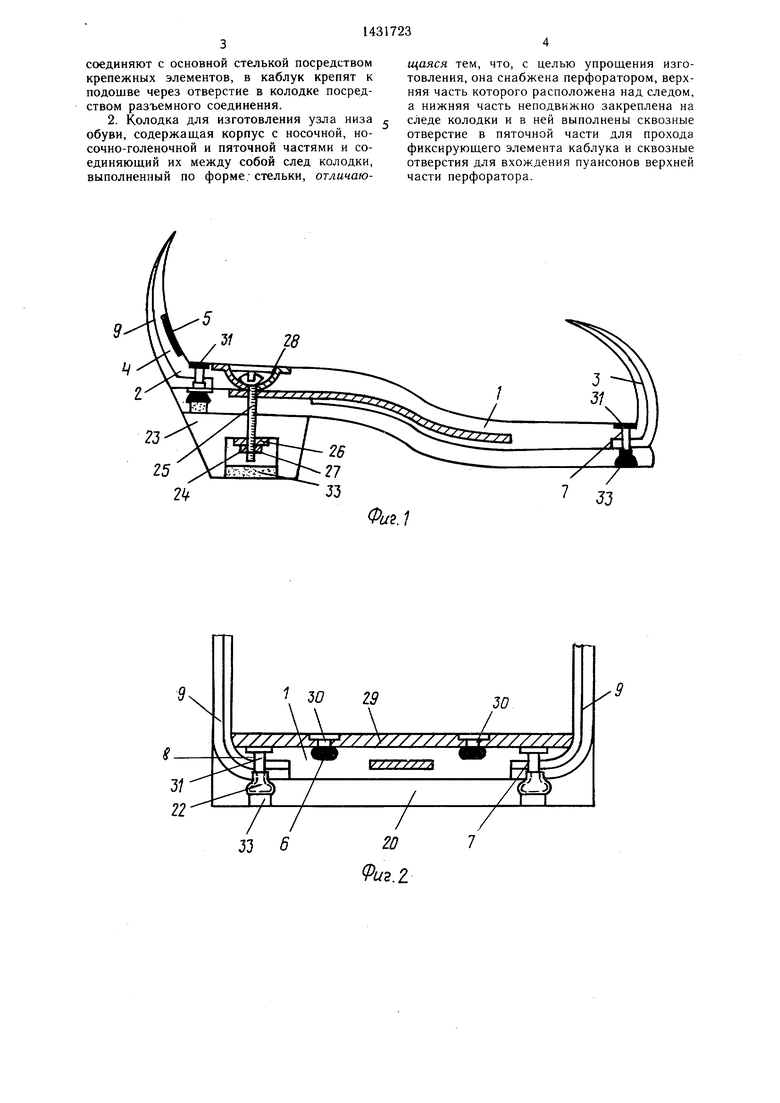
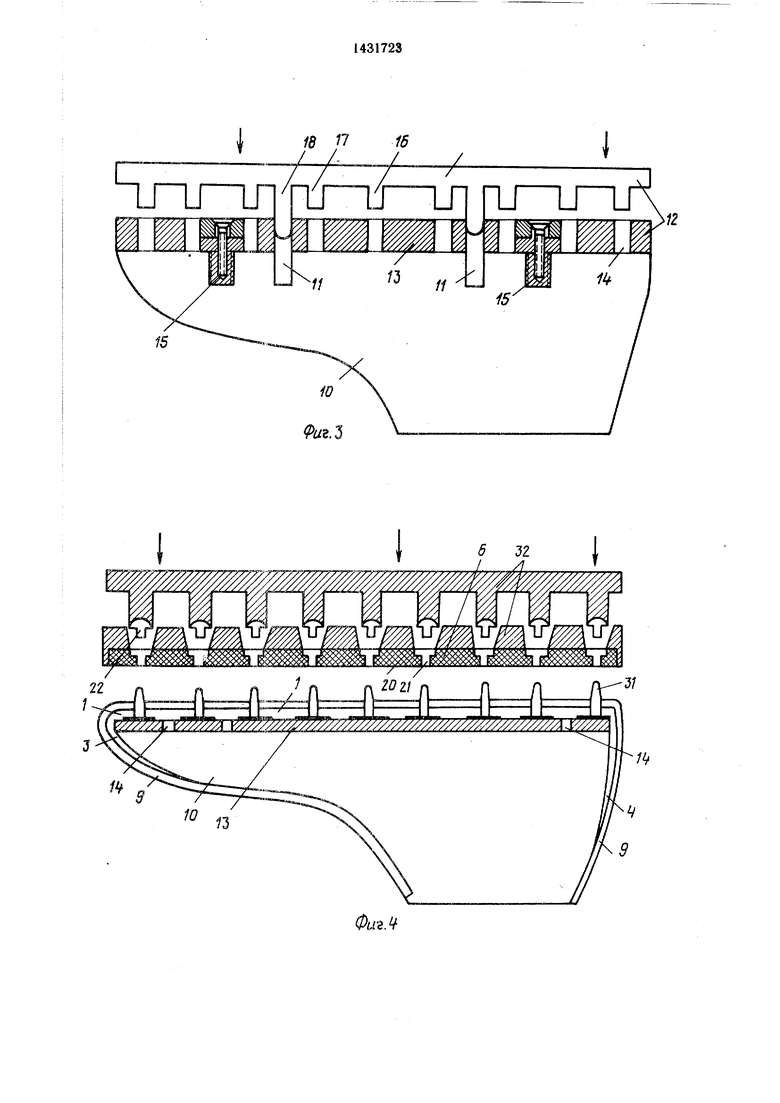
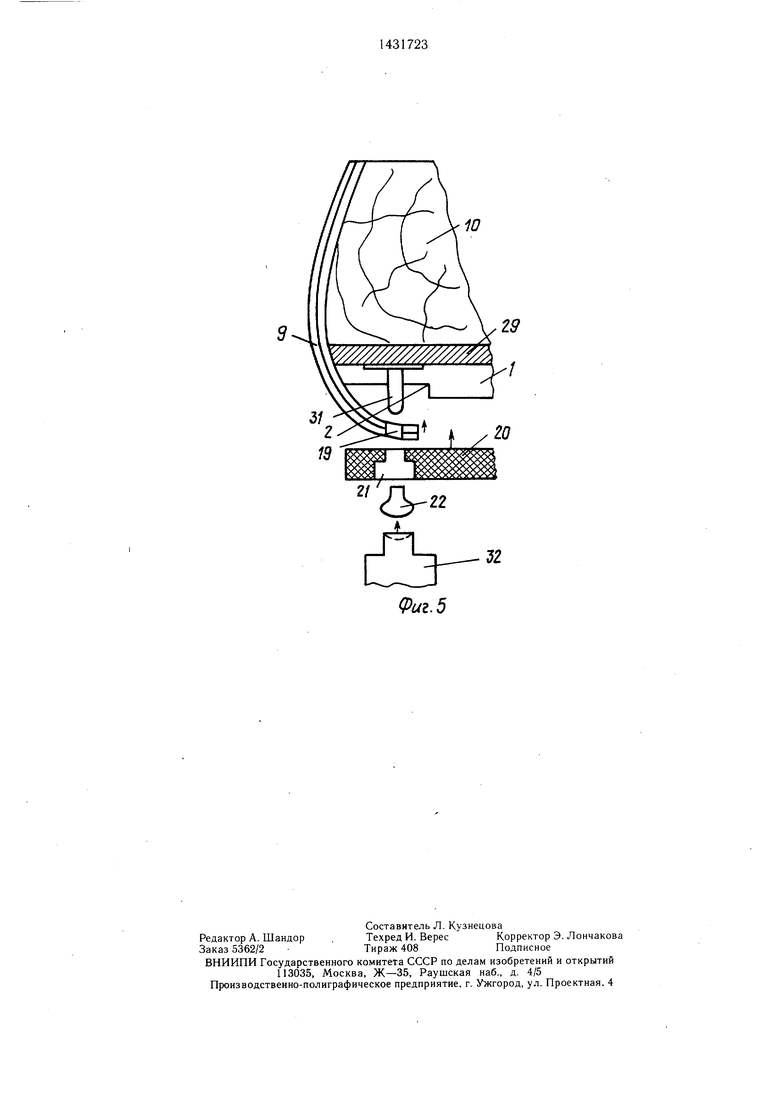
На фиг. 1 показана обувь, изготовленная по предлагаемому способу, продольный разрез; на фиг. 2 - готовая обувь в голеночной части, поперечный разрез; на фиг. 3 - колодка для изготовления обуви с отверстиями и перфоратором, закрепленным на ее следе; на фиг. 4 - затянутая заготовка верха с подошвой и заклепочным штампом; на фиг. 5 - последовательность сборки подошвы с заготовкой верха и стелькой.
Способ осуш,ествляют следующим об- разом.
Изготавливают узел стельки основную стельку I в виде единого блока с пазами 2 для затяжной кромки и заодно с подноском 3 и задником 4, в котором выполняют карман для влагособираюшего фильтра 5. По пери- метру основной стельки 1 выполняют глухие 6 и сквозные 7 и 8 отверстия. Полученную стельку промазывают клеем.
Предварительно собранную из деталей заготовку верха 9 перед формованием обтя- гивают на колодке 10, снабженной перфоратором и имеюшей сквозное отверстие в пяточной части и глухие отверстия 11 для центрирования в них верхней части перфоратора 12.
Нижняя часть перфоратора 13 содержит сквозные отверстия 14 и неподвижно закреплена на колодке 10 винтовым соединением 15. Стержни 16 закреплены на верхней части 17 перфоратора, имеюш,ей для перфорации отверстий штыри 18 для фиксации в колодке, соосно расположенные с отверстиями 14 и 11 в нижней части перфоратора 13 и колодки 10.
В процессе обтяжки заготовку 9 с колодкой 10, имеющей перфоратор 12, помещают в пресс и осуществляют перфорацию отверстий 19 в затяжной кромке заготовки (фиг. 5).
Перед осуществлением процесса сборки обуви предварительно в подошве 20 выполняют сквозные отверстия 21 под головки крепежных элементов 22 и последнюю (по- дошву) промазывают клеем с неходовой стороны. В каблуке 23 выполняют сквозное отверстие 24 под разъемное средство, состоящее из болта 25 с гайками 26 и 27 с тарельчатой шайбы 28, а вкладную стельку 29 снабжают крепежными элементами 30 для обес- печения съемности.
Перед формованием заготовки верха в глухие отверстия 6 основной стельки 1 размещают головки крепежных элементов 30 для крепления к ней съемной вкладной стельки 29, через сквозные отверстия 7 пропус- кают штыри 31 крепежных элементов, а в расположенном в пяточной части сквозном отверстии 8 размешают тарельчатую щайбу 28.
В кармане основной стельки 1 располагают влагособирающий фильтр 5 (фиг. 1). Затем основную стельку 1 надевают на колодку 10 и осуществляют формование верха заготовки.
В процессе формования отверстия 19 затяжной кромки заготовки 9 надевают на штыри крепежных элементов 31, затяжную кромку заготовки верха укладывают в пазы 2 основной стельки 1 (фиг. 5).
Затем подошву 20 подводят к затянутой заготовке верха, надевают на штыри 31 и при помощи заклепочного штампа 32 осу-, ществляют фиксацию неразборного заклепочного соединения.
Затем, не снимая обуви с колодки 10, через отверстия в пяточной части колодки, тарельчатой шайбы 28 и осиовной стельки 1 вставляют болт 25, посредством которого осуществляют крепление съемного каблука 23, а образовавщиеся отверстия в подошве 20 и каблуке 23 закрывают пробками 33.
После снятия обуви с колодки в обувь вставляют съемную вкладную стельку 29 и фиксируют ее в обуви при помощи разборного заклепочного соединения.
Использование предлагаемого способа обеспечит изготовление особо прочной обуви в том числе специального назначения.
Формула изобретения
соединяют с основной стелькой посредством крепежных элементов, в каблук крепят к подошве через отверстие в колодке посредством разъемного соединения.
Физ.1
/IZ
16 Z™
1
10
16 Z™
/
/
/3
Фи-ёМ
10
п
Фиг. 5
| Патент США № 3523379, кл | |||
| Коридорная многокамерная вагонеточная углевыжигательная печь | 1921 |
|
SU36A1 |
