ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к способу изготовления подгузника-трусов одноразового использования или гигиенических трусов одноразового типа с поддающимися раскрытию и повторному герметичному закрытию боковыми продольными деталями, включающему в себя этап, на котором ленту из соединенных друг с другом заготовок подгузников-трусов, каждая из которых содержит абсорбирующее тело, заключенное между внутренним покрывающим листом из проницаемого для жидкостей материала и наружным покрывающим листом из не проницаемого для жидкостей материала, и имеет переднюю, заднюю и промежуточную промежностную части, образуют с помощью ряда абсорбирующих тел, накладываемых на непрерывную ленту из внутреннего или наружного покрывающего листового материала, после чего непрерывную ленту из наружного или внутреннего покрывающего листового материала накладывают на ленту с абсорбирующими телами и крепят к ней в тех ее частях, которые находятся снаружи абсорбирующих тел, и настоящее изобретение относится также к подгузнику-трусам одноразового использования или гигиеническим трусам одноразового использования, изготавливаемым посредством данного способа.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Подгузник-трусы с поддающимися раскрытию и повторному герметичному закрытию боковыми продольными деталями объединяет преимущества обычных подгузников-трусов и обычных подгузников. Их изготавливают с герметично закрытыми боковыми продольными деталями и подобно обычному подгузнику-трусам их можно снять и надеть таким же образом, как трусы. За счет того, что боковые продольные детали поддаются раскрытию, подгузник-трусы может быть снят так же, как обычные подгузники, в результате чего можно избежать пачкания ребенка во время смены подгузника-трусов. Кроме того, то обстоятельство, что подгузник-трусы поддается повторному герметичному закрытию, означает, что родитель может раскрыть подгузник-трусы, чтобы проверить, нуждается ли он в смене, и может снова герметично закрыть подгузник-трусы, если необходимость в смене отсутствует. Следовательно, предпочтительно иметь возможность изготавливать подобные подгузники-трусы экономичным образом.
В документах WO 99/65439, WO 99/65441, WO 00/37007 и WO 00/37010 описаны способы изготовления подгузников-трусов, в которых боковые продольные детали прикрепляют с возможностью отсоединения и повторного герметичного присоединения к боковым частям элемента подгузника-трусов, который охватывает абсорбирующее тело. Эти способы требуют большой точности при наложении боковых продольных деталей и при использовании данных способов также трудно выполнить поддающийся разъединению и повторному герметичному соединению соединительный элемент в виде соединительного элемента, защищенного от разъединения детьми.
Задачей настоящего изобретения является разработка способа изготовления подгузника-трусов одноразового использования или гигиенических трусов одноразового типа с поддающимися раскрытию и повторному герметичному закрытию боковыми продольными деталями, при этом указанный способ требует меньшей точности по сравнению с ранее известными способами для наложения боковых продольных деталей на непрерывную ленту из заготовок подгузников-трусов, расположенных последовательно. К дополнительным задачам относятся уменьшение требуемой точности вырезания отдельных заготовок подгузников-трусов из ленты и обеспечение возможности выполнения соединительных элементов, защищенных от разъединения их детьми, простым образом.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
В соответствии с изобретением эти задачи решаются посредством способа изготовления подгузника-трусов одноразового использования или гигиенических трусов одноразового типа с поддающимися раскрытию и повторному герметичному закрытию, боковыми продольными деталями, включающего в себя этап, на котором ленту из соединенных друг с другом заготовок подгузников-трусов, каждый из которых содержит абсорбирующее тело, заключенное между внутренним покрывающим листом из проницаемого для жидкостей материала и наружным покрывающим листом из не проницаемого для жидкостей материала, и имеет переднюю часть, заднюю часть и промежуточную промежностную часть, образуют с помощью ряда абсорбирующих тел, накладываемых на непрерывную ленту из внутреннего или наружного покрывающего листового материала, после чего непрерывную ленту из наружного или внутреннего покрывающего листового материала накладывают на ленту с абсорбирующими телами и крепят к ней в тех ее частях, которые находятся снаружи абсорбирующих тел, отличающегося следующими этапами:
а) первые отдельные боковые продольные детали, каждая из которых имеет две части, соединенные друг с другом посредством поддающегося разъединению и повторному герметичному скреплению соединительного элемента, крепят к боковым участкам передних частей или задних частей заготовок подгузников-трусов, и
b) вторые отдельные боковые продольные детали крепят к боковым участкам тех из передних частей или задних частей заготовок подгузников-трусов, которые не снабжены или не должны быть снабжены первыми боковыми продольными деталями, после чего
с) отдельные заготовки подгузников-трусов, снабженные боковыми продольными деталями, вырезают из ленты из соединенных друг с другом заготовок подгузников-трусов, после чего
d) каждую заготовку подгузника-трусов сгибают относительно поперечной оси в промежностной части так, чтобы передняя и задняя части заготовки были расположены рядом друг с другом, после чего
е) первые и вторые боковые продольные детали каждой заготовки подгузника-трусов, которые были сложены в направлении друг к другу, крепят друг к другу.
Благодаря тому, что поддающийся разъединению и повторному герметичному скреплению соединительный элемент выполнен на состоящей из двух частей - передней или задней боковой продольной детали, поддающийся разъединению и повторному герметичному скреплению соединительный элемент может быть подан на технологическую линию для изготовления подгузников-трусов в собранном состоянии, что позволяет уменьшить требования к точности на технологической линии по сравнению с ситуацией, когда герметичное скрепление соединительного элемента выполняют на технологической линии. Кроме того, такая конструкция означает, что соединительный элемент может быть выполнен защищенным от разъединения его детьми вне технологической линии, что предпочтительно с точки зрения технологии производства.
В предпочтительном варианте осуществления абсорбирующие тела располагают таким образом, чтобы передние и задние части абсорбирующих тел были направлены друг к другу у соседних абсорбирующих тел в ряде абсорбирующих тел, и таким образом, чтобы первые и вторые боковые продольные детали соседних заготовок подгузников-трусов проходили от края до края обеих соседних друг с другом передней и задней частей. Первые и вторые боковые продольные детали крепят к наружному или внутреннему покрывающему листу заготовок подгузников-трусов. В альтернативном варианте первые и вторые боковые продольные детали размещают между наружным и внутренним покрывающими листами заготовок подгузников-трусов и крепят к обоим этим листам. Кроме того, боковые продольные детали, по меньшей мере частично, состоят из эластичного материала и поддающийся разъединению и повторному герметичному скреплению соединительный элемент, который соединяет две части каждой первой боковой продольной детали друг с другом, предпочтительно состоит из соединительного элемента, защищенного от разъединения его детьми.
Изобретение также относится к подгузнику-трусам одноразового использования или к гигиеническим трусам одноразового типа с передней частью, задней частью и промежуточной промежностной частью, который содержит абсорбирующее тело, заключенное между внутренним покрывающим листом из проницаемого для жидкостей материала и наружным покрывающим листом из не проницаемого для жидкостей материала, и отдельные боковые продольные детали, которые с обеих сторон абсорбирующего тела проходят снаружи внутреннего и наружного покрывающих листов и соединяют переднюю и заднюю части подгузника-трусов друг с другом так, что подгузник-трусы приобретает форму, подобную форме трусов с отверстием для талии и двумя отверстиями для ног, при этом указанные боковые продольные детали имеют передние и задние части, которые соединены друг с другом с помощью шва, отличающемуся тем, что каждая боковая продольная деталь является эластичной и имеет две части, которые соединены друг с другом посредством поддающегося разъединению и повторному герметичному скреплению соединительного элемента.
В предпочтительном варианте осуществления поддающийся разъединению и повторному герметичному скреплению соединительный элемент состоит из защищенного от разъединения его детьми соединительного элемента. В альтернативном варианте в дополнение к поддающемуся разъединению и повторному герметичному скреплению соединительному элементу каждая боковая продольная деталь также имеет второй соединительный элемент, защищенный от разъединения его детьми, который выполнен с возможностью разъединения и разрушается при раскрытии боковой продольной детали в первый раз. Усилие, необходимое для раскрытия соединительного элемента, защищенного от разъединения его детьми, превышает 4 Н, предпочтительно превышает 6 Н, более предпочтительно превышает 8 Н и наиболее предпочтительно превышает 10 Н, но составляет менее 20 Н, предпочтительно менее 15 Н. Кроме того, эластичные боковые продольные детали имеют участки из неэластичного материала в тех частях, к которым прикреплены части соединительных элементов.
ОПИСАНИЕ ФИГУР
Далее изобретение будет описано со ссылкой на прилагаемые чертежи, на которых:
фиг.1 и 2 - схематичные изображения, соответственно на виде сбоку и виде сверху, установки для изготовления подгузника-трусов в соответствии с первым вариантом осуществления изобретения,
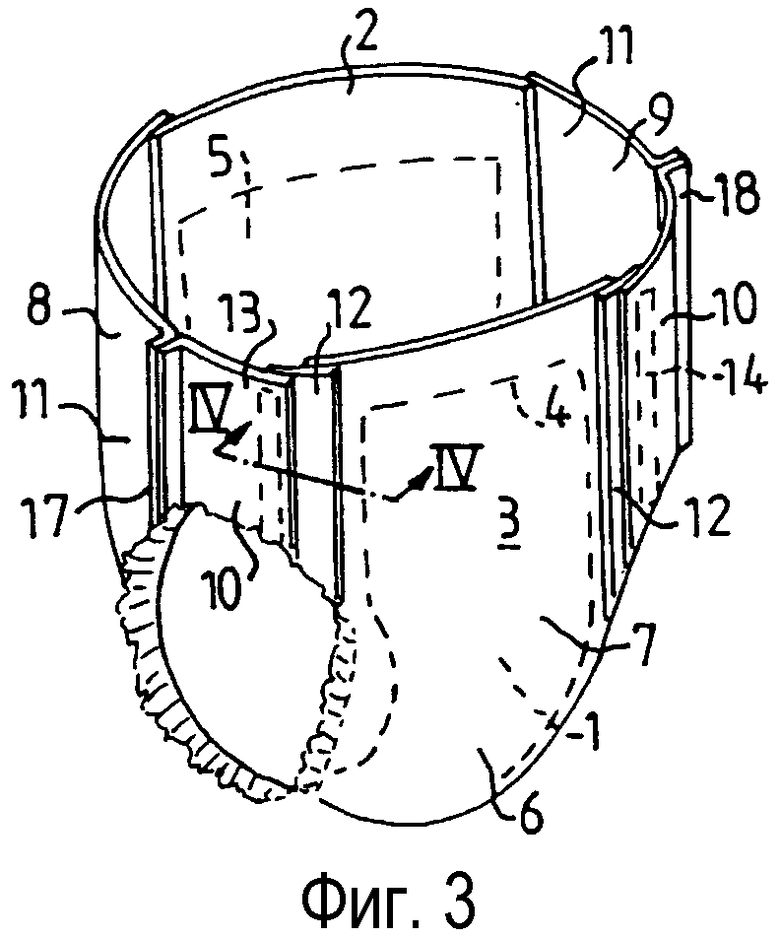
фиг.3 - схематичное перспективное изображение подгузника-трусов, изготовленного в установке по фиг.1 и 2,
фиг.4 - поперечное сечение, выполненное по линии IV-IV на фиг.3,
фиг.5 и 6 - аналогичные фиг.1 и 2 изображения установки в соответствии со вторым вариантом осуществления изобретения, и
фиг.7 - схематичное изображение способа проверки характеристики соединительного элемента, обеспечивающей его защищенность от разъединения детьми.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
Фиг.1 и 2 представляют собой схематичные изображения установки для изготовления подгузника-трусов по фиг.3. Подгузник-трусы, показанный на фиг.3, имеет абсорбирующее тело 1, заключенное между внутренним покрывающим листом 2 из проницаемого для жидкостей материала и наружным покрывающим листом 3 из не проницаемого для жидкостей материала. Покрывающие листы 2 и 3 соединены друг с другом посредством клеевого соединения или сварки в частях, расположенных снаружи абсорбирующего тела. Элемент 7, образованный покрывающими листами и абсорбирующим телом, имеет переднюю часть 4, заднюю часть 5 и промежуточную более узкую промежностную часть 6. Подгузник-трусы 3 по фиг.3 также имеет боковые продольные детали 8, 9, которые проходят между передней и задней частями элемента 7 будучи расположенными с одних и тех же сторон абсорбирующего тела и соединяют эти части друг с другом так, что подгузник-трусы приобретает форму, аналогичную форме трусов.
Каждая из боковых продольных деталей 8, 9 включает в себя переднюю боковую продольную деталь 10 и заднюю боковую продольную деталь 11, которые соединены друг с другом наружными швами 17, 18. Швы 17, 18 рациональным образом выполнены в виде сварных швов, но также могут представлять собой клеевые швы. В свою очередь, каждая из передних боковых продольных деталей 10 выполнена из двух частей 12, 13, которые соединены друг с другом посредством поддающегося разъединению и повторному герметичному скреплению механического соединительного элемента 14, который в показанном примере представляет собой соединение типа Velcro, то есть одна часть 13 выполнена со скрепляющим элементом 15 или охватываемым элементом, имеющим ряд крючков, которые выступают наружу от поверхности скрепляющего элемента, а другая часть 12 выполнена со скрепляющим элементом 16 или охватывающим элементом, имеющим ряд петель или ушек, в которые входят крючки с зацеплением. В показанном иллюстративном варианте осуществления некоторые из крючков охватываемого элемента также прочно присоединены к охватывающему элементу, например прочно приварены к охватывающему элементу путем точечной сварки. Таким образом существует возможность получения соединения, которое младенцу трудно разъединить или младенец вообще не может разъединить, но которое легко разъединяется взрослым человеком. Действительно, было установлено, что младенцам нравится манипулировать их подгузниками-трусами, и по этой причине существует необходимость в соединении, защищенном от разъединения его детьми. Количество сварных точек должно быть выбрано таким, чтобы усилие, необходимое для разъединения такого соединения, превышало 4 Н, предпочтительно превышало 6 Н, более предпочтительно превышало 8 Н и наиболее предпочтительно превышало 10 Н, но составляло менее 20 Н, предпочтительно менее 15 Н с тем, чтобы обеспечить защиту от детей и в то же время сделать соединение таким, чтобы взрослому было легко его разъединить. Усилие разъединения можно легко измерить способом, схематично показанным на фиг.7, путем присоединения груза к той части из двух частей соединения, которая перекрыта, последующего захвата захватываемого участка перекрывающей части и последующего подъема соединения. Если груз останется подвешенным к соединению в течение более чем 30 секунд без разъединения соединения, соединение рассматривается как достаточное для того, чтобы выдерживать груз.
Другой фактор, который влияет на защищенность от разъединения детьми, - это длина язычка для захвата, то есть длина а (см. фиг.7) той части перекрывающей боковой продольной детали, которая выступает за зону соединения. Было установлено, что в том случае, если язычки для захвата имеют длину менее 7 мм, самим детям очень трудно разъединить соединение. По этой причине длина язычка для захвата должна составлять от 3 до 7 мм, предпочтительно от 4 до 6 мм.
Защищенность от разъединения детьми также может быть обеспечена другим способом посредством того, что вне механического соединительного элемента 14 перекрывающиеся участки двух частей 12, 13 передних боковых продольных деталей соединены друг с другом с помощью второго поддающегося разъединению соединительного элемента (соединения), который не может быть повторно соединен, например посредством сварного соединения или клеевого соединения, характеризуемого усилием разъединения, соответствующим указанному выше. Второе соединение данного типа разрушается, когда боковые продольные детали разъединяют в первый раз. Самый наружный краевой участок перекрывающейся части двух частей 12, 13 также может быть прочно присоединен к расположенной под ним части боковой продольной детали и в этом случае разъединение обеспечивают с помощью линии ослабления на перекрывающей части, расположенной между соединительным элементом 14 и прочно присоединенным самым наружным краевым участком.
Боковые продольные детали 8, 9 являются эластичными и предпочтительно изготовлены из эластичного материала. Однако в тех частях, которые имеют скрепляющие элементы 15, 16, боковые продольные детали предпочтительно выполнены из неэластичного материала для упрощения присоединения скрепляющих элементов. Эластичный материал может состоять из эластиков, образованных из блок-сополимеров, таких как полиуретаны, сополимеры простых полиэфиров и сложных эфиров, блок-сополимеры полиамида и простого полиэфира, этиленвинилацетаты и т.п., включая полиуретаны, поставляемые компанией E. I. Du Pont de Nemours Co., США, под названием LYCRA® (также известные как "спандекс"); эластомерные сополимеры стирола и бутадиена, включая такие, как материал KRATON®, которые поставляются Shell Chemical Company, Хьюстон, Техас, США; тетраблок-сополимеры, включая эластомерные блок-сополимеры типа стирол-поли (этилен-пропилен), поставляемые Shell Chemical Company, Хьюстон, Техас, США, под товарным знаком KRATON®; полиамиды, включая полиэфирблокамиды (polyether block amides), поставляемые Ato Chemical Company, США под товарным знаком PEBAX®; сложные полиэфиры, такие как поставляемые компанией E. I. Du Pont de Nemours Co. под товарным знаком HYTREL®; single-site (одноцентровые) или катализированные металлоценами полимеры, включая single-site или катализированные металлоценами полиолефины с плотностью менее приблизительно 0,89 грамма на см3, поставляемые компанией Dow Chemical Co., США под товарным знаком AFFINITY®, и природный и синтетический каучук. Неэластичный материал может состоять из нетканого материала, например нетканого материала фильерного способа производства, нетканого материала, полученного прочесыванием древесно-волокнистой массы, нетканого материала, полученного аэродинамическим способом из расплава, или ламината из нетканых материалов, например ламината из следующих слоев - слоя нетканого материала фильерного способа производства, слоя нетканого материала, полученного аэродинамическим способом из расплава, и слоя нетканого материала фильерного способа производства. Волокна, используемые для образования нетканых материалов, могут состоять из волокон из полиолефинов, например из полиэтилена или полипропилена, или из сложного полиэфира. Кроме того, нетканый материал может состоять из смеси волокон различных типов или из волокон, которые состоят из нескольких различных полимеров, называемых сополимерами. Неэластичный материал также может представлять собой пластиковую пленку. Следовательно, в предпочтительном варианте осуществления, по меньшей мере, части 13 из двух поддающихся отсоединению частей 12, 13, из которых состоят передние боковые продольные детали 10, в свою очередь образованы, по меньшей мере, из двух частей. Тем не менее, для простоты части 13 показаны на фигурах как цельные куски материала. Материал боковых продольных деталей также может быть воздухопроницаемым для повышения степени комфортности.
Назначение эластичных боковых продольных деталей состоит в придании подгузнику-трусам хорошей прилегаемости. Следует отметить, что боковые продольные детали, само собой разумеется, выполнены с такими размерами, которые обеспечивают получение необходимой силы упругости, но не превышающей необходимую. Следовательно, существует возможность того, что боковые продольные детали также будут иметь части из неэластичного материала в местах, отличных от мест расположения скрепляющих элементов.
Что касается материала для образования боковых продольных деталей, то также можно использовать два листа нетканого материала, между которыми эластичный материал, эластичные ленты или эластичные нити будут закреплены в растянутом состоянии. При использовании такого материала эластичные и неэластичные части боковых продольных деталей будут состоять из участков с таким эластичным материалом и без такого эластичного материала.
Для улучшения доступа к поддающимся разъединению и повторному герметичному скреплению соединительным элементам 14 части 13 передних боковых продольных деталей 10 выполнены с существенно большей протяженностью в окружном направлении по сравнению с частями 12, взаимодействующими с ними. Таким образом, соединительные элементы 14 будут расположены спереди на подгузнике-трусах, что облегчает доступ к ним для родителя, который хочет раскрыть или снять подгузник-трусы с ребенка, лежащего на спине. В варианте осуществления, показанном на фиг.3, части 12, которые имеют небольшую протяженность в окружном направлении, предпочтительно изготовлены полностью из неэластичного материала, например из нетканого материала.
Само собой разумеется, также существует возможность того, что вместо частей 12 части 13 будут иметь малую протяженность в окружном направлении, и в этом случае соединительные элементы 14 будут располагаться близко к боковым швам 17, 18. При такой конструкции соединительные элементы будут расположены на боку пользователя и поэтому ими труднее будет манипулировать. Тем не менее, такая конструкция обеспечивает немного более высокую степень комфортности для пользователя и уменьшает риск натирания. Также существует возможность размещения поддающихся разъединению и повторному герметичному скреплению соединительных элементов на задних боковых продольных деталях вместо размещения их на передних боковых продольных деталях.
Как видно на фиг.3, элемент 7 также имеет резинку для ног, состоящую из одной или нескольких резиновых нитей, которые расположены между покрывающими листами 2 и 3 и прикреплены к ним в растянутом состоянии с обеих сторон абсорбирующего тела 1.
Проницаемый для жидкостей покрывающий лист 2 состоит, например, из нетканого материала из полипропилена фильерного способа производства. Другие материалы, которые используют для образования проницаемых для жидкостей покрывающих листов, так называемых верхних листов абсорбирующих изделий, такие как нетканые материалы из синтетических и/или натуральных волокон, перфорированные пластиковые листы или ламинаты из таких материалов, само собой разумеется, также могут быть использованы в качестве покрывающего листа 2.
Не проницаемый для жидкостей наружный покрывающий лист 3 может состоять из листа пластика, предпочтительно воздухопроницаемого типа, или из ламината из листа пластика и нетканого материала. Могут быть использованы все материалы, используемые в качестве так называемых задних листов для абсорбирующих изделий.
Абсорбирующее тело 1 предпочтительно содержит слой целлюлозных волокон с добавлением или без добавления суперабсорбентов и/или связующих волокон. Могут быть использованы другие материалы, такие как вспененный материал или мох. Абсорбирующее тело также может быть образовано из нескольких слоев и предпочтительно содержит слой материала с высокой проницаемостью, например вату.
Вариант осуществления способа изготовления подгузника-трусов согласно фиг.3 будет описан далее со ссылкой на фиг.1 и 2. Для упрощения сопоставления с подгузником-трусами по фиг.3 элементам на фиг.1 и 2 были даны те же ссылочные номера, что и соответствующим элементам готового подгузника-трусов на фиг.3. Например, ленте из проницаемого для жидкостей материала на фиг.1 и 2 был дан тот же ссылочный номер, что и покрывающему листу 2 готового подгузника-трусов.
Подгузник-трусы согласно фиг.3 изготавливают следующим образом.
Абсорбирующие тела 1 помещают на движущуюся ленту 2 из проницаемого для жидкостей материала с помощью передающего барабана 19, на который были наложены абсорбирующие тела 1, образованные на барабане (непоказанном) для формования матов. Если существует возможность образования абсорбирующих тел 1 синхронно с подачей ленты 2 из материала вперед, передающий барабан можно исключить и барабан 19 может представлять собой барабан для формования матов.
После этого ленту 3 из не проницаемого для жидкостей материала помещают сверху на ряд абсорбирующих тел 1. Лента 3 из материала проходит через устройство 20 для нанесения клея непосредственно перед наложением ее и с помощью пары роликов 21 осуществляют крепление ленты 3 к ленте 2 из материала в тех частях, которые расположены снаружи абсорбирующих тел 1. В случае необходимости ленту 3 из материала также крепят к задней стороне каждого абсорбирующего тела 1. Резиновые нити или эластичные ленты 22 вставляют с помощью подающего устройства (непоказанного) между лентами 2 и 3 и крепят к ним с помощью пары роликов 21. Поперечные эластичные элементы, а именно поясные эластичные элементы, также рациональным образом накладывают между лентами 2 и 3 до того, как они пройдут между двумя роликами 21. Для ясности эти эластичные элементы не показаны на фигурах. Следует отметить, что технологические операции, описанные выше, являются традиционными и хорошо известны специалисту.
Комбинированная непрерывная лента 1, 2, 3 из заготовок подгузников-трусов проходит затем через первое устройство 22, в котором передние боковые продольные детали 10 накладывают на переднюю часть каждой заготовки подгузника-трусов. Каждая передняя боковая продольная деталь 10 состоит из двух частей 12, 13, которые соединены друг с другом с помощью соединительного элемента 14 (не показанного на фиг.1 и 2), который описан со ссылкой на фиг.3 и 4. Устройство 22 может быть выполнено и расположено таким образом, что оно может обеспечить подачу и последующее крепление прямоугольных передних боковых продольных деталей 10 с обеих сторон непрерывной ленты из заготовок подгузников-трусов, при этом передние боковые продольные детали 10 будут подаваться из накопителя для них, или устройство может также быть выполнено с возможностью отделения прямоугольных боковых продольных деталей от барабанного накопителя и последующей подачи их и крепления их к непрерывной ленте из заготовок подгузников-трусов. Боковые продольные детали крепят с помощью приклеивания или сварки, и устройство 22, следовательно, также содержит в случае приклеивания устройство для нанесения клея и штамп или т.п., а в случае сварки - сварочное устройство, например устройство для ультразвуковой сварки. На фиг.1 показано, что передние боковые продольные детали 10 перемещают с барабана 23 на опорный барабан 24 и мимо устройства 25 для ультразвуковой сварки, которое обеспечивает прочное приваривание передних боковых продольных деталей 10 к покрывающим листам 2, 3. При необходимости сварочное устройство также может быть выполнено с возможностью крепления покрывающих листов 2, 3 друг к другу в тех частях, которые расположены снаружи абсорбирующих тел 1, и в этом случае устройство 20 для нанесения клея может быть исключено.
После этого непрерывная лента из заготовок подгузников-трусов проходит через устройство 26, в котором происходит наложение задних боковых продольных деталей 11 на заднюю часть каждой заготовки подгузника-трусов. Устройство 26 выполнено так же, как и устройство 22.
Само собой разумеется, существует возможность наложения боковых продольных деталей 10 и 11 в обратном порядке за счет того, что порядок расположения устройств 22 и 26 в технологической линии меняют на противоположный.
После наложения боковых продольных деталей непрерывная лента из заготовок подгузников-трусов проходит через устройство 27 для вырезания, в котором образуют вырезы для ног, а затем через ножевой барабан 28, в котором ленту разделяют на отдельные заготовки подгузников-трусов. В проиллюстрированном варианте осуществления подгузника-трусов согласно изобретению часть отверстий для ног образована боковыми продольными деталями 8, 9. Само собой разумеется, можно вырезать отверстия для ног в непрерывной ленте из заготовок подгузников-трусов до наложения боковых продольных деталей, особенно в том случае, если подгузник-трусы имеет такую конструкцию, что та часть боковых продольных деталей, которая образует отверстия для ног, может быть прямолинейной. Само собой разумеется, вместо прямоугольных боковых продольных деталей также можно использовать боковые продольные детали, которые имеют вырезы для ног. Однако это не является предпочтительным, поскольку это приводит к существенному повышению требований к точности наложения боковых продольных деталей. Следовательно, вырезы для ног предпочтительно образуют после крепления боковых продольных деталей к непрерывной ленте из заготовок подгузников-трусов. В показанном варианте осуществления образование вырезов для ног и вырезание отдельных заготовок подгузников-трусов осуществляют в два отдельных этапа, однако существует возможность использования одного и того же ножевого барабана для вырезания отверстий для ног и для разделения непрерывной ленты из заготовок подгузников-трусов на отдельные заготовки подгузников-трусов.
После разделения непрерывной ленты из заготовок подгузников-трусов отдельные заготовки подгузников-трусов подают в устройство 29 для сгибания посредством направляющего устройства (непоказанного), например направляющей и пневматического конвейера. В показанном варианте осуществления устройство 29 включает в себя два валика 30 и элемент 31, который совершает возвратно-поступательное движение и который обеспечивает подачу промежностной части заготовки подгузника-трусов в зазор 30 между двумя валиками, когда заготовка подгузника-трусов расположена у зазора. Таким образом, заготовка подгузника-трусов складывается вдвое, так что передний край будет расположен вровень с задним краем.
После выхода из устройства 29 для сгибания сложенная вдвое заготовка подгузника-трусов проходит мимо устройства 34 для ультразвуковой сварки, включающего в себя консоль 32 для ультразвуковой сварки и опорный валик 33, при этом с помощью устройства для ультразвуковой сварки края передних и задних боковых продольных деталей, сложенных в направлении друг к другу, соединяют вместе.
После этого готовый подгузник-трусы подают в устройство (непоказанное) для упаковывания.
На фиг.5 и 6 показан второй вариант осуществления установки для изготовления подгузников-трусов, при этом данная установка отличается от установки, показанной на фиг.1 и 2, главным образом тем, что передние и задние боковые продольные детали 10', 11' двух соседних заготовок подгузников-трусов размещают в виде одной детали на технологической линии и разделяют при разделении непрерывной ленты из заготовок подгузников-трусов. Элементам в установке, показанной на фиг.5 и 6, которые аналогичны соответствующим элементам в установке по фиг.1 и 2, даны те же ссылочные номера с добавлением штриха.
Предварительное условие обеспечения возможности выполнения передних и задних боковых продольных деталей 10', 11' двух соседних заготовок подгузников-трусов в виде одной детали заключается в том, что передние и задние части соседних заготовок подгузников-трусов должны быть направлены в сторону друг к другу. Для этой цели пресс-формы барабана для формования матов рациональным образом выполняют так, что абсорбирующие тела, поступающие с барабана для формования матов, имеют передние концы и задние концы, направленные друг к другу. Если это не обеспечено, перенос с барабана для формования матов происходит таким образом, что каждое второе абсорбирующее тело поворачивают на 180° перед размещением абсорбирующих тел на передающем барабане 19. После этого абсорбирующие тела 1' помещают на ленту 2' материала в виде ряда так, чтобы передние и задние части соседних абсорбирующих тел были направлены в сторону друг друга. Следствием того, что передние и задние части заготовок подгузников-трусов направлены в сторону друг друга, является то, что после выхода из устройства 29' для сгибания передние и задние части будут попеременно представлять собой самый верхний элемент в сложенной вдвое заготовке подгузника-трусов.
В остальном установка, показанная на фиг.5 и 6, функционирует так же, как установка, показанная на фиг.1 и 2.
В описанных вариантах осуществления ленту 3, 3' из не проницаемого для жидкостей материала помещают сверху на ленту 2, 2' из проницаемого для жидкостей материала после размещения абсорбирующих тел на ней. Само собой разумеется, можно изменить порядок размещения лент, так что абсорбирующие тела будут размещаться на ленте из не проницаемого для жидкостей материала, а ленту из проницаемого для жидкостей материала будут накладывать последней.
В описанных вариантах осуществления боковые продольные детали имеют одинаковую протяженность в поперечном направлении, что означает, что их боковые края располагаются вровень друг с другом после перегибания заготовок подгузников-трусов относительно поперечной оси. Само собой разумеется, существует возможность выполнения боковых продольных деталей с разной протяженностью в поперечном направлении и перегибания боковой продольной детали с максимальной протяженностью в поперечном направлении таким образом относительно другой продольной детали, чтобы края боковых продольных деталей перекрывались до крепления продольных деталей друг к другу.
Благодаря тому, что поддающиеся разъединению и соединенные с возможностью повторного герметичного скрепления, состоящие из двух частей боковые продольные детали накладывают на непрерывную ленту из заготовок подгузников-трусов в скрепленном состоянии, требования к точности при размещении боковых продольных деталей на непрерывной ленте из заготовок подгузников-трусов снижаются по сравнению с ситуацией, когда части, включая охватываемые и охватывающие элементы герметичного соединения, должны быть наложены по отдельности, поскольку отклонение от заданного положения боковых продольных деталей, например, в продольном направлении не приводит к смещению положений частей, образующих поддающийся повторному герметичному скреплению соединительный элемент, друг относительно друга. В случае такого отклонения положения боковой продольной детали, на свободном конце которой имеется охватываемый элемент, который предназначен для взаимодействия с охватывающим элементом, прикрепленным к наружному покрывающему листу подгузника-трусов, охватываемый и охватывающий элементы скрепляющего элемента будут смещены друг относительно друга. Это означает, что устойчивость соединения к разъединению будет меньше заданной, подгузники-трусы будут иметь менее привлекательный внешний вид и прилегаемость после разъединения и повторного скрепления не будет такой же хорошей, как заданная, если предположить, что охватываемый и охватывающий элементы после разъединения будут соединены вместе так, что они будут полностью перекрывать друг друга. Следовательно, при данном способе можно допустить большие отклонения в продольном направлении при наложении боковых продольных деталей, чем при использовании ранее известных способов.
Размещение заготовок подгузников-трусов таким образом, что передние и задние части соседних заготовок подгузников-трусов направлены в сторону друг друга, также означает, что две боковые продольные детали могут быть выполнены в виде одного куска и затем разделены посредством прямолинейного разреза одновременно с вырезанием отдельных заготовок подгузников-трусов. Это гарантирует то, что поясные края боковых продольных деталей и часть подгузника-трусов, содержащая абсорбирующее тело, всегда будут находиться на одном уровне, при этом возможность добиться этого затруднена при наложении отдельных боковых продольных деталей. Следует отметить, что при использовании непрерывной ленты из заготовок подгузников-трусов, в которой передние части направлены в одну и ту же сторону так, что передняя часть одной заготовки подгузника-трусов направлена в сторону задней части ближайшей, расположенной впереди заготовки подгузника-трусов, требуется очень высокая точность при разделении ленты на отдельные заготовки подгузников-трусов посредством прямолинейных разрезов с тем, чтобы гарантировать то, что часть задней части не заканчивается в передней части, или то, что часть передней части не заканчивается в задней части. Если передняя и задняя части имеют одинаковую ширину и одинаковый состав материалов, это не имеет большого значения, но в том случае, если эти части имеют разную ширину или разный состав материалов, естественно, важно гарантировать то, что разрез будет выполнен точно в правильном месте. В способе, описанном со ссылкой на фиг.1 и 2, передние и задние боковые продольные детали соседних заготовок подгузников-трусов размещают на небольшом расстоянии друг от друга с тем, чтобы непрерывную ленту из заготовок подгузников-трусов можно было разделить без какого-либо риска того, что часть передних или задних боковых продольных деталей будет включена не в ту заготовку подгузника-трусов после разделения ленты. Следствием этого является то, что внутренний и наружный покрывающие листы немного выступают за боковые продольные детали подгузников-трусов, изготовленных посредством способа, описанного со ссылкой на фиг.1 и 2. При использовании способа, описанного со ссылкой на фиг.5 и 6, разделение боковых продольных деталей происходит одновременно с разделением ленты из заготовок подгузников-трусов. В результате этого допуски на размещение боковых продольных деталей в определенном положении увеличиваются и одновременно требуется меньшая точность положения разделяющих разрезов по сравнению со способами, в которых используют отдельную боковую продольную деталь для каждой передней части.
Кроме того, соединительный элемент, обеспечивающий защищенность от разъединения детьми, может быть выполнен с большой тщательностью и точностью, поскольку это выполняется на технологической операции до фактического изготовления подгузников. Таким образом существует возможность использования оптимальных скоростей перемещения ленты, которые могут быть существенно меньшими по сравнению со скоростями перемещения ленты, обычно характерными для технологических линий по изготовлению подгузников. Ряд параллельных заготовок боковых продольных деталей может быть изготовлен одновременно, если ширина ленты достаточно большая. Таким образом, большое количество боковых продольных деталей может быть предварительно изготовлено в единицу времени без использования слишком большой скорости перемещения ленты.
Само собой разумеется, описанный способ может быть модифицирован в пределах объема изобретения. Например, боковые продольные детали 10, 11 могут быть наложены на ленту 2 из материала до наложения ленты 3 из материала, так что боковые продольные детали будут расположены между лентами 2 и 3 из материала и будут прикреплены к обеим этим лентам. Боковые продольные детали также могут быть прикреплены к проницаемому для жидкостей внутреннему покрывающему листу. Абсорбирующие тела 1 могут быть выполнены с дополнительными слоями, при этом такие слои накладывают сверху на тела 1 посредством дополнительных передающих барабанов или барабанов для формования матов, добавленных в установку, показанную на фиг.1 и 2. Кроме того, элементы для образования барьеров для жидкости, так называемых стоячих складок, могут быть добавлены в установку. Абсорбирующие тела могут иметь форму, отличную от показанной, например они могут быть прямоугольными или Т-образными. Могут быть использованы скрепляющие элементы других типов, отличных от элементов скрепления типа Velcro, например различные типы застежек, которые также могут быть выполнены защищенными от возможности расстегивания их детьми. Элементы, включенные в описанную установку, представляют собой элементы такого типа, какие обычно используются при изготовлении подгузников, подгузников-трусов и аналогичных изделий, и могут быть заменены другими элементами с той же функцией, например, ножевой барабан может быть заменен пробивающим устройством. Следовательно, изобретение ограничено только содержанием приложенной формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДГУЗНИКА-ТРУСОВ | 2003 |
|
RU2308926C2 |
| ПОГЛОЩАЮЩЕЕ ИЗДЕЛИЕ ТИПА ТРУСОВ И СПОСОБ ИЗГОТОВЛЕНИЯ ПОГЛОЩАЮЩИХ ИЗДЕЛИЙ ТИПА ТРУСОВ | 2006 |
|
RU2414875C1 |
| СКРЕПЛЯЮЩЕЕ ПРИСПОСОБЛЕНИЕ ДЛЯ ЗАКРЕПЛЕНИЯ ПОГЛОЩАЮЩИХ ИЗДЕЛИЙ | 2004 |
|
RU2361564C2 |
| АБСОРБИРУЮЩЕЕ ИЗДЕЛИЕ, СОДЕРЖАЩЕЕ ОДИН ИЛИ НЕСКОЛЬКО РИСУНКОВ | 2007 |
|
RU2449767C2 |
| АБСОРБИРУЮЩЕЕ ИЗДЕЛИЕ С УПРУГИМ ПОЯСОМ | 2012 |
|
RU2580492C2 |
| АБСОРБИРУЮЩЕЕ ИЗДЕЛИЕ ДЛЯ ЛИЧНОЙ ГИГИЕНЫ | 2007 |
|
RU2445055C1 |
| ПОДГУЗНИК-ТРУСЫ ОДНОРАЗОВОГО ИСПОЛЬЗОВАНИЯ | 2002 |
|
RU2296547C2 |
| ОДНОРАЗОВАЯ ОДЕЖДА-ТРУСЫ | 2006 |
|
RU2408344C2 |
| СПОСОБ ОБНАРУЖЕНИЯ ОТКРЕПЛЕНИЯ ИЛИ СНЯТИЯ ПОГЛОЩАЮЩЕГО ИЗДЕЛИЯ С ТЕЛА | 2005 |
|
RU2384314C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВПИТЫВАЮЩЕГО ИЗДЕЛИЯ С ПОЯСОМ | 2012 |
|
RU2584526C2 |





Настоящее изобретение относится к способу изготовления подгузника-трусов одноразового использования. Ленту из соединенных друг с другом заготовок подгузников-трусов образуют с помощью ряда абсорбирующих тел, накладываемых на непрерывную ленту из внутреннего или наружного покрывающего листового материала. После чего непрерывную ленту из наружного или внутреннего покрывающего листового материала накладывают на ленту с абсорбирующими телами и крепят к ней в тех ее частях, которые находятся снаружи абсорбирующих тел. Затем первые отдельные боковые продольные детали крепят к боковым участкам передних частей или задних частей заготовок подгузников-трусов. Вторые отдельные боковые продольные детали крепят к боковым участкам тех из передних или задних частей заготовок подгузников-трусов, которые не выполнены без первых боковых продольных деталей. Изобретение позволяет повысить скорость изготовления изделий. 2 н. и 10 з.п. ф-лы, 7 ил.
а) первые отдельные боковые продольные детали (10), каждая из которых имеет две части, соединенные друг с другом посредством поддающегося разъединению и повторному герметичному скреплению соединительного элемента (14), крепят к боковым участкам передних частей (4) или задних частей (5) заготовок подгузников-трусов, и b) вторые отдельные боковые продольные детали (11) крепят к боковым участкам тех из передних частей или задних частей заготовок подгузников-трусов, которые выполнены без первых боковых продольных деталей, после чего c) отдельные заготовки подгузников-трусов, снабженные боковыми продольными деталями, вырезают из ленты из соединенных друг с другом заготовок подгузников-трусов, после чего d) каждую заготовку подгузника-трусов сгибают относительно поперечной оси в промежностной части так, чтобы передняя и задняя части заготовки были расположены рядом друг с другом, после чего e) первые и вторые боковые продольные детали каждой заготовки подгузника-трусов, которые были сложены в направлении друг к другу, крепят друг к другу.
| US 6036805 A, 14.03.2000 | |||
| US 6022432 A, 08.02.2000 | |||
| СОДЕРЖАЩЕЕ АБСОРБЕНТ ИЗДЕЛИЕ С УСОВЕРШЕНСТВОВАННЫМИ ЭЛАСТИЧНЫМИ КРАЯМИ И С УДЕРЖИВАЮЩЕЙ СИСТЕМОЙ | 1996 |
|
RU2179008C2 |

