Группа изобретений относится к области неконтактного измерения параметров материалов и может быть использована при переработке полимеров, получении пленок методом раздува рукава, экструзии трубчатых изделий, в системах управления технологическими процессами и контроля качества продукции.
В настоящее время для получения информации о параметрах полимерных изделий, например пленки, применяют датчики контактного механического принципа, сенсоры емкостного типа, сенсоры, основанные на поглощении инфракрасного излучения, датчики, основанные на поглощении (бета) или обратном рассеянии (гамма) проникающих излучений.
Уже известна группа изобретений - способ и устройство для измерения толщины экструзионных диэлектрических пленок, которое содержит основной измерительный и образцовый емкостные преобразователи, накладываемые на контролируемую диэлектрическую пленку. Измерительные сигналы преобразователей поступают через защитные и измерительные коммутаторы на входе блока преобразования емкости в напряжение, которое модулируется с частотой коммутации при глубине модуляции, пропорциональной разности емкостей обоих преобразователей. Устройство снабжено датчиком температуры и дополнительным измерительным емкостным первичным преобразователем, размещенным в головке экструдера. Устройство позволяет регистрировать не только толщину пленки в процессе изготовления, но и ее влагосодержание (см. патент РФ 2055307, кл. G01B 7/06, 1996).
Датчики, использующие проникающие излучения, потенциально опасны и требуют специальной организации производства и защитных мер из-за применения радиоактивных материалов. При производстве многослойных пленок из разных материалов бета, гамма емкостные датчики имеют погрешности и не способны дать раздельную информацию по слоям.
Для получения поперечного профиля толщины пленки датчик устанавливают на механический сканер или используют вращение формирующей головки или вращение приемно-тянущего механизма. Время получения профиля измеряется минутами, измерения не единовременные, вносит погрешность продольная разнотолщинность и механические ошибки сканера (изменение прижима к пленке, несоосность системы излучатель-приемник). Сканирование не дает действительного поперечного профиля - их фактически зигзагообразный путь подвергает измерения влиянию продольных вариаций свойств пленки. Связь между продольной и поперечной неоднородностью обычно уменьшают усреднением измерений по времени, что приводит к снижению быстродействия. Контактный датчик может нанести вред поверхности пленки и не подходит для высоких скоростей ее движения. Сканирующая система сложна механически и плохо адаптируется под иной размер выпускаемой продукции. Измерения горячей пленки затруднены, поэтому приходится увеличивать расстояние между формирующим зазором головки экструдера и положением датчика, а это увеличивает транспортное запаздывание в системе с обратной связью, что приводит к значительному усложнению алгоритма управления регулированием.
Инфракрасные измерители основаны на избирательном поглощении излучения молекулами вещества. В патенте US 4490612, кл. G01J 1/00, 1984 описан способ измерения свойств (например, толщины) пластиковых пленок посредством инфракрасного излучения, в котором для уменьшения влияния преломления и рассеяния света на неоднородностях материала производят просвечивание полимера излучением двух различных спектральных диапазонов и измеряют отношение интенсивностей прошедшего излучения. Один спектральный диапазон выбран в области, где пленка поглощает излучение, а второй находится поблизости и пленка ослабляет его в меньшей степени. Для получения информации о распределении измеряемого параметра по поверхности пленки необходимо сканирование датчика.
В патенте US 5019710, кл. G01N 21/01, 1991 описана система, измеряющая свойства листовых материалов оптическим методом, состоящая из источника света, мультиплексоров, световодов и детектора. В этой системе перемещение сенсора заменено сканированием при помощи мультиплексоров. Недостатком системы является применение механического вращающегося мультиплексора.
Известны метод и устройство для контроля толщины трубок, патент US 5760413, кл. G01B 11/06, 1998, в котором источник размещен внутри измеряемой трубы, полупрозрачной для излучения, а приемники измеряют ослабленное излучение, прошедшее сквозь стенки трубки, и расположены на одинаковом расстоянии от источника. Недостатком метода может являться подверженность влиянию на измерения оптических свойств материала.
Наиболее близкой к предлагаемой группе изобретений является устройство, выбранное в качестве прототипа (описанное в патенте US 4510389, кл. G01N 21/35, 1985), - инфракрасный измеритель для оперативного контроля толщины пленки, производимой раздувным способом, в котором инфракрасный источник с равномерным распределением излучения по направлениям расположен стационарно внутри трубы из полимера и облучает тестируемую пленку непрерывным потоком инфракрасного излучения, а фотодетектор принимает прошедшее сквозь пленку излучение на опорной и измерительной длинах волн, преобразует интенсивность света в электрические сигналы, обрабатываемые с целью индикации толщины пленки. Недостатком устройства является чувствительность к внешним засветкам, собственному тепловому излучению нагретой пленки и окружающих предметов, вызванная отсутствием модуляции источника излучения, высокая температура излучателя и необходимость сканирования вокруг источника и пленки, что затрудняет калибровку и уменьшает достоверность, производительность процесса измерения.
Техническим результатом, на который направлена предлагаемая группа изобретений, является устранение указанных недостатков, а именно повышение скорости измерений и их достоверности, а также упрощение процесса измерения параметров экструдируемого материала, таких как толщина, масса единицы площади вспененных материалов, толщина слоя или покрытия, однородность, окрашенность, концентрация ингредиентов, продольный и поперечный профили распределения этих параметров по поверхности перерабатываемого полимерного материала за счет применения в качестве источника излучения импульсной газоразрядной лампы при отказе от использования механического модулятора оптического потока и замене сканирующей системы массивом фиксировано закрепленных сенсоров, что позволяет вспышкой лампы осветить сразу все сенсоры и анализировать их взаимные сигналы.
Технический результат достигается тем, что в способе неконтактного измерения параметров экструдируемого материала согласно изобретению осуществляют просвечивание экструдируемого материала в виде рукава импульсным излучением источника, который располагают стационарно внутри рукава на его центральной оси, преобразуют прошедший через экструдируемый материал световой поток в электрические сигналы посредством фотодетекторов, установленных снаружи рукава по кольцу, величину электрических сигналов измеряют и по измеренным значениям определяют параметр экструдируемого материала по интегрированному или пиковому сигналу фотодетекторов и/или распределение параметра по площади материала по соотношению сигналов фотодетекторов. В качестве параметра экструдируемого материала можно определять толщину материала, и/или массу единицы площади, и/или толщину слоя многослойного материала или покрытия на этом материале.
Причем прошедший через материал световой поток предварительно разделяют на, по меньшей мере, один опорный и, по меньшей мере, один измерительный потоки, а их преобразование осуществляют фотодетекторами, оснащенными светофильтрами с разными спектральными характеристиками.
При этом перед преобразованием прошедшего светового потока каждым фотодетектором выделяют из него излучение в спектральной области, соответствующей диапазону поглощения молекулами материала, посредством светофильтра или за счет спектральной избирательности фотодетектора.
При определении параметра экструдируемого материала полученный электрический сигнал каждого фотодетектора после усиления интегрируют в течение времени импульсного излучения, а определение параметра экструдируемого материала осуществляют путем деления значения интегрированного электрического сигнала, полученного в, по меньшей мере, одном опорном канале, на значение интегрированного электрического сигнала, полученного в, по меньшей мере, одном измерительном канале.
В другом варианте при определении параметра экструдируемого материала определяют пиковое значение сигналов фотодетекторов после усиления в течение времени излучения импульсной газоразрядной лампы, а определение параметра экструдируемого материала осуществляют путем деления пикового значения электрического сигнала, полученного в, по меньшей мере, одном опорном канале, на пиковое значение электрического сигнала, полученного в, по меньшей мере, одном измерительном канале.
Технический результат достигается также тем, что устройство для неконтактного измерения параметров экструдируемого материала содержит источник импульсного излучения, который предназначен для стационарного размещения внутри экструдируемого материала, имеющего форму рукава, и сенсоры, предназначенные для неподвижного размещения снаружи рукава по кольцу на расстоянии от него и на уровне источника излучения, при этом каждый сенсор включает оптически связанные с источником излучения светофильтр, фотодетектор, последовательно с которым включены блок обработки электрического сигнала, аналогово-цифровой преобразователь и вычислитель.
Кроме того, источник импульсного излучения представляет собой газоразрядную импульсную лампу, заполненную инертным газом или смесью инертных газов, стенки которой выполнены с возможностью пропускания излучения используемого диапазона длин волн, а излучение представляет собой инфракрасное, или видимое, или ультрафиолетовое излучение.
При этом газоразрядная импульсная лампа снабжена светофильтром, выполненным с возможностью задерживания светового излучения неиспользуемого диапазона длин волн, и/или диффузным рассеивателем.
Газоразрядная импульсная лампа может также быть снабжена рефлектором, выполненным с возможностью концентрирования светового излучения в направлении, по меньшей мере, одного сенсора.
Светофильтр газоразрядной импульсной лампы представляет собой полосовой интерференционный или избирательно-поглощающий светофильтр.
Фотодетектор может быть выполнен в виде фоторезистора или фотодиода.
Кроме того, блок обработки электрического сигнала выполнен с возможностью интегрирования и/или пикового детектирования сигнала за время импульса излучения.
Устройство также содержит процессор, который выполнен с возможностью получения информации от вычислителей, регистрации и визуализации распределения параметра экструдируемого материала по его площади по величине отношения измерений сенсоров, с возможностью управления источником импульсного излучения, с возможностью управления моментами начала и окончания интегрирования или пикового детектирования сигналов фотоприемников.
Процессор может быть выполнен с возможностью управления исполнительными механизмами в замкнутой системе регулирования технологического процесса.
Предпочтительно каждый сенсор содержит, по меньшей мере, один оптический разделитель прошедшего через экструдируемый материал светового потока излучения, выполненный в виде интерференционного светофильтра, или дихроичного зеркала, или светоделительной пластинки для деления светового потока на опорный и измерительный.
При этом каждый сенсор содержит, по меньшей мере, один дополнительный измерительный канал, в составе которого имеются оптически связанные с источником импульсного излучения светофильтр и фотодетектор, последовательно с которым включены блок обработки электрического сигнала, аналогово-цифровой преобразователь.
Каждый вычислитель выполнен с возможностью определения параметра экструдируемого материала по величине отношения значений интегрированного или пикового электрического сигнала, полученного в опорном канале, фотоприемник которого оснащен светофильтром, пропускающим излучение вне диапазонов поглощения света экструдируемым материалом, и интегрированного или пикового электрического сигнала, полученного в измерительном канале, фотоприемник которого оснащен светофильтром, пропускающим излучение в диапазоне поглощения света экструдируемым материалом.
Кроме того, процессор выполнен с возможностью получения информации от дополнительного внешнего сканирующего измерителя параметра экструдируемого материала и коррекции результатов измерений, производимых вычислителями сенсоров.
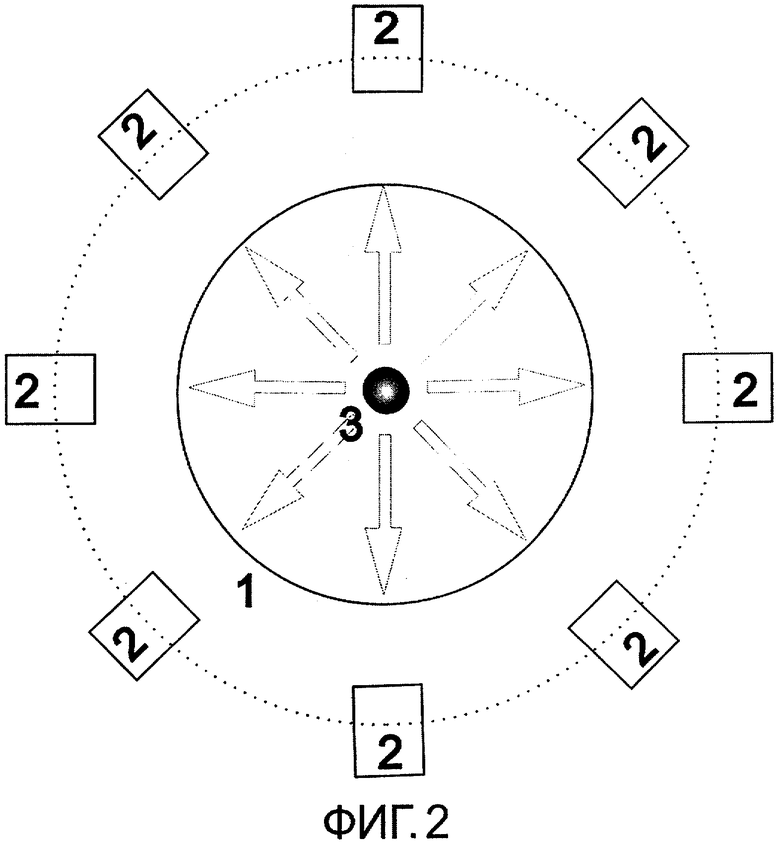
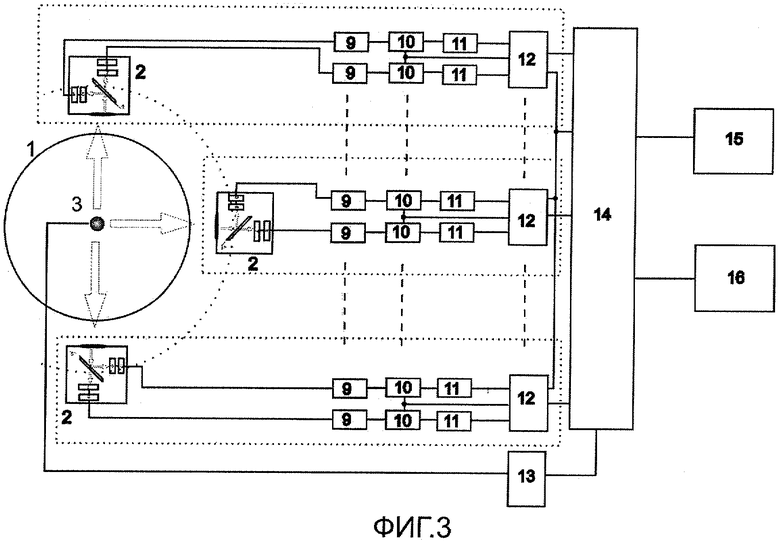
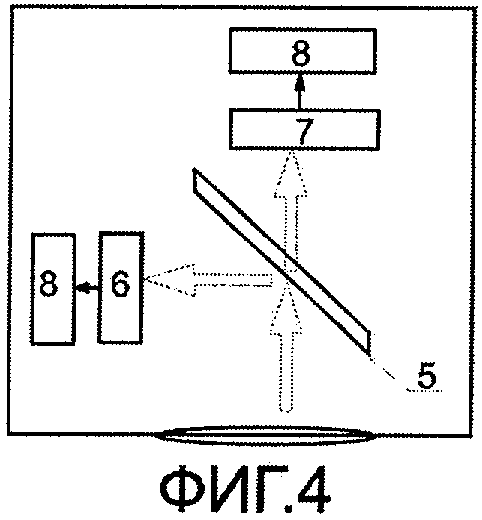
Сущность предлагаемой группы изобретений поясняется чертежами, где на фиг.1 показан рукав из пленки из экструдируемого материала, например полиэтиленовой пленки (осевое сечение), на фиг.2 - схема расположения фотодетекторов вокруг рукава из экструдируемого материала (поперечное сечение), на фиг.3 - блок-схема измерителя параметров экструдируемых материалов, на фиг.4 - блок-схема оптической части сенсора.
На фиг.1, 2 и 3 обозначен рукав 1 из экструдируемого материала (пленки), сенсоры 2, размещенные на кольце, излучающая газоразрядная импульсная лампа 3, формирующая головка 4 с кольцевым зазором, оптические разделители 5 светового потока излучения, светофильтры 6 опорного канала, светофильтры 7 измерительного канала, фотодетекторы 8, блоки 9 усиления, интеграторы 10, аналого-цифровые преобразователи 11, вычислители 12 параметров пленки, схема 13 питания импульсной лампы, центральный процессор 14, индицирующее устройство 15 и исполнительные механизмы 16.
Газоразрядная импульсная лампа 3 расположена внутри полученного путем раздува рукава из материала, экструдируемого формирующей головкой 4. Лампа 3 расположена по центру формирующей головки 4 с кольцевым зазором на уровне, соответствующем положению зоны кристаллизации экструдируемого материала. Снаружи рукава на кольце концентрично размещен массив неподвижных сенсоров 2 на уровне расположения газоразрядной импульсной лампы 3. Сенсоры 2 содержат по оптическому разделителю 5 прошедшего сквозь исследуемый материал светового излучения на световые потоки измерительного и опорного каналов и два набора элементов в виде светофильтров 6, 7 и фотодетекторов 8, последовательно включенных с ними блоков 9 усиления, интеграторов 10, аналогово-цифровых преобразователей 11, выходы которых подключены к вычислителю 12 параметров пленки из экструдируемого материала. Определенные вычислителем 12 значения передаются на центральный процессор 14, который управляет источником питания 13 газоразрядной импульсной лампы 3 и работой вычислителей, меняющих режимы интеграторов 10, а также выводит результаты на индикатор 15 и управляет исполнительными механизмами 16 в замкнутой системе регулирования для поддержания заданных параметров.
Кроме применения устройства при получении пленок полимеров методом раздува рукава, оно может быть использовано при экструзии труб и профилей.
Газоразрядная импульсная лампа (например, стержневая ксеноновая или криптоновая), примененная в устройстве, представляет собой цилиндрическую трубку диаметром несколько миллиметров, а длиной несколько сантиметров, заполненную инертным газом, стенки которой выполнены из кварца, прозрачного для ультрафиолетового, видимого и инфракрасного света, длиной волны до 4-х микрометров. Спектр излучения плазмы при интенсивном разряде близок к непрерывному, а тело свечения линейно и излучает во все стороны вокруг себя относительно равномерно. Известно применение (патент US 5734165, кл. G01N 21/17, 1998) импульсной ксеноновой лампы в спектрофотометре, работающем в средневолновом инфракрасном диапазоне, где многие полимеры демонстрируют сильное поглощение излучения с длиной волны около 3,4 микрометра. Поглощение света экструдируемым материалом в этом диапазоне намного сильнее, чем в ближнем коротковолновом (с длиной волны 0,7-2,5 микрометра), использованном в прототипе и в большинстве аналогичных приборов. Поэтому измеренные параметры материалов менее подвержены негативному влиянию интерференции света в тонких пленках при работе в средневолновом диапазоне. Несложно варьировать энергию вспышки газоразрядной импульсной лампы путем изменения емкости накопительного конденсатора и/или напряжения, до которого он заряжается, для согласования с динамическим диапазоном фотодетекторов и улучшения отношения сигнал/шум. Это может понадобиться при работе с толстыми пленками или полимерами с наполнителями и реализуемо по сигналу в опорном канале сенсоров, который поддерживается на приемлемом уровне центральным процессором, изменяющим энергию вспышки и длительность интегрирования. Высокая интенсивность и короткая продолжительность вспышки приводит к малой чувствительности сенсоров к внешней засветке и позволяет избавиться от присущего инфракрасным системам оптического прерывателя - модулятора светового потока. Энергия вспышки находится в диапазоне 0,1-10 Дж, длительность 10-1000 микросекунд, а средняя рассеиваемая мощность не превышает нескольких ватт. Трубчатую линейную лампу располагают вертикально внутри рукава пленки на высоте, равной или выше положения зоны кристаллизации (стеклования) полимера, где параметры пленки стабилизировались. Лампа может быть оснащена рефлектором, концентрирующим свет в направлении датчиков, и/или светофильтром, поглощающим неиспользуемые участки спектра ее излучения и пропускающим излучение, поглощаемое измеряемой пленкой, и/или диффузным рассеивателем, увеличивающим равномерность излучения и увеличивающим тело свечения, что приведет к увеличению площади, обследоваемой единовременно каждым сенсором. При запуске производственной линии может использоваться механизм, описанный в патенте JP 2300605, 1990, в котором источник излучения расположен на подъемнике. На линиях с установленной системой внутреннего охлаждения рукава температура в зоне размещения лампы обычно не превышает 80 градусов Цельсия, что позволяет установить часть источника питания вблизи лампы. Частота вспышек импульсной лампы меняется в зависимости от решаемой задачи, скорости экструдируемого материала, величины разнотолщинности, энергии вспышки и может составлять от 100 до 0,01 Гц и меньше. Ресурс лампы может составлять несколько миллионов вспышек.
Влияющие на абсолютную точность флуктуации интенсивности и спектрального состава излучения импульсной лампы от вспышки к вспышке и долговременный дрейф, вызванный, например, изменением давления газа внутри лампы при нагревании, могут быть скомпенсированы проведением относительных измерений при помощи дополнительного сенсора 2, подобного установленным на кольце, на который при помощи световода поступает свет от лампы до прохождения через измеряемую пленку полимера. Относительные же показания сенсоров не подвержены нестабильностям общего для них импульсного источника излучения при условии применения идентичных светофильтров и фотодетекторов.
Увеличить достоверность измерений устройства позволит использование показаний дополнительного датчика толщины, размещенного у края плоского полотна пленки, сканирование которого поперек полотна осуществляется поворотом приемно-тянущего механизма производственной линии. Сканирующий измеритель может контролировать качество конечного продукта и периодически компенсировать ошибки стационарного массива сенсоров, как, например, предложено в патенте US 6850857 B2, кл. G01D 18/00.
Кольцо сенсоров расположено снаружи рукава на том же уровне, что и лампа, - на уровне, соответствующем положению зоны кристаллизации экструдируемого материала. Диаметр кольца превышает максимальный диаметр рукава пленки, выпускаемый на данном оборудовании. Количество сенсоров выбирается не менее числа зон секторного регулирования формирующей головки. Управление разнотолщинностью может осуществляться изменением величины кольцевого зазора, регулированием распределения температуры или интенсивности воздушного охлаждения вдоль зазора формирующей головки.
Прошедшее сквозь пленку излучение может концентрироваться на сенсоре при помощи зеркальной или линзовой оптической системы. При упрощении устройства в его составе может отсутствовать разделитель 5, а светофильтры и фотоприемники обоих каналов могут просто располагаться близко друг к другу. В составе сенсоров 2, кроме светофильтров и фотодетекторов опорного и измерительного каналов, могут располагаться дополнительные светофильтры и фотоприемники, настроенные на другие длины волн, для осуществления специальных измерений (например, определения толщины отдельного слоя). Спектральные характеристики канала выбираются вблизи полос поглощения излучения измеряемым материалом. Наконец, в любом канале может отсутствовать светофильтр, если спектральная избирательность фотоприемника достаточна.
В качестве фотодетекторов 8 могут применяться фоторезисторы (на основе PbS, PbSe, HgCdTe) или фотодиоды. Фотодиоды для средневолнового инфракрасного диапазона, изготовленные, например, из полупроводниковых соединений InAs, появившиеся в последнее время, в фотогенераторном режиме предпочтительней ввиду большей линейности, быстродействия и возможности работы без термостатирования или охлаждения.
Вместо интеграторов в устройстве могут быть применены пиковые детекторы, что несколько ухудшит отношение сигнал-шум. Их применение позволяет анализировать изменение спектрального состава излучения импульсной лампы в течение вспышки, связанное с непостоянством температуры плазмы при разряде.
Функции вычислителей 12 выполняют микропроцессоры, в энергонезависимой памяти которых содержатся калибровочные параметры фотоприемников сенсоров 2.
Предлагаемый способ неконтактного измерения параметров экструдируемого материала реализуется с помощью устройства для неконтактного измерения параметров экструдируемого материала, которое функционирует следующим образом.
Импульсная лампа 3, оптические разделители 5, светофильтры 6 опорного канала и светофильтры 7 измерительного канала, фотодетекторы 8 являются основой измерительной части устройства. Все сенсоры 2, расположенные на кольце, имеют одинаковую структуру, поэтому их работу рассмотрим на примере одного.
Вспышке лампы предшествует зарядка накопительного конденсатора источника питания 13 и сброс интеграторов 10. Процессор 14 разрешает вычислителям 12 начать интегрирование сигналов и инициирует разряд в лампе 3. Световой поток, излучаемый импульсной лампой 3, проходя через экструдируемый материал, частично поглощается и делится оптическим разделителем 5 на опорный и измерительный каналы, в которых для выделения нужной спектральной области при измерениях абсорбции света, связанной с параметрами пленки, используются полосовые интерференционные или избирательно-поглощающие светофильтры. В этом случае становится возможным оценка, например, толщины пленки в зоне действия сенсора 2. Сигналы фотодетекторов усиливаются в блоках 9 и интегрируются блоками 10. По окончании вспышки сигналы с выхода интеграторов 10 оцифровываются аналогово-цифровыми преобразователями 11 и поступают в вычислитель 12, который рассчитывает толщину пленки исходя из отношения интегрированного сигнала в опорном канале к интегрированному сигналу в измерительном канале, основываясь на результатах предшествующих калибровок. Результаты измерений пересылаются в центральный процессор 14, осуществляющий их отображение индикатором 15. По отклонениям оценок толщин сенсоров 2 друг от друга, определенных вычислителями 12, процессор 14 может управлять исполнительным устройством 16 для снижения разнотолщинности.
Имеется дополнительная возможность оценки относительной разнотолщинности слоя с высоким поглощением в широком спектральном диапазоне (например, с добавлением сажи) многослойной пленки по распределению сигнала в опорном канале сенсоров.
Процессу измерения предшествует процедура калибрации, осуществляемая без экструдируемого материала и предназначенная для установления коэффициентов передачи оптики, пропускания светофильтров, чувствительности детекторов, параметров электронных схем, равномерности излучения импульсной лампы, геометрического положения сенсоров. После тестовой вспышки определяется отношение сигналов в опорном и измерительном каналах каждого сенсора. Последующие замеры будут происходить с учетом этого коэффициента. Далее производится индивидуальная калибровка сенсоров путем установки на пути излучения материалов с известными параметрами для определения градуировочной кривой сенсоров и возможности интерполяции результатов.
Устройство можно упростить (с потерей возможностей и точности), если необходимо оценить только поперечную разнотолщинность или неоднородность. При этом из схемы устройства исключаются разделители 5, а также все элементы и узлы, входящие в опорные каналы. Оптические сигналы воспринимаются сенсорами, состоящими из фотодетекторов, оснащенных светофильтрами, выделяющими спектральный диапазон, в котором материал поглощает излучение. Преобразованные электрические сигналы посылают в соответствующие измерительные каналы. При этом сигналы с фотодетекторов 8 усиливаются в блоке 9, интегрируются затем в интеграторах 10 за время вспышки газоразрядной импульсной лампы 3. Величина интегрированного сигнала после аналогово-цифрового преобразования в блоке 11 поступает в вычислитель 12, передающий ее в центральный процессор 14, который в данном случае определяет поперечную разнотолщинность пленки по отношению сигналов сенсоров между собой.
Достоинства предложенных способа и устройства следующие:
1) измерения производятся быстро и единовременно;
2) уменьшено влияние нестабильности светового потока излучателя на относительные измерения параметров поперечного профиля;
3) нет движущихся частей;
4) нет опасных излучений;
5) неконтактный способ измерения;
6) возможность расположить зону измерений близко к зоне кристаллизации полимера;
7) простота системы в целом достигается сопоставлением каждого сенсора соответствующему управляющему элементу в замкнутой системе регулирования;
8) возможность проведения многокомпонентного анализа материала, широкий спектральный состав излучения лампы;
9) возможность определения продольной разнотолщинности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗМЕРЕНИЯ ПОГЛОЩЕННОЙ ДОЗЫ ИОНИЗИРУЮЩЕГО ИЗЛУЧЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2093859C1 |
| ИМИТАТОР СОЛНЕЧНОГО ИЗЛУЧЕНИЯ | 2008 |
|
RU2380663C1 |
| СИМУЛЯТОР СОЛНЕЧНОГО ИЗЛУЧЕНИЯ ДЛЯ ИЗМЕРЕНИЯ ПАРАМЕТРОВ СОЛНЕЧНЫХ ЭЛЕМЕНТОВ | 2006 |
|
RU2318219C1 |
| СПОСОБ ФЛУОРЕСЦЕНТНОЙ ЭНДОСКОПИИ И УСТРОЙСТВО ЕГО РЕАЛИЗУЮЩЕЕ | 2005 |
|
RU2290855C1 |
| Газоанализатор для определения примесей кислорода в инертных газах | 1990 |
|
SU1711043A1 |
| ИМПУЛЬСНЫЙ ИМИТАТОР СОЛНЕЧНОГО ИЗЛУЧЕНИЯ | 2008 |
|
RU2388104C1 |
| СПОСОБ РЕГИСТРАЦИИ ИЗМЕНЕНИЯ СОСТОЯНИЯ ФИЗИЧЕСКИХ ПОЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2010 |
|
RU2443992C1 |
| Способ количественного определения селективно связанных белков-маркеров заболеваний в планарных ячейках биочипа и устройство для его осуществления | 2021 |
|
RU2776889C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КОНЦЕНТРАЦИИ ФОТОПИГМЕНТОВ ФИТОПЛАНКТОНА, РАСТВОРЁННОГО ОРГАНИЧЕСКОГО ВЕЩЕСТВА И РАЗМЕРНОГО СОСТАВА ВЗВЕСИ В МОРСКОЙ ВОДЕ IN SITU | 2021 |
|
RU2775809C1 |
| Устройство для измерения коэффициентов отражения материалов в процессе лучистого нагрева | 1989 |
|
SU1684633A1 |
Способ и устройство неконтактного измерения параметров экструдируемого материала заключается в том, что осуществляют просвечивание экструдируемого материала в виде рукава импульсным излучением источника, который располагают стационарно внутри рукава на его центральной оси, преобразуют прошедший через экструдируемый материал световой поток в электрические сигналы посредством фотодетекторов, установленных снаружи рукава по кольцу. Величину электрических сигналов измеряют и по измеренным значениям определяют параметр экструдируемого материала по интегрированному или пиковому сигналу фотодетекторов и/или распределение параметра по площади материала по соотношению сигналов фотодетекторов. В качестве указанного параметра экструдируемого материала определяют его толщину и/или массу единицы площади. Прошедший через материал световой поток предварительно разделен на, по меньшей мере, один опорный и, по меньшей мере, один измерительный потоки, а их преобразование осуществляют фотодетекторами, оснащенными светофильтрами с разными спектральными характеристиками. Устройство также содержит сенсоры, предназначенные для неподвижного размещения снаружи рукава по кольцу на расстоянии от него и на уровне источника излучения, при этом каждый сенсор включает оптически связанные с источником излучения светофильтр, фотодетектор, последовательно с которым включены блок обработки электрического сигнала, аналогово-цифровой преобразователь и вычислитель. Источник импульсного излучения представляет собой газоразрядную импульсную лампу. Технический результат - повышение скорости измерений и их достоверности, а также упрощение процесса измерения параметров экструдируемого материала. 2 н. и 17 з.п. ф-лы, 4 ил.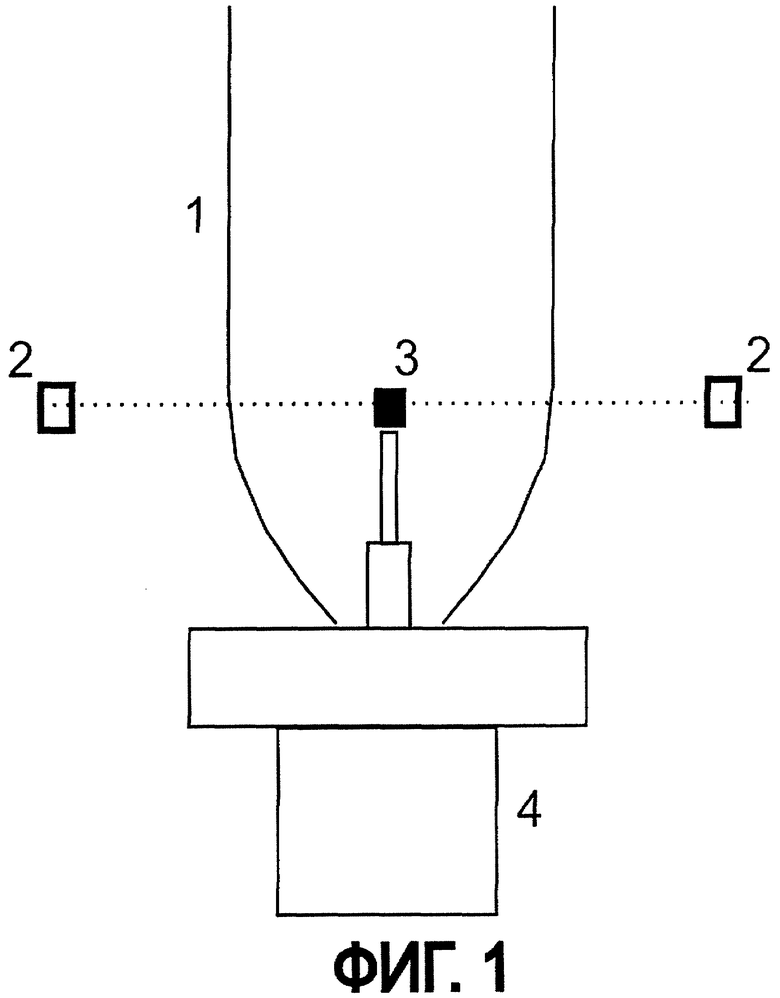
| US 4510389 A, 09.04.1985 | |||
| УСТРОЙСТВО для КОНТРОЛЯ толщины ПЛЕНКИ в ПРОЦЕССЕ их НАНЕСЕНИЯ НА ИЗДЕЛИЕ | 0 |
|
SU241700A1 |
| Оптический анализатор | 1983 |
|
SU1198388A1 |
| JP 4020804 A, 24.01.1992 | |||
| US 4245155 A, 13.01.1981 | |||
| US 5019710 A, 28.05.1991 | |||
| RU 2055307 C1, 27.02.1996. | |||

