Данное изобретение относится к способу и устройству для авторизованного и оптимального процесса использования полуфабрикатов или т.п. для изготовления изделий на производственном оборудовании.
Известно большое количество различных вариантов выполнения производственного оборудования для изготовления изделий из полуфабрикатов.
Способ и устройство для управления производственным оборудованием для изготовления и упаковки сигарет известны из DE 19914297 А1. Однако описанный в этом случае способ не подходит для определения и/или обеспечения авторизованного использования полуфабрикатов. Вместо этого описан способ оптимальной для потребления сборки различных полуфабрикатов в готовое изделие, имеющее заданное штучное количество, без изготовления избыточного или недостаточного количества и/или оставления неиспользованными полуфабрикатов. Параметры процесса соответствующего устройства также не калиброваны относительно изменений изделий партии полуфабрикатов.
Способ упаковки объектов известен из DE 9741251 А1. Согласно этому изобретению упаковочная машина должна работать так, что вторичные упаковки полностью заполняются объектами, а избыточные изделия можно удалять после производственного цикла. Здесь также невозможно определять и/или обеспечивать авторизованное использование полуфабрикатов с использованием такого устройства и/или способа. В этом случае параметры процесса также не калиброваны относительно изменений изделий партии полуфабрикатов.
Наконец, устройство для счета числа листов бумаги, которое снабжено удобным программированием счетного устройства, которое останавливает привод штабелирования после достижения заданного целевого числа, известно из DE 3313578 С2. В этом случае оператор машины по своему усмотрению может зафиксировать или изменить целевое число или установить его на величину «бесконечность». С помощью этого известного устройства также невозможно определять авторизованное использование полуфабрикатов.
В этом производственном оборудовании среди прочего может быть проблематичным то, что высококачественное и безошибочное производство может быть обеспечено лишь за счет использования полуфабрикатов или т.п., для которых выполнено и калибровано производственное оборудование. Полуфабрикаты, изготовленные без авторизации, или низкокачественные исходные материалы можно обрабатывать, но без гарантии качества изделий.
Поэтому целью данного изобретения является исключение незамеченной обработки полуфабрикатов или т.п., которые не авторизованы для производства, на производственном оборудовании.
Относительно способа цель достигается с помощью следующих стадий:
- считывания данных калибровки для калибрования производственного оборудования относительно подлежащих обработке полуфабрикатов и считывания данных о заданном максимальном числе подлежащих изготовлению изделий (максимального числа) с внешнего носителя данных, поставляемого с полуфабрикатами,
- калибровки производственного оборудования в соответствии с калибровочными данными поставляемых полуфабрикатов,
- программирования производственного оборудования на максимальное разрешенное число изделий с использованием наилучшей возможной калибровки,
- сравнения числа изделий, произведенных с авторизованного начального момента времени (действительное число), с максимальным числом, и
- выдачи сообщения, когда максимальное число превышается действительным числом.
Таким образом, можно сообщать оператору производственного оборудования, что не авторизованные полуфабрикаты, относительно которых производственное оборудование не калибровано, были обработаны с такого-то момента времени. Поэтому оператор получает сообщение о возможных производственных погрешностях и может, соответственно, остановить или скорректировать процесс производства.
Действительное число в этом случае может быть получено посредством простого счета обработанных полуфабрикатов и/или посредством счета производственных циклов машины. Максимальное число можно вводить извне. Затем выполняется сравнение этих двух величин.
Другой признак данного изобретения заключается в том, что действительное число создается внутри производственного оборудования и передается в блок контроля и управления. Кроме того, является предпочтительным, если в блок контроля и управления передается максимальное число.
Для исключения манипулирования данными в другом варианте выполнения данного изобретения предусмотрено, что передаваемые данные зашифрованы. За счет этого можно предотвращать изменение максимального или действительного числа. Насколько возможно, оператор не имеет влияние на ввод величины максимального числа.
Кроме того, может быть необходимо проверить аутентичность максимального числа или других данных. Для этой цели предпочтительно считывается номер транзакции (TAN) вместе с максимальным числом для верификации и передается в блок контроля и управления. Кроме того, вместе с номером транзакции могут передаваться дополнительные данные. Верификацию с помощью номера транзакции можно выполнять через компьютерный алгоритм или через список действующих номеров транзакций, хранимых в памяти блока контроля и управления, или через оперативное соединение с центральным компьютером, который расположен вне данного производственного оборудования.
Данные, такие как максимальное число, номер транзакции, или даже дополнительные или вспомогательные данные можно хранить в носителе данных. Это может быть внешний носитель данных. Носитель данных может включаться в каждую поставку полуфабрикатов. Затем данные можно считывать с внешнего носителя данных и передавать в блок контроля и управления.
Кроме того, каждый внешний носитель данных может быть снабжен контрольным номером для верификации носителя и данных, хранящихся в нем, и контрольными суммами для защиты от манипулирования. После использования данных внешнего носителя данных данные управления можно стирать или изменять соответствующим образом в носителе данных, или данные управления карточки можно хранить в устройстве или во внешнем центральном компьютере, так что исключается повторное использование карточки.
Для обеспечения безошибочного производства согласно другому аспекту данного изобретения предусмотрено, что калибровочные данные для калибровки производственного оборудования передают в блок контроля и управления. Таким образом, производственное оборудование может быть «автоматически» калибровано для соответствующих полуфабрикатов.
В другом варианте выполнения после превышения максимального числа действительным числом блок контроля и управления останавливает производственное оборудование и производство возобновляется лишь после считывания нового верифицированного максимального числа. Таким образом, можно предотвращать использование неавторизованных полуфабрикатов.
В качестве полуфабрикатов можно использовать упаковочные материалы для изготовления упаковок, таких как упаковки для напитков.
Кроме того, цель данного изобретения достигается с помощью устройства, имеющего признаки пункта 10 формулы изобретения. Таким образом, можно оптимально реализовать способ согласно данному изобретению.
Согласно другому варианту данного изобретения предусмотрено, что имеется тактовый генератор для генерирования действительного числа изготовленных изделий. С помощью тактового генератора формируется действительное число, которое, возможно в зашифрованном виде, передается в блок контроля и управления.
Кроме того, можно использовать считывающее карточку устройство в качестве устройства ввода для считывания данных, хранящихся во внешнем носителе данных. Может быть предусмотрен шифровальный блок для шифрования данных и программ, хранящихся в памяти для программ.
Дополнительно к этому является предпочтительным, если используется сменный внешний носитель данных для обеспечения соответствующих данных, таких как максимальное число и другие данные. Внешний носитель данных может быть карточкой, снабженной магнитной полосой и/или микросхемой памяти, или другим магнитным или оптическим носителем данных.
Согласно другому предпочтительному варианту выполнения данного изобретения блок контроля и/или его программа могут быть расположены полностью или частично вне производственной системы на внешнем носителе данных. В этом случае необходимо лишь передавать действительное число в носитель данных для сравнения между действительным числом и максимальным числом. Данные и программы, хранящиеся во внешней памяти, нельзя считывать. Таким образом, можно выполнять все процессы управления, регулирования и контроля, зашифрованные в закрытом блоке, который используется лишь временно. Тем самым в сильной степени ограничиваются возможности для манипуляций.
Кроме того, производственное оборудование может быть оборудованием для заполнения упаковок для напитков.
Ниже приводится в качестве примера подробное описание функции использования данного изобретения.
Наполнительное оборудование для изготовления упаковок с напитком снабжено блоком управления процессом, имеющим интегрированный блок контроля. Блок управления и контроля процесса управляет всеми существенными стадиями способа, такими как герметизация верха/дна, стерилизация, измерение заполняемого продукта и т.д. Он снабжен памятью, в которой хранятся все программы, необходимые для управления наполнительным оборудованием, и все данные, возникающие во время изготовления. Кроме того, предусмотрен шифровальный блок, который шифрует программный код и данные, подлежащие замене и/или хранению с защитой от несанкционированного доступа. Кроме того, блок управления и контроля соединен со считывающим устройством, через который можно считывать внешние данные и затем передавать в блок управления.
В каждую поставку авторизованного упаковочного материала включен «комплект параметров процесса». Этот комплект является внешним носителем данных, таким как кодовая карточка, имеющая магнитную полосу и/или микросхему памяти, в которой хранятся максимальное число, калибровочные данные, контрольные номера и контрольные суммы. Максимальное число соответствует числу упаковочных полуфабрикатов, содержащихся в поставке. Калибровочные данные являются, например, данными о составной конструкции упаковочного материала, типе картона или толщине упаковки. С помощью этого можно приспосабливать наполнительное оборудование к специальным свойствам соответствующего упаковочного материала.
Данные кодовой карточки считываются считывающим устройством и передаются в блок управления и контроля процесса. Контрольный номер, хранящийся в карточке, и соответствующие контрольные суммы проверяются на их аутентичность и возможное предшествующее использование. Если в данном случае обнаруживается манипуляция или предшествующее использование, то из блока управления и контроля выдается сообщение оператору о недействительности карточки, и ему предлагается представить другую кодовую карточку. Если не обнаружено никаких препятствий, то действительное число устанавливается на ноль с помощью блока управления и контроля после получения максимального числа, и начинается изготовление упаковок из упаковочных полуфабрикатов, связанных с кодовой карточкой.
Блок управления и контроля процесса получает информацию об изготовлении упаковки и тем самым об обработке одного полуфабриката от тактового генератора, интегрированного в производственное оборудование. Блок управления и контроля увеличивает действительное число на единицу. Затем происходит сравнение между действительным числом и максимальным числом. Эти данные о состоянии хранятся во внутренней памяти в зашифрованном виде, так что возможно в любое время прерывание процесса и возобновление процесса на основе хранящихся данных.
Если действительное число больше максимального числа, что равнозначно обработке всей поставки полуфабрикатов, то оператору производственного оборудования выдается сообщение на мониторе или с помощью принтера, соединенного с производственным оборудованием, с информацией, что необходимо считывать новую кодовую карточку для дальнейшего безошибочного изготовления упаковок, поскольку в противном случае отсутствуют необходимые калибровочные данные для согласования производственного оборудования с полуфабрикатами и не может быть гарантировано безошибочное производство.
Затем оператор вводит кодовую карточку следующей поставки полуфабрикатов в считывающее устройство, и блок управления и контроля получает новое максимальное число после соответствующей верификации. Затем блок управления и контроля может настраивать производственное оборудование на новые полуфабрикаты и продолжать процесс заполнения.
Ниже приводится подробное описание изобретения со ссылками на чертежи, иллюстрирующие примеры выполнения, на которых изображено:
фиг.1 - блок схема первого варианта выполнения устройства, согласно данному изобретению, и
фиг.2 - блок схема второго варианта выполнения устройства, согласно данному изобретению.
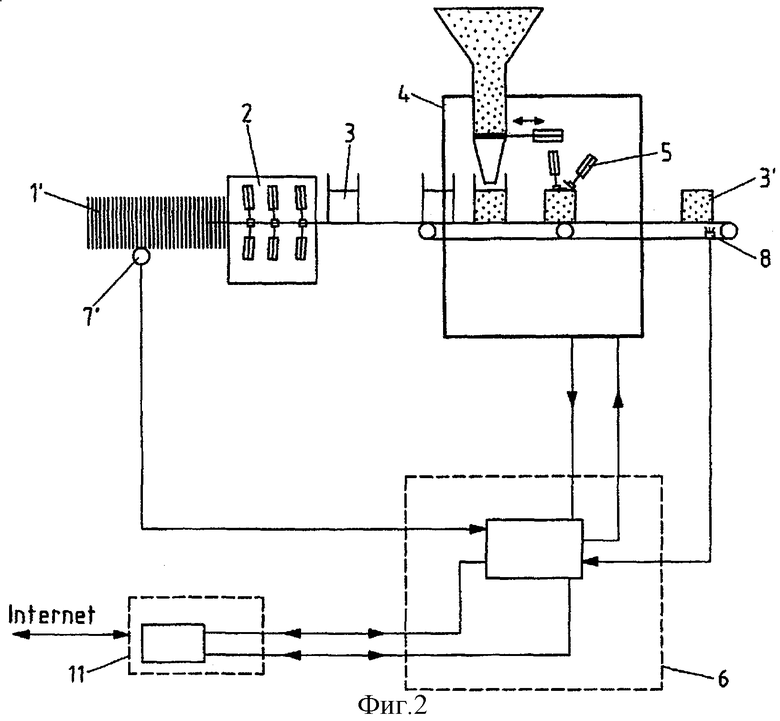
На фиг.1 показана блок-схема первого предпочтительного варианта выполнения устройства, согласно данному изобретению.
Сматываемый упаковочный материал 1 подается в фальцовочное устройство 2. Упаковочный рукав 3, который герметизирован в нижней зоне и открыт в торцевой зоне, изготавливается в фальцовочном устройстве 2 из упаковочного материала 1 и затем транспортируется к разливочной машине 4 и заполняется в ней. После завершения процесса наполнения упаковочный рукав 3 герметизируется с использованием герметизационного устройства 5, которое расположено внутри разливочной машины 4. Готовая упаковка 3' подается на отправку.
Блок 6 контроля и управления соединен с разливочной машиной 4. Дополнительно к датчикам для контроля за процессом наполнения (не изображены) блок 6 контроля и управления соединен с детектором 7 измерения сматывания, который контролирует количество сматываемого упаковочного материала 1, и с детектором 8 количества изделий, который определяет число изготовленных и подаваемых на отправку упаковок 3'.
Контроллер 9 количества изделий, содержащий миниконтроллер (не изображен), имеющий программу и оперативную память, которая защищена и не может быть считана, и блок шифрования (также не изображен) для шифрования программного кода и замененных данных расположены внутри блока 6 контроля и управления. Шифровальный блок используется для защиты контроллера процесса от манипулирования за счет внешнего доступа. Вычисления, необходимые для изготовления изделий, выполняются в контроллере 9 количества изделий.
Контроллер 9 количества изделий соединен с устройством 10 ввода и вывода данных. Это может быть устройство для считывания магнитной карточки, устройство для считывания карточки с микросхемой, клавиатурой или дисководом для сменного носителя данных.
С помощью устройства 10 ввода и вывода данных проверяется аутентичность используемого упаковочного материала 1 и максимальное число подлежащих изготовлению упаковок 3', и калибровочные данные для регулирования параметров процесса наполнения упаковочного материала 1 подаются в блок 6 контроля и управления.
С целью обеспечения лучшего контроля за максимальным числом упаковок измеряемое количество сматываемого упаковочного материала 1 или отсчет штук предварительно изготавливаемых упаковочных рукавов 1' может вводиться в устройство 10 ввода и вывода данных.
Эти данные блок 6 контроля и управления сравнивает с данными детектора 7 измерения сматывания и детектора 8 количества изделий. Если блок 6 контроля и управления определяет, что максимальное число упаковок 3', подлежащих изготовлению, превышено, то он выдает сообщение, например, на мониторе (не изображен), который соединен с разливочной машиной 4, или с помощью устройства 10 ввода и вывода данных, которое указывает, что изготовлено максимально допустимое количество упаковок и/или количество упаковок, возможное с помощью количества поставленного упаковочного материала, и что продолжение изготовления с используемым упаковочным материалом без соответствующей повторной калибровки может быть дефектным.
В качестве альтернативного решения блок 6 контроля и управления может приводить в действие прерывающий механизм (не изображен), который прерывает процесс разливки.
Для стирания сообщения и/или повторного запуска процесса разливки в блок 6 контроля и управления через устройство 10 ввода и вывода данных должно быть введено обновленное, верифицированное максимальное число изделий, подлежащих изготовлению, и калибровочные данные, соответствующие новому упаковочному материалу 1.
Другой предпочтительный пример выполнения устройства, согласно данному изобретению, схематично показан на фиг.2.
В этом случае упаковочный материал 1 подается в фальцовочное устройство 2 в виде упаковочных рукавов 1'. Последующий процесс складывания и наполнения выполняется в этом случае так же, как в первом примере выполнения.
Блок 6 контроля и управления соединен с детектором 7' количества рукавов и детектором 8 количества изделий. Данные, необходимые для верификации, контроля за процессом и калибровки, а также максимальное число изделий, подлежащих изготовлению, подаются в блок 6 контроля и управления из компьютера 11 процесса, который расположен в данном примере выполнения снаружи, например, через выделенную линию, сеть передачи данных, такую как Интернет, или через радиосеть передачи данных или мобильную радиосеть. Процесс контроля и калибровки выполняется так же, как уже описано выше для первого примера выполнения.
Описаны способ и устройство для обеспечения авторизованного и оптимального процесса использования полуфабрикатов при изготовлении изделий на производственном оборудовании. Технический результат заключается в исключении обработки полуфабрикатов, не авторизованных для производства. Способ содержит следующие этапы: считывание калибровочных данных для калибровки производственного оборудования относительно подлежащих обработке полуфабрикатов и считывание данных о заданном максимальном числе подлежащих изготовлению изделий (максимального числа) с внешнего носителя данных, поставляемого с полуфабрикатами; калибровка производственного оборудования в соответствии с калибровочными данными поставляемых полуфабрикатов; программирование производственного оборудования на максимальное разрешенное число изделий с использованием наилучшей возможной калибровки; сравнение числа изделий, произведенных с авторизованного начального момента времени (действительное число), с максимальным числом и выдача сообщения, когда максимальное число превышается действительным числом. 2 н. и 17 з.п. ф-лы, 2 ил.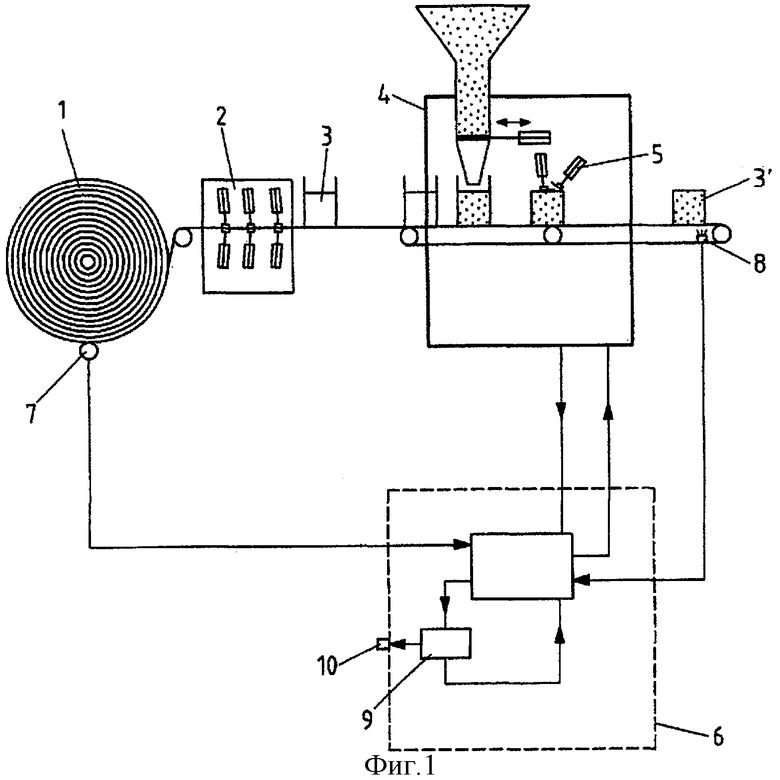
считывание калибровочных данных для калибровки производственного оборудования относительно подлежащих обработке полуфабрикатов и считывание данных о заданном максимальном числе подлежащих изготовлению изделий (максимального числа) с внешнего носителя данных, поставляемого с полуфабрикатами,
калибровку производственного оборудования в соответствии с калибровочными данными поставляемых полуфабрикатов,
программирование производственного оборудования на максимальное разрешенное число изделий с использованием наилучшей возможной калибровки,
сравнение числа изделий, произведенных с авторизованного начального момента времени (действительное число), с максимальным числом и
выдачу сообщения, когда действительное число превышает максимальное число.
| 0 |
|
SU182009A1 | |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ И НАРЕЗАНИЯ ЛЕНТОЧНЫХ МАТЕРИАЛОВ НА МЕРНЫЕ ОТРЕЗКИ | 1996 |
|
RU2123077C1 |
| DE 3313578 A1, 27.10.1983 | |||
| US 5321619 A, 14.06.1994. | |||

