Область техники
Настоящее изобретение относится к зубной щетке со щетиной иглообразной формы, в частности к зубной щетке, имеющей щетину иглообразной формы, длиной от 13 до 18 мм, суженной только на одном конце, и способу ее производства.
Уровень техники
Поскольку эффективность использования зубных щеток с суженной щетиной для удаления зубного налета и предотвращения повреждения десен во время чистки зубов подтверждена практикой, такие зубные щетки стали достаточно популярны.
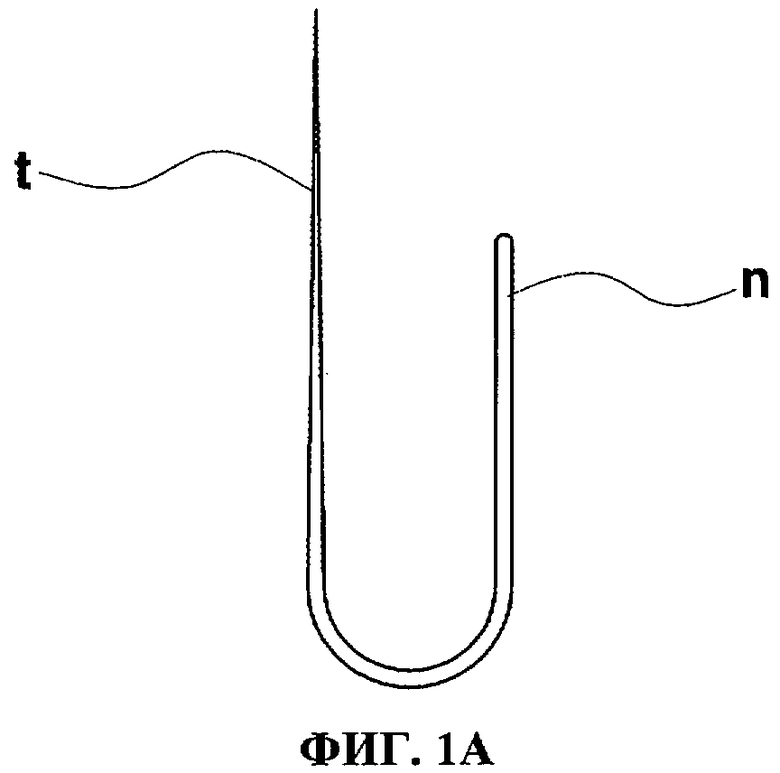
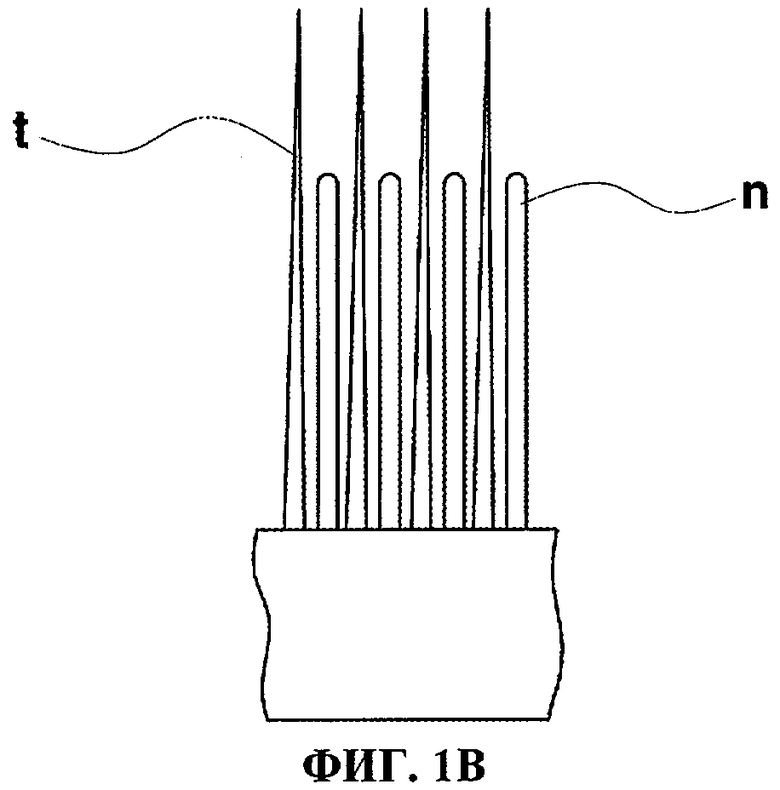
Для производства такой обычной зубной щетки, щетинки длиной от 28 до 33 мм, имеющие иглообразную форму на одном конце (t) и неиглообразную форму - на другом конце (n), сворачивают таким образом, что иглообразная часть щетинки длиннее, чем неиглообразная часть, как изображено на фиг.1А и фиг.1В. Свернутые щетинки закреплены с помощью режущей проволоки, вставлены и зафиксированы в крепежных отверстиях в головке зубной щетки. Способ производства зубной щетки описан в японском патенте № Sho 61-10495.
На фиг.2 изображена еще одна обычная зубная щетка, выполненная путем сворачивания пополам щетинок иглообразной формы длиной от 28 до 33 мм, которые сужены на участке от 4 до 8 мм на обоих концах и закреплены описанным выше способом. Техника производства данной зубной щетки описана в японском патенте № Hei 5-15834.
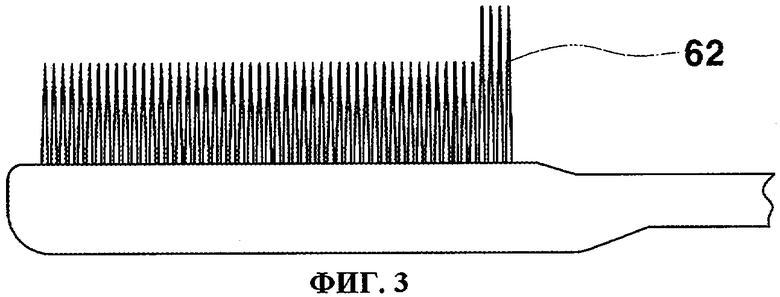
В патенте республики Корея №311360 автор настоящего изобретения описал зубную щетку, имеющую щетинки, суженные на обоих концах, а также щетинки такой же формы, но длиннее на 1-10 мм (на фиг.3 обозначены позицией 62).
Несмотря на то, что описанные выше способы имеют некоторые отрицательные стороны, они, тем не менее, в большинстве случаев характеризуются хорошим удалением зубного налета и улучшением состояния десен.
Однако эти способы имеют также и недостатки: сложность производства, высокий процент брака и, вследствие этого, высокую себестоимость. Это происходит по следующим причинам.
(1) Чтобы придать иглообразную форму обычным волокнам, кончики волокон обрабатывают в химических составах, таких как гидроксид натрия или серная кислота. Во время такой обработки трудно контролировать длину волокон и длину суженных кончиков волокон, следствием чего являются волокна низкого качества. (2) Сейчас, когда сегодняшняя зубная щетка с пучками волокон, суженных на обоих концах, оба кончика обрабатывают способом, описанным выше, для получения иглообразной формы. Даже если один кончик волокна был успешно сужен, неправильность формы другого кончика ведет к некачественности всей щетки. (3) Не существует надлежащих инструкций по утилизации волокон неправильной длины.
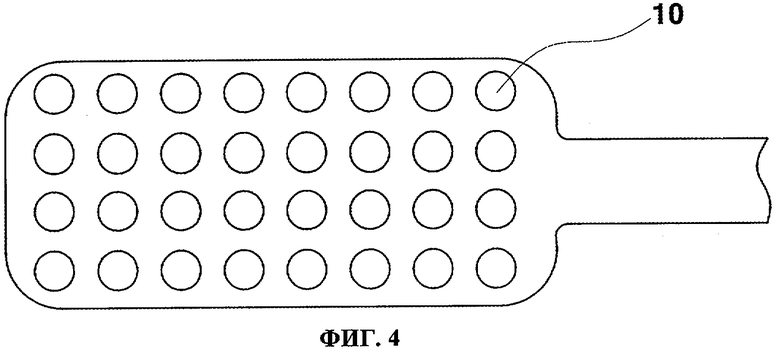
Кроме того, волокна традиционной зубной щетки расположены по простому образцу и закреплены не прочно, как изображено на фиг.4. В результате волокна часто выпадают из зубной щетки. Причина заключается в том, что волокна сгибают пополам, закрепляют проволокой и помещают в крепежные отверстия 10 при помощи этой же проволоки.
Описание изобретения
Целью настоящего изобретения является создание зубной щетки с иглообразными пучками щетинок, которую можно изготавливать простым способом с минимальным процентом брака.
Другой целью настоящего изобретения является создание способа использования щетинок неправильной длины для изготовления зубной щетки.
Следующей целью настоящего изобретения является создание способа более прочного крепления щетинок в зубной щетке.
Следующей целью настоящего изобретения является создание способа для простого изменения шаблона посадки щетинок и количества щетинок зубной щетки.
Достижение указанных целей представляется возможным благодаря зубной щетке с иглообразными щетинками. Щетинки выполнены из полиэфирной смолы. Щетинки имеют толщину перед сужением 0,1-0,2 мм и длину 13-18 мм, они сужены на участке 4-8 мм только на одном конце с толщиной суженного кончика 0,01-0,08 мм и посажены в зубную щетку, так что они выступают на 7 до 13 мм в высоту.
Краткое описание чертежей
Вышеуказанные и другие цели, возможности и преимущества настоящего изобретения станут очевидными из приведенного ниже подробного описания со ссылками на прилагаемые чертежи, на которых:
На фиг.1А показан вид сбоку свернутой щетинки длиной 23-33 мм, имеющей иглообразную форму на одном кончике и неиглообразную форму - на другом, перед посадкой;
На фиг.1В показан увеличенный фрагмент головки зубной щетки, в которую посажены щетинки, показанные на фиг.1А;
На фиг.2 показан вид сбоку перед посадкой свернутой щетинки длиной 28-33 мм, иглообразной формы, суженной с обоих концов на участке 4-8 мм;
На фиг.3 представлено схематическое изображение зубной щетки с обычными щетинками длиной 1-10 мм, которые являются суженными на обоих концах.
На фиг.4 показан вид в плоскости традиционной модели посадки щетинок зубной щетки;
На фиг.5 показан вид сбоку предлагаемой щетинки иглообразной формы, суженной только на одном конце;
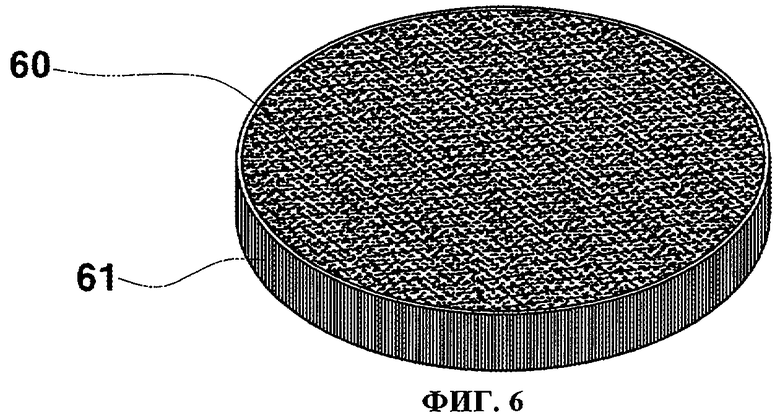
На фиг.6 показан вид в перспективе щетинок иглообразной формы подобных изображенной на фиг.5, вертикально расположенных в цилиндрическом контейнере;
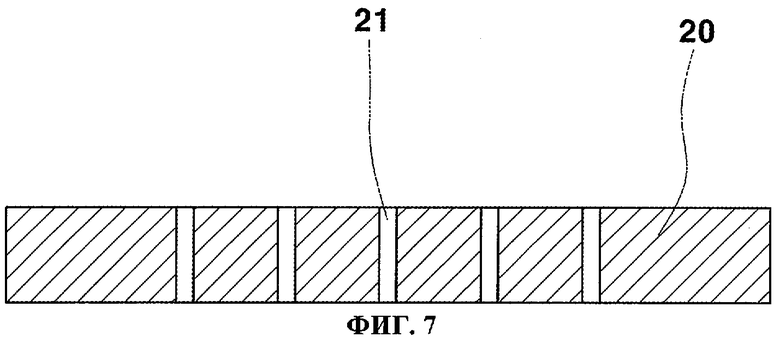
На фиг.7 показан вид сбоку в разрезе первичного держателя щетинок для использования при изготовлении зубной щетки по настоящему изобретению;
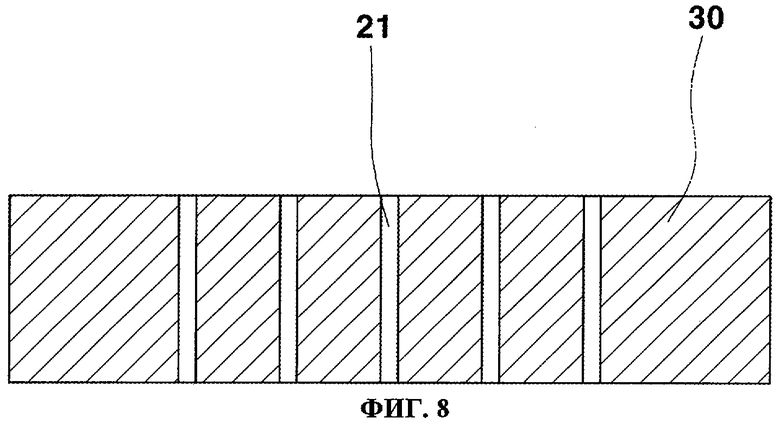
На фиг.8 показан вид сбоку в разрезе вторичного держателя щетинок для использования при изготовлении зубной щетки по настоящему изобретению;
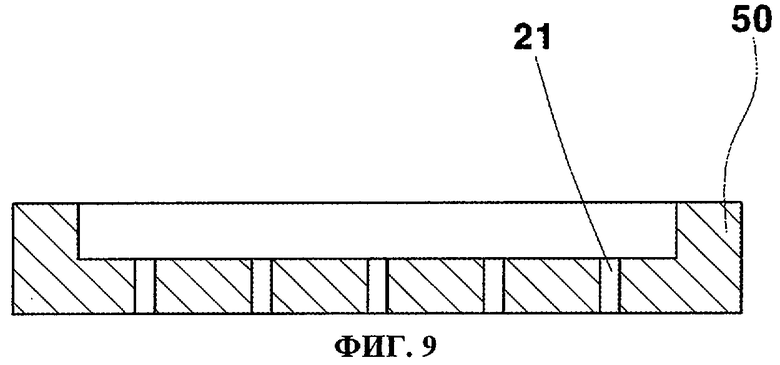
На фиг.9 показан вид сбоку в разрезе закладочной головки для использования при изготовлении зубной щетки по настоящему изобретению;
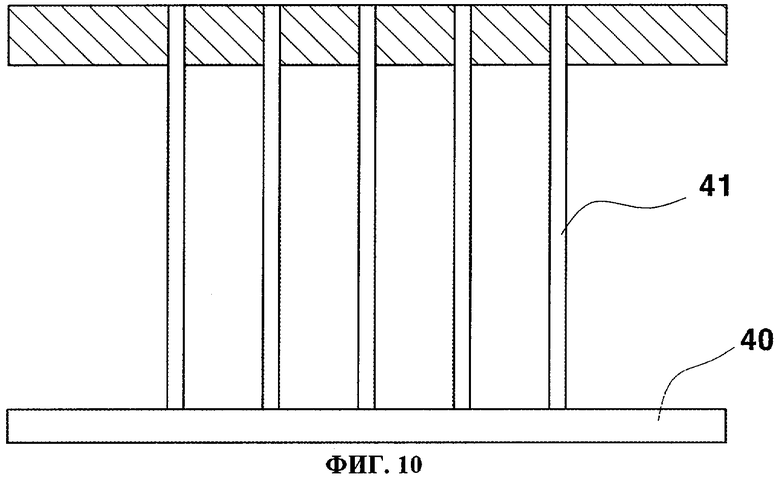
На фиг.10 показан вид сбоку в разрезе толкателя с вставочными стержнями, которые совпадают со сквозными отверстиями в первичном держателе щетинок;
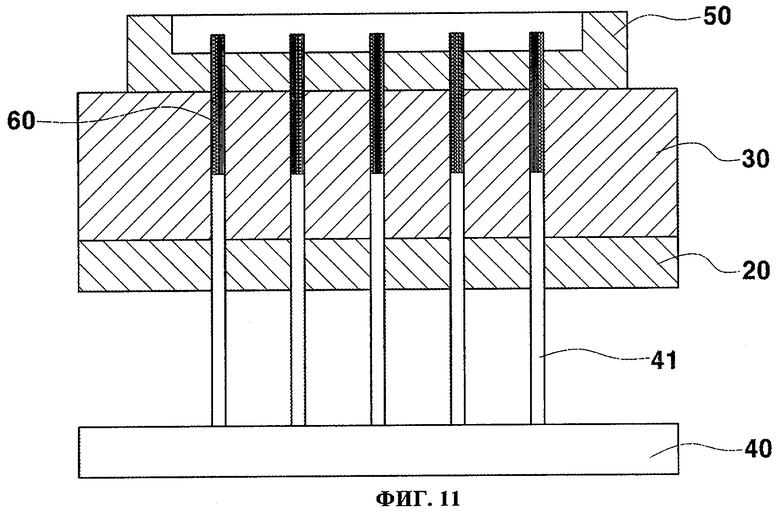
На фиг.11 показано перемещение щетинок иглообразной формы из первичного держателя щетинок во вторичный держатель щетинок и в закладочную головку;
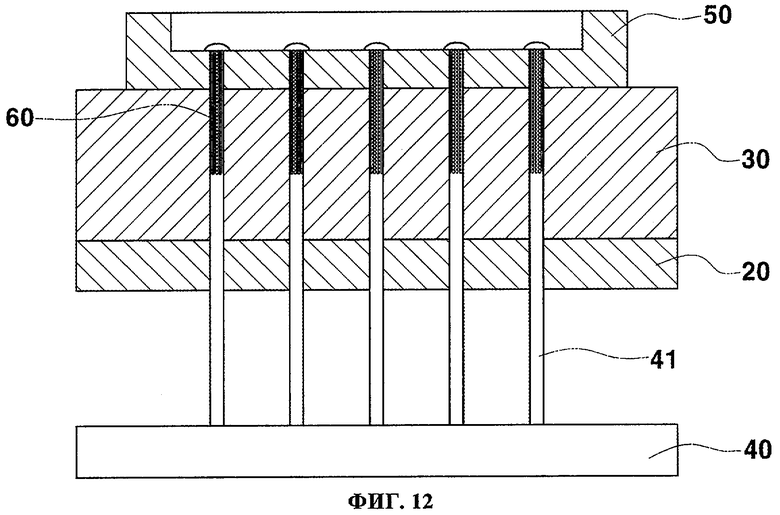
На фиг.12 показано термическое впаивание щетинок иглообразной формы в закладочную головку;
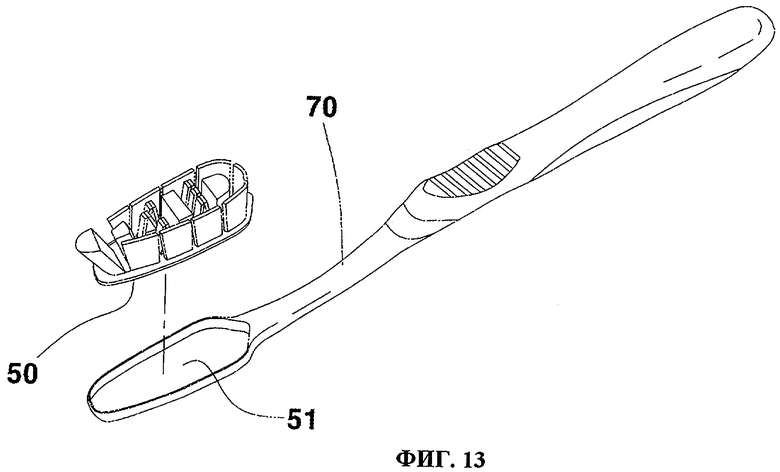
На фиг.13 показан вид в перспективе ручки зубной щетки перед вставкой закладочной головки;
На фиг.14 показан вид в перспективе зубной щетки со щетинками, суженными только на одном конце;
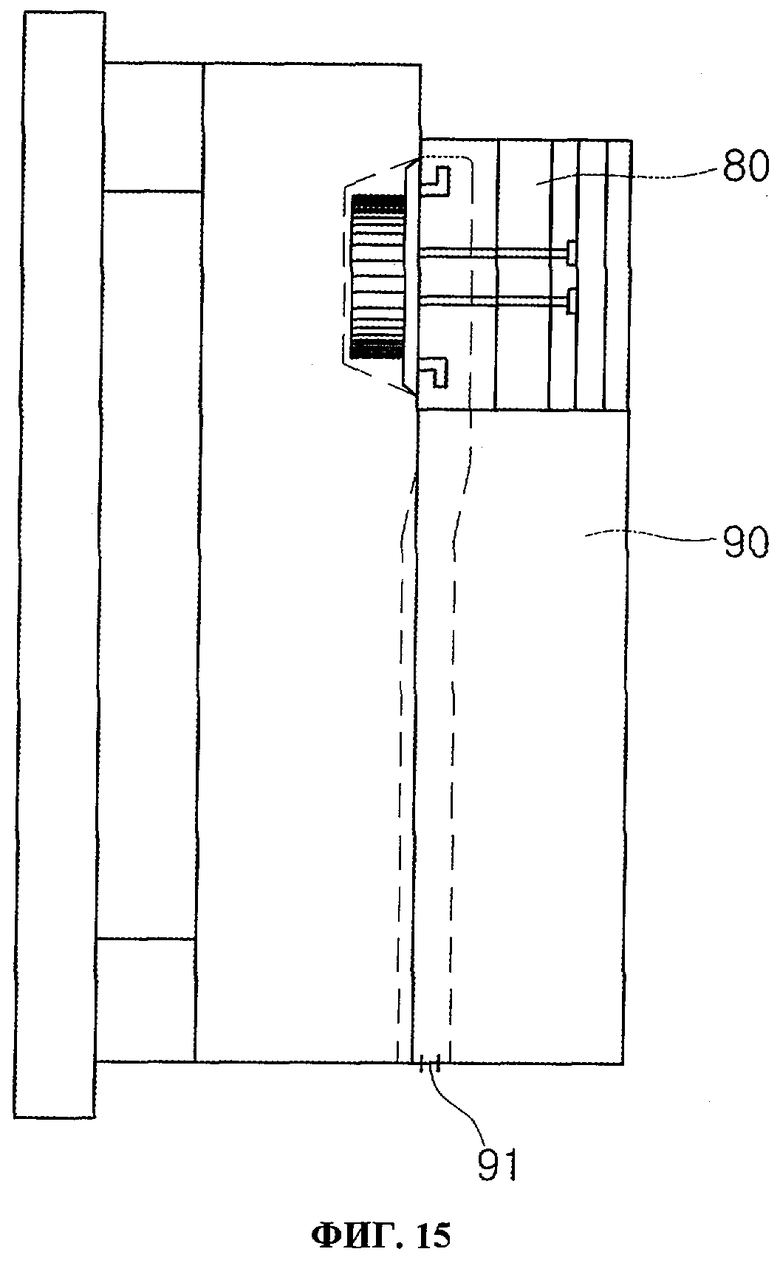
На фиг.15 показано крепление закладочной головки к ручке зубной щетки путем литья под давлением; и
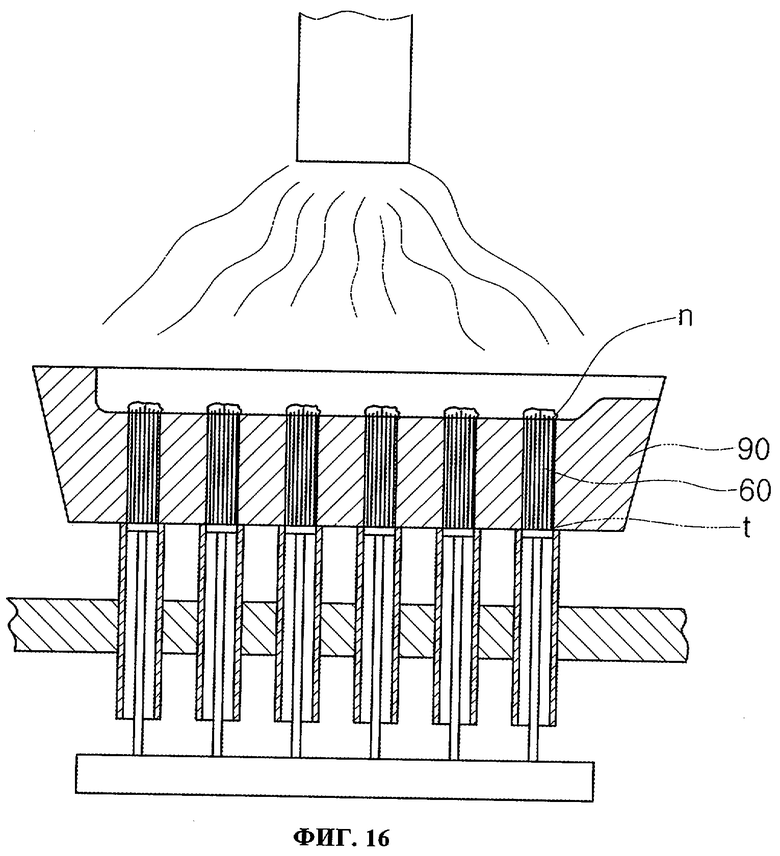
На фиг.16 показана частичная термическая заплавка щетинок.
Предпочтительные варианты осуществления изобретения
Далее будет описан предпочтительный вариант осуществление настоящего изобретения со ссылками на прилагаемые чертежи. В приведенном ниже описании общеизвестные функции или конструкции детально не описываются, т.к. ненужные подробности могут препятствовать ясности изложения.
Зубная щетка по настоящему изобретению содержит щетинки, выполненные из полиэфирной смолы, длиной 13-18 мм, суженные на одном конце на участке 4-8 мм. Для производства настоящей зубной щетки несуженные части вставляют в сквозные отверстия, расположенные в соответствии с необходимым шаблоном, в держателе щетинок. Для крепления щетинок в держателе щетинок дно держателя термически заплавлено. Затем держатель щетинок прикрепляют к головке зубной щетки.
Фиг.5 представляет собой вид сбоку одной щетинки 60 иглообразной формы длиной 13-18 мм, суженной на участке 4-8 мм согласно настоящему изобретению. По сравнению с традиционной щетиной, суженной на обоих концах, щетинка 60 сужена только с одной стороны и вдвое короче при той же длине сужения. Сужение на одном конце сокращает процент брака в процессе сужения щетинок.
Поскольку щетинки 60 посажены в головку зубной щетки на глубину 5-6 мм, они выступают над поверхностью головки зубной щетки на высоту 7-13 мм.
Суженый конец щетинки 60 имеет толщину 0,01-0,08 мм. Предпочтительно толщина суженого конца должна быть 0,01-0,03 мм для проникновения в межзубные промежутки и десневые карманы, а также 0,03-0,08 мм для тщательной очистки. Обеих этих характеристик можно достигнуть путем посадки двух типов щетинок в сочетании или шлифования щетинок с помощью абразивного материала (например, наждачной бумаги) после посадки, как будет описано ниже.
Предпочтительно изготавливать щетинки из полиэфирной смолы, особенно из смолы PET (полиэтилентерефталат) или смолы РВТ (полибутилентерефталат). Поскольку показатели водостойкости износоустойчивости и прочности таких материалов, как нейлоновая, акриловая и РР (полипропиленовая) смолы хуже, а также потому, что щетинки, выполненные из этих материалов, спутываются при погружении их в концентрированную кислоту или щелочной раствор для операции формирования суженного кончика. Поэтому обработка таких материалов представляет собой сложный процесс.
На фиг.6 показаны щетинки 60, расположенные вертикально в цилиндрическом пластиковом контейнере 61. При установке щетинки 60 удерживаются в первичном держателе щетинок 20, который показан на фиг.7, затем перемещаются во вторичный держатель щетинок 30, который показан на фиг.8, и затем перемещаются в закладочную головку, которая показана на фиг.9. Первичный держатель щетинок 20, вторичный держатель щетинок 30 и закладочная головка имеют сквозные отверстия 21 одинаковой формы. Первичный и вторичный держатели щетинок 20 и 30 выполнены из метала, а закладочную головку 50 предпочтительно выполняют из пластика, хотя можно использовать и металл.
Поскольку функция первичного и вторичного держателей щетинок 20 и 30 заключается в перемещении щетинок 60 в закладочную головку, они выполнены из металла по причине его износоустойчивости и долговечности. Закладочная головка 50 выполнена из пластика, т.к. вместе с посаженными в нее щетинками 60 она крепится к корпусу зубной щетки 70.
Щетинки 60 помещаются в первичный держатель щетинок 20 путем заталкивания щетинок 60 в первичный держатель щетинок 20 при помощи толкателя 40 со вставочными стержнями 41, которые совмещаются со сквозными отверстиями 21 первичного держателя щетинок 20, как показано на фиг.10.
Как показано на фиг.11, щетинки 60 затем перемещаются из первичного держателя щетинок 20 в закладочную головку 50 через вторичный держатель щетинок 30 путем проталкивания щетинок 60, расположенных в первичном держателе щетинок 20, во вторичный держатель щетинок 30, и затем в закладочную головку 50 с помощью толкателя 40, при этом совмещаются сквозные отверстия 21 первичного держателя щетинок 20, вторичного держателя щетинок и 30 и закладочной головки 50. При этом несуженные части n щетинок 60 направлены вверх.
Как показано на фиг.12, щетинки 60, выступающие из закладочной головки 50, термически заплавляются и таким образом прочно прикрепляются к закладочной головке 50.
Во время этого процесса длина щетинок 60 может регулироваться на некоторую величину. Это означает, что короткие щетинки 60 термически заплавляются, когда они выступают на короткую длину, например 1 мм или менее, а длинные щетинки 60 заплавляются, когда они выступают на большую длину, например 3 мм. В случае очень длинных щетинок они термически заплавляются способом, описанным выше, а затем их кончики отрезаются с последующей шлифовкой абразивным материалом. Таким образом, для щетинки 60 с суженным кончиком расширяется диапазон допустимой длины.
Если щетинки различаются по длине после посадки, кончики более длинных щетинок отрезают и шлифуют абразивным материалом. Таким образом контролируют толщину и длину щетинок. В этом случае одновременно присутствуют и щетинки с толщиной кончика 0,01-0,03 мм и щетинки с толщиной кончика 0,03-0,08. В результате щетинки проникают глубже в межзубные промежутки и десневые карманы и тщательно чистят поверхности зубов.
Для более глубокого проникновения в десневые карманы щетинки могут быть посажены таким образом, что они отличаются по длине на 1-10 мм. Это означает, что посадка длинных щетинок и коротких щетинок с длиной различной от 1 до 10 мм делает возможным более глубокое проникновение длинных щетинок в межзубные промежутки и десневые карманы.
Закладочную головку 50 с закрепленными на ней щетинками 60 прикрепляют к головке корпуса зубной щетки 70 клеем, ультразвуковой сваркой или высокочастотной сваркой.
С точки зрения объема выпуска продукции предпочтительными являются ультразвуковая сварка и высокочастотная сварка. В этом случае оправа закладочной головки 51 в головке зубной щетки 70 предпочтительно выполнена так, чтобы закладочную головку 50 можно было вставить в оправу закладочной головки 51, как показано на фиг.13. Зубная щетка, собранная таким образом, показана на фиг.14.
Альтернативный способ крепления закладочной головки 50 со щетинками 60 к корпусу зубной щетки 70 показан на фиг.15. В соответствии с данным способом нижнюю металлическую форму 90 присоединяют к верхней металлической форме 80, к которой прикреплена задняя часть закладочной головки 50, затем впрыскивают смолу в нижнюю металлическую форму 90 через входное отверстие 91 таким образом, что головка и ручка зубной щетки формируются одновременно и как одно целое, при этом закладочная головка 50 прочно соединяется с головкой зубной щетки. Этот способ крепления обеспечивает производство различных видов зубных щеток с использованием металлических форм для головки зубной щетки и ручки зубной щетки различной формы, повышает производительность, препятствует попаданию инородного материала благодаря отсутствию промежутков в креплении и делает возможным уменьшение толщины головки зубной щетки, таким образом обеспечивая удобную и тщательную чистку зубов.
Еще один способ посадки щетинок 60 в корпус зубной щетки, который показан на фиг.16, заключается в следующем: щетинки 60 вставляют несуженной частью в нижнюю металлическую форму 90 через сквозные отверстия, так что щетинки выступают из формы на 2-5 мм, затем выступающие кончики термически заплавляются, затем верхнюю металлическую форму (не показана) крепят к нижней металлической форме 90, а затем впрыскивают смолу таким образом, чтобы щетинки 60 крепились непосредственно к корпусу зубной щетки. Этот способ также выгоден тем, что головка зубной щетки и ручка зубной щетки представляют собой единое целое, увеличивается выход продукта, отсутствуют промежутки в креплении и, как следствие, не происходит попадание инородного материала, и толщина головки зубной щетки уменьшается.
Промышленная применимость
Как описано выше, предлагаемая зубная щетка имеет щетинки иглообразной формы, суженные только на одном конце, в то время как у традиционной зубной щетки щетинки сужены на обоих концах. Таким образом, процент брака существенно снижается и производственные расходы снижаются на 30% и более.
Кроме того, шаблон посадки щетинок и количество щетинок иглообразной формы можно изменять, таким образом обеспечивая полную очистку щетинками труднодоступных мест. Использование крепления термической заплавкой вместо крепления проволокой способствует более плотному креплению щетинок. Кроме того, для производства зубной щетки могут быть использованы даже щетинки иглообразной формы, которые имеют нестандартную длину.
Хотя изобретение было проиллюстрировано и описано с ссылками на одно определенное преимущественное осуществление, специалистам в данной области будет понятно, что возможны различные изменения по форме и в деталях, которые не выходят за пределы объема настоящего изобретения, который определяется в формуле изобретения, приведенной ниже.

Зубная щетка со щетинками иглообразной формы. Щетинки изготовлены из полиэфирной смолы. Щетинки имеют толщину 0,1-0,2 мм до сужения, длину 13-18 мм, плавное сужение на участке 4-8 мм только на одном конце с толщиной суженного кончика 0,01-0,08 мм. Щетинки посажены в зубную щетку так, что они выступают над ней на высоту 7-13 мм. Предусмотрены два варианта способа производства зубной щетки со щетинками иглообразной формы, суженными только на одном конце. Изобретение обеспечивает получение щетки высокого качества и простоту изготовления. 3 н. и 12 з.п. ф-лы, 16 ил.
вставку несуженных частей щетинок в сквозные отверстия закладочной головки;
термическую заплавку несуженной части щетинок, выступающих из дна закладочной головки, таким образом, скрепляя щетинки с закладочной головкой; и
крепление дна закладочной головки к головке зубной щетки.
вставку несуженной части щетинок в сквозные отверстия закладочной головки;
термическую заплавку несуженной части щетинок, выступающих из дна закладочной головки, таким образом, скрепляя щетинки с закладочной головкой;
прикрепление дна закладочной головки к верхней металлической форме;
соединение верхней металлической формы с нижней металлической формой; и
впрыскивание смолы в нижнюю металлическую форму через входное отверстие, таким образом, скрепляя закладочную головку с головкой зубной щетки.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| US 5926900 A, 27.07.1999 | |||
| US 5669097 A, 23.09.1997 | |||
| US 5531582 A, 02.07.1996 | |||
| US 3026146 A, 20.03.1962. | |||

