Область техники, к которой относится изобретение
Настоящее изобретение относится в целом к способу заострения щетинок зубной щетки и, в частности, к способу заострения щетинок зубной щетки методом механической обработки с помощью шлифовальных барабанов, имеющих выступы.
Уровень техники
При сравнении зубной щетки, имеющей острые на концах щетинки игольчатой формы, с зубной щеткой, имеющей обычные щетинки, округлые на концах, зубная щетка со щетинками игольчатой формы превосходит зубную щетку с обычными щетинками по мягкости щетинок и их способности проникать между зубами или в зубодесневой карман (проникающая способность). По этой причине с недавних пор большинство высококачественных зубных щеток имеет щетинки игольчатой формы.
Щетинки игольчатой формы получают различными методами, например: (i) растворением материала щетинок на концах сильной кислотой или сильной щелочью, (ii) шлифованием концов щетинок с помощью шлифовальной машины после посадки щетинок в зубную щетку, (iii) предварительным заострением щетинок первым указанным выше методом, посадкой щетинок в зубную щетку и последующим шлифованием концов щетинок вторым указанным выше методом, и т.д. В данном случае "предварительным заострением" является операция, выполняемая так, чтобы степень заострения концов щетинок была меньше окончательной заданной степени заострения, иными словами, чтобы концы щетинок имели толщину примерно от 0,03 до 0,10 мм.
Первый метод (i) позволяет получать сильно заостренные щетинки игольчатой формы, имеющие относительно большую длину заостренной части, составляющую 5 мм или более, и концы толщиной около 0,01 мм. Такая щетинка игольчатой формы имеет длинную заостренную часть, придающую ей отличную мягкость, и тонкий конец, придающий ей отличную проникающую способность. Однако этот метод проблематичен в том плане, что при его осуществлении трудно точно регулировать время растворения (контакта с растворителем) при выполнении заострения, высок процент брака и неблагоприятны производственные условия.
Второй метод превосходен в отношении производительности, но проблематичен в том плане, что получаемые щетинки игольчатой формы имеют малую длину заостренной части, составляющую 2 мм или менее, вследствие чего мягкость щетинок недостаточна, и поэтому пользователь при чистке зубов может повредить десны.
Третий метод (iii) в некоторой степени решает проблемы первого (i) и второго (ii) и раскрыт в корейских патентах №261658 и 421454, заявки на которые были поданы автором настоящего изобретения. Согласно корейскому патенту №261658 щетинки погружают в концентрированный раствор кислоты или щелочи, удаляют материал щетинок растворением и извлекают щетинки незадолго до того, как щетинки начнут укорачиваться. Затем щетинки промывают в воде и высушивают, после чего их сажают в головку зубной щетки. После этого концы щетинок шлифуют с помощью шлифовальной машины. Достоинством получаемых этим методом щетинок игольчатой формы является то, что их заостренная часть имеет длину примерно 5 мм, т.е. щетинки имеют длинную заостренную часть, так что мягкость этих щетинок превосходна. Однако проблемой таких щетинок игольчатой формы является относительно большая толщина их концов, составляющая от 0,04 до 0,08 мм, вследствие чего эти щетинки имеют низкую проникающую способность. Если шлифование продолжить для уменьшения толщины щетинок на концах, уменьшится длина заостренной части, что ухудшит мягкость.
Корейский патент №421454 аналогичен корейскому патенту №261658, но предусматривает выполнение шлифования щетинок таким образом, что толщина кончика щетинки в результате составляет 0,02 мм или менее, чтобы улучшить проникающую способность. Поэтому данный метод выгоден тем, что щетинки имеют отличную проникающую способность. Однако этот метод проблематичен в том плане, что длина заостренной части щетинок составляет лишь от 2,8 до 3,5 мм, что делает щетинки недостаточно мягкими, и высок процент брака в производственном процессе.
Для решения этих проблем в корейском патенте №666457, заявка на который была подана автором настоящего изобретения, был предложен способ, далее называемый аналогом изобретения.
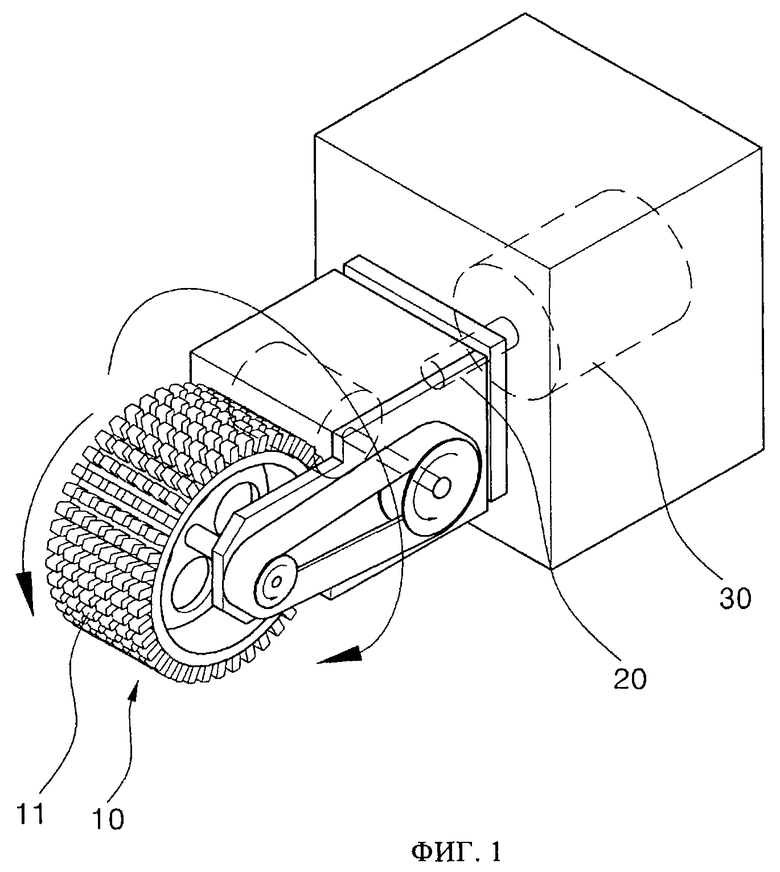
Согласно способу-аналогу незаостренный конец обычной щетинки шлифуют с помощью шлифовальной машины барабанного типа, рабочий орган которой имеет выступы 11 высотой от 1,5 до 7 мм при расстоянии между выступами, составляющем от 1 до 5 мм, и вращается в продольной плоскости и в поперечной плоскости (см. фиг.1). Конец щетинки игольчатой формы, получаемой этим способом, имеет диаметр от 0,01 до 0,02 мм, а заостренная часть щетинки игольчатой формы имеет длину от 3 до 7 мм. Диаметр конца и длина заостренной части практически равны соответствующим характеристикам щетинки игольчатой формы, получаемой методом погружения в химический реагент. Соответственно, способ-аналог обеспечивает получение щетинок игольчатой формы с требуемой толщиной на конце и требуемой длиной заостренной части без погружения щетинок в химические реагенты.
Однако щетинки, изготавливаемые способом-аналогом, проблематичны в том плане, что вследствие выделения тепла при выполнении операции шлифования может происходить температурная деформация щетинок. Температурная деформация приводит к изгибанию щетинок, таким образом, снижая их качество.
Кроме того, согласно корейской заявке на изобретение №10-2007-7027084 щетинки шлифуют с помощью шлифовальной машины барабанного типа, рабочий орган которой (шлифовальный барабан) не имеет выступов 11 (первая стадия шлифования), шлифуют с помощью шлифовальной машины барабанного типа, рабочий орган которой имеет выступы 11 (вторая и третья стадии шлифования), и в заключение подвергают финишной обработке с помощью вращающегося барабана, имеющего на своей поверхности волокна (четвертая стадия шлифования). Однако этот способ также проблематичен в том плане, что скорость вращения рабочего органа шлифовальной машины составляет от 500 до 1500 об/мин на второй стадии шлифования и от 1000 до 2000 об/мин на третьей стадии шлифования, т.е. скорость вращения очень высока, и поэтому температурной деформации полученной щетинки избежать невозможно. Температурная деформация вызывает загибание щетинки к концу заостренной части и приводит к неравномерному шлифованию щетинок, лишая продукцию конкурентоспособности.
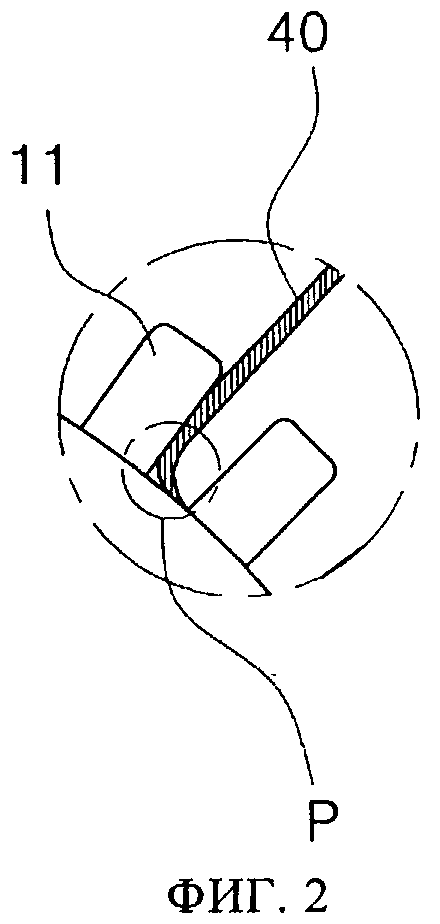
Далее, для уменьшения выделения теплоты трения был предложен способ, предусматривающий фиксацию зубной щетки, имеющей подлежащие шлифованию щетинки, и перемещение шлифовальной машины вверх и вниз во время выполнения шлифования, что уменьшает площадь поверхности трения. Хотя этот способ и способен сократить выделение теплоты трения, теплота трения по-прежнему накапливается в глубоких промежутках между выступами 11. Важно также то, чтобы концы щетинок шлифовались в меньшей степени. Когда конец щетинки находится в контакте с донной поверхностью Р впадин между выступами 11, как показано на фиг.2, этот конец шлифуется эффективно. Однако способ, включающий вертикальное перемещение шлифовальной машины, рабочий орган которой имеет выступы 11 той же высоты, делает невозможным введение концов щетинок в контакт с донной поверхностью впадин Р. Далее видно, что при изготовлении щетинок игольчатой формы первая и четвертая стадии шлифования по этому способу являются излишними.
Раскрытие изобретения
Техническая проблема
Соответственно, настоящее изобретение создавалось с учетом рассмотренных выше проблем, свойственных уровню техники, и задачей настоящего изобретения является разработка способа заострения щетинок зубной щетки, при осуществлении которого заострение щетинок зубной щетки достигается методом механической обработки, а также предотвращается температурная деформация. Еще одной задачей настоящего изобретения является разработка способа заострения щетинок зубной щетки, обеспечивающего улучшенную производительность.
Техническое решение
Для решения поставленных задач в настоящем изобретении предлагается способ заострения щетинок зубной щетки с помощью шлифовальных барабанов, каждый из которых имеет выступы и вращается в продольной плоскости и в поперечной плоскости, характеризующийся тем, что шлифовальные барабаны, имеющие выступы различной высоты, располагают в порядке непрерывного изменения высоты, и зубную щетку с обычными незаостренными щетинками пропускают поочередно по указанным шлифовальным барабанам, таким образом шлифуя концы щетинок, посаженных в зубную щетку.
Под "зубной щеткой с посаженными в нее щетинками" понимается зубная щетка, в которой щетинки закреплены с помощью анкеров, или зубная щетка, в которой щетинки закреплены без анкеров. Зубной щеткой с посаженными в нее щетинками может быть зубная щетка, в которую посажены щетинки различных форм, и зубная щетка, в которую щетинки сначала посажены, а затем подрезаны под конкретную форму.
Ниже сущность настоящего изобретения рассматривается подробнее.
На фиг.1 показан шлифовальный барабан, применяемый при осуществлении изобретения. Шлифовальный барабан 10 имеет на своей поверхности множество выступов 11 и соединен с ротором 30 посредством вращающегося вала 20, благодаря чему шлифовальный барабан 10 может вращаться как в продольной плоскости, так и в поперечной плоскости.
Подходящая высота выступов 11 составляет от 1,5 мм до 7,0 мм. При шлифовании щетинок шлифовальным барабаном 10 получают щетинки игольчатой формы, заостренная часть которых имеет длину 5 мм или более, как это описано выше.
Однако при выполнении шлифования шлифовальным барабаном 10 выделяется большое количество теплоты, что вызывает температурную деформацию щетинок. Для предотвращения этой температурной деформации можно рассмотреть возможность применения распыления жидкости. Однако поскольку этот прием резко уменьшает силы абразивного воздействия шлифовального барабана 10 на щетинки, он не может быть приемлемым.
В соответствии с настоящим изобретением выделение теплоты во время шлифования тщательно контролируется, и щетинки не претерпевают температурной деформации.
Контроль выделения теплоты во время шлифования предусматривает понижение частоты вращения шлифовального барабана в заданном диапазоне значений, а также варьирование высоты выступов 11.
При вращении шлифовального барабана с высокой скоростью выделяется большое количество теплоты трения, так что частота вращения в продольной плоскости должна регулироваться в пределах от 200 до 500 об/мин, предпочтительно от 250 до 480 об/мин. При выходе частоты вращения за верхнюю границу указанного выше интервала происходит температурная деформация щетинок. Если же частота вращения упадет ниже указанного выше интервала, эффективность шлифования начнет быстро уменьшаться, а значит, слишком сильно ухудшится производительность. Предпочтительно, чтобы частота вращения в поперечной плоскости составляла примерно 1/3 частоты вращения в продольной плоскости.
Однако задачи настоящего изобретения решаются не только регулированием частоты вращения шлифовального барабана. Температурная деформация происходит, даже если процесс шлифования выполняется шлифовальным барабаном, имеющим выступы 11 одинаковой высоты и вращающимся с низкой скоростью. Причина этого состоит в следующем. Дело в том, что для получения щетинок, имеющих заостренную часть желаемой длины, должен использоваться шлифовальный барабан, имеющий выступы 11 высотой 3 мм или более, предпочтительно 5 мм или более. Однако при использовании такого шлифовального барабана в промежутках между выступами 11 неизбежно накапливается теплота трения, а способность барабана к теплоотводу низка.
Согласно настоящему изобретению уменьшают частоту вращения шлифовального барабана, и параллельно друг другу включают несколько шлифовальных барабанов таким образом, чтобы процесс шлифования выполнялся поочередно. Число шлифовальных барабанов, включенных параллельно друг другу, должно быть 15 или более, предпочтительно 20 или более. Если зубная щетка, обрабатываемая путем шлифования ее щетинок, остается у каждого шлифовального барабана в течение заданного периода времени, а затем перемещается к следующему шлифовальному барабану, при перемещении зубной щетки щетинки мгновенно охлаждаются, избегая таким образом температурной деформации. Иначе говоря, хотя при выполнении шлифования и выделяется теплота трения, при перемещении щетинок они постоянно охлаждаются, так что поддерживается термически стабильное состояние между температурой шлифовальных барабанов и температурой выступов 11.
Для предотвращения температурной деформации щетинок и одновременно для максимального повышения производительности процесса, желательно использовать от 15 до 30 шлифовальных барабанов. Если число шлифовальных барабанов меньше 15, щетинки претерпевают во время шлифования температурную деформацию, а производительность процесса низка. Если число шлифовальных барабанов превышает верхнюю границу указанного выше интервала, усиления эффекта предотвращения деформации ожидать не приходится, но стоимость обрабатывающего оборудования увеличивается.
Регулирование высоты выступов 11 является важным фактором для контроля тепловыделения. Выступы 11 служат для увеличения длины заостренной части щетинок, и их высота выбирается в пределах от 1,5 до 7,0 мм. Среди шлифовальных барабанов, участвующих в непрерывном шлифовании, у шлифовальных барабанов, осуществляющих начальную стадию процесса шлифования, выступы 11 предпочтительно имеют высоту от 5 до 7 мм. Тем самым достигается получение требуемой длины заостренной части щетинок.
Однако по мере увеличения высоты выступов 11 площадь подверженной трению поверхности увеличивается. Соответственно, в процессе шлифования выделяется большое количество теплоты трения, и, кроме того, повышенное количество теплоты трения накапливается в промежутках между выступами 11. Поэтому после формирования у щетинок заостренной части требуемой длины высоту выступов 11 необходимо постепенно уменьшать.
Предпочтительно, чтобы выступы 11 шлифовальных барабанов, участвующих в промежуточной стадии процесса шлифования, имели высоту от 3 до 5 мм, а выступы 11 шлифовальных барабанов, участвующих в завершающей стадии процесса шлифования, имели высоту от 1,5 до 3,0 мм.
Если высота сформированных на шлифовальных барабанах выступов 11 сама по себе последовательно уменьшается, это обеспечивает достижение требуемой длины заостренной части щетинок, а, кроме того, значительное уменьшение теплоты, выделяемой при трении. Далее, выделяемая теплота трения легко отводится в окружающее пространство, что эффективно препятствует температурному деформированию щетинок.
Далее, по мере последовательного уменьшения высоты выступов 11, концы щетинок постоянно находятся в контакте с донной поверхностью впадин, обозначенной на фиг.2 как "Р" и расположенной между выступами 11 каждого шлифовального барабана. Этим достигается высокая эффективность шлифования щетинок до тех пор, пока толщина их концов не станет равной 0,02 мм или меньшей.
Выражение "последовательное уменьшение высоты выступов 11" включает в себя расположение шлифовальных барабанов в порядке строго последовательного уменьшения высоты их выступов: начиная от высоких выступов 11 и заканчивая низкими выступами, как это предусмотрено в рассматриваемом варианте осуществления настоящего изобретения, а также включает в себя расположение шлифовальных барабанов, при котором многие высокие выступы 11 расположены на участке, где процесс шлифования начинается, а многие низкие выступы 11 расположены на участке, где процесс шлифования заканчивается, пусть даже и высота выступов, расположенных на одном участке, не изменяется последовательно.
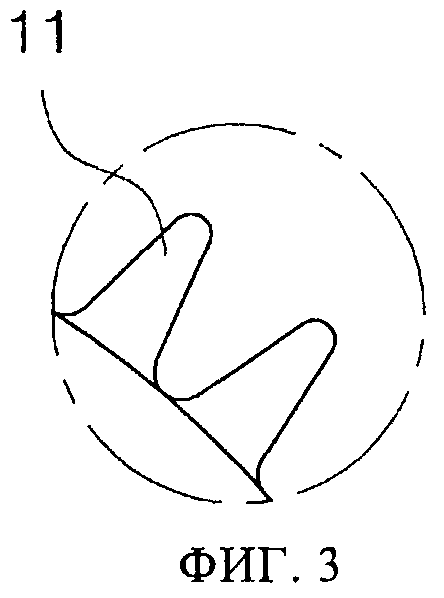
Желательно, чтобы интервал между выступами 11 составлял примерно от 1 до 5 мм. Далее, положив, что каждый выступ 11 имеет цилиндрическую форму, предпочтительно, чтобы выступы имели диаметр примерно от 1 до 3 мм. Выступ 11 может иметь цилиндрическую форму, показанную на фиг.2, или коническую форму, показанную на фиг.3.
Далее, если регулировать размер зерна покрытия из абразивного материала, наносимого на каждый выступ 11, достигается более высокое качество щетинок игольчатой формы. В частности, если шлифовальные барабаны, участвующие в начальной стадии процесса шлифования, покрыть абразивным материалом крупностью от 200 до 300 меш, шлифовальные барабаны, участвующие в промежуточной стадии процесса шлифования, покрыть абразивным материалом крупностью от 300 до 700 меш, а шлифовальные барабаны, участвующие в завершающей стадии процесса шлифования, покрыть абразивным материалом крупностью от 700 до 1000 меш, то шероховатая поверхность, образующаяся в процессе шлифования, станет в конечном итоге очень гладкой, что позволяет получать щетинки игольчатой формы столь же высокого качества, что и щетинки, получаемые обработкой химическим реагентом.
Далее, при необходимости, каждый шлифовальный барабан может приводиться в возвратно-поступательное движение в направлении, перпендикулярном направлению перемещения зубной щетки в процессе шлифования. Это возвратно-поступательное движение шлифовального барабана позволяет равномерно распределять выделяющуюся теплоту трения по всему шлифовальному барабану и обеспечивает увеличение срока службы шлифовального барабана. Подходящее расстояние, в пределах которого совершается возвратно-поступательное движение, составляет от 5 до 10 см.
Технические достоинства
Настоящее изобретение обеспечивает получение сильно заостренных щетинок игольчатой формы, у которых длина заостренной части составляет 5 мм или более, а толщина на конце составляет 0,02 мм или менее, даже без проведения процесса погружения щетинок в химический реагент, а также предотвращает температурную деформацию щетинок в процессе их заострения методом механической обработки. Далее, изобретение не предусматривает использования химических реагентов, и это значительно улучшает производственные условия, а себестоимость продукции снижается. Кроме того, удаляемые со щетинок материал и пыль, образующаяся в процессе шлифования, собираются и повторно используются в ручке зубной щетки и т.п., что делает предлагаемый в изобретении способ экологичным и позволяет избежать потери ресурсов.
Краткое описание чертежей
На фиг.1 приведен вид в перспективе шлифовального барабана, используемого при осуществлении настоящего изобретения.
На фиг.2 приведен местный вид в увеличенном масштабе щетинки зубной щетки, находящейся при шлифовании между выступами.
На фиг.3 приведен местный вид в увеличенном масштабе конических выступов.
Осуществление изобретения
Ниже рассматриваются примеры осуществления настоящего изобретения.
Интервал между выступами 11 шлифовального барабана, используемого в рассматриваемых ниже примерах осуществления изобретения, составляет 2 мм для всех примеров.
Первый пример осуществления изобретения
Пятнадцать шлифовальных барабанов, установленных с возможностью вращения в продольной и поперечной плоскостях и имеющих выступы 11 высотой, соответственно, 7,0 мм, 6,6 мм, 6,2 мм, 5,8 мм, 5,4 мм, 5,0 мм, 4,6 мм, 4,2 мм, 3,8 мм, 3,4 мм, 3,0 мм, 2,6 мм, 2,2 мм, 1,8 мм и 1,5 мм, располагают слева направо, т.е. в порядке уменьшения высоты выступов. Затем, начиная с левого шлифовального барабана, шлифуют обычные незаостренные щетинки зубной щетки. Продолжительность шлифования на каждом шлифовальном барабане составляет 2,5 секунды, а скорости вращения шлифовальных барабанов в продольной плоскости устанавливают следующим образом: скорость вращения первого, второго и третьего шлифовальных барабанов в продольной плоскости составляет 300 об/мин, скорость вращения четвертого, пятого и шестого шлифовальных барабанов в продольной плоскости составляет 485 об/мин, скорость вращения седьмого, восьмого и девятого шлифовальных барабанов в продольной плоскости составляет 490 об/мин, скорость вращения десятого, одиннадцатого и двенадцатого шлифовальных барабанов в продольной плоскости составляет 495 об/мин, и скорость вращения тринадцатого, четырнадцатого и пятнадцатого шлифовальных барабанов в продольной плоскости составляет 450 об/мин. Скорость вращения в поперечной плоскости устанавливается как 1/3 скорости вращения в продольной плоскости. Для повышения эффективности шлифования каждый шлифовальный барабан установлен с возможностью возвратно-поступательного движения на расстояние 5 см в направлении, перпендикулярном направлению перемещения зубной щетки.
Выступы 11 шлифовальных барабанов с первого по пятый покрыты абразивным материалом крупностью 200 меш, выступы шлифовальных барабанов с шестого по восьмой покрыты абразивным материалом крупностью 350 меш, выступы шлифовальных барабанов с девятого по одиннадцатый покрыты абразивным материалом крупностью 550 меш, и выступы шлифовальных барабанов с двенадцатого по пятнадцатый покрыты абразивным материалом крупностью 850 меш.
Длина заостренной части щетинок, обработанных таким образом и с применением описанных средств, составила 6 мм, а толщина щетинок на конце составила 0,03 мм.
Второй пример осуществления изобретения
Двадцать один шлифовальный барабан, установленные с возможностью вращения в продольной и поперечной плоскостях и имеющие выступы 11 высотой, соответственно, 7,0 мм, 6,7 мм, 6,4 мм, 6,1 мм, 5,8 мм, 5,5 мм, 5,2 мм, 4,9 мм, 4,6 мм, 4,3 мм, 4,0 мм, 3,7 мм, 3,4 мм, 3,1 мм, 2,8 мм, 2,5 мм, 2,2 мм, 1,9 мм, 1,8 мм, 1,6 мм и 1,5 мм, располагают слева направо, т.е. в порядке уменьшения высоты выступов. Затем, начиная с левого шлифовального барабана, шлифуют обычные незаостренные щетинки зубной щетки. Продолжительность шлифования на каждом шлифовальном барабане составляет 2,5 секунды, а скорости вращения шлифовальных барабанов в продольной плоскости устанавливают следующим образом: скорость вращения первого, второго и третьего шлифовальных барабанов в продольной плоскости составляет 250 об/мин, скорость вращения четвертого, пятого и шестого шлифовальных барабанов в продольной плоскости составляет 470 об/мин, скорость вращения седьмого, восьмого и девятого шлифовальных барабанов в продольной плоскости составляет 475 об/мин, скорость вращения десятого, одиннадцатого, двенадцатого, тринадцатого, четырнадцатого и пятнадцатого шлифовальных барабанов в продольной плоскости составляет 480 об/мин, скорость вращения шестнадцатого, семнадцатого и восемнадцатого шлифовальных барабанов в продольной плоскости составляет 460 об/мин, а скорость вращения девятнадцатого, двадцатого и двадцать первого шлифовальных барабанов в продольной плоскости составляет 450 об/мин. Скорость вращения в поперечной плоскости устанавливается как 1/3 скорости вращения в продольной плоскости. Возвратно-поступательное движение каждого шлифовального барабана организовано так же, как и в первом примере осуществления изобретения.
Выступы 11 шлифовальных барабанов с первого по пятый покрыты абразивным материалом крупностью 200 меш, выступы шлифовальных барабанов с шестого по восьмой покрыты абразивным материалом крупностью 350 меш, выступы шлифовальных барабанов с девятого по одиннадцатый покрыты абразивным материалом крупностью 550 меш, выступы шлифовальных барабанов с двенадцатого по шестнадцатый покрыты абразивным материалом крупностью 850 меш, и выступы шлифовальных барабанов с семнадцатого по двадцать первый покрыты абразивным материалом крупностью 1000 меш.
Длина заостренной части щетинок, обработанных таким образом и с применением описанных средств, составила 7 мм, а толщина щетинок на конце составила 0,02 мм или менее (от 0,01 до 0,02 мм),
Третий пример осуществления изобретения
На шлифовальные барабаны с первого по четвертый устанавливают выступы 11 высотой 7 мм, на шлифовальные барабаны с пятого по восьмой устанавливают выступы 11 высотой 5 мм, на шлифовальные барабаны с девятого по двенадцатый устанавливают выступы 11 высотой 3 мм, и на шлифовальные барабаны с тринадцатого по пятнадцатый устанавливают выступы 11 высотой 1,5 мм. В остальном конструкция остается такой же, как в первом примере осуществления изобретения.
Длина заостренной части щетинок, обработанных таким образом и с применением описанных средств, составила 6 мм, а толщина щетинок на конце составила 0,02 мм.
Первый сравнительный пример
Как и в первом варианте осуществления изобретения, щетинки шлифовали с помощью пятнадцати шлифовальных барабанов. Однако согласно первому сравнительному примеру использовали выступы 11 одинаковой высоты 5 мм. Продолжительность шлифования на каждом шлифовальном барабане составляет 2,5 секунды, а скорость вращения шлифовальных барабанов и крупность абразивного материала для покрытия заданы такими же, как и в первом примере осуществления изобретения. При проведении процесса шлифования в вышеуказанных условиях длина заостренной части полученных щетинок составила 4 мм, а толщина щетинок на конце - 0,04 мм. Из-за воздействия теплоты трения щетинки деформировались. Иначе говоря, концы щетинок оказались загнуты.
Второй сравнительный пример
Во втором сравнительном примере обработка щетинок проводилась в тех же условиях, что и в первом примере осуществления изобретения, за исключением того, что скорость вращения в продольной плоскости была увеличена до 1000 об/мин, а скорость вращения в поперечной плоскости - до 330 об/мин. Щетинки, обработанные в соответствии со вторым сравнительным примером, имели ту же длину заостренной части и ту же толщину на конце, что и щетинки, обработанные в соответствии с первым примером осуществления изобретения, но претерпели температурную деформацию.
Третий сравнительный пример
На каждом шлифовальном барабане сформировали выступы 11 одинаковой высоты 6 мм, а процесс шлифования выполняли, как в третьем примере осуществления изобретения. Иначе говоря, положение каждого шлифовального барабана отрегулировали таким образом, чтобы каждый из шлифовальных барабанов с первого по четвертый находился в контакте с участком щетинок длиной 6 мм от конца щетинки, каждый из шлифовальных барабанов с четвертого по восьмой находился в контакте с участком щетинок длиной 5 мм от конца щетинки, каждый из шлифовальных барабанов с восьмого по двенадцатый находился в контакте с участком щетинок длиной 3 мм от конца щетинки, и каждый из шлифовальных барабанов с тринадцатого по пятнадцатый находился в контакте с участком щетинок длиной 1,5 мм от конца щетинки. В остальном процесс проводили так же, как и в первом примере осуществления изобретения.
Длина заостренной части полученных щетинок аналогична длине, заостренной части щетинок, полученных в третьем примере осуществления изобретения. Однако наблюдалась некоторая температурная деформация, и толщина щетинок на концах составила 0,05 мм. Как следствие, результат шлифования был дефектным.
Способ заострения щетинок зубной щетки с помощью шлифовальных барабанов, каждый из которых имеет выступы высотой от 1,5 до 7,0 мм и вращается в продольной плоскости и в поперечной плоскости. Шлифовальные барабаны включают параллельно друг другу и располагают в порядке убывания высоты выступов, выполненных на каждом из них. Зубную щетку, имеющую обычные незаостренные щетинки, последовательно пропускают по шлифовальным барабанам, таким образом непрерывно шлифуя щетинки. Изобретение обеспечивает предотвращение температурной деформации щетинок, что позволяет улучшить качество заостренных щетинок. 5 з.п. ф-лы, 3 ил.
1. Способ заострения щетинок зубной щетки с помощью шлифовальных барабанов, каждый из которых имеет выступы высотой от 1,5 до 7,0 мм и вращается в продольной плоскости и в поперечной плоскости, характеризующийся тем, что шлифовальные барабаны включают параллельно друг другу и располагают в порядке убывания высоты выступов, выполненных на каждом из шлифовальных барабанов, и зубную щетку, имеющую обычные незаостренные щетинки, последовательно пропускают по шлифовальным барабанам, таким образом непрерывно шлифуя щетинки.
2. Способ по п.1, в котором скорость вращения каждого из шлифовальных барабанов в продольной плоскости составляет от 200 до 500 об/мин.
3. Способ по п.2, в котором скорость вращения каждого из шлифовальных барабанов в продольной плоскости составляет от 250 до 480 об/мин.
4. Способ по п.1, в котором число шлифовальных барабанов, расположенных в порядке убывания высоты их выступов, составляет от 15 до 30.
5. Способ по п.1, в котором каждый из шлифовальных барабанов приводят в возвратно-поступательное движение на расстояние от 5 до 10 см в направлении, перпендикулярном направлению перемещения зубной щетки.
6. Способ по п.1, в котором каждый из шлифовальных барабанов располагают так, чтобы концы щетинок зубной щетки оказывались в контакте с донной поверхностью впадин между выступами.
| KR 100666457 B1, 09.01.2007 | |||
| KR 20080021604 A, 07.03.2008 | |||
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| Устройство для совмещения узлов перегрузки консолей конвейерного комплекса | 1984 |
|
SU1234525A1 |
| RU 2004129289 A, 20.01.2006. | |||

