Область изобретения
Представленное изобретение относится к застежечным приспособлениям, предназначенным для использования с одноразовыми влаговпитывающими изделиями, такими как подгузники, тренировочные трусы и прокладки, используемые при недержании мочи. Говоря более конкретно, данное изобретение относится к застежечным приспособлениям для изделий простых в использовании и изготовлении.
Предыстория изобретения
Известно много различных типов повторно застегиваемых фиксирующих элементов, включая хомуты, булавки, системы, состоящие из крючка и петли, пуговицы, кнопки, взаимно фиксирующиеся формовые изделия, пряжки, адгезивные ленты, «липучки», молнии и прочие скользящие застегиваемые соединительные детали. Такие застежки использовались на самых различных изделиях как длительного, так и одноразового пользования. В качестве типичной сферы их применения можно указать на конверты, одежду, подгузники, обувь, строительные фиксирующие элементы, фиксирующие элементы общего назначения и женские гигиенические средства.
Некоторые застежечные приспособления, такие как системы, состоящие из крючка и петли, или адгезивные ленты требуют предварительного совмещения сопрягаемой поверхности с основной. Эта процедура может завершиться правильным наложением застежки, но в некоторых случаях заканчивается неправильным наложением элементов застежки и/или неудовлетворительным их совмещением. Более того, эффективность системы, состоящей из петель и крючков, может снизиться вследствие их сжатия или загрязнения, а кроме того, эта система может привести к повреждению рядом расположенных материалов. В случаях использования адгезивных систем неправильное застегивание фиксирующего приспособления может привести к невозможности использования всего изделия целиком. Например, при надевании подгузников необходимость повторного застегивания фиксирующего язычка, который был неправильно зафиксирован до этого, может привести к прорыванию верхнего покровного слоя подгузника. Кроме того, адгезивные системы подвержены проблемам, связанным с нарушением их качества вследствие своего загрязнения. Для того чтобы исключить такого рода проблемы при использовании застежечных элементов данного типа, часто приходится жертвовать дизайном или использовать дополнительные материалы, что ведет к удорожанию готового изделия.
Ограничения по использованию других систем застежек, таких как пуговицы, кнопки, крючки и петли, застежки, обусловлены необходимостью соединять между собой отдельно расположенные компоненты. При использовании для застегивания только одного застежечного компонента соединение обеспечивает возможность проворачивания материала, расположенного вокруг застежки, вокруг отдельных точек, соединяемых застежкой. Если в изделии необходимо предусмотреть несколько соединяемых застежкой точек, то обычно требуется использование не одного, а нескольких застежечных элементов. Множественные соединения могут оказаться громоздкими и приводить к образованию зазоров между отдельными компонентами застегивающей системы, особенно в с случаях, когда на соединения приходится напряжение. Такого рода системы требуют тщательного выравнивания компонентов, гарантирующего создание требуемого соединения. Некоторые многоточечные застежечные системы требуют, чтобы в застегнутом виде система пребывала в натянутом состоянии.
Другие примеры взаимофиксирующихся застежечных систем можно найти в Патентах США №198097; 207253; 378874; 771719; 791654; 2837096; 3482289; 3620180; 3834824 и 4001924. Все эти застежки могут использоваться для соединения по всей длине или промежутков, но при этом все они характеризуются одним важным недостатком, особенно явственным при использовании их с изделиями одноразового применения, такими как подгузники. Некоторые застежки требуют от пользователя сжатия соединения для создания требуемого зацепления. Другие требуют сложного манипулирования для требуемого зацепления приспособлений застежки типа продевания язычка через одно из приспособлений, с последующим просовыванием под еще одним. В других вариантах от пользователя требуется для создания зацепления деформировать по крайней мере одно из приспособлений, что может привести к снижению общей фиксирующей способности застежки. В большинстве застежек не предусмотрены возможности для надежного прилегания застежки к различным профилированным поверхностям после их накладывания; кроме того, многие системы не снабжены средствами, позволяющими регулировать степень натяжения застежек. Более того, при использовании такого рода застежек с изделиями одноразового использования возможно оставление от них морщин на кожном покрове и дискомфорт для тех, кто их носит.
Для решения этих проблем в Патенте США №6251097 приводится описание застежки, состоящей из язычка и канавки, в которой подвески язычка имеют «Т-образную» форму. Язычки специально предназначены для использования с одноразовыми подгузниками, детскими нагрудниками, оберточными одеялами и пакетами, а также санитарными салфетками. Язычки, описываемые в этом патенте, состоят из кромочной секции «кромки», являющейся частью язычкового элемента 42, которая непосредственно не соединяется со структурой основания изделия, на которой крепится язычковый элемент, и кромочная секция отходит от структуры основания изделия таким образом, что ее можно установить внахлест по крайней мере с частью внешней секции канавочного элемента (см, кол.8, стр18-39). Изготовление этой кромочной секции язычка сопряжено с применением сложного производственного процесса, так как кромка формуется из отдельного материала, закрепляемого на основной опорной подложке.
В работе WO 97/02795 представлена система застежки для подгузника, которая может расцениваться в качестве макрозастежки. Средства для застегивания непосредственно состоят из двух функционирующих вместе первого и второго элементов застежки и характеризуются тем, что первая или вторая часть средств застегивания включают в себя секцию застежки, которая выступает наружу по кругу пояса и которая может вставляться в соответствующее отверстие в сопрягаемом с ней втором или первом элементе застежки; и в этом одном первом или втором элементе застежки имеется, по крайней мере, один фиксирующий элемент, который выдвигается в направлении, в целом перпендикулярном направлению, в котором секция застежки вставляется, и взаимно зацепляется посредством фиксирующего отверстия во втором элементе застежки во вставленном положении. Данная система имеет трехмерную конфигурацию, поэтому ее сложно изготавливать и поставлять потребителю в упакованном виде с подгузниками, укладываемыми по несколько штук в упаковке.
В патенте США №2548162 представлен подгузник без булавки, в котором используется то, что может быть названо макрозастегивающей системой. В данной системе использованы язычки и петли, при этом язычки имеют форму сердечка, а самая широкая часть язычка значительно превышает по толщине секцию основания (в которой язычок крепится к подгузнику).
В патенте США №55451159 представлен одноразовый подгузник с макрозастежкой, в котором макрозастежка имеет взаимно фиксирующиеся друг в друге выступы и отверстия. Данная система также сложна.
Возникла необходимость создания системы макрозастежки, элементы которой были бы просты в изготовлении и использовании и также могли бы упаковываться в упаковку, предназначенную для укладки нескольких изделий, без создания дополнительных проблем, связанных с обеспечением однородности упаковки и вызванных трехмерной формой изделий.
Краткое описание изобретения
Застегивающееся ламинатное язычковое приспособление состоит из канавки и язычка, имеющего жесткий язычковый элемент и соответствующую эластичную несущую язычковую подложку, при этом жесткий язычковый элемент имеет наружную кромку и внутреннюю кромку, а внутренняя кромка образует по крайней мере один выступ, причем язычковый элемент сформирован из жесткой язычковой подложки, заламинирован по крайней мере с одним эластичным подложечным полотном, причем указанное полотно является также, по крайней мере, частично, несущей язычковой подложкой, при этом слой эластичного подложечного полотна находится в одной плоскости, также непрерывно расположен между несущей подложкой под язычки и жестким язычковым элементом таким образом, что несущая язычковая подложка и жесткий язычковый элемент лежат в параллельных плоскостях, при этом выступ язычкового элемента выполнен с возможностью отделения от несущей язычковой подложки в направлении от полотна несущей язычковой подложки.
Краткое описание чертежей
ФИГ.1 - вид сверху в сечении первичного полотна с язычковыми секциями по первому конструктивному воплощению.
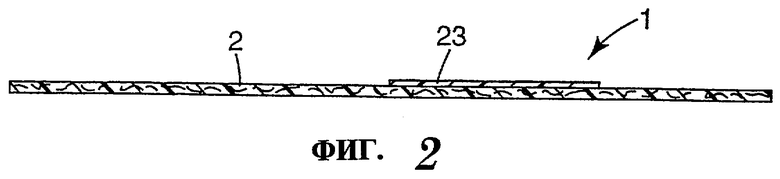
ФИГ.2 - вид сбоку, изображенного на Фиг.1.
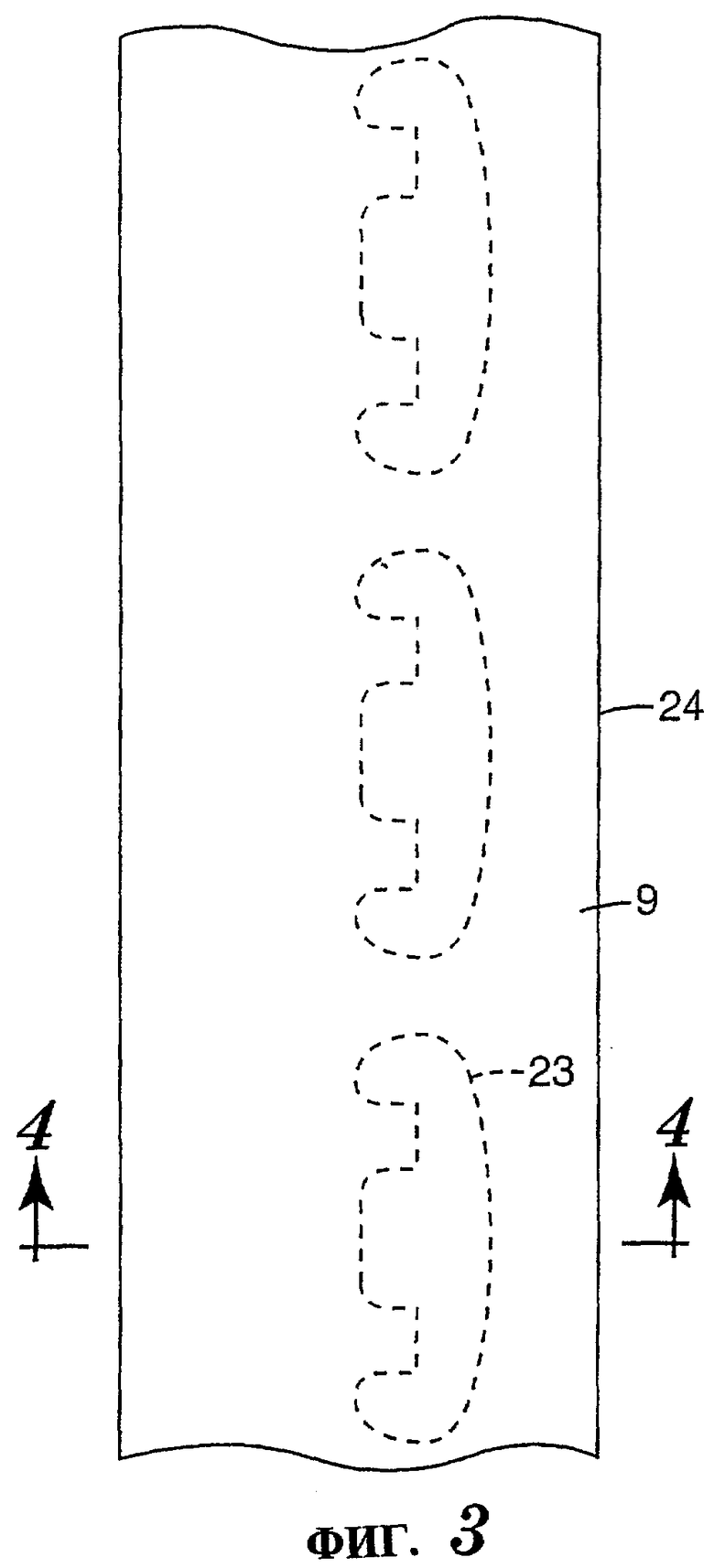
ФИГ.3 - вид сверху в сечении первичного полотна с язычковыми секциями по первому конструктивному воплощению.
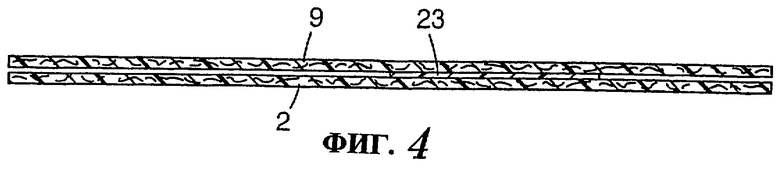
ФИГ.4 - вид сбоку, изображенного на Фиг.3.
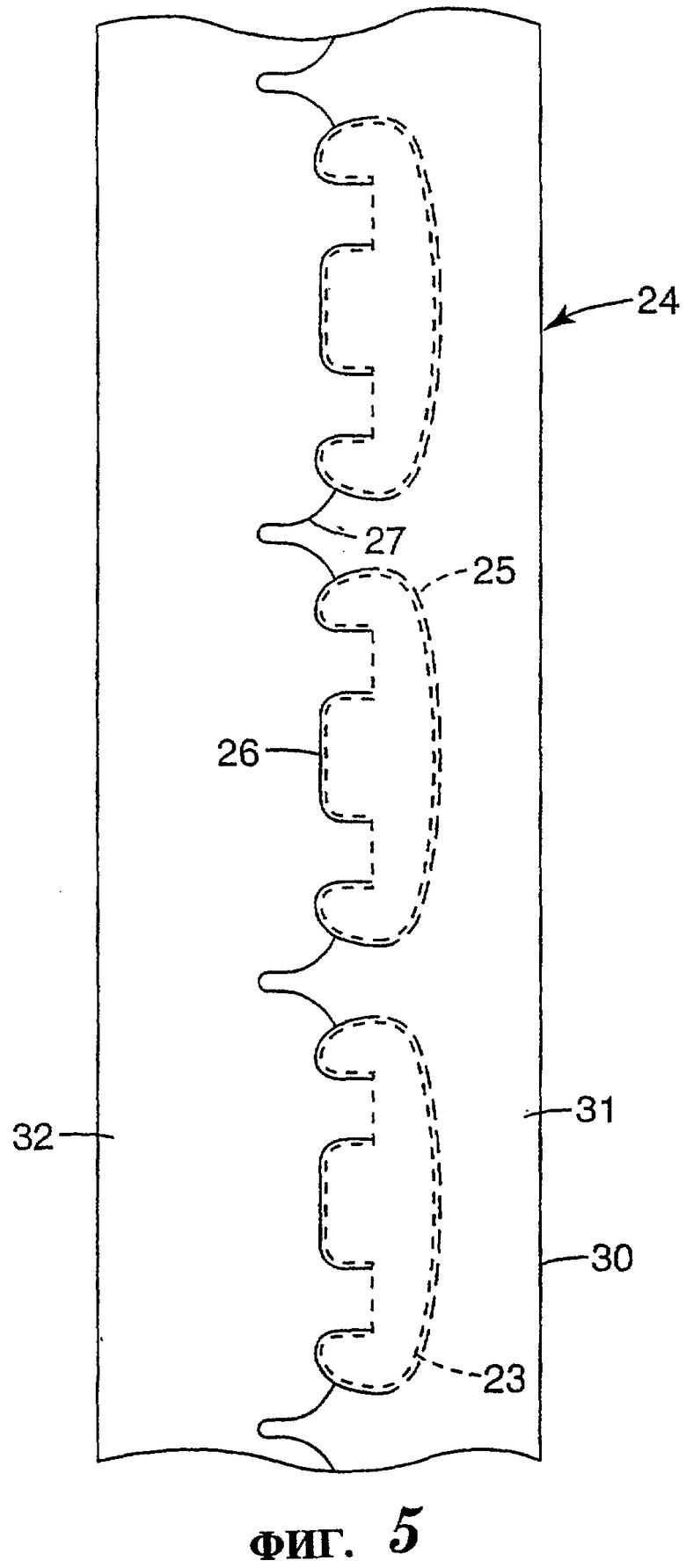
ФИГ.5 - вид сверху в сечении первичного полотна с язычковыми секциями по первому конструктивному воплощению.
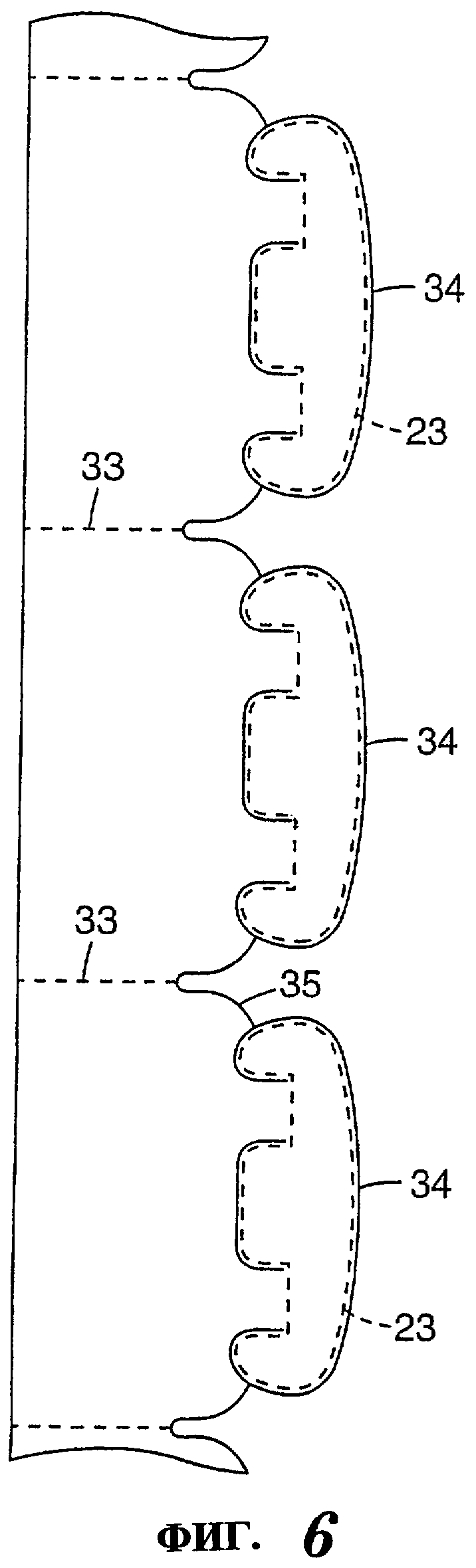
ФИГ.6 - вид сверху материала с Фиг.5 с удаленной отделочной секцией.
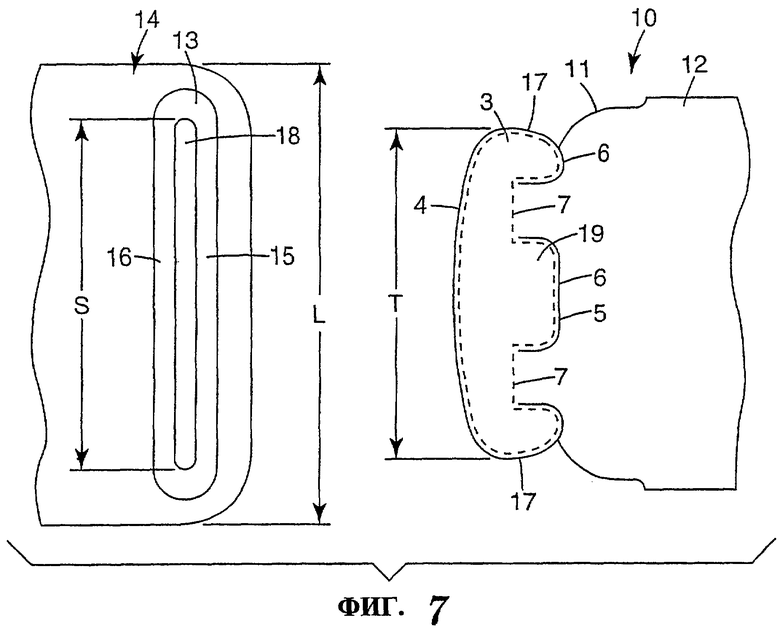
ФИГ.7 - вид сверху язычковой секции по первому конструктивному воплощению перед ее вставкой в канавочном элементе.
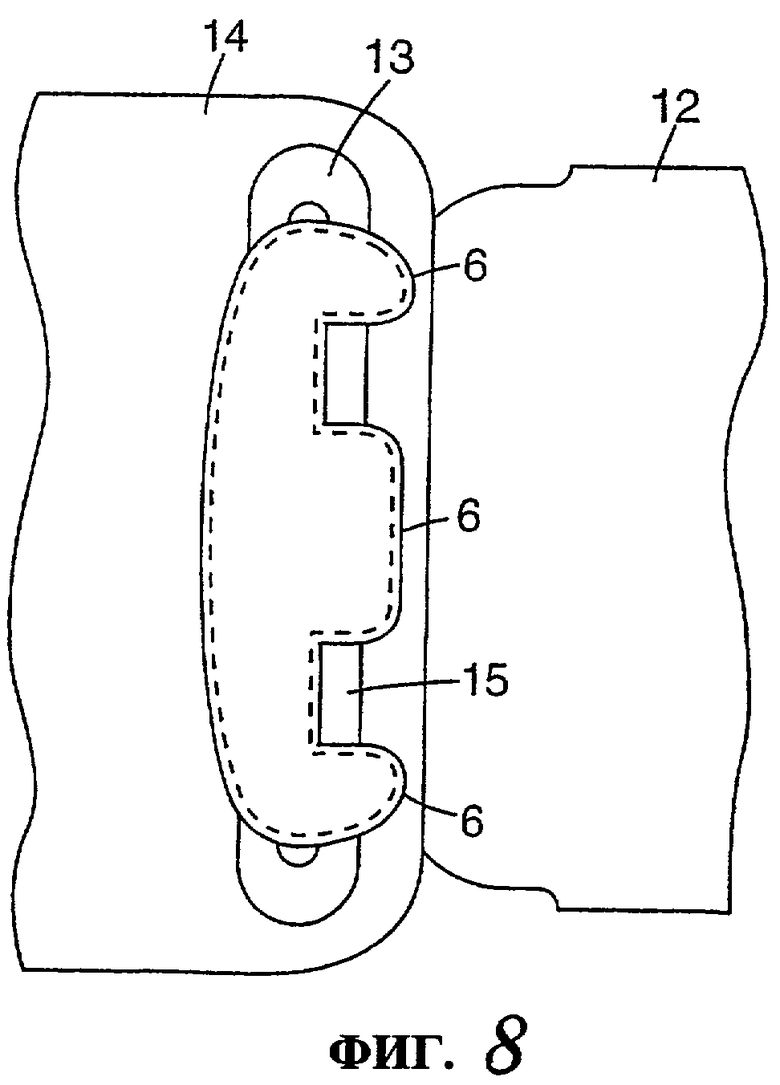
ФИГ.8 - вид сверху язычковой секции по первому конструктивному воплощению, вставленной в канавочный элемент.
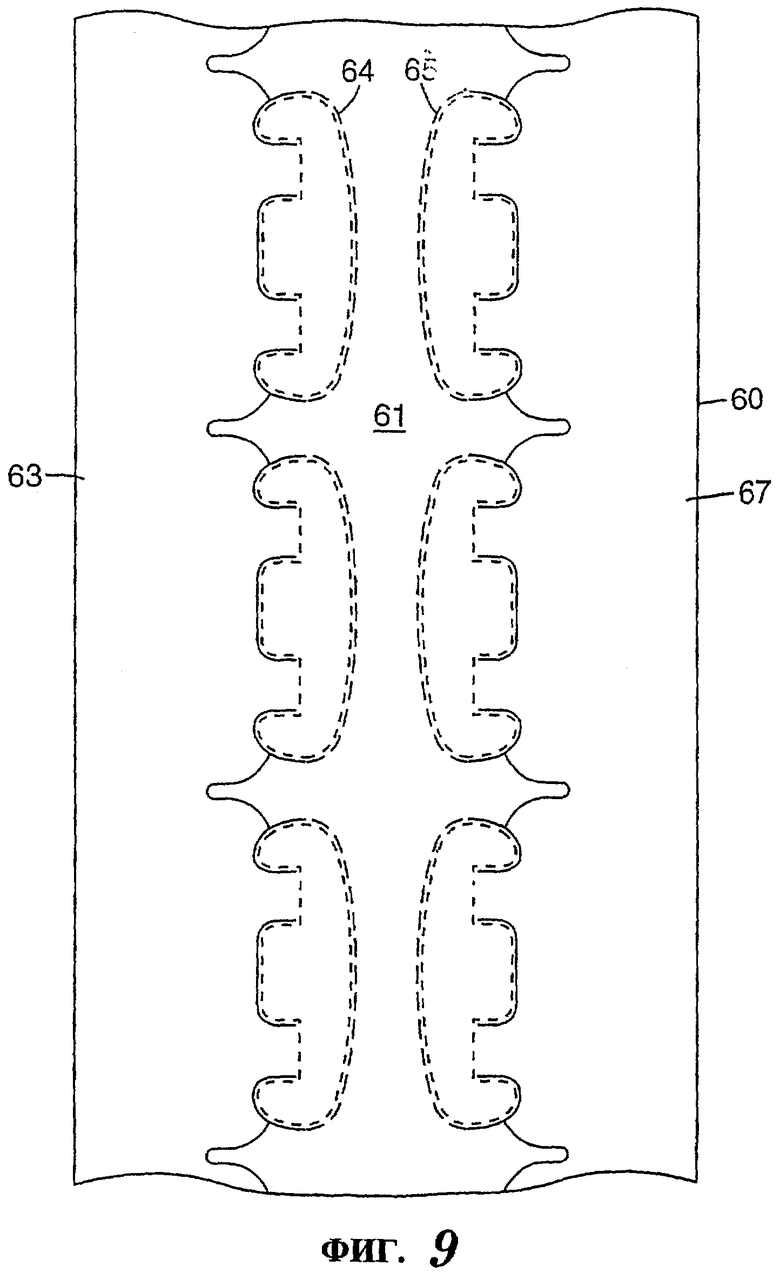
ФИГ.9 - вид сверху в сечении альтернативного четвертого воплощения язычковых секций, представленных в первом конструктивном воплощении, на различных первичных полотнах.
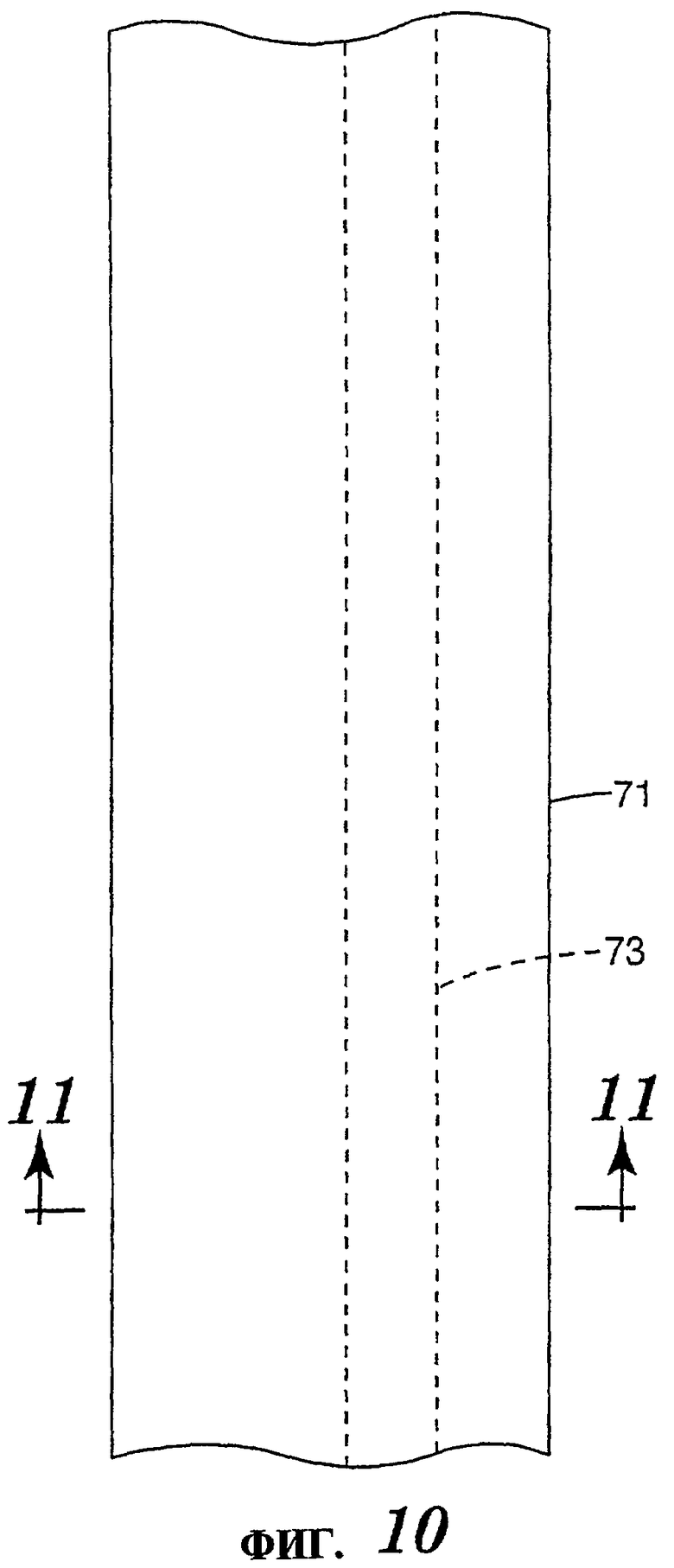
ФИГ.10 - вид сверху в сечении пятого конструктивного воплощения изобретенного первичного полотна для язычковых секций.
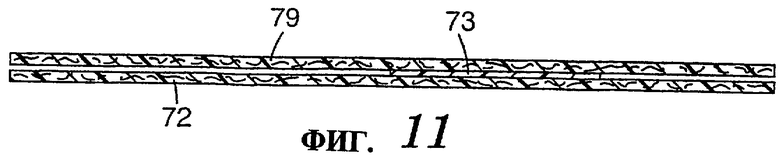
ФИГ.11 - вид сбоку, изображенного на Фиг.10.
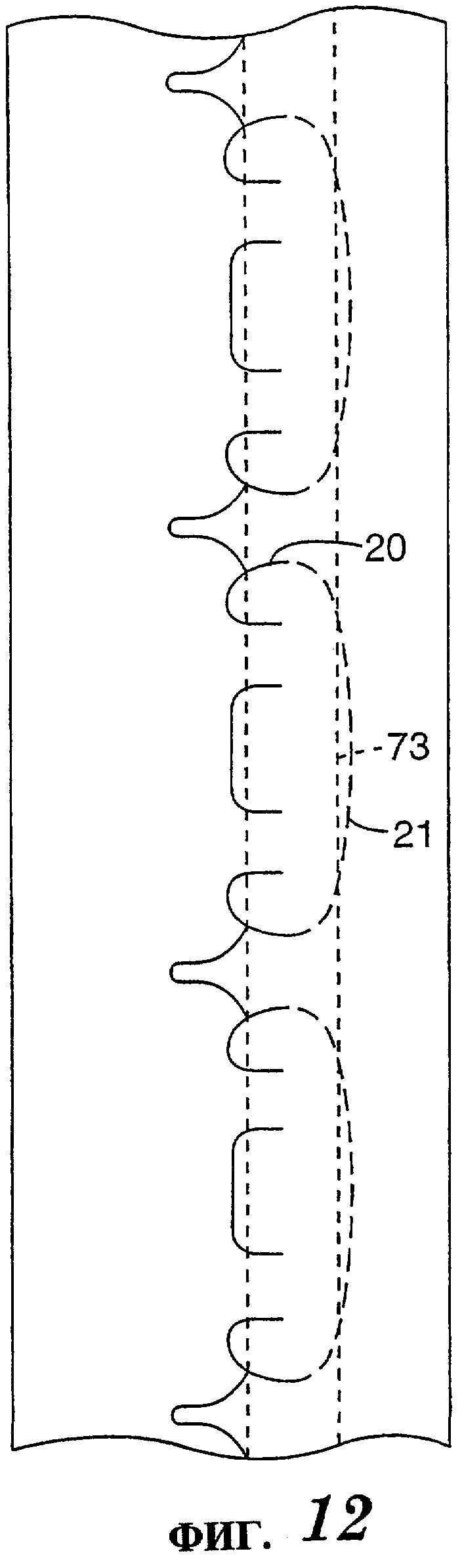
ФИГ.12 - вид сверху в сечении изображенного на Фиг.9 конструктивного воплощения, в котором язычковые секции частично вырезаны из первичного полотна.
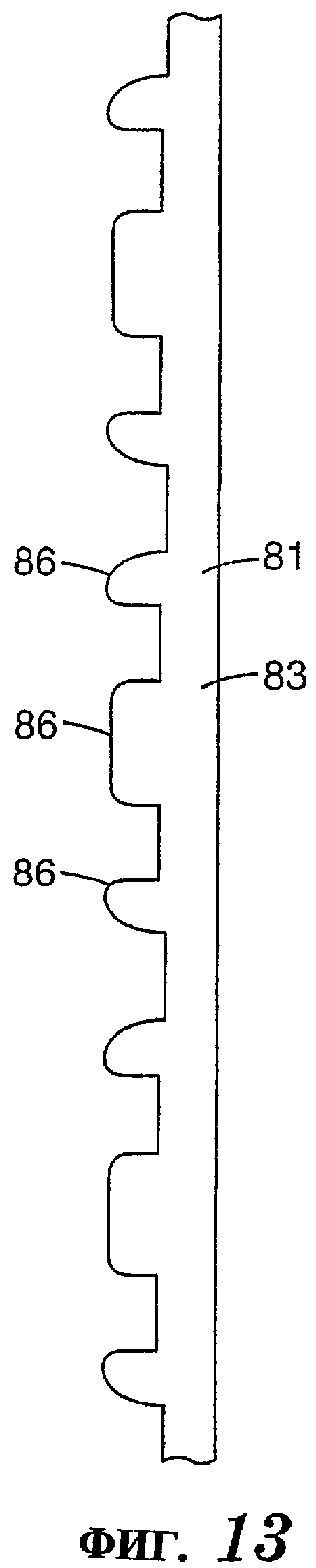
ФИГ.13 - вид сверху подложки под язычки шестого конструктивного воплощения для использования в первичном полотне.
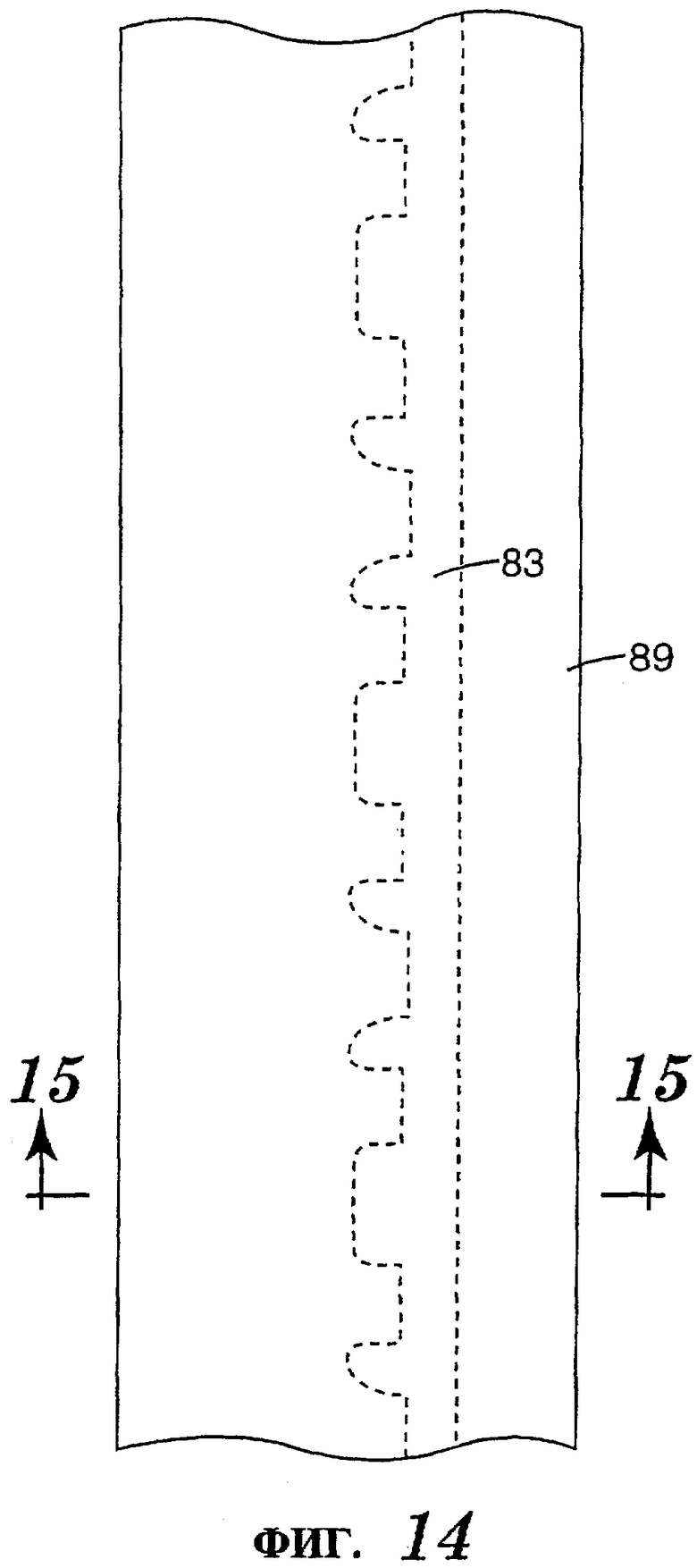
ФИГ.14 - вид сверху подложки под язычки шестого конструктивного воплощения в первичном полотне.
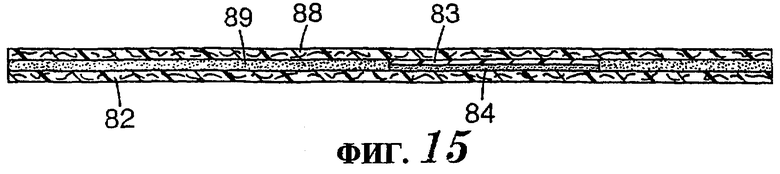
ФИГ.15 - вид сбоку, изображенного на Фиг.14.
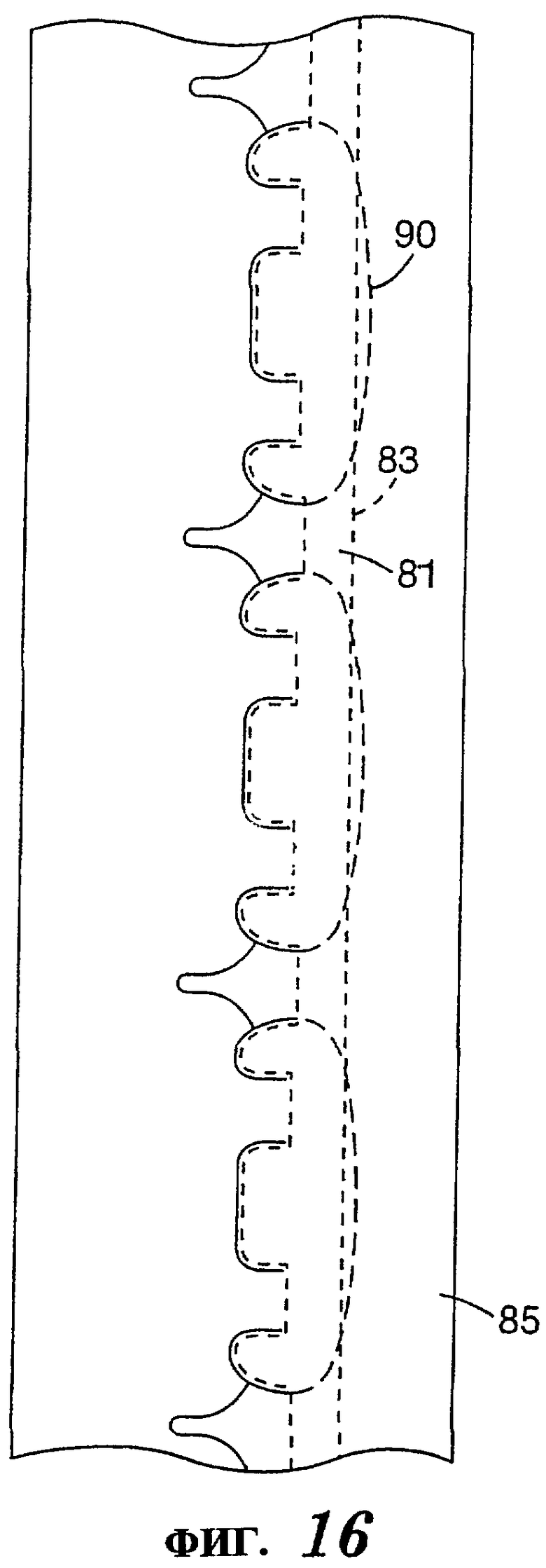
ФИГ.16 - вид сверху в сечении конструктивного воплощения с Фиг.14, в котором язычковые секции частично вырезаны из первичного полотна.
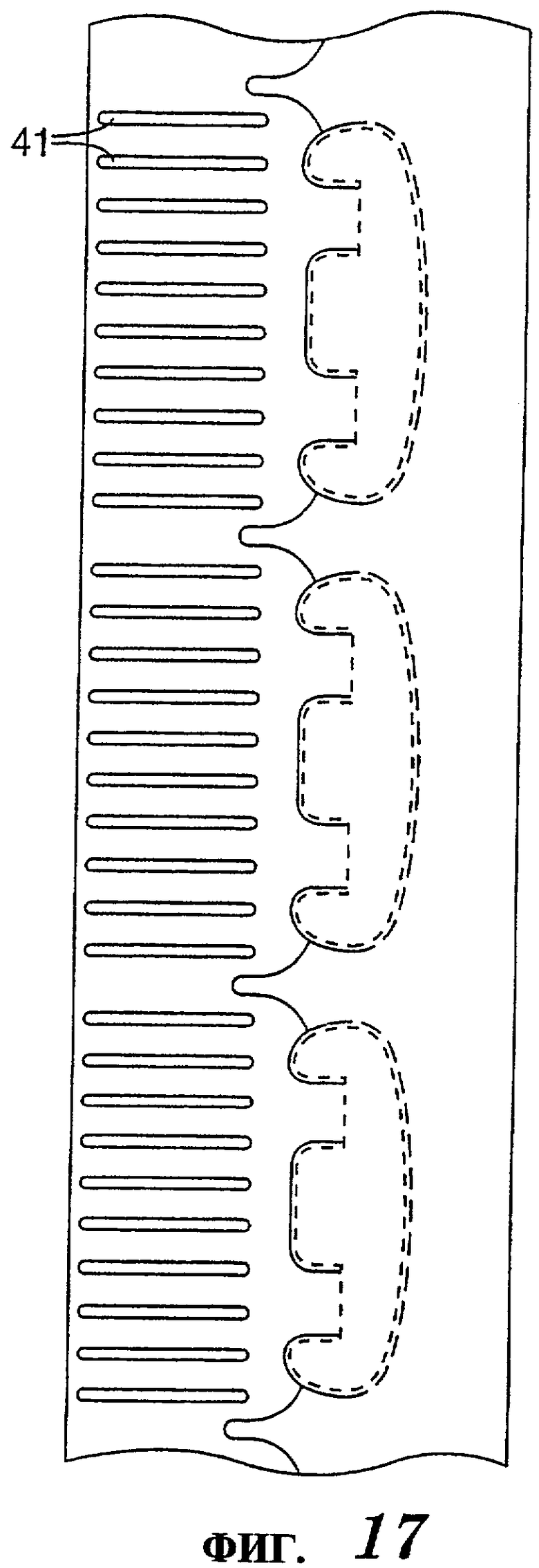
ФИГ.17 - вид сверху в сечении первичного полотна из второго конструктивного воплощения с зубчатыми секциями.
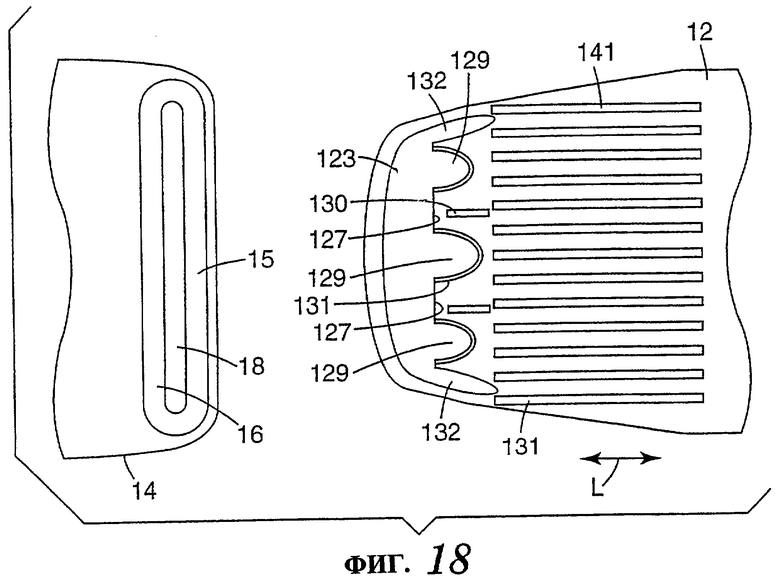
ФИГ.18 - вид сверху восьмого конструктивного воплощения представленной в изобретении язычковой секции перед ее вставкой в канавочный элемент.
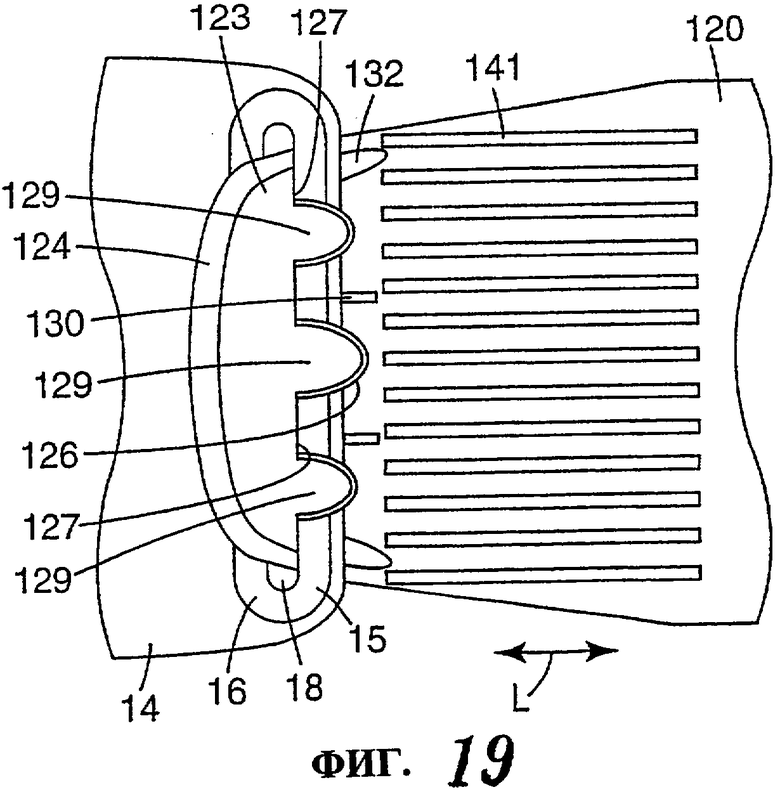
ФИГ.19 - вид сверху язычковой секции по восьмому конструктивному воплощению перед ее вставкой в канавочном элементе.
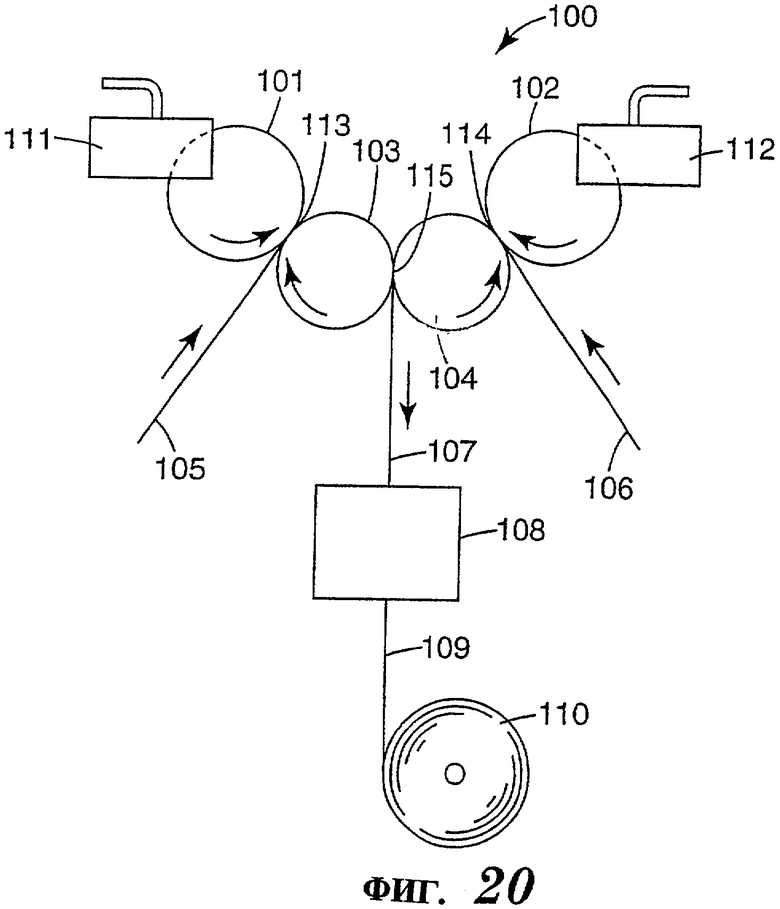
ФИГ.20 - схематический вид технологического процесса, применимого для формования представленных в изобретении первичных полотен с язычковой секцией.
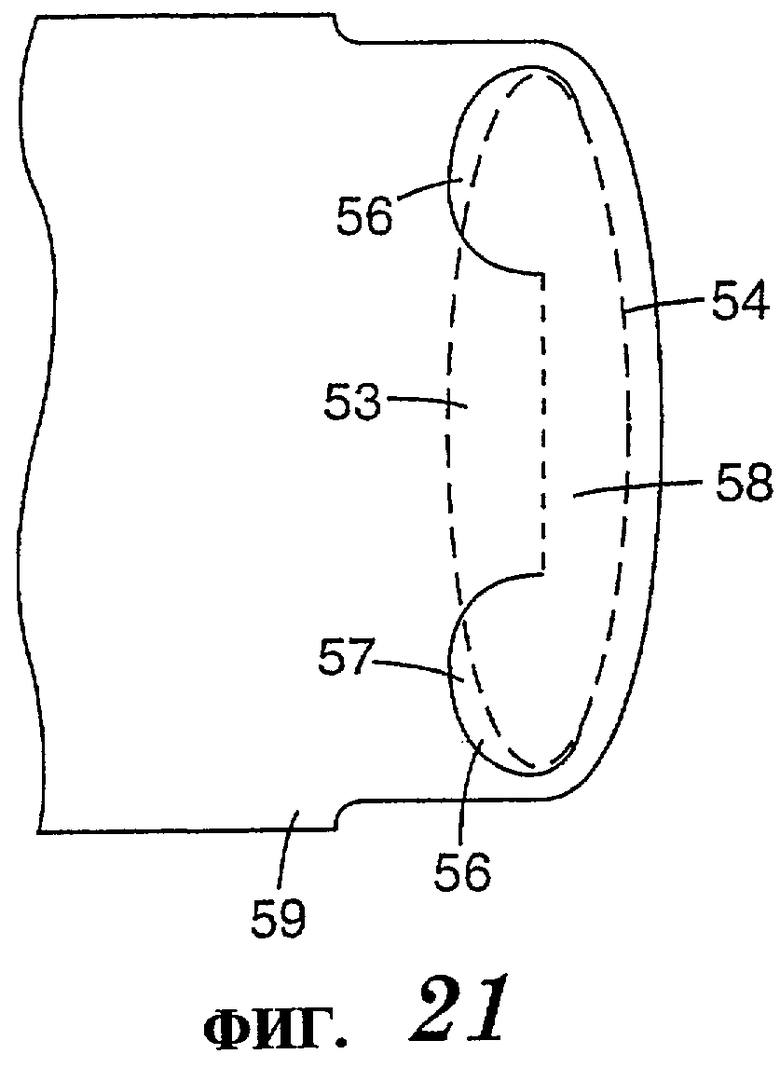
ФИГ.21 - схематический вид третьего конструктивного воплощения представленной в изобретении язычковой секции.
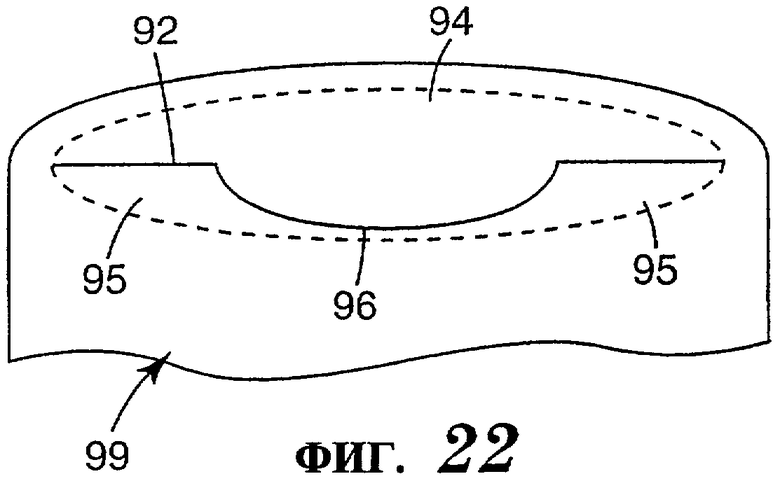
ФИГ.22 - схематический вид седьмого конструктивного воплощения представленной в изобретении язычковой секции.
Подробное описание предпочтительного конструктивного воплощения
Система застегивания в соответствии с данным изобретением в предпочтительном варианте включает в себя застегивающее приспособление, в состав которого, как минимум, входит язычок и канавка. Как показано на Фиг.7, язычок 11 в предпочтительном варианте включает в себя жесткий язычковый элемент 3, имеющий наружную кромку 4, внутреннюю кромку 5, по крайней мере один выступ 6 и длину «Т», а также несущую подложку для размещения язычкового элемента 12. Канавка 14 состоит из внутренней секции 16, внешней секции 15 и канавки, размещенной между внутренней секцией 16, внешней секцией 15. Канавка 14 имеет длину L, а канавка 18 имеет длину S, как это показано на Фиг.7.
Застегивающее приспособление 10 застегивается вжатием язычкового элемента 3 полностью в канавку 18 канавочного язычка 14. (Также можно рассмотреть вариант, когда два или более канавочных элемента могут входить в зацепление с двумя или большим количеством язычков). После вхождения язычкового элемента 3 в канавку 18, как показано на Фиг.7, кромочная секция или секции 6 язычкового элемента 3 вращается в плоскости, в целом параллельной плоскости канавочного элемента 14, таким образом, что по крайней мере часть кромочной секции 6 нахлестывается/перекрывает по крайней мере часть внешней секции 15 канавочного элемента 14. Кромочная секция 6 язычкового элемента 3 в сочетании с несущей подложкой для размещения язычкового элемента 12 будет препятствовать выскальзыванию язычкового элемента 3 назад через канавку 18 и отсоединению застегивающего приспособления 10. Секция язычкового элемента 3 будет выдвигаться в канавку 18. Материал, образующий канавку 18, будет противодействовать сдвигающему усилию, стремящемуся направить язычковый элемент 3 и канавочный элемент 14 в разные стороны.
Как показано выше на Фиг.7, язычковый элемент 3 должен в предпочтительном варианте представлять собой удлиненный элемент, с высотой Т, внутренней кромкой 5, наружной кромкой 4 и кромочной секцией 6, обычно прилегающей по крайней мере к части внутренней кромки. Язычковый элемент в предпочтительном варианте должен включать в себя продольный кромки 17 и центральную зону 19. Кромочной секцией 6 считается секция язычкового элемента 3, которая может вращаться в направлении, противоположном плоскости несущей подложки под язычковый элемент 12, при этом слои, образующие несущую подложку под язычковый элемент, обычно образуют одну или обе внешние фаски язычкового элемента 3. Кромочная секция 6 поднимается, отходя от несущей подложки под язычковый элемент 12, образуя V-образную захватывающую поверхность. Нижняя ножка V образована эластичной несущей подложкой под язычковый элемент 12, а верхняя секция ножки V образована более жестким язычковым элементом 3. Так как кромочная секция 6 язычкового элемента 3 вырезана из несущей подложки, то кромочная секция 6 и оставшаяся вырезанная секция несущей подложки под язычковый элемент 12 являются обратными зеркальными отражениями других; нижняя ножка V, образованная оставшейся несущей подложкой, присоединяется к кромочной секции язычкового элемента на своих соответствующих концевых кромках или торцах и вдоль по поворотным зонам 7.
Подложка под язычки или элемент 3 может иметь любые размеры и/или форму и может быть изготовлена из любого подходящего жесткого или полужесткого материала. Обычно, при этом, размеры элемента 3 должны быть подобраны таким образом, чтобы он проходил в канавку канавочного элемента с незначительным изгибом любого компонента, либо вообще без какого-либо изгиба. Форма язычкового элемента часто будет зависеть от конечного предназначения застегивающего приспособления, однако при всех условиях он должен иметь эстетически привлекательный вид, быть простым при удержании и манипулировании и обеспечивать застегивающие характеристики на протяжении всего периода использования изделия, на который он рассчитан, при условии воздействия на него предусмотренных внешних усилий и условий.
Язычок может быть выполнен унитарно с изделием, на котором он крепится, либо может представлять из себя отдельный, присоединяемый к нему элемент. Язычок может присоединяться к изделию в любой точке. В конструктивном воплощении, предназначенном для использования в одноразовых абсорбирующих изделиях, язычок может являться продолжением материала, из которого выполнена боковая деталь. В этих случаях предпочтительным может быть использование дополнительного материала, либо дополнительной технологической обработки материала боковой детали с целью изменения его физических свойств. Язычок может быть изготовлен из того же материала, что и изделие, либо из других материалов, таким образом, чтобы он точно подходил по свойствам застегивающему приспособлению. Кроме того, материал, используемый для изготовления несущих подложек под язычок и/или язычкового элемента, может быть усилен и/или ослаблен в определенных точках, что может потребоваться для придания требуемой эластичности или жесткости застегивающему приспособлению. В числе способов, используемых для ослабления материала, можно указать: надрезание, прорезание, утончение, изгибание, термическая обработка, химическая обработка и тому подобное. В числе способов, используемых для ослабления материала, можно выделить химическую обработку материала, добавление дополнительного материала, увеличение толщины и тому подобное.
На Фиг.1 представлено первое конструктивное воплощение изобретенной структуры язычка перед формованием на первичном полотне 1. В составе конструкции предусмотрено по крайней мере полуэластичное полотно для несущей язычковой подложки. Жесткость подложечного полотна 2 по Герли может обычно составлять 1-10; оно должно в предпочтительном варианте быть сформовано из нетканого, тканого или пленочного, или ламинатного материала. Общая жесткость язычковой подложки под язычки (по Герли) должна составлять от 1 до 500, и в предпочтительном варианте от 2 до 200, при использовании отдельно или в сочетании с другими подложками или материалами. На подложечном полотне 2 размещаются подложки непосредственно под язычки 23 различной конструкции, жесткость которых выше, чем жесткость подложечного полотна 2. Обычно жесткость по Герли язычковой подложки 23 должна быть такой, чтобы жесткость язычкового элемента 3 составляла от 500 до 8000, предпочтительно от 1000 до 5000. Обычно, жесткость по Герли язычкового элемента должна быть как минимум в два раза выше, чем жесткость самой несущей язычковой подложки, или ламинатов, в состав которых входит подложечное полотно 2, в более предпочтительном варианте выше как минимум в пять (5) раз. Язычковая подложка, как правило, формуется из термопластичного полимера, обычная толщина которого составляет от 0,1 мм до 1,0 мм, в предпочтительном варианте от 0,2 мм до 0,8 мм. Растягивающая нагрузка начала текучести язычкового элемента должна предпочтительно составлять от 50 до 250 Ньютонов для поперечной зоны, площадью 8 мм и при удлинении до начала текучести от 2% до 20%.
Язычковая подложка 23, показанная на Фиг.1, в общем представлена в виде готового язычкового элемента 3, имеет наружную кромку 4 и внутреннюю кромку 5 и торцы 8 и концы 8 с точкой поворота или зоной 7, которая остается закрепленной к несущей язычковой подложке. Наружная кромка 4 сконструирована для вставки в соответствующий канавочный элемент 14 в соответствии с описанным в Патенте США №6251097, а в состав внутренней кромки 5 входит одна или более кромочная секция 6, которая входит в зацепление с внешней секцией 15 канавочного элемента при приложении напряжения к язычковой секции в плоскости, соответствующей плоскости расположения подложечного полотна под язычки и/или язычковой секции. Точка поворота или зона 7, расположенная между наружной кромкой 4 и самым крайне расположенным торцом кромочной секции 6, сконструирована таким образом, чтобы кромочная секция могла выходить из плоскости с несущей язычковой подложкой 2 для образования V-образного зазора между несущей язычковой подложкой 12 и кромочной секцией 6. Кромочные секции 6, при выходе из плоскости с несущей подложкой под язычки 12, входят в зацепление с канавчатой структурой, как показано на Фиг.8. Обычно, кромочная секция выступает по меньшей мере на 3 мм, а в более предпочтительном варианте на расстояние от 3 до 10 мм из точки поворота или зоны 7, в еще более предпочтительном варианте на расстояние от 4 до 8 мм. Секция язычкового элемента, расположенная напротив кромочной секции, вдоль зоны поворота, также в предпочтительном варианте должна выдвигаться на расстояние как минимум 2 мм, более предпочтительно от 3 до 15 мм от зоны поворота и обычно должна составлять примерно 20 процентов от ширины кромочной секции, предпочтительно по крайней мере 50 процентов от ширины кромочной секции. Это необходимо для придания устойчивости при проворачивании введенного в зацепления язычкового элемента, таким образом, чтобы после зацепления кромочная секция не могла освободиться при вращении вокруг зацепленной секции канавочного элемента при воздействии сдвигающего усилия.
По крайней мере один слой несущей язычковой подложки 12 выполнен воедино со слоем язычкового элемента, по крайней мере в зоне поворота 7 язычкового элемента 3. Для всех конструкций предпочтительно, чтобы один слой, участвующий в формировании слоя как из несущей подложки, так и язычкового элемента, выступал по крайней мере на 25 процентов длины язычкового элемента, в более предпочтительном варианте по крайней мере на 50 процентов длины язычкового элемента, и в самом предпочтительном варианте на 100 процентов длины язычкового элемента; при этом, предпочтительно, чтобы тот же самый слой также вдавался по крайней мере на 10 процентов в несущую подложку под язычки, в более предпочтительном варианте по крайней мере на 25 процентов, и в самом предпочтительном варианте на 100 процентов в несущую подложку под язычки. Это позволяет сделать более устойчивой конструкцию язычка и обеспечить более надежное крепление язычкового элемента к несущей подложке под язычки без применения дополнительных элементов крепления, таких как адгезивные, термически склеенные и другие. Конструкция язычка также проста в изготовлении за счет использования простых технологий ламинирования.
Канавочный элемент 14 аналогично выполнен с подложечным полотном, которое также эластично наподобие несущей язычковой подложки 12 язычковой секции 11. В состав канавки 18 по его периферии предпочтительно включить элемент жесткости 13, который будет обеспечивать более легкую вставку язычкового элемента, а также более надежное зацепление с язычковым элементом 3 кромочной конструкции 6, кроме того, он будет определять границу внутренней и внешней секций 15 и 16. Внешняя секция 15 канавки 18 входит в зацепление по крайней мере с одной кромочной секцией 6, когда канавочный элемент 14 и/или язычковая секция оказываются под напряжением. Наружная кромка 4 язычкового элемента 3 в предпочтительном виде должна быть изогнута или аналогичным образом заужена с тем, чтобы обеспечить ее более легкую вставку в канавку 18. Аналогично, кромочная секция секции 6 в предпочтительном виде должна быть изогнута либо ее форма изменена каким-либо иным образом на концах для более простого начала зацепляющего действия при контакте с внешней секцией 15 канавкой 18.
Для всех конструктивных воплощений язычковые подложки 23, образующие язычковые элементы, могут быть соединены к подложечному полотну (полотнам) 2 и/или 9 адгезивом, способом термического или ультразвукового склеивания, либо расплавным ламинированием термопластичного материала язычковой подложки на полотно предпочтительно пористой подложки. Подложечные полотна 2 и 9, как показано, являются отдельными полотнами, однако можно сформировать и одинарное полотно со слоями 2 и 9, в котором полотно складывается у наружной кромки подложки под язычки 23. Язычковая подложка 23 также должна в предпочтительном варианте непосредственно присоединяться к подложечному полотну таким образом, чтобы подложечное полотно образовывало наружный слой несущей язычковой подложки, а язычковый элемент имел однородную внешнюю поверхность, которая при использовании нетканого подложечного полотна будет напоминать на ощупь материю нетканой структуры. Альтернативно, в качестве полотна подложки под язычки могут использоваться тканые или пленкообразные материалы.
Первичный материал, представленный на Фиг.1 и 2, предпочтительно присоединяется ко второму подложечному полотну под язычки 9, как показано на Фиг.3 и 4, на котором два подложечных полотна соединены вместе стандартными способами ламинирования, такими как звуковое склеивание, термическое склеивание, склеивание адгезивами, строчной прихваткой или тому подобными способами. Подложечные полотна и подложки под язычки, как показано, расположены параллельно друг другу, в результате профиль получившегося материала относительно плоский. Два полотна 2 и 9 в предпочтительном варианте должны быть соединены вместе у внутренней кромки 5 подложки под язычки 23 или язычкового элемента 3. Второе подложечное полотно 9 должно в предпочтительном варианте также присоединяться к противолежащей наружной лицевой поверхности язычковой подложки 23 и может быть сформовано из аналогичных или похожих материалов на те, из которых изготовлено подложечное полотно 2. Отдельные язычковые секции далее могут быть вырезаны из первичного полотна с язычковыми секциями 24 для формирования окончательного вида, показанного на Фиг.6, с помощью ножевых лезвий подходящей формы или выштамповочных приспособлений; альтернативно, язычок может частично вырезаться из готового первичного полотна с язычковыми секциями 24, как это будет описано в деталях далее.
На Фиг.5 показан ламинат с выполненными ножом или штампом вырезами, подготовленный для частичной подрезки язычковых секций из первичного полотна с язычковыми секциями 24 таким образом, чтобы можно было сформовать прорезанное первичное полотно с язычковыми секциями 24, в котором язычковые секции уже частично намечены. Пунктирными или пилообразными линиями 25 отмечены вырезы, имеющие перфорированную или пилообразную кромку, а сплошными линиями 26 и 27 отмечены сплошные кромочные вырезы, выполненные ножевым лезвием или штамповкой. Волнистые сплошные линии 26 представляют собой сплошные вырезы, определяющие кромочные секции язычкового элемента, в то время как пилообразная линия 25 обозначает вырез под наружную кромку язычкового элемента. Альтернативно, пилообразная вырезанная секция может быть также и сплошной. Этот способ обеспечивает сплошной надрез наружной кромки подложечного полотна под язычки, что позволяет удалить обрезаемую кромку 31 с первичного полотна с язычковыми секциями 24. Выполненная пилообразным лезвием или штамповкой, эта торцевая кромка 31 может быть оставлена, что позволит получить частично прорезанное полотно практически в виде сплошного прямолинейного полотна 30, что способствует равномерному его наматыванию в рулон правильной формы, без образования рваных краев в рулоне. Суживающийся сплошной вырез 27 может быть любой подходящей формы или размера, при этом он лишь слегка обозначает верхнюю ведущую кромку несущей подложки под язычки, находящуюся у язычкового элемента 3. На Фиг.5 показано подложечное полотно под язычки 30, которое было прорезано ножевым лезвием или штамповочным приспособлением. Секция 31 может либо оставаться на полоне, отделяемом от секции 32, либо впоследствии удаляться, как показано на Фиг.6, на которой показаны дополнительные пилообразные линии 33, отделяющие друг от друга отдельные язычковые секции 34. Выступы 35 соответствуют ножевому надрезу 27. Подложка под язычки 23 расположена в виде «сандвича» меду двумя слоями подложечных полотен 2 и 9. Если линии 33 имеют пилообразную форму, отдельные язычковые секции отделяются по сплошной линии от структуры полотна. Язычковые секции могут также отделяться вручную или автоматически вдоль по пилообразным кромкам 33, когда это необходимо. Альтернативно, линии 33 могут иметь сплошные надрезы, выполняемые пользователем изделий с язычковой структурой по месту использования. Предпочтительно, чтобы надрезы, выполняемые вокруг язычковых элементов, находились вне пределов зоны, содержащей подложку под язычки, по крайней мере у наружной кромки подложки под язычки таким образом, чтобы кромки подложечного плотна под язычки выступали за более жесткую подложку под язычки по крайней мере на 0,5 мм. Это смягчает кромку подложи под язычки, делая ее более приятной на ощупь.
На Фиг.17 представлено второе конструктивное воплощение изобретения, аналогичное показанному на Фиг.1-8, в котором на подложечном полотне 2 и/или 9 предусмотрены структуры из эластичных прядей 41, придающих конструкции эластичность или делающих ее эластичной. В предпочтительном конструктивном воплощении эластичные пряди пропечатываются на полотне 2 или 9 в соответствии с заявкой на Патент США №10/12.698 и изготавливаются в соответствии с показанным и описанным на Фиг.20. Наложенным эластичным прядям может быть придана эластичность за счет постоянной деформации или удлинения подложечных полотен 2 и/или 9 с помощью любых подходящих средств для удлинения, типа взаимозацепляющихся валков, внешнего натяжения или иных способов. Альтернативно, растяжимость подложечному полотну 2 и/или 9 может быть придана за счет применения подходящих ниже описываемых способов; либо это полотно может поставляться в эластичном исполнении при наложении на него эластичных прядей.
На Фиг.21 представлено второе конструктивное воплощение представленной в изобретении структуры с язычковыми секциями, в которой язычковая подложка 54 сформована без предварительно очерченных кромочных секций, и кромочные секции 56 сформированы вырезанной кромкой 57. Оставшаяся язычковая подложка 53 остается в цельном виде с несущей язычковой подложкой 59, в которой внутренние кромки вырезов кромочной секции в предпочтительном варианте снабжены складкой или надрезом 58, позволяющим изгибать язычок или выдвигать его из плоскости несущей подложки для зацепления кромочной секции 56 с соответствующей канавкой.
На Фиг.9 представлено альтернативное конструктивное воплощение первичного полотна с первым конструктивным воплощением язычковой секции, в котором язычковые секции расположены в виде зеркального отражения на одинарном первичном полотне под язычковую секцию 60. Как видно на Фиг.9, сопрягающиеся первичные язычковые секции 63 и 67 являются зеркальными отражениями друг друга, при этом они также могут быть смещены или расположены в других точках, вдоль по длинной стороне готового первичного полотна под язычковую секцию. Центральная полоска может соответственно быть смещена вдоль по перфорированным кромкам 64 и 65, в зоне где сплошные линии образуют сплошные надрезы в соответствии с описанием, относящимся к Фиг.5.
На Фиг.10 и 11 представлено пятое конструктивное воплощение представленного в изобретении первичного полотна под язычковую секцию, в которой сплошная полоска язычковой подложки 73 заламинирована между подложечными полотнами 72 и 79. Далее, требуемые язычковые элементы формуются либо намечаются частично надрезами, показанными на Фиг.12, с помощью ножевых лезвий или штамповочных приспособлений (как представлено в конструктивном воплощении к Фиг.5). Цифра 20 соответствует сплошным по структуре надрезам, выполненным с помощью ножевых лезвий или штамповочных приспособлений, на несущей подложке под язычки 71 и на язычковой подложке, а цифра 21 соответствует пилообразным надрезам, выполненным в соответствии с конструктивным воплощением, изображенным на Фиг.5. В этом конструктивном воплощении язычковая подложка может быть также представлена в виде дополнительного слоя подложечного полотна 72 или 79, подогнутого на себя или другое подложечное полотно, либо на себя и другое вместе и ламинированного адгезивом, способом ультразвукового или термического склеивания. В одном случае может быть использовано одинарное подложечное полотно 72 или 79, подогнутое само на себя с последующим ламинированием для формирования язычковой подложки. Под данным определением «язычковой подложки» подразумеваются отдельно наносимая полоска материала или подогнутая дополнительная секция подложечного ламината 72 или 79.
На Фиг.13-16 представлено шестое воплощение изобретения, в котором сплошная язычковая подложка 83 соединена с подложечными полотнами; при этом на одной кромке сплошной язычковой подложки 83 предусмотрены кромочные секции 86. Язычковая подложка 83 имеет соединяющиеся секции 81, отделяющие язычковые элементы, которые еще предстоит сформировать. На Фиг.15 представлена язычковая подложка 83, соединенная между двумя подложечными полотнами 82 и 88 посредством адгезивов, склеивающихся при нажатии 89 и 84. Как показано на Фиг.16, язычковые секции 90 должны формироваться по частям за счет применения вырезающего лезвия или выштамповочного приспособления, в соответствии с воплощением, например, представленным на Фиг.5, с последующим отделением отдельных язычковых секций и отбраковкой соединительных секций 81 и отделочной кромки 85. Использование сплошных язычковых подложек в соответствии с данным воплощением менее предпочтительно, чем использование дискретных материалов формирования язычковой подложки. В случаях работы с непрерывными язычковыми подложками, по крайней мере часть язычковой подложки будет выступать до концевой секции боковых кромок язычковых элементов, что ведет к созданию острой кромки, которая может рассматриваться в качестве нежелательной или создавать неприятные ощущения для кожных покровов. Кроме того, приходится выбрасывать материал язычковой подложки, что прибавляет дополнительные затраты из-за необходимости отправки материала в отходы.
На Фиг.22 представлено седьмое воплощение изобретенной язычковой секции, в которой язычковая подложка 94 соединяется к подложечным полотнам 99, в соответствии с представленным на Фиг.21; при этом способом штамповочного надреза или иным способом формируется только одинарная кромочная секция 96 вдоль линии 92. Секция 95 язычковой подложки 94 отсоединяется в соответствии с показанным.
В конструктивном воплощении, представленном на Фиг.18, застежечное приспособление застегивается при полном пропускании язычкового элемента 123 в прорезанную канавку 14. После пропускания язычкового элемента 123 в канавку 18, как показано на Фиг.19, кромочная секция или секции 129 язычкового элемента 123 проворачивается в плоскости, параллельной в целом плоскости канавочного элемента 14, таким образом, что по крайней мере часть кромочной секции 129 перекрывает с нахлестом по меньшей мере часть внешней секции 15 канавочного элемента 14. Кромочный элемент (элементы) 129 язычкового элемента 123 в сочетании с оставшейся несущей подложкой язычкового элемента 12, зафиксированного на язычковом элементе 123, предупреждает проскальзывание язычкового элемента 123 назад через канавку 18 и, следовательно, предупреждает расстегивание застежечного приспособления. Часть язычкового элемента 123 будет проходить в канавку 18. Материал, из которого сформирована канавка 13, будет противодействовать сдвигающим усилиям, что будет приводить к взаимному отклонению язычкового элемента 123 и канавочного элемента друг от друга.
Как показано на Фиг 18 и 19, язычковый элемент 123 предпочтительно должен быть удлинен, при этом элементы крылышек 132, которые выполнены заодно с несущей подложкой 12, остаются закрепленными на язычковом элементе 123. Элементы крылышек 132 предупреждают проскальзывание язычкового элемента в канавке, усиливая при этом захватывающее действие кромочной секции язычкового элемента 129. Элемент крылышек 132 должен быть способен проворачиваться или сгибаться вдоль по поворотной оси 127 таким образом, чтобы нижняя кромочная секция 129 могла отворачиваться от плоскости несущей подложки под язычки. Элементы крылышек 132 могут быть выполнены с возможностью их сгибания при механическом складывании, если это необходимо для облегчения отвода кромочных секций в направлении от несущей подложки. Альтернативно, можно предусмотреть формирование складки способом надреза или иным известным способом и таким образом создание ослабленной зоны за счет уменьшения толщины элемента крылышек вдоль по поворотной линии или зоне 127. Элементы крылышек 132 обычно располагаются вдоль одной или обеих внешних боковых кромок язычкового элемента 123, с наружной части зоны язычковых элементов 123, снабженных кромочными секциями 129 и по крайней мере частично имеющих одинаковую длину с кромочными секциями 129 в продольном направлении L язычковой секции (например, в зоне закрепления несущей подложки 12). Элементы крылышек 132 также остаются воедино с несущей подложкой 12 в основной части язычковой секции. Как и в прочих конструктивных воплощениях, слои, из которых сформирована несущая язычковая подложка 12, обычно являются одной или обеими наружными лицевыми кромками язычкового элемента 123. Кромочная секция 129 поднимается с отходом от несущей подложки под язычковые элементы 12 с образованием V-образной захватывающей поверхности между кромочной секцией 129 и подложкой 12 и элементами крылышек 132. Нижняя ножка V образована эластичной язычковой подложкой 12 и элементами крылышек 132. Верхняя секция ножки V образована по крайней мере более жестким язычковым элементом 123. Так как кромочная секция 129 язычкового элемента 123 вырезана из несущей подложки вдоль по линиям 131, кромочная секция 129 и оставшаяся вырезанная секция несущей подложки под язычковые элементы 12 являются обратными зеркальными отображениями другой; нижняя ножка V, образованная оставшейся несущей подложкой, соединяется с кромочной секцией язычкового элемента в своих соответствующих конечных кромках или концах, и вдоль по зонам поворота 127.
В материале, из которого изготавливается язычковая подложка, предпочтительно предусмотреть эластичные или неэластичные элементы усиления 141, впрессовываемые на несущей подложке в соответствии с конструктивным воплощением, представленным на Фиг 17. Эти элементы препятствуют искривлению материала подложки при приложении усилия к язычковой секции в продольном направлении L. Эти элементы усиления, предпочтительно, должны дотягиваться до зоны (язычкового элемента), содержащей элементы крылышек 32 в продольном направлении (по длине L), таким образом, чтобы силы, воздействующие на язычковую секцию в продольном направлении L, передавались от элементов усиления 141 в зону крылышек; при этом между концевой кромкой секции крылышек 132 и концевыми торцами элементов усиления в продольном направлении L отсутствует неусиленная несущая подложка 12. Предпочтительно, чтобы элементы усиления и секции крылышек перехлестывались по крайней мере на 1 мм или более, в более предпочтительном варианте на 2 мм или более. Дополнительные элементы усиления 130 могут быть предусмотрены также и в язычковой зоне между секциями крылышек 132 для дополнительного усиления слабого материала несущей подложки 12, если это необходимо. Этот дополнительный элемент усиления 30 также в предпочтительном исполнении может перекрывать элементы 141 или представлять собой продолжение элементов 141 и может простираться до язычкового элемента 123 или выполняться с ним воедино.
Подложки, которые можно использовать в связи с данным изобретением, могут иметь самые различные конструкции. Например, подложка может изготавливаться из тканого, нетканого, вязанного материала, бумаги, пленки или иных материалов со сплошной структурой. Подложки могут обладать самыми разными свойствами, такими как растягиваемость, эластичность, упругость, прилегаемость, воздушная проницаемость, пористость, жесткость и т.п. Кроме того, в состав подложек могут включаться складки, гофры или прочие деформации, нарушающие плоскую, планарную поверхностную структуру изделия.
Подходящими технологическими способами, могущими применяться в связи с данным изобретением, являются, не ограничиваясь приводимым перечнем: воздушное настилание, фильерное производство, сшивка, выдувка из расплава, изготовление кардовых полотен. Нетканые материалы фильерного способа производства изготавливаются экструзией расплавленного термопластика, подаваемого в виде нитей из нескольких матричных каналов в фильере. Диаметр экструдируемых нитей резко уменьшается под действием натяжения, например за счет применения редукторного или нередукторного жидкостного волочения или иных известных технологий фильерного производства, описанных в Патентах США№4340563; 3692618; 3338992 и 3341394; 3276944; 3502536; 3502763 и 3542615. Фильерное полотно предпочтительно склеивается (способом точечного или сплошного склеивания).
Нетканые слои полотна могут изготавливаться также и из склеиваемых кардовых полотен. Кардовые полотна изготавливаются из отдельных штапельных волокон; волокна пропускаются через гребнечесальную или кардовую установку, которая отделяет и выравнивает штапельные волокна в направлении работы машины для образования нетканого волокнистого полотна с расположением волокон, совпадающих в целом с рабочим направлением машины.
После формирования кардового волокна его склеивают с использованием одного или нескольких технологических способов для придания готовому изделию требуемых растягивающих свойств. Одним из способов склеивания является порошковое склеивание, при котором порошкообразный адгезив распределяется на полотне, после чего активируется, как правило, за счет нагрева полотна и адгезива горячим воздухом. Другим способом склеивания является шаблонное склеивание, при котором нагретые каландровые валы или оборудование для ультразвукового склеивания используются для склеивания волокон, как правило, по установленному трафарету, рисунку склеивания; хотя при этом, при необходимости, полотно может быть склеено по всей своей поверхности. Обычно, чем больше количество склеенных волокон, тем выше растягивающие свойства нетканого полотна.
Воздушное настилание является еще одним технологическим процессом, который может использоваться для изготовления нетканых волокнистых полотен, необходимых в рамках данного изобретения. При воздушном настилании пучки волокон малой длины, в диапазоне от 6 до 19 миллиметров, отделяются и далее увлекаются в струе воздуха с последующей их укладкой на формующей сетке, зачастую с применением источника создания вакуума. Волокна со случайным расположением далее склеиваются друг с другом с использованием, например, горячего воздуха или распыляемого адгезива.
Нетканые полотна, изготавливаемые способом расплава, могут формоваться экструзией термопластичного полимера из канала матрицы; при этом струи расплавленного полимера немедленно подвергаются ослаблению горячим воздухом, подаваемым с высокой скоростью, или паром, подаваемым вдоль двух лицевых поверхностей матрицы непосредственно в точках выхода полимера из канала матрицы. Перед сбором на сборной поверхности получившиеся в результате волокна собираются в плетенное сцепляющееся полотно в образующемся турбулентном воздушном потоке. Обычно, для обеспечения достаточной целостности и прочности, требуемых в соответствии с данным изобретением, полотна, изготавливаемые способом выдувного расплава, должны быть на следующем этапе склеены способом сквозного воздушного склеивания, термического или ультразвукового склеивания в соответствии с описанным выше.
Полотно может быть сделано растягивающимся за счет промежуточного разрезания, как это описано, например в Международной Публикации №WO 96/10481. При необходимости получения растяжимого полотна прорези должны быть прерывистыми и обычно нарезаться на полотне перед закреплением полотна к какому-либо эластичному компоненту. Хотя это и более затруднительно, прорези можно выполнить и на неэластичном слое полотна после его ламинирования на эластичном полотне. По крайней мере часть прорезей, сделанных в неэластичном полотне, должна быть в целом перпендикулярна (либо иметь преимущественный перпендикулярный вектор к предполагаемому направлению растягивания или эластичности (по крайней мере к первому направлению) эластичного слоя полотна. Под преимущественно перпендикулярным направлением подразумевается, что угол между продольной осью выбранной прорези или прорезей и направлением растягивания должен составлять от 60 до 120 градусов. Для обеспечения общей эластичности ламината необходимо, чтобы достаточное количество описанных прорезей было сориентировано в перпендикулярном направлении. Наличие прорезей в двух направлениях более предпочтительно, когда эластичный ламинат предполагается сделать эластичным по крайней мере в двух различных направлениях.
В качестве нетканого полотна, используемого в связи с представленным изобретением, может применяться также как утонченное, так и утонченное нетканое полотно с рисунком на лицевой и изнаночной сторонах в соответствии с описанным в Патентах США №4965122; 4981747; 5114781; 5116662 и 5226992. В этих конструктивных воплощениях нетканое полотно удлиняется в направлении, перпендикулярном требуемому направлению растяжения. При создании в полотне такого стационарного растяжения оно будет обладать свойством растягиваться и возвращаться в исходное положение в заданном направлении растяжения.
Предпочтительно, чтобы подложки демонстрировали пористость с одной или обеих основных поверхностей подложки таким образом, чтобы после формирования язычковой подложки пропечаткой расплавленного термопластичного состава, как показано на Фиг.20, между расплавленным термопластичным составом и подложкой образовывалось бы механическое сцепление по мере инфильтрации и/или инкапсулирования расплавленного термопластичного состава в пористой секции подложки. В рамках данного изобретения под термином «пористые» понимаются как структуры, содержащие образованные в них пустоты, так и структуры, образованные за счет использования совокупности волокон (например тканые, нетканые, трикотажные и т.п. ), которые делают возможной инфильтрацию расплавленного термопластичного состава в междоузлия между волокнами. Если в состав пористой поверхности входят волокна, предпочтительно, чтобы термопластический состав мог инкапсулировать волокна или секции волокон на поверхности подложки.
Тип и конструкция материала или материалов в подложке должны быть продуманы на этапе подбора подходящей подложки, на которую можно было бы наносить расплавленный термопластичный состав. Обычно тип и конструкция материалов подбирается таким образом, чтобы исключалось ее расплавление, размягчение или иное нарушение целостности под действием температур и давлений, возникающих в ходе переноса термопластичного состава на подложку. Например, подложка должна обладать достаточной внутренней прочностью, гарантирующей сохранение ее целостности во время технологической обработки. Предпочтительно, чтобы подложка обладала достаточной прочностью в направлении машинного изготовления к воздействию температуры передаточного валика с тем, чтобы ее можно было без повреждения снять с этого валика.
Хотя подложки, использованные в изделиях и изображаемые в своих различных сечениях, изготовленных с применением способов, составляющих суть данного изобретения, имеют однослойную структуру, необходимо понимать, что эти подложки могут быть как однослойной, так и многослойной конструкции. При использовании многослойной конструкции необходимо понимать, что различные слои могут обладать как сходными, так и различными свойствами, конструктивными характеристиками и т.п.
Язычковые подложки, предпочтительно, формируются из широкого ассортимента различных термопластичных материалов и в предпочтительном варианте из неэластомерных полимерных материалов. В рамках данного изобретения под термином «термопластичные» (и вариации к данному термину) подразумеваются полимеры или полимерные композиты, которые размягчаются при термическом воздействии и возвращаются в свое первоначальное состояние после охлаждения до комнатной температуры. Предпочтительными для использования являются термопластичные составы, которые могут быть подвергнуты технологической обработке в расплавленном виде. Такими полимерами являются полимеры, которые текут/плавятся при расплавлении, но без значительного ухудшения своих свойств.
В число термопластичных неэластомерных составов, которые можно использовать в связи с данным изобретением, входят без ограничения следующим перечнем: полиуретаны, полиолефины (например, полипропилены, полиэтилены и т.п. ), полистиролы, поликарбонаты, полиэфиры, полиметакрилаты, этилен винил ацетатные сополимеры, этилен винил спиртовые сополимеры, поливинилхлориды, акриловые модифицированные этилен винил ацетатные полимеры, этилен акрил кислотные сополимеры, нейлоны, фторуглероды или их смеси или сополимеры и т.п.
Неэластомерными термопластичными полимерами являются полимеры, которые расплавляются и возвращаются в свое первоначальное состояние или в состояние, близкое к первоначальному, при охлаждении и которые не демонстрируют эластомерных свойств при окружающих условиях (например, комнатной температуре и давлении). В связи с данным изобретением под понятием «неэластомерный» подразумевается, что материал после его растяжения в целом не примет своей первоначальной формы. Более того, неэластомерные материалы могут после своей деформации в предпочтительном исполнении обладать остаточной деформацией и релаксацией, при этом значение этой деформации в предпочтительном варианте должно составлять по крайней мере около 20 процентов или более, а в более предпочтительном варианте около 30 процентов или более от их (материалов) первоначальной длины при умеренном удлинении, например равном примерно 50% (для тех материалов, которые могут быть подвергнуты равномерному растягиванию до 50% без разрывов или иных разрушений).
Неэластомерные полимерные составы, используемые в связи с данным изобретением, могут для достижения требуемого эффекта также смешиваться с различными добавками. В числе их могут быть, к примеру наполнители, препараты для понижения вязкости, пластификаторы, вещества, повышающие клейкость, красящие вещества (например, красители или пигменты), антистатики, антиокислители, препараты для склеивания, антиблокирующие препараты, противоскользящие препараты, стабилизаторы (например, термические и ультрафиолетовые), вспенивающие реагенты, микросферы, стеклянные пузыри, волоконные элементы усиления (например, микрофибра), внутренние разделительные составы, теплопроводные частицы, электропроводные частицы и тому подобные. Объемы всех этих препаратов, могущих оказаться полезными при формировании термопластических составов, легко могут быть определены специалистами, работающими в отрасли переработки и применения такого рода материалов.
При формировании дискретных язычковых подложек из термопластического материала можно использовать технологический процесс, представленный на Фиг.20. В этом процессе для накладывания язычковой подложки можно использовать приспособления для переноса 101 или 102. Приспособления для переноса 101 и/или 102 состоят из сформованных в них углублений. Углубления могут иметь форму язычковой подложки или других элементов; кроме того, язычковая подложка может быть сформирована множеством углублений или представлять собой аналогичную конструкцию. Все углубления могут быть одинакового или разного размера с разносом их по поверхности переносных валиков 101 или 102, с выбором требуемого отпечатка или объема углубления. Углубления, использованные для формирования подложки, предпочтительно должны представлять собой совокупность ячеек или более мелких углублений, сформированных в поверхности с применением любой подходящей технологии типа фрезерования, травления, лазерной абляции и т.п.
Углубления на переносных валиках 101 и 102, использованных в связи с представленным изобретением, могут характеризоваться с точки зрения площади, занимаемой их отпечатком на наружной поверхности формующего приспособления, максимальными габаритными размерами отпечатка (в любом направлении на поверхности валика), объемом углубления, формой отпечатка и т.п.
Что касается характеризации с точки зрения площади, занимаемой отпечатком, то его площадь для каждого углубления может составлять примерно 4 квадратных миллиметра (мм2) или более. В иных случаях площадь отпечатка для каждого из углублений может составлять порядка 8 мм2 или более.
Другим способом, которым можно охарактеризовать углубления, является указание величины самого большого по площади отпечатка при определении ее замером на поверхности переносного валика. Говоря о такой характеристике как размер наибольшего отпечатка, можно указать, что самый большой размер отпечатка для оттиска углублений составляет порядка 2 мм или более, в некоторых случаях порядка 5 мм или более.
Еще одной характеристикой, которую можно использовать для описаний в связи с данным изобретением, является объем углубления. Например, объем углубления может составлять по крайней мере порядка трех (3) кубических миллиметров (мм3) или более; альтернативно объем углубления может составлять по крайней мере порядка пяти (5) кубических миллиметров (мм3) или более. Объем как величина может быть важным, так как по крайней мере часть расплавленного термопластичного состава может быть удержана в углублении во время процесса переноса, т.е. объем углубления предпочтительно может быть большим в сравнении с предпочтительным объемом дискретных полимерных зон, формируемых углублениями для компенсации потерь термопластичного состава, удерживаемого в углублениях.
Ориентация углублений на переносном вале может выбираться в зависимости от различных факторов. Удлиненные углубления могут быть сориентированы в рабочем направлении машины (т.е. в направлении подачи подложки), в поперечном ориентации волокон направлении (т.е. в перпендикулярном направлении относительно направления подачи подложки); или сориентированы в любом промежуточном положении между рабочим направлением машины (станка) и поперечным расположением полотна.
Закрепление двух подложек 105, 106, как показано на Фиг.20, может быть выполнено за счет использования лишь покрытых полимерных зон язычковой подложки при ламинировании в момент, когда полимерные зоны находятся в некотором расплавленном состоянии, позволяющем склеивать их с противолежащими полимерными зонами, расположенными на противоположной подложке, или непосредственно с самими подложками. Одним из преимуществ такой конструкции является то, что ламинирование может быть выполнено без необходимости привлечения дополнительных материалов и/или применения дополнительных технологических операций. Процесс ламинирования между собой подложек может быть альтернативно дополнен использованием различных материалов и/или технологий, известных специалистам, работающим в данной отрасли, например термическим склеиванием, применением смол, адгезивов, стяжных пленок/полотен и т.п. (см., например, Патенты США №2787244; 3694867; 4906492; 5685758 и 6093665).
Процесс изготовления язычковой подложки включает в себя нанесение расплавленного термопластичного состава на наружную поверхность одного или обеих переносных валиков 101 или 102, в которых имеется одно или более углублений, выполненных на внешней поверхности валика, участвующего в формировании язычковой подложки. Расплавленный термопластичный состав подается на наружную поверхность переносного валика подающим приспособлением, состоящим из желоба 111 и/или 112 (или иным подающим приспособлением, например экструдером, шестеренчатым насосом и т.п. ).
Излишек расплавленного термопластичного состава вытирается или удаляется с наружной поверхности очищающими скребками, работающими в направлении, противоположном направлению вращения переносного валика. Хотя идеальным вариантом является случай, когда с поверхности переносного валика удаляется весь термопластичный состав, в реальной практике некоторая его часть может оставаться на валиках после очистки очищающим скребком.
Порция расплавленного термопластичного состава попадает в предпочтительном варианте в углубления, сформированные в наружной поверхности переносных валиков 101 или 102 в момент времени, когда расплавленный термопластичный состав наносится на наружную поверхность переносного валика. При неполном заполнении углублений во время операции или при нанесении расплавленного термопластичного состава счищающее действие очищающего скребка, работающего по наружной поверхности переносного валика, может содействовать более полному заполнению углублений расплавленным термопластичным составом.
После заполнения углублений, по крайней мере частичного, в предпочтительном варианте требуемым расплавленным термопластичным составом переносной валик продолжает вращаться до тех пор, пока углубления и расплавленный термопластичный состав, находящийся в них, не будут приведены в соприкосновение с подложкой через опорный валок 103 или 104 в зазоре 113 или 114 (например в зазоре, образованном переносным валиком и опорным валиком). Именно на этой стадии начинается перенос расплавленного термопластичного состава, находящегося в углублениях, на подложку. Необходимо осознавать, что в некоторых ситуациях на поверхность подложки может быть перенесена только часть термопластичного состава, находящегося в углублениях.
При использовании подложки, состоящей из одной или нескольких пористых поверхностей, на которые наносится термопластичный состав, механическое соединение предпочтительно должно выполняться за счет инфильтрации расплавленного термопластичного состава в пористую поверхность подложки. Под термином «пористые» понимаются как структуры, содержащие образованные в них пустоты, так и структуры, содержащие совокупности волокон (например тканые, нетканые, трикотажные и т.п. ), которые делают возможным инфильтрацию расплавленного термопластичного состава.
Сила сжатия между переносным валиком и опорным валиком должна предпочтительно быть достаточной для инфильтрации и/или инкапсулирования части термопластичного состава в участок пористой подложки, что необходимо для улучшения закрепления полимера, из которого изготовлена язычковая подложка, на основной подложке. В случаях, когда в состав поверхности подложки входят волокна (например когда при формировании основных ее поверхностей использовались тканые, нетканые или трикотажные материалы), предпочтительным может быть инкапсулирование термопластичного состава во все или какую-либо часть волокон, расположенных на поверхности подложки, что необходимо для более прочной фиксации дискретных полимерных зон к подложке.
В некоторых ситуациях расплавленный термопластичный состав, находящийся в углублениях, может полностью проникнуть в подложку: это возможно в случаях, когда подложка является пористой на всю свою толщину. В других случаях проникновение расплавленного термопластичного состава может быть ограничено наружным слоем или слоями подложки.
Необходимо, однако, осознавать, что наличие пористости на наружной поверхности подложки не обязательно будет означать, что подложка является пористой на всю свою толщину. К примеру, подложка может состоять из нескольких различных слоев, при этом один из слоев может практически обладать нулевой пористостью. В другом альтернативном исполнении общая толщина подложки может делать ее в целом непористой несмотря на то, что наружная поверхность подложки может демонстрировать пористость в определенной степени, в соответствии с указанным выше.
Опорный валик 103 или 104 может обладать самыми разными свойствами, определяемыми типом материалов изготовления подложки и/или типом используемых в технологическом процессе расплавленных термопластичных составов. В некоторых ситуациях наружная поверхность опорного валика может быть изготовлена из резины или иных прилегающих материалов, повторяющих форму переносного валика. При использовании конформного материала типа резины в конструкции может быть предусмотрен твердомер, например, с диапазоном 10-90 Shore A.
Подложка 106 и/или 107 далее проходит вокруг опорного валика. В некоторых обстоятельствах часть расплавленного термопластичного состава, находящегося в углублениях, может оставаться в них во время снятия подложки с переносного валика. В результате этого расплавленный термопластичный состав, находящийся в углублениях, может подвергнуться удлинению или натягиванию в промежутке между углублениями в переносном валике и подложкой.
Для разделения любых образующихся прядей термопластичного состава, которые могут образовываться по мере снятия подложки с переносного валика, можно использовать приспособление типа горячей проволоки. Для обеспечения желаемой степени разделения любых прядей расплавленного термопластичного состава могут использоваться и другие приспособления и/или технологии. В качестве примера можно привести следующие, не ограничиваясь приводимым перечнем: горячевоздушные разделители-шабера, лазеры и т.п. Кроме того, при определенных ситуациях натягивания термопластичного состава не происходит. Изготавливаемое первичное полотно 107 подается далее на надрезное матричное приспособление 108 для формирования частично надрезанного первичного полотна 109, которое уже может быть смотано на рулон.
При том, что подложка может изначально быть растяжимой, существуют и методики придания растягиваемости и обычной нерастягиваемой подложке, например за счет выполнения в ней прорезей. Прорези преимущественно должны располагаться друг от друга на удалении, равном по крайней мере длине одной дискретной эластомерной зоны полимера. Некоторые примеры, разъясняющие процесс придания или улучшения эластичности подложки, описаны в Международной Публикации № WO 96/10481. Для придания или улучшения эластичности подложки в связи с данным изобретением могут применяться и другие технологии. Например, технология механического растягивания, описанная в Патентах США №4223059 и 5167897, которая может применяться для придания или улучшения эластичности.
Нанесение эластомерных термопластичных составов на поверхность подложки, например, для формирования растягивающейся язычковой секции, показанной на Фиг.17, осуществляется в целом таким же образом, что и при изготовлении язычковой подложки, сформированной из неэластомерных термопластичных составов.
В технологической схеме предусмотрена также возможность взаимного ламинирования подложек, содержащих дискретные полимерные отпечатанные зоны как обладающие эластомерными свойствами, так и не обладающими ими, друг с другом, как это показано на конструктивном воплощении из Фиг.17 или как было описано выше. Система, представленная на Фиг.20, может использоваться в случаях, когда одна установка переноса используется для нанесения неэластомерных дискретных язычковых подложек на подложку 106, а вторая установка переноса используется для нанесения эластомерных дискретных полимерных зон на вторую подложку 105. Обе подложки 105 и 106 далее направляются на установку для ламинирования 100, которая и обеспечивает изготовление ламинированного композитного полотна 107, которое в представленном конструктивном воплощении и будет состоять как из неэластомерного язычкового элемента, так и эластомерных дискретных полимерных зон, размещенных в границах слоев, окружающих подложки, как показано на Фиг.17.
Аналогично неэластомерным термопластичным составам, описанным выше, эластомерные термопластичные составы, используемые для формирования эластичных дискретных полимерных зон, должны обладать текучестью или способностью проникновения в углубления, образованные в валике для переноса полимера, как это будет описано далее. Подходящими эластомерными термопластичными составами являются составы, которые могут обрабатываться будучи расплавленными. Это такие полимеры, которые обладают достаточной текучестью для заполнения, по крайней мере частичного, углублений и не демонстрируют значительного ухудшения своих свойств после расплавления. Пригодным для технологической обработки в рамках данного изобретения является широкий ассортимент эластомерных термопластичных составов, обладающих подходящими свойствами плавления и текучести - при этом в расчет должны приниматься геометрические параметры углублений и условия, предъявляемые к технологическому процессу. В качестве предпочтительных должны рассматриваться расплавляемые материалы и технологические способы, обеспечивающие такие вязкоэластичные свойства термопластического состава, которые бы не вызывали значительного его отхода от стенки (стенок) углублений непосредственно до момента переноса термопластического состава на подложку.
В связи с данным изобретением под понятием «эластомерный» подразумевается, что материал после его растяжения в целом принимает свою первоначальную форму. Более того, эластомерные материалы могут после своей деформации в предпочтительном исполнении обладать только незначительной остаточной деформацией после деформации и релаксации, при этом значение этой деформации в предпочтительном варианте должно составлять не более 30 процентов или более, а в более предпочтительном варианте не более 20 процентов от их первоначальной длины при умеренном удлинении, например равном примерно 50%. В качестве эластомерных материалов могут выступать как чистые эластомеры, так и их смеси, содержащие эластомерную фазу или составляющую и которые демонстрируют значительные эластомерные свойства при комнатной температуре. В Патенте США №5501679 приводятся дальнейшие рассуждения по эластомерным материалам, которые могут рассматриваться в качестве пригодных для использования в рамках данного изобретения.
В состав эластомерных термопластичных составов могут входить один или несколько полимеров. К примеру, эластомерные термопластичные составы могут представлять собой смеси с эластомерной фазой, демонстрирующие эластомерные свойства при комнатной температуре. В числе подходящих эластичных термопластичных полимеров можно указать такие блоксополимеры как обычные А-В или В-А блоксополимеры (например, стирол-изопрен-стирол, стирол-бутадиен-стирол, стирол-этилен-бутилен-стирол блоксополимеры, эластомерные полиуретаны, олефинные эластомеры, в частности эластомерные этиленовые сополимеры (например, этилен виниловые ацетаты, этилен/октеновые сополимерные эластомеры, этилен/пропилен/диеновые терполимерные эластомеры), а также смеси их друг с другом, смеси с другими эластомерными термопластичными полимерами или с неэластомерными термопластичными полимерами.
Эластомерные термопластичные составы, используемые в связи с данным изобретением, могут для достижения требуемого эффекта также смешиваться с различными добавками. В числе их могут быть, к примеру, наполнители, препараты для понижения вязкости, пластификаторы, вещества, повышающие клейкость, красящие вещества (например, красители или пигменты), антистатики, антиокислители, препараты для склеивания, антиблокирующие препараты, противоскользящие препараты, стабилизаторы (например, термические и ультрафиолетовые), вспенивающие реагенты, микросферы, стеклянные пузыри, волоконные элементы усиления (например, микрофибра), внутренние разделительные составы, теплопроводные частицы, электропроводные частицы и тому подобные. Объемы всех этих препаратов, могущих оказаться полезными при формировании термопластических составов, легко могут быть определены специалистами, работающими в отрасли переработки и применения такого рода материалов.
Помимо нанесения неэластичных или эластичных термопластичных полимеров на дискретные зоны, на основные поверхностей подложек можно также наносить дополнительные материалы в виде покрытий; при этом их нанесение осуществляется с применением известных технологий. Среди этих материалов можно выделить, например, адгезивы, описанные, например, в Патентах США №501910071; 5028646; и 5300057; либо сцепляющие препараты, описанные, например, в Патентах США №5389438 и 6261278.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЯЗЫЧОК ЭЛАСТИЧНОЙ ЗАСТЕЖКИ | 2003 |
|
RU2316301C2 |
| Одноразовые застегиваемые абсорбирующие изделия, содержащие сложенные застегивающие язычковые элементы | 2014 |
|
RU2648613C2 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ ДЛЯ ЛИЧНОГО НОШЕНИЯ С ЯЗЫЧКОМ ДЛЯ РЕГУЛИРОВАНИЯ ПОЯСА | 2009 |
|
RU2490000C2 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ ДЛЯ ЛИЧНОГО НОШЕНИЯ С ЯЗЫЧКОМ | 2009 |
|
RU2491044C2 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ ДЛЯ ЛИЧНОГО НОШЕНИЯ С ЯЗЫЧКОМ ДЛЯ УТИЛИЗАЦИИ | 2009 |
|
RU2489126C2 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ ДЛЯ ЛИЧНОГО НОШЕНИЯ С ЯЗЫЧКОМ ДЛЯ УТИЛИЗАЦИИ | 2009 |
|
RU2492843C2 |
| КОМПОЗИТНЫЕ ТКАНИ С ДИСКРЕТНЫМИ ЭЛАСТИЧНЫМИ ПОЛИМЕРНЫМИ ОБЛАСТЯМИ | 2002 |
|
RU2303531C2 |
| КОМПОЗИТНЫЕ ТКАНИ С УПРОЧНЯЮЩИМИ ПОЛИМЕРНЫМИ ОБЛАСТЯМИ И ЭЛАСТИЧНЫМИ ПОЛИМЕРНЫМИ ОБЛАСТЯМИ | 2002 |
|
RU2296054C2 |
| СПОСОБ НАЛОЖЕНИЯ ЧАСТИ ЗАСТЕЖКИ НА ПОДГУЗНИК | 2002 |
|
RU2303970C2 |
| ОБВЯЗОЧНАЯ ЛЕНТА | 2003 |
|
RU2319651C2 |
Предлагается усовершенствованный язычковый элемент для системы застежки, включающей в себя язычковую секцию и канавочный элемент. Канавочный элемент включает в себя прорезь или петлю, при этом канавка располагается между внутренней секцией и внешней секцией. В состав язычковой секции входит язычковый элемент, имеющий наружную кромку, внутреннюю кромку и по крайней мере один кромочный элемент. Наружная кромка язычкового элемента пропускается через канавку элемента с прорезью для фиксации застегивающего элемента. После прохода в канавку, по крайней мере одна кромочная секция язычкового элемента перекрывает или захватывает наружную секцию канавочного элемента, исключая таким образом выход язычкового элемента из зацепления с канавочным элементом. Выступающая наружу секция канавочного элемента удерживается между кромочными секциями и подстилающей, обычно эластичной несущей подложкой под язычки. Изобретение позволяет упростить технологию изготовления. 25 з.п. ф-лы, 22 ил.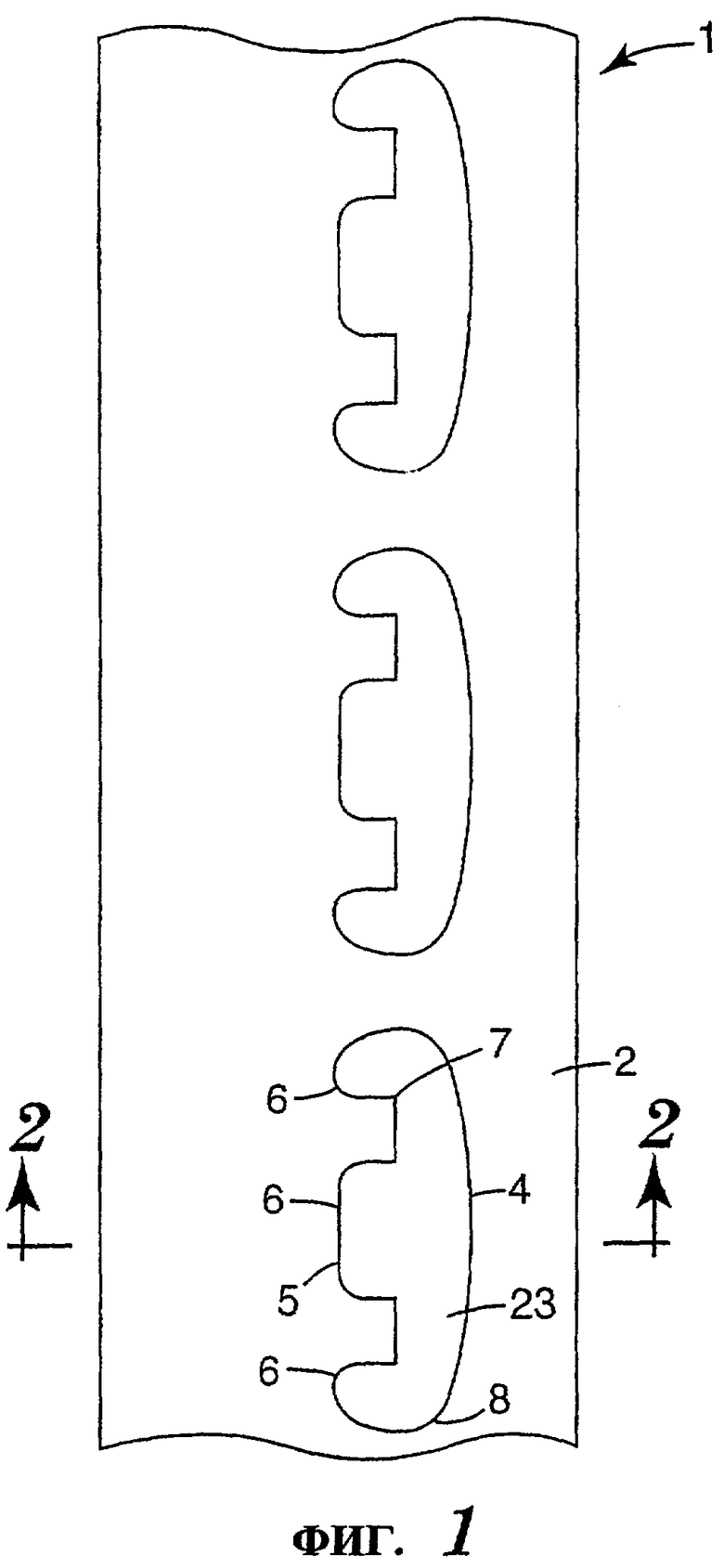
| US 6251097 B1, 26.06.2001 | |||
| WO 9702795 A, 30.01.1997 | |||
| ЛЕПЕСТОК ЗАСТЕЖКИ | 1995 |
|
RU2151583C1 |

