Заявляемое изобретение относится к переработке полимерных армированных композиционных материалов, например резинотехнических изделий, в частности изношенных и бракованных автомобильных шин.
Аналогом заявляемого изобретения является способ резания покрышки дисковым ножом, при котором разрезаемый материал подается в зону реза, а рез осуществляется при введении вращающегося дискового лезвия внутрь щели опорного колеса (см. патент USA №4072072, МПК7 В23В 3/04, 1978). Существенные признаки аналога "разрезаемый материал подается в зону реза" совпадают с существенными признаками заявляемого изобретения.
Недостатком аналога является сложность способа из-за необходимости специального балансирования скоростей вращения лезвия дискового ножа и подачи разрезаемого материала в зону реза, из-за наличия операций ввода и вывода дискового ножа из щели опорного колеса при резе, из-за необходимости специальных приспособлений для осуществления операций подачи разрезаемого материала в зону реза и его отвода из зоны реза, а также недостаточная эффективность разрезания каркасно-брекерно-протекторного браслета покрышки изготовленного из слоистого материала, включающего несколько слоев резины, армированных текстильным и металлическим кордом.
Прототипом заявляемого изобретения является способ для продольной резки полимерных материалов, при котором разрезаемый материал подается в зону реза, а рез осуществляется путем введения вращающегося дискового лезвия внутрь щели опорного колеса (см. а.с. SU №536056, МПК7 В29С 17/10, 1976). Существенные признаки прототипа "разрезаемый материал подается в зону реза" совпадают с существенными признаками заявляемого изобретения.
Недостатком прототипа также является необходимость специальных приспособлений для осуществления операций подачи разрезаемого материала в зону реза, необходимость балансирования скоростей реза и подачи материала, необходимость регулировки подвода вращающихся ножей к опорному колесу, а также необходимость постоянного регулирования ввода дискового ножа в паз опорного колеса при резе. В результате способ является сложным и недостаточно эффективным для разрезания каркасно-брекерно-протекторного браслета покрышки.
Задачей, на решение которой направлено заявляемое изобретение, является упрощение способа, упрощение конструкции оборудования для его осуществления и повышение эффективности при разрезании сложных армированных полимерных композитов.
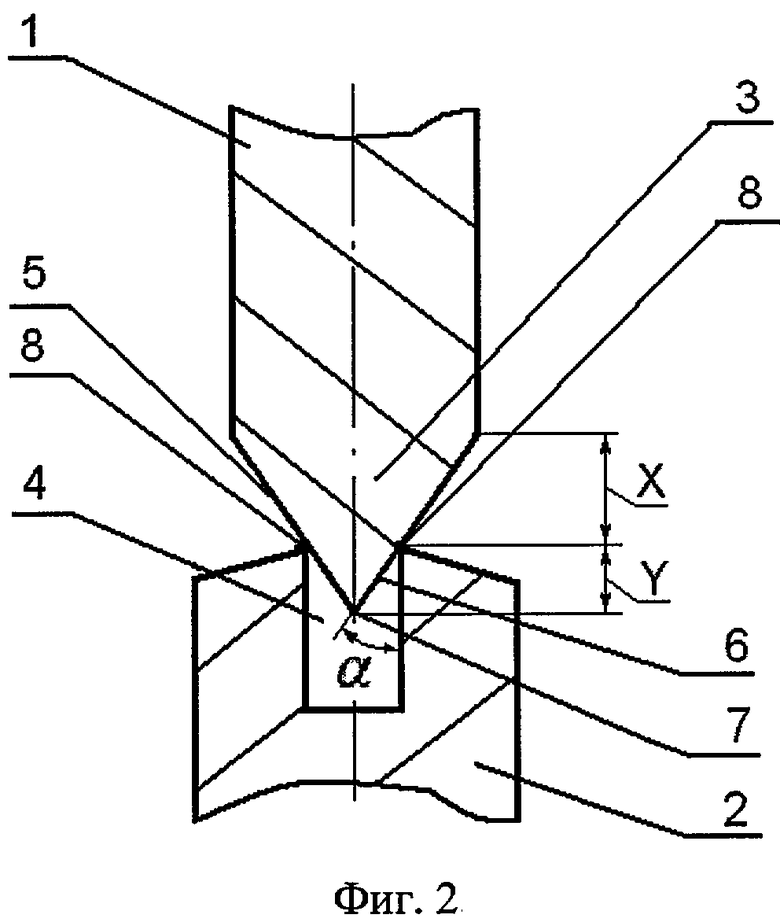
Для достижения указанного технического результата разрезание материала начинают при контакте конических поверхностей ножа, образующих режущую кромку, с входными (внешними) частями выемки опорного колеса, на которой образуют опорную кромку, между которой и режущей кромкой ножа осуществляют фиксацию материала, а при разрезании полимерного армированного композиционного материала его подачу в зону реза и отвод из зоны реза осуществляют дисковым ножом, при этом скорость подачи разрезаемого материала в зону реза определяется скоростью вращения ножа.
На фиг.1 представлена схема разрезания материала, вид сверху и сбоку. На фиг.2 представлено сечение режущей части устройства для осуществления способа разрезания материала.
Способ разрезания материала осуществляется следующим образом: дисковый нож 1 подводится к опорному колесу 2 до контакта таким образом, чтобы лезвие 3 частично вошло внутрь выемки 4 опорного колеса, при этом конические поверхности 5, 6 лезвия, образующие режущую кромку 7, должны контактировать с входными (внешними) частями 8 выемки опорного колеса, то есть с той частью выемки, где ее внутренняя поверхность переходит в наружную поверхность дискового колеса и образует кромку (так называемая "опорная кромка"). При этом длина части лезвия X, оставшаяся вне зоны выемки колеса, должна быть не менее длины захода Y, а угол α между боковой стенкой выемки и образующей соответствующей конической поверхности лезвия составляет 5÷45°. Дисковый нож приводится в движение с помощью привода и разрезаемый материал подводится к зоне реза, например, вручную. Вращающийся нож захватывает разрезаемый материал, подаваемый в направлении А, и прижимает его частью лезвия Х к опорным кромкам установленного с возможностью вращения опорного колеса. Далее подача материала осуществляется за счет вращения ножа и опорного колеса посредством зажима разрезаемого материала между поверхностями ножа, образующими режущую кромку, и опорными кромками колеса. При этом в процессе резания при зажиме разрезаемого материала в случае возникновения распорных усилий, превосходящих усилие прижима ножа и опорного колеса (обеспечиваемого, например, винтовой передачей), возможен временный отход ножа от контакта с опорным колесом.
В результате при разрезании покрышки подача разрезаемого материала в зону реза и его отвод осуществляются самим дисковым ножом и не требуют ни специальных устройств, ни специальных конструктивных элементов, а скорость подачи разрезаемого материала в зону реза определяется скоростью вращения ножа и не требует специальной регулировки и балансировки. Выполнение режущего лезвия с толщиной, большей ширины выемки в металлическом колесе, обеспечивает в процессе резания фиксацию неразрезанных элементов армированного каркасно-брекерно-протекторного браслета за счет зажима разрезаемого материала поверхностями, образующими режущую кромку, и входными частями выемки. В результате обеспечивается фиксация и удерживание в зоне реза разрезаемого материала с последующим затягиванием его в зону реза. Для обеспечения эффективного функционирования способа длина части Х лезвия должна быть не меньше длины захода Y. Если длина части Х лезвия будет меньше длины захода Y, то может не обеспечиваться эффективность зажима и подачи разрезаемого материала из-за неравномерности подачи в результате взаимного проскальзывания материала и лезвия в зоне реза. При этом, если угол между боковой стенкой выемки и образующей каждой из конических поверхностей режущей кромки будет более 45°, то в процессе резания могут возникнуть чрезмерные усилия прижима разрезаемого материала к поверхностям, образующим режущую кромку, в результате чего процесс резания нарушится. Если этот угол будет менее 5°, то в результате может быть не обеспечен достаточный зажим разрезаемого материала между поверхностями, образующими режущую кромку, и входными частями выемки. Соблюдение указанных выше условий обеспечивает возможность разрезания сложного резинотехнического композита, имеющего гетерогенную структуру и филаментарные армирующие, в том числе металлические компоненты.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАЗРЕЗАНИЯ КОМПОЗИЦИОННЫХ ИЗДЕЛИЙ КОЛЬЦЕВОЙ ФОРМЫ | 2006 |
|
RU2312765C1 |
| Способ переработки изношенных шин в дисперсный материал | 2015 |
|
RU2608893C1 |
| СПОСОБ РАЗРЕЗАНИЯ КОМПОЗИЦИОННЫХ ИЗДЕЛИЙ КОЛЬЦЕВОЙ ФОРМЫ | 2007 |
|
RU2337001C1 |
| УСТРОЙСТВО ДЛЯ РАЗРЕЗАНИЯ ПОКРЫШКИ | 2006 |
|
RU2315694C1 |
| УСТРОЙСТВО ДЛЯ ОДНОВРЕМЕННОГО РАЗРЕЗАНИЯ ПО ДВУМ ИЛИ НЕСКОЛЬКИМ ЛИНИЯМ РЕЗА ПОКРЫШКИ | 2009 |
|
RU2416519C2 |
| УСТРОЙСТВО ДЛЯ РАЗРЕЗАНИЯ ПОКРЫШКИ | 2006 |
|
RU2314914C1 |
| УСТРОЙСТВО ДЛЯ РАЗРЕЗАНИЯ ПОКРЫШКИ | 2006 |
|
RU2314913C1 |
| СПОСОБ РАЗРЕЗАНИЯ КОМПОЗИЦИОННЫХ ИЗДЕЛИЙ КОЛЬЦЕВОЙ ФОРМЫ | 2006 |
|
RU2318660C1 |
| УСТРОЙСТВО ДЛЯ РАЗРЕЗАНИЯ ПОКРЫШКИ | 2006 |
|
RU2318662C1 |
| УСТРОЙСТВО ДЛЯ РАЗРЕЗАНИЯ ПОКРЫШКИ | 2006 |
|
RU2314915C1 |
Изобретение относится к переработке полимерных армированных композиционных материалов, например резинотехнических изделий, в частности изношенных и бракованных автомобильных шин. В способе разрезания полимерного армированного композиционного материала ножом, имеющим вращающееся дисковое лезвие, режущая кромка ножа образована коническими поверхностями, и имеется опорное колесо с выемкой. При осуществлении способа разрезаемый материал подается в зону реза. Резание начинают при контакте образующих режущую кромку поверхностей лезвия с входными частями выемки опорного колеса, на которой образуют опорную кромку, между которой и режущей кромкой ножа осуществляют фиксацию материала. Процесс резания полимерного армированного композиционного материала, его подачу в зону реза и отвод из зоны реза осуществляют дисковым ножом. Скорость подачи разрезаемого материала в зоне реза определяется скоростью вращения ножа. Изобретение обеспечивает упрощение оборудования и повышает эффективность при разрезании сложных армированных полимерных композитов. 2 ил.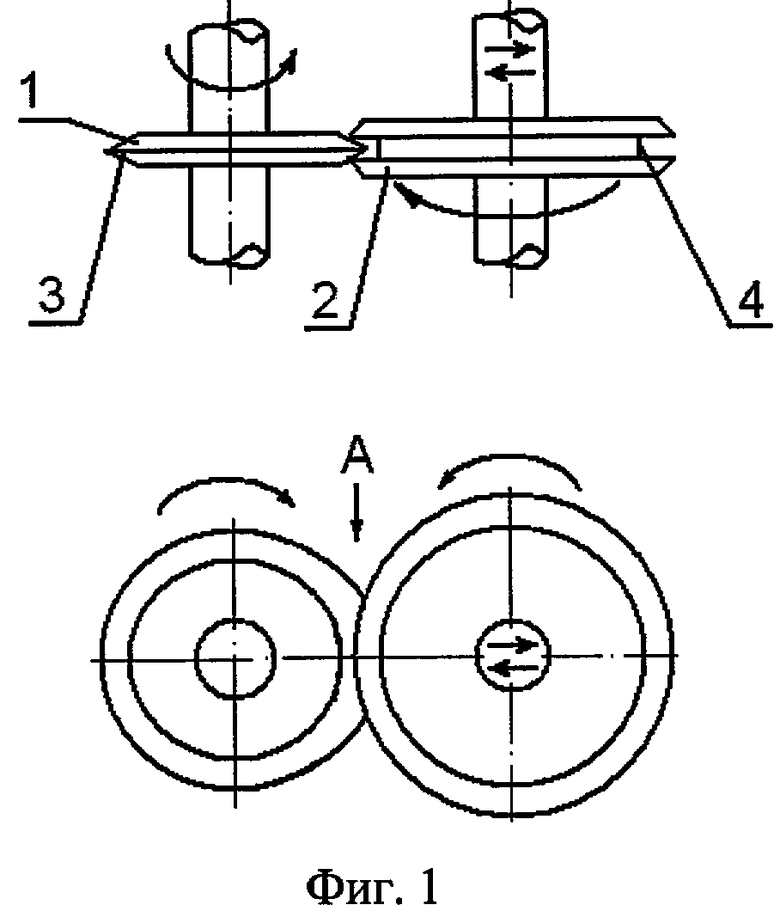
Способ разрезания полимерного армированного композиционного материала ножом, имеющим вращающееся дисковое лезвие, режущая кромка которого образована коническими поверхностями, и опорное колесо с выемкой, при котором разрезаемый материал подается в зону реза, отличающийся тем, что резание начинают при контакте образующих режущую кромку поверхностей лезвия с входными частями выемки опорного колеса, на которой образуют опорную кромку, между которой и режущей кромкой ножа осуществляют фиксацию материала, а при разрезании полимерного армированного композиционного материала его подачу в зону реза и отвод из зоны реза осуществляют дисковым ножом, при этом скорость подачи разрезаемого материала в зоне реза определяется скоростью вращения ножа.
| Устройство для продольной резки полимерных материалов | 1975 |
|
SU536056A1 |
| Устройство для измельчения полимерных материалов | 1986 |
|
SU1412809A1 |
| US 4576339 A, 18.03.1986 | |||
| JP 2000317881 A, 21.11.2000 | |||
| US 4072072 A, 07.02.1978 | |||
| US 5048767 A, 17.09.1991. | |||

