Родственная заявка
Настоящая заявка является частичным продолжением находящейся одновременно на рассмотрении и принадлежащей тому же правообладателю заявки на патент США № 10/067704, поданной 4 февраля 2002 г. под названием «Manufacturing Design and Process Analysis System», которая включена сюда посредством ссылки для всех целей.
Область техники, к которой относится изобретение
Настоящее изобретение относится к производству, проектированию, обработке и технологии и, в одном варианте выполнения, к способам, устройствам и системам, облегчающим задачи проектирования, обработки, изготовления и/или измерения, связанные с производством и другими процессами. В одном варианте выполнения настоящее изобретение относится к принимающим решения и логическим структурам, воплощенным в компьютерном программном приложении, которые облегчают все стадии процесса проектирования, разработки, обработки, выпуска опытной серии, квалификации, сертификации и изготовления любой детали либо любого изделия, которое производится по спецификации.
Предшествующий уровень техники
Мир производства, включая технологию, находится под непрерывным и все увеличивающимся давлением в сторону улучшения качества и уменьшения расходов. Эта тенденция все усиливается и усиливается, но никак не уменьшается. С точки зрения производства качество относится к изготовлению предметов в той мере, когда 1) оно приближается или соответствует целям технического проектирования, и 2) оно показывает минимальные отклонения. Сфера технического проектирования также находится под непрерывным давлением в сторону повышения качества и уменьшения расходов. Техническое проектирование должно формировать номинальные цели проектирования и устанавливать пределы допусков, где это возможно, для производства, чтобы изготавливать детали, которые 1) являются целью и 2) которые попадают в пределы допусков проектирования. Другими словами, перед инженерами поставлена задача не только спроектировать изделия, чтобы удовлетворять форме, посадкам и функции, но и спроектировать их с возможностью изготовления.
В любом производственном или ином процессе, который зависит от законов техники и физики, при изготовлении полезного результата, имеется пять фундаментальных элементов (см. фиг. 1): 1) процесс, по которому изготавливается продукт (А); 2) входные данные, поступающие в процесс (В); 3) конечный результат процесса (С); 4) переменные управления процессом, отрегулированные так, чтобы влиять на конечный результат процесса (D); и 5) неконтролируемые переменные процесса, которые влияют на этот процесс (Е) (например, либо неконтролируемые переменные, либо переменные, которые остаются неконтролируемыми из-за времени, стоимости или других причин, которые здесь в совокупности именуются как «шум»).
Традиционным подходом к изготовлению изделий, таких как детали или другие компоненты, которые удовлетворяют конструктивным требованиям, является логический подход, основанный на поиске причинности. Этот подход базируется на том принципе, что контроль над переменными, которые воздействуют на процесс, дает контроль над конечным результатом процесса. Другими словами, если возможно контролировать причину, то можно контролировать и следствие. Фиг. 2 иллюстрирует этот известный из уровня техники принцип, где предпринимается попытка определить все соотношения, связи или корреляции между переменными управления и характеристиками конечного результата (например, произведенных деталей).
К сожалению, многие производственные процессы ведут себя подобно «черному ящику». В некоторых из таких случаев может быть сложно определить взаимосвязь между переменными управления процессом и значениями характеристик конечных изделий. Более того, временные и экономические ограничения могут сделать такое определение практически нецелесообразным, даже когда это возможно технически.
Литье пластика под давлением является примером такой ситуации. При по меньшей мере 22 переменных управления, даже когда у каждой из этих переменных управления всего по два уровня (высокая и низкая температура, высокое и низкое давление и т.п.), все равно существует более 4 миллионов возможных сочетаний. Разумеется, существуют миллиарды возможных сочетаний, когда рассматриваются три уровня (высокий, средний и низкий параметры). Более того, изменения в переменных процесса могут оказывать неравномерное воздействие на характеристики конечных изделий; например, увеличение параметра давления может увеличить первую характеристику изделия, ухудшить вторую и не повлиять на третью. Простые взаимодействия, сложные взаимодействия и нелинейности еще более усложняют ситуацию. Далее, обычно в одной отливке имеется множество полостей литейной формы. Наконец, имеется множество характеристик изделия, которые должны быть удовлетворены (требования к размерам, производительности и другие). В свете описанного зачастую чрезвычайно сложно выявить сочетание факторов из большого числа целей проектирования деталей, пределов допусков для деталей, конструктивных характеристик отливок и параметров давления для литьевого прессования, по которым изготавливаются приемлемые изделия.
В этом отношении достигнут некоторый прогресс. Методика проектирования экспериментов (ПЭ, DOE) значительно снижает количество экспериментов, которые должны быть проведены, чтобы понять влияние выбранного подмножества переменных управления на конечный результат процесса. К сожалению, даже после проведения спроектированного эксперимента, все еще существует большое число переменных управления, которые могут воздействовать на конечные изделия. В любом случае как поставщиком, так и клиентом фирм-изготовителей комплектного оборудования (ОЕМ) проводятся обширные измерения изготовленных деталей, чтобы удостовериться в том, что изготовлены приемлемые изделия.
Кроме того, существует два основных пути в достижении повышенного качества производства. Во-первых, это измерение деталей после того, как они изготовлены, а затем сравнение деталей с требованиями спецификации (конструктивными целями и допусками). Таким образом, это интерактивный процесс, использующий обратную связь. Обычно, до некоторой степени, детали измеряются как изготовителем, так и клиентом (изготовителем комплектного оборудования, производителем первого уровня, производителем второго уровня и т.п.). Измерение деталей, запись и анализ данных и составление отчета о результатах является, однако, очень дорогостоящим и ресурсоемким процессом.
В своих попытках повысить качество многие производители начали использовать методы статистического контроля процессов (СКП, SPC) и исследования возможностей технологического процесса. Разумеется, многие клиенты требуют от своих поставщиков проводить СКП или другие равноценные процедуры измерения, записи, анализа и составления отчета. В соответствии с этим методом с производственной линии берутся образцы, измеряются, а затем анализируются, чтобы увидеть, не появились ли какие-либо аномальные (несоответствующие нормальному распределению) структуры или точки данных. Если обнаружены такие аномальные точки данных, процесс рассматривается как «вышедший из-под контроля» (т.е. невозможность выдать соответствующий предсказуемый конечный результат) и изготовление сразу же останавливается для корректировки процесса. Данные измерений от произведенных деталей анализируются с использованием изощренных статистических способов и устройств составления диаграмм СКП, воплощенных в специализированных компьютерных программах. Поскольку большинство деталей имеет множество различных размеров, измерение и анализ СКП обычно применяется к большому числу размеров деталей для каждой детали, увеличивая время и расходы, связанные с изготовлением. Однако СКП существенно менее дорог на длительном отрезке времени, чем возврат неприемлемых деталей и/или необходимость отсортировать приемлемые детали от неприемлемых деталей.
Производителям (и их клиентам), кроме того, сложно определить 1) какой процент размеров должен отслеживаться с использованием СКП и 2) какие размеры должны измеряться, если отсутствует мониторинг полного набора размеров. Обычно большинство (если не все) «критические» размеры, запрошенные инженером-проектировщиком, измеряются и анализируются с использованием методов СКП. Однако экономические ограничения могут проявиться в том, что измеряется и анализируется меньше, чем желаемое число размеров. Затем зачастую используются догадки относительно того, какие размеры следует выбрать для СКП и другого анализа.
Вторым путем повышения качества производства является сокращение числа естественных отклонений в произведенных изделиях. Может быть улучшена точность поддержания факторов управления процессом, и/или могут быть уменьшены или минимизированы факторы «шума». Это автономное улучшение процесса, использующее прямую связь. Сокращение естественного отклонения также является дорогостоящим предложением, поскольку присутствует множество относительно небольших причин отклонения. Степень, до которой должно быть сокращено естественное отклонение в изготовленных деталях, обычно определяется с помощью дорогостоящих исследований возможностей процесса, обычно проводимых по каждому "критическому" размеру.
В свете описанного выше в уровне техники существует необходимость в способах, устройствах и системах, облегчающих процессы проектирования и производства, и в частности, направленных на описанные выше проблемы. Например, в уровне техники существует необходимость в способах и системах, которые позволяют сократить время и расходы, связанные с обсужденными ранее процессами измерения, записи, анализа и составления отчета, например, для исследований СКП, исследований возможностей процесса, инспектированием доставки и инспектированием приемки. В уровне техники существует необходимость в способах определения того, как отрегулировать входные данные для процесса, чтобы получить желаемые конечные результаты. Также в уровне техники существует необходимость в способах и системах, облегчающих определение того, сколько характеристик изделия (например, размеры, измерения производительности и т.п.) должны быть измерены для данного процесса. Наконец, в уровне техники существует необходимость в способах и системах, которые делают возможным оценку того, какие характеристики изделия должны быть измерены для данного процесса. Как более подробно обсуждается ниже, варианты выполнения настоящего изобретения практически полностью соответствуют этим нуждам.
Сущность изобретения
Настоящее изобретение обеспечивает способы, устройства и системы, содействующие выполнению задач проектирования, изготовления и/или измерения, связанных с производством и другими процессами. В одном варианте выполнения настоящее изобретение относится к принимающим решения и логическим структурам, воплощенным в компьютерном программном приложении, которое облегчает все стадии процесса проектирования, разработки, инструментального оснащения, выпуска опытной серии, квалификации, сертификации и изготовления любой детали либо любого изделия, которое производится по спецификации. В одном варианте выполнения настоящее изобретение обеспечивает знание того, как множество характеристик заданного конечного результата процесса связаны друг с другом, с пределами спецификации и входными данными для предварительной обработки. Это знание обеспечивает сокращение стоимости измерений, анализа и составления отчетов как до, так и во время изготовления. Оно также определяет изменения, которые необходимы для входных данных для выпуска предварительной обработки, чтобы достичь изготовления при проектных целях. Оно обеспечивает приоритетный порядок для увеличения допусков проектирования. Оно оценивает осуществимость изготовления деталей, которые удовлетворяют пределам спецификации. Оно оценивает компромисс между эксплуатационными характеристиками и продуктивностью и обеспечивает цели проектирования, которые повышают продуктивность. Оно обеспечивает определение того, когда требуется снизить непостоянство процесса. Оно облегчает сравнение материалов и их выбор. Оно предоставляет инженерам-технологам и операторам улучшенные рабочие инструкции.
Настоящее изобретение использует аналитические методы для достижения указанных выше целей и преимуществ. Как обсуждается ниже, в одном варианте выполнения вместо аналитических методов могут быть выборочно использованы графические методы. Графические методы, включающие в себя, но не в качестве ограничения, диаграммы, графики и чертежи, также могут быть использованы для отображения результатов анализа. Настоящее изобретение использует мощные статистические методики, которые в одном варианте выполнения позволяют определить, какие и сколько из характеристик изделия следует измерять, потенциально сокращая стоимость и затраты на ресурсы, связанные с измерением, записью, анализом и составлением отчета. Варианты выполнения настоящего изобретения могут также помочь инженерам-конструкторам проектировать изделия для возможности производства. Варианты выполнения настоящего изобретения также могут быть сконфигурированы для предоставления критической информации, необходимой инженерам-конструкторам и технологам для изменения проектных требований к входным данным процесса, чтобы дать возможность производству достичь целей проектирования и остаться в пределах допуска спецификации. Варианты выполнения настоящего изобретения также могут использоваться, чтобы идентифицировать с помощью системного подхода к разработке, какие характеристики изделия имеют наиболее ограничивающие цели и пределы допуска спецификации. Такая информация, например, позволяет оценивать, должны ли допуски увеличиться или нет, и если должны, то какие именно допуски и для какой характеристики изделия. Настоящее изобретение также может быть использовано для сокращения стоимости проведения исследований возможностей процесса путем сокращения (в некоторых случаях очень резкого сокращения) объема исследований возможностей процесса, которые должны быть проведены. Эти и другие аспекты настоящего изобретения станут очевидны из нижеследующего описания предпочтительных вариантов выполнения настоящего изобретения.
В одном варианте выполнения настоящее изобретение обеспечивает способы, устройства и системы, облегчающие понимание и анализ того, как взаимосвязь между спрогнозированными характеристиками изделия и одной или более прогнозирующими характеристиками изделия отражает способность процесса достигать желаемой цели (например, изготовление деталей по целевой спецификации и/или в границах допусков спецификации). В одном варианте выполнения настоящее изобретение обеспечивает систему анализа процесса, которая вырабатывает набор графиков и/или таблиц (таких как таблицы ограничений, таблицы смещений, таблицы послаблений), которые позволяют пользователю понимать и анализировать взаимосвязь между характеристиками изделия, чтобы выносить эффективные и информированные решения относительно потенциальных изменений в проектировании, либо в обработке, либо в измерении выпуска опытной серии, либо в процессе. Как обсуждено более подробно ниже, взаимосвязи между прогнозирующей характеристикой и одной или более спрогнозированными характеристиками изделия могут быть в общем случае систематизированы по трем возможным ситуациям: 1) когда возможно изготовить изделие вне пределов спецификации относительно спрогнозированной характеристики изделия; 2) когда спрогнозированная характеристика изделия надежна и всегда будет находиться внутри пределов спецификации; и 3) когда спрогнозированная характеристика изделия ограничивает прогнозирующую характеристику изделия. В одном варианте выполнения настоящее изобретение обеспечивает методику анализа возможных взаимосвязей между прогнозирующей характеристикой и остальными характеристиками изделия, чтобы определить, например, какую из спрогнозированных характеристик изделия можно без опаски проигнорировать, какая из спрогнозированных характеристик изделия будет ограничивать рабочий диапазон, относящийся к прогнозирующим характеристикам, и какая из спрогнозированных характеристик изделия может отразиться на изготовлении изделий вне пределов спецификации проектирования. С такой систематизацией спрогнозированных характеристик изделия пользователи (такие как инженеры-конструкторы, технологи, инженеры-технологи, инспекторы и т.п.) затем смогут принимать решения о том, как обходиться с каждой спрогнозированной характеристикой изделия. Например, в случае, когда возможно произвести дефекты, пользователь может решить ослабить допуски спецификации и/или изменить входные данные для предварительной обработки и/или ограничить переменные процесса. Кроме того, если заданная спрогнозированная характеристика изделия надежна (в рамках спецификации) для всех возможных значений (по меньшей мере внутри пределов проектной спецификации) прогнозирующей(-их) характеристики(-ик) изделия, то спрогнозированную характеристику изделия можно игнорировать, например, во время задач последующей обработки, таких как измерение и анализ деталей, связанных со следующими действиями: предварительная квалификация, квалификация, сертификация и изготовление. Настоящее изобретение также облегчает анализ воздействия спрогнозированных характеристик изделия, которые ограничивают возможный диапазон для прогнозирующей(-их) характеристики(-ик) изделия. Как более подробно обсуждено ниже, настоящее изобретение позволяет пользователю рассматривать воздействие ограничивающей спрогнозированной характеристики изделия и степень ограничения на возможность изготовления изделия, как определено в заданной спецификации проектирования, и также позволяет оценивать пригодность данного процесса для выработки конечного результата, который удовлетворяет проектным спецификациям/требованиям. Как более подробно обсуждено ниже, варианты выполнения настоящего изобретения функционируют для выработки графиков, таблиц и диаграмм, таких как диаграммы рассеяния, таблицы ограничений, таблицы смещений и таблицы послаблений, которые поддерживают задачи анализа и принятия решений, связанные с производством и другими процессами.
Перечень фигур чертежей
Фиг. 1 - блок-схема процесса, в общем случае применимая к производству и другим процессам.
Фиг. 2 - блок-схема процесса, иллюстрирующая концепцию, связанную с применением известных методов управления процессом в производственных процессах.
Фиг. 3 - блок-схема процесса, иллюстрирующая концепцию, связанную с настоящим изобретением, как оно применяется в производственных процессах.
Фиг. 4 - диаграмма рассеяния, устанавливающая регрессионную модель между двумя характеристиками изделия.
Фиг. 5 - диаграмма рассеяния, моделирующая воздействие, которое имеет изменение в настройках управления процессом на конечный результат процесса.
Фиг. 6 - диаграмма рассеяния, иллюстрирующая воздействие изменяющихся входных данных процесса.
Фиг. 7 - диаграмма рассеяния, иллюстрирующая совместное воздействие изменений в настройках управления процессом и во входных данных процесса.
Фиг. 8 - диаграмма рассеяния, включающая в себя интервалы прогнозирования, связанные с регрессионной моделью.
Фиг. 9 - графический интерфейс пользователя, помогающий вводить данные характеристик изделия, используемый вместе с вариантом выполнения настоящего изобретения.
Фиг. 10 - диаграмма, иллюстрирующая простую линейную регрессионную модель для двух характеристик изделия.
Фиг. 11 - функциональная блок-схема, показывающая вариант выполнения компьютерной аппаратной системы, пригодной для использования с настоящим изобретением.
Фиг. 12 - диаграмма рассеяния, иллюстрирующая концепции, связанные с вариантом выполнения настоящего изобретения.
Фиг. 13 - диаграмма рассеяния, включающая в себя линейную регрессионную модель, интервалы прогнозирования, целевое пересечение и верхний и нижний пределы спецификации.
Фиг. 14 - диаграмма рассеяния, иллюстрирующая определение допустимого рабочего диапазона и рабочее искомое значение для прогнозирующей характеристики.
Фиг. 15 - архитектура системы в соответствии с вариантом выполнения настоящего изобретения.
Фиг. 16 - блок-схема алгоритма, иллюстрирующая способ в соответствии с вариантом выполнения настоящего изобретения.
Фиг. 17 - блок-схема алгоритма, иллюстрирующая способ, связанный с отображением пользователю регрессионной модели и элементов связанного с ней анализа.
Фиг. 18 - блок-схема алгоритма, описывающая способ, который позволяет делать выбор прогнозирующей характеристики.
Фиг. 19 - сводная таблица, включающая в себя набор значений характеристик изделия относительно множества характеристик изделия, коэффициентов корреляции и значения, показывающего прогнозирующую способность каждой характеристики изделия.
Фиг. 20 - блок-схема алгоритма, иллюстрирующая способ, который позволяет заполнять таблицу коэффициентов корреляции.
Фиг. 21 - блок-схема алгоритма, показывающая способ, связанный с использованием настоящего изобретения в соответствии с одним вариантом выполнения.
Фиг. 22 - таблица ограничений в соответствии с вариантом выполнения настоящего изобретения.
Фиг. 23 - блок-схема алгоритма, которая в соответствии с одним вариантом выполнения настоящего изобретения описывает способ, направленный на выработку таблицы ограничений.
Фиг. 24 - диаграмма, иллюстрирующая регрессионную модель для прогнозирующей характеристики и спрогнозированной характеристики, включая граничные значения, связанные с регрессионной моделью.
Фиг. 25А-25G - диаграммы, иллюстрирующие регрессионные модели между прогнозирующей характеристикой и спрогнозированной характеристикой и различные обстоятельства, в которых может существовать условие для дефекта.
Фиг. 26А и 26В - диаграммы, иллюстрирующие регрессионные модели между прогнозирующей характеристикой и спрогнозированной характеристикой и различные обстоятельства, в которых спрогнозированная характеристика надежна между верхним и нижним пределами спецификации спрогнозированной характеристики.
Фиг. 27А-27F - диаграммы, иллюстрирующие регрессионные модели для различных обстоятельств, когда либо верхняя, нижняя, либо обе границы прогнозирования ограничивают минимальное и/или максимальное допустимое значение прогнозирующей характеристики, чтобы изготовить детали, которые находятся в пределах спецификации.
Фиг. 28А - блок-схема алгоритма, описывающая способ, направленный на выработку таблицы смещений в соответствии с одним вариантом выполнения настоящего изобретения.
Фиг. 28В - таблица смещений в соответствии с одним вариантом выполнения настоящего изобретения.
Фиг. 29 - блок-схема алгоритма, иллюстрирующая весь процесс, связанный с выработкой таблицы послаблений в соответствии с одним вариантом выполнения настоящего изобретения.
Фиг. 30 - таблица послаблений, выработанная в соответствии с одним вариантом выполнения настоящего изобретения.
Фиг. 31 - блок-схема алгоритма, иллюстрирующая способ, направленный на определение новых пределов спецификации, полученных в результате ослабления одного из нижнего и верхнего пределов спецификации спрогнозированной характеристики или обоих этих пределов, а следовательно, и связанных с ними минимального и/или максимального значений прогнозирующей характеристики, требуемых для изготовления деталей в пределах спецификации.
Фиг. 32А, 32В, 32С и 32D - диаграммы, которые графически иллюстрируют увеличение Pmax и уменьшение Pmin, что является результатом ослабления верхнего и нижнего пределов спецификации для спрогнозированной характеристики.
Фиг. 33А, 33В, 33С и 33D - диаграммы, которые графически иллюстрируют область совпадения, область регрессии, область ограниченной регрессии и сравнение области совпадения с областью ограниченной регрессии.
ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ВЫПОЛНЕНИЯ
I. Предшествующий уровень техники и принципы работы
А.Принципы и концепция
Настоящее изобретение использует несколько графических статистических и математических методов, направленных на анализ взаимосвязи между характеристиками изделия для достижения новой системы анализа проектного и производственного процесса. Среди них диаграммы рассеяния, коэффициенты корреляции, коэффициенты определения, линейная, нелинейная и варьируемая по многим параметрам регрессия, интервалы прогнозирования, отрегулированные интервалы прогнозирования, прогнозирование с помощью регрессии, прогнозирование с помощью интервалов прогнозирования, ПЭ, средние и взвешенные средние. Фиг. 3 является диаграммой, иллюстрирующей то, как аспект настоящего изобретения отличается от существующих в уровне техники методов. В широком разнообразии производственных процессов, в частности в литье под давлением, часто имеется сильная взаимосвязь между характеристиками изделия, получаемыми в данном процессе. Настоящее изобретение оценивает статистическую силу этих взаимосвязей и, когда они достаточно сильны, облегчает на их основе разнообразие задач проектирования, производства и измерения, связанных с производственными процессами.
Для понимания разницы между прототипом, приведенным в качестве примера на фиг. 2, и настоящим изобретением, приведенным в качестве примера на фиг. 3, следует отметить, что в первичном фокусе фиг. 3 находится взаимосвязь, которая существует между характеристиками деталей. В области литья под давлением различные конечные результаты (№1, №2, и т.д.) на фиг. 3 относятся, как правило, к различным размерам деталей. В настоящем изобретении различные характеристики частей не ограничиваются размерами и могут быть любым атрибутом детали. Кроме того, различные характеристики деталей могут в действительности включать в себя один и тот же размер у различных деталей, произведенных в едином цикле многополостной литейной формы.
Фиг. 4 графически иллюстрирует взаимосвязь между двумя характеристиками изделия, как представлено на диаграмме рассеяния. Фиг. 4 в одном виде иллюстрирует взаимосвязь между прогнозирующей характеристикой и спрогнозированными характеристиками. Как обсуждается ниже, точки данных, использованные для выработки регрессионной модели, вырабатываются, как правило, с помощью по меньшей мере двух различных возможных способов.
Первый способ состоит в выработке деталей без изменений, внесенных в параметры процесса. Это в общем соответствует нормальному течению производства. Все процессы подвержены отклонению в переменных управления, условиях окружающей среды, износе и многих других факторах. Эти влияния на процесс вызывают естественные отклонения в конечном результате. Затем измеряется конечный результат процесса на основе этого способа. Одной сложностью этого способа является то, что процесс измерения подобен любому другому процессу в том, что процесс измерений имеет свой собственный источник отклонений, которые приводят к ошибке измерений. Если размер естественного отклонения в характеристиках детали мал по отношению к ошибке измерений, то эта ошибка измерений перекроет естественное отклонение. В этом случае маловероятно, что могут быть установлены какие бы то ни было статистически значимые связи между характеристиками детали.
Процессы литья под давлением имеют, как правило, относительно малые естественные отклонения по сравнению с обычной ошибкой измерения. Следовательно, первый способ выработки отлитых под давлением деталей для оценивания взаимосвязей может оказаться непродуктивным. Поэтому второй способ выработки деталей более применим для отлитых под давлением деталей. Однако другие процессы могут проявлять достаточное естественное отклонение для того, чтобы использовать вышеуказанный способ.
Согласно второму способу индуцируется отклонение в характеристиках детали. В случае литья под давлением отклонение индуцируется преднамеренным изменением параметров управления процессом. При этом отклонение в значениях характеристик детали становится большим по отношению к ошибке измерения. Связи, если они существуют, становятся тогда заметными.
Как упоминалось ранее, ПЭ представляет собой способ, который помогает сократить неуправляемо большое число экспериментальных условий до пригодного для управления малого числа экспериментальных условий. Поскольку в области литья под давлением отклонение должно быть индуцировано, полезно использовать методы ПЭ для проектирования эффективного эксперимента. Использование этого способа имеет дальнейшую пользу в том, что имеются коммерчески доступные компьютерные приложения, которые эффективно анализируют данные и сообщают результаты этого анализа. Таким образом, выгода от результатов использования ПЭ заключается в том, что полезная информация может быть выделена в ходе эксперимента. В частности, обычно возможно определить по меньшей мере один параметр процесса, который можно использовать, чтобы в значительной степени воздействовать на конечный результат. Информация, полученная из ПЭ, полезна, т.к. ее можно использовать для регулировки параметра управления процессом, чтобы достичь желательного изменения в совместном рабочем положении для значений характеристик детали вместе с регрессионной моделью, как поясняется ниже.
Имеется и второе преимущество, в индуцировании отклонения в ходе эксперимента, которое не связано с каким-либо эффективным измерением за счет использования ПЭ. Это второе преимущество состоит в том, что настоящее изобретение в одном варианте выполнения определяет параметры управления процессом, которые оказывают наибольшее воздействие или влияние на характеристики детали. Настоящее изобретение может также частично зависеть от опыта операторов литьевого пресса литья и связанного с производственным процессом персонала по выбору этих «сильновлияющих» параметров управления. Следует отметить, что в литье под давлением обычная парадигма состоит из изменений в параметры пресса. Напротив, в настоящем изобретении делается попытка минимизации их воздействия для целей индуцирования отклонений детали для дальнейшего анализа. Иными словами, для целей индуцирования отклонения настоящее изобретение отыскивает «наихудшие» параметры управления. Эти «наихудшие» параметры управления с точки зрения производства становятся «наилучшими» параметрами управления с точки зрения индуцированного отклонения.
Как отмечалось ранее, в области литья под давлением имеется больше число, как правило, 22 или больше, параметров управления процессом. Настоящее изобретение в одном варианте выполнения включает в себя «научные» принципы или «несвязные» принципы литья, чтобы найти сильновлияющие параметры управления прессованием. Что касается ПЭ, то нет необходимости использовать «научные», «несвязные» принципы литья, но ПЭ потенциально обеспечивает дополнительные преимущества идентификации. Таким образом, когда в ходе эксперимента изменяются несколько, как правило, 3-5, сильновлияющих параметров управления, в характеристики детали будет вводиться наибольшее значение отклонения. Это отклонение может быть двух видов. Первым будет перевод совместного рабочего положения вдоль линии регрессии. Второе может вызвать рассеяние точек данных вокруг линии регрессии. Важно создать надежный набор данных, чтобы, в свою очередь, выработать надежную регрессионную модель для прогнозирования.
Наконец, использование методов ПЭ обеспечивает дополнительную информацию. В частности, использование методов ПЭ для индуцирования отклонения детали дополнительно позволяет понять, как переменные управления процессом, которые были изменены, воздействуют на характеристики деталей и как потенциально эти переменные управления взаимодействуют друг с другом.
Как обсуждалось ранее, сложно установить взаимосвязь между параметрами управления литья под давлением и характеристиками деталей по нескольким причинам, включая большое количество переменных управления, потенциально большое количество характеристик деталей, простые взаимодействия, сложные взаимодействия, эффект нелинейности и прочие эффекты. Одним из самых важных применений данного изобретения является то, что даже хотя может существовать множество переменных управления процессом, которые влияют на характеристики детали, и эти изменения могут влиять на характеристики любой детали очень сложным образом, изменения в этих переменных имеют прогнозируемый эффект на взаимосвязь между прогнозирующей характеристикой и по меньшей мере одной оставшейся характеристикой изделия. Соответственно, как более подробно обсуждается ниже, системы и способы по настоящему изобретению позволяют инженерам-конструкторам и операторам процесса полагаться на значения прогнозирующей характеристики, чтобы определить, удовлетворяет ли одна или более спрогнозированных характеристик проектным спецификациям. Кроме того, системы и способы по настоящему изобретению позволяют инженерам-конструкторам и операторам процесса сосредотачиваться на спрогнозированной характеристике в попытках отрегулировать выходные данные процесса, в плане соответствия проектным спецификациям. Эти и другие преимущества станут более очевидными из нижеследующего описания.
Регрессионная модель по фиг. 4 предполагает прямолинейное соотношение между двумя переменными со всеми точками данных, находящимися на прямой линии; однако идеальная линейная модель труднодостижима, поскольку идеальная корреляция в реальности очень редка. Фиг. 10 показывает разброс точек данных на диаграмме рассеяния. Хотя точки данных проявляют разброс, они также показывают четкую тенденцию или соотношение. Другими словами, зная значение одной из двух переменных, можно спрогнозировать другую переменную с относительно высокой степенью точности. В приложении к настоящему изобретению знание значения прогнозирующей характеристики может дать достаточно точное знание спрогнозированной характеристики изделия. На практике разброс среди точек данных вызван несколькими причинами. Они включают в себя изменения, вызванные общим шумом, общими флюктуациями в переменных управления, общими отклонениями во входных данных процесса и общими отклонениями в системе измерений, используемой для измерения характеристик деталей. Фиг. 10 также показывает два параметра, которые обычно используются для определения регрессионной модели. Это наклон линии регрессии и отсекаемый отрезок оси Y; однако могут быть использованы и другие параметры. Вариант выполнения, показанный на фиг. 10, также иллюстрирует линейную регрессионную модель. Настоящее изобретение, однако, не ограничено лишь использованием линейной модели. Нелинейная регрессионная модель, такая как модель со множеством независимых переменных, также может быть использована в контексте настоящего изобретения.
Фиг. 8 иллюстрирует добавление верхнего и нижнего интервалов прогнозирования к регрессионной модели. Область, ограниченная интервалами прогнозирования, представляет вероятную область выходных данных процесса относительно характеристик по оси X и оси Y, когда включены естественные отклонения и ошибка измерения. Другими словами, все сложности процесса «устраняются», поскольку они выявляются как ограниченная область вероятных выходных данных. «Устраненные» сложности включают в себя упомянутые ранее простые взаимодействия, сложные взаимодействия, нелинейности и т.п. в переменных управления процессом.
Такой анализ выходных данных процесса обеспечивает разнообразие полезной информации, облегчающей процессы проектирования и производства. Например, фиг. 4, как и другие фигуры, также содержит представление пересечения между целью проектирования для прогнозирующей характеристики и спрогнозированной характеристикой. Положение расчетного пересечения обеспечивает большой объем полезной информации для инженеров-конструкторов и операторов процесса, т.к. оно показывает для проиллюстрированной на фиг. 4 ситуации, что невозможно пересечь расчетное пересечение, независимо от того, как меняются параметры управления процессом.
В дидактических целях описание предпочтительных вариантов выполнения в первую очередь дает подробности применения варианта выполнения по настоящему изобретению к процессам литья под давлением. Тем не менее, настоящее изобретение применимо ко множеству производственных процессов, таких как металлизация, производство полупроводников, механическая обработка или любой другой процесс, в котором материал добавляется, изымается или иным образом меняется по форме или структуре. Кроме того, настоящее изобретение может быть применено, для содействия в проектировании производимого изделия, в разработке процесса для производства изделия и/или в сокращении расходов на измерения. Кроме того, настоящая заявка имеет применение ко множеству изделий, включая отдельные изделия или предметы, а также изделия, предназначенные в качестве составляющих, элементов или деталей. Соответственно, изложенное здесь описание предпочтительных вариантов выполнения взаимозаменяемо относится к «изделиям» и к «деталям».
Настоящее изобретение также имеет приложение при оценивании воздействия источников отклонения иного, нежели отклонение, вызванного изменениями в параметрах управления прессованием. Фактически может оцениваться любой источник отклонения, если он вызывает достаточное отклонение в значении характеристики детали. Выбранные примеры могут включать в себя нахождение воздействия отклонения «от настройки к настройке», нахождение воздействия отклонения «от пресса к прессу» для литья под давлением, нахождение временных эффектов, таких как воздействие сезонных влияний и оценивание влияния различных типов сырья или воздействие покупки либо сырья, либо составляющих от различных поставщиков.
Кроме того, варианты выполнения настоящего изобретения могут осуществляться без помощи вычислительного устройства, такого как персональный компьютер, для выполнения различных математических и статистических вычислений, изложенных ниже. Для небольшого количества характеристик изделия возможно полностью провести весь анализ и/или построение графиков вручную и/или со сводной таблицей. В предпочтительном варианте выполнения, однако, при заданных больших объемах данных и требованиях к вычислениям, различные операции, связанные с настоящим изобретением, выполняются вычислительным устройством, сконфигурированным для выполнения описанных здесь операций и отображения полученных данных на дисплее пользовательского интерфейса.
В. Примерная архитектура системы
Фиг. 15 является упрощенной блок-схемой, изображающей архитектуру системы в соответствии с одним вариантом выполнения настоящего изобретения. Как показано на фиг. 2, архитектура системы включает в себя приложение 100 анализа процесса и операционную систему 130. Система 100 анализа процесса включает в себя модуль 102 ввода данных, модуль 104 регрессии, модуль 106 корреляции, модуль 108 отображения и модуль 110 интерфейсного приложения. Модуль 102 ввода данных предназначен для приема данных характеристик изделия, а также для форматирования и сохранения этих данных в пригодном формате для работы других модулей, связанных с системой 100 анализа процесса. Модуль 104 регрессии предназначен для вычисления регрессионной модели при заданном наборе входных данных. Модуль 106 корреляции предназначен для выполнения операций, относящихся к корреляциям среди характеристик изделия, как будет более подробно описано ниже. Модуль 108 отображения в одном варианте выполнения предназначен для генерирования графических отображений взаимосвязей регрессии и/или корреляции для заданного набора данных, а также других элементов данных, как будет более подробно описано ниже. Модуль 110 интерфейсного приложения предназначен для координации работы других модулей, связанных с системой 110 анализа процесса, на основании команд, принимаемых от пользователя.
В одном варианте выполнения вышеописанная архитектура системы работает вместе с компьютерной аппаратной системой 800 по фиг. 11. Операционная система 130 управляет и контролирует работу системы 800, включая ввод данных в приложение 100 анализа процесса и вывод данных из него, равно как и другие программные приложения (не показаны). Операционная система 130 обеспечивает интерфейс, такой как графический пользовательский интерфейс (ГПИ, GUI) между пользователем и программными приложениями, выполняемыми системой. В соответствии с одним вариантом выполнения настоящего изобретения операционной системой 130 является операционная система Windows® 95/98/NT/ХР, доступная от компании Microsoft Corporation из Редмонда, штат Вашингтон. Однако настоящее изобретение может быть использовано и с другими традиционными операционными системами, такими как операционная система Apple Macintosh, доступная от компании Apple Computer Inc. из Кьюпертино, штат Калифорния, операционных систем UNIX, операционные системы LINUX, и т.п.
Фиг. 11 иллюстрирует один вариант выполнения компьютерной аппаратной системы, пригодной для использования с настоящим изобретением. В проиллюстрированном варианте выполнения аппаратная система 800 включает в себя процессор 802 и кэш-память 804, соединенные друг с другом, как показано. Дополнительно аппаратная система 800 включает в себя высокопроизводительную шину 806 ввода/вывода (I/O) и стандартную шину 808 ввода/вывода. Главный мост 810 подсоединяет процессор 802 к высокопроизводительной шине 806 ввода-вывода, тогда как мост 812 шины ввода/вывода соединяет две шины 806 и 808 друг с другом. К шине 806 подсоединены сетевой/коммуникационный интерфейс 824, системная память 814 и видеопамять 816. В свою очередь, устройство 818 отображения подсоединено к видеопамяти 816. К шине 808 подсоединены устройство 820 массовой памяти, клавиатура и указательное устройство 822 и порты 826 ввода/вывода. Все вместе эти элементы предназначены представлять широкую категорию компьютерных аппаратных систем, включая, но не в ограничительном смысле, компьютерные системы общего назначения, основанные на процессорах Pentium®, производимых компанией Intel Corporation из Санта-Клары, штат Калифорния, а также на любых других пригодных процессорах.
Элементы компьютерной аппаратной системы 800 выполняют свои обычные функции, известные из уровня техники. В частности, сетевой/коммуникационный интерфейс 824 используется для обеспечения связи между системой 800 и любой сетью из широкого диапазона обычных сетей, таких как Ethernet, маркерное кольцо (Token Ring), Интернет и т.п. Устройство 820 массовой памяти используется для обеспечения постоянного хранилища для данных и для команд программирования, чтобы выполнять вышеописанные функции, воплощенные в системном контроллере, тогда как системная память 814 используется для обеспечения временного хранилища для данных и команд программирования во время исполнения их процессором 802. Портами 826 ввода/вывода являются один или более последовательных и/или параллельных портов связи, используемых для обеспечения связи между дополнительными периферийными устройствами, которые могут быть подсоединены к аппаратной системе 800.
Аппаратная система 800 может включать в себя множество архитектур системы, а различные составляющие аппаратной системы 800 могут быть переупорядочены. Например, кэш 804 может быть выполнен на кристалле вместе с процессором 802. Альтернативно, кэш 804 и процессор 802 могут быть упакованы вместе в «процессорный модуль», где процессор 802 именуется «процессорным ядром». Более того, некоторые реализации настоящего изобретения могут не требовать и не включать в себя ни один из перечисленных выше компонентов. Например, показанные периферийные устройства, подсоединенные к стандартной шине 808 ввода/вывода, могут быть подсоединены к высокопроизводительной шине 806 ввода/вывода; кроме того, в некоторых реализациях может существовать только одна шина, и составляющие аппаратной системы 800 подсоединяются к этой одной шине. Далее, в систему 800 могут быть включены дополнительные составляющие, такие как дополнительные процессоры, устройства хранения или память.
В одном варианте выполнения элементы настоящего изобретения воплощаются как последовательность компьютерных процедур, выполняемых аппаратной системой 800 по фиг. 11. Эти компьютерные процедуры содержат множество или последовательность команд, подлежащих исполнению процессором в аппаратной системе, таким как процессор 802. Первоначально последовательность команд сохраняется в запоминающем устройстве, таком как массовая память 820. Однако последовательность команд может храниться на любом пригодном носителе, таком как дискета, компакт-диск, ПЗУ и т.п. Более того, нет необходимости сохранять последовательность команд локально, и они могут быть получены из удаленного устройства хранения, такого как сервер в сети, через сетевой/коммуникационный интерфейс 824. Команды копируются из запоминающего устройства, такого как массовая память 820, в память 814, а затем процессор 802 осуществляет к ним доступ и исполняет их. В одной реализации эти компьютерные процедуры написаны на языке программирования С++ и сохранены в скомпилированном виде в массовой памяти 820. Однако эти процедуры могут быть реализованы в любом из широкого множества языков программирования, включая Visual Basic, Java и т.п. В альтернативных вариантах выполнения настоящее изобретение воплощается в дискретном аппаратном обеспечении или встроенном программном обеспечении. Например, специализированная интегральная микросхема (СИМС, ASIC) может быть запрограммирована упомянутыми выше функциями настоящего изобретения.
II. Работа примерных вариантов выполнения
А. Выработка набора изделий, имеющих диапазон отклонения в отношении множества характеристик изделия
Как описано выше, настоящее изобретение оценивает взаимосвязь между характеристиками изделия, связанными с набором изделий, имеющих диапазон отклонения для характеристик изделия. В соответствии с одним вариантом выполнения настоящего изобретения пользователь вырабатывает набор деталей, имеющих диапазон отклонения для множества характеристик изделия в соответствии с заданным процессом. Например, пользователь может установить оборудование для литья под давлением в машине инжекционного литья и изготавливать набор изделий. Этот набор изделий или его образец затем измеряют или иным способом обследуют или оценивают по представляющим интерес характеристикам изделий. Полученный набор данных затем записывается (например, в электронную таблицу Excel) и используется для последующего анализа.
Множество характеристик изделия может измеряться и анализироваться. Например, измеренные или иным образом найденные характеристики изделия могут включать в себя размеры изделия (например, длину, высоту, ширину, длину окружности, общий диаметр и т.п. изделия или заданного признака изделия), характеристики твердости, пористости, изогнутости, гладкости, наличия несплошности (существуют ли несплошности и в каком количестве), характеристики цвета, прочности, веса и любые другие характеристики, включая характеристики производительности, такие как шаблон распыления форсунки или скорость потока через гидравлический дроссель.
Как обсуждалось выше, настоящее изобретение может быть применено к набору изделий, в которых отклонение характеристик изделия появляется естественным образом или индуцируется путем варьирования переменных управления процессом, связанных с процессом, в котором создаются изделия. Когда изделия изготавливаются с неизменными параметрами управления процессом, то обычно в результирующих характеристиках изделия естественное отклонение невелико. Это в особенности верно для пластмассовых деталей, отлитых под давлением. Ошибка измерения может запутать или иным образом сделать ненадежным естественное отклонение, наблюдаемое для данного набора изделий. Если нерентабельно использовать более точные измерительные инструменты, то затем отклонение должно быть индуцировано в деталях путем изменения параметров процесса. Соответственно, в предпочтительном варианте выполнения отклонение изделий индуцируется тогда, когда ошибка измерения становится большой по сравнению с естественным отклонением деталей.
А.1. Индуцирование отклонения
Отклонения изделий можно индуцировать путем выбора и изменения параметров прессования на основании опыта оператора. То есть оператор может использовать свой опыт для определения того, какие параметры процесса следует изменить, чтобы индуцировать отклонение в деталях. Чтобы индуцировать отклонение в предпочтительной форме, оператор изменяет параметры процесса во время производственного процесса и позволяет процессу прийти в равновесие между изменениями параметров перед выбором деталей для измерения. Кроме того, оператор в предпочтительном варианте выполнения способа выбирает множество или подмножество параметров процесса, которые вызывают наибольшее отклонение в представляющих интерес характеристиках деталей. В предпочтительном варианте выполнения верхний и нижний пределы параметров процесса выбираются так, что процесс вырабатывает детали без вреда для оборудования или инструментальных средств процесса. Кроме того, в предпочтительной форме величина изменений в параметрах процесса выбирается так, чтобы индуцировать отклонение во всем диапазоне между верхним и нижним пределами спецификации характеристик изделия для каждой из интересующих характеристик изделия.
Что касается процессов литья под давлением, в одном варианте выполнения отклонение деталей также можно индуцировать путем выбора и изменения параметров управления процессом с использованием научных/несвязных методов литья. Научные/несвязные методы литья обеспечивают способ уменьшения большого количества параметров прессования до трех или четырех ключевых переменных. Более того, научные/несвязные методы литья могут использоваться вместе с опытом оператора литьевого пресса, чтобы определить, какие параметры прессования должны быть изменены. В предпочтительном варианте выполнения набор изготовленных изделий состоит из изделий, выработанных через адекватное количество повторений при каждом наборе переменных управления процессом.
В предпочтительном варианте выполнения методология проектирования экспериментов (ПЭ) используется для того, чтобы выработать набор изделий, имеющих диапазон отклонения. ПЭ может использоваться независимо от того, выполняется ли определение того, какие параметры процесса должны быть изменены, с помощью опыта оператора, научных/несвязных принципов литья или некоторого сочетания вышеперечисленного. ПЭ задает эффективные экспериментальные установки, которые позволяют извлекать максимальный объем информации при относительно небольших экспериментальных усилиях. После того как определено, какие параметры прессования должны быть изменены, ПЭ задает эффективные экспериментальные установки, которые позволяют извлекать максимальный объем информации при относительно небольших экспериментальных усилиях. Это применяется как к проектированию эксперимента (например, сочетания параметров процесса и количества повторов в каждом сочетании и т.п.), так и к анализу данных. Для проектирования эксперимента, который индуцирует отклонение деталей, может быть использовано множество известных методов ПЭ и доступных программных инструментальных средств.
Как более подробно обсуждается ниже, использование ПЭ для выработки набора изделий для анализа обеспечивает «бонусную» информацию, которая может быть использована после анализа по настоящему изобретению для перемещения выходных данных заданного изделия ближе к цели и для сокращения отклонения в изделиях. Например, такая информация позволяет оператору выполнять следующие действия во время процесса изготовления: 1) сдвинуть выходные данные продукта к цели, и/или 2) минимизировать отклонение продуктов, и/или 3) минимизировать расходы, и/или 4) минимизировать продолжительность цикла прессования.
А.2. Прием значений характеристик изделия
В одном варианте выполнения настоящее изобретение воплощено посредством вычислительного устройства (такого как специализированный компьютер или компьютер общего назначения), сконфигурированного выполнять описанные здесь функции. После того как изготовлен заданный набор деталей и измерены характеристики изделия, в предпочтительной форме пригодным образом сконфигурированное вычислительное устройство, исполняющее модуль 102 ввода данных, принимает значения характеристик изделия, связанные с набором изделий, и сохраняет их в памяти.
Фиг. 9 описывает графический пользовательский интерфейс, предусмотренный вариантом выполнения настоящего изобретения, который позволяет пользователю вводить набор значений характеристик изделия. Как показывает фиг. 9, вариант выполнения настоящего изобретения позволяет пользователю открыть базу входных данных и вручную внести набор характеристик изделия в таблицу. Один вариант выполнения, тем не менее, позволяет пользователю импортировать данные значений характеристик изделия, хранящиеся в различных форматах файлов, таких как электронные таблицы Excel®, или в любом другом пригодном формате файлов. В одной форме модуль 102 ввода данных дополнительно выполнен с возможностью подтверждения корректности набора данных, например, проводя поиск пустых ячеек или с помощью других способов подтверждения корректности.
Кроме того, как обсуждается ниже, модуль 102 ввода данных работает для приема других данных, связанных с работой вариантов выполнения изобретения. Например, модуль 102 ввода данных выполнен с возможностью приема целевых значений, а также верхнего и нижнего пределов спецификации для всех характеристик изделия или для их поднабора. В одном варианте выполнения такие данные используются для того, чтобы дать пользователям возможность оценивать взаимосвязь между выходными данными процесса и проектными спецификациями для заданного множества входных данных процесса.
В. Оценка взаимосвязи между характеристиками изделия
Чтобы обеспечить возможность оценивания взаимосвязи между характеристиками изделия, связанными с набором изделий, приложение 100 анализа процесса в одном воплощении вырабатывает набор диаграмм рассеяния, каждая из которых основана на паре характеристик изделия (см. фиг. 10). Множество диаграмм рассеяния может представлять все возможные сочетания характеристик изделия, либо оно может состоять из подмножества всех возможных сочетаний.
В одном варианте выполнения модуль 108 отображения вырабатывает графические изображения, включая диаграммы рассеяния, для представления на устройстве 818 отображения, чтобы дать возможность пользователю проводить визуальную оценку степени корреляции между характеристиками изделия (см. фиг. 10). В одной форме графический пользовательский интерфейс, представленный на устройстве 818 отображения, дает возможность пользователю выбирать, с использованием клавиатуры и указательного устройства 822, первую характеристику для оси Х и последовательно просматривать диаграммы рассеяния на основании первой характеристики изделия и оставшихся характеристик изделия по оси Y. Пользователь может использовать информацию, собранную в процессе визуальной проверки, чтобы оценить способность первой характеристики быть адекватной прогнозирующей характеристикой оставшихся характеристик изделия (см. ниже).
В.1. Определение регрессионных моделей междухарактеристиками изделия
Система 100 анализа процесса также включает в себя модуль 104 регрессии, предназначенный для определения регрессионной модели между выбранными характеристиками изделия. Как обсуждается выше, модуль 108 отображения предназначен для генерирования графического отображения регрессионных моделей и представления их на устройстве 818 отображения (см. фиг. 10). Как показывает фиг. 10, регрессионная модель может быть нанесена на график и отображена вместе с лежащими в основе точками данных (или, в необязательном порядке, без них). В предпочтительном варианте выполнения модуль 104 регрессии вычисляет регрессионные модели с использованием способов подбора кривых по методу «наименьших квадратов». Однако могут быть использованы также и другие способы. Хотя различные чертежи показывают линейную регрессионную модель, регрессионная модель может быть линейной, нелинейной (более высокая степень многочлена) или многомерной.
Отображение взаимосвязи между двумя характеристиками изделия таким способом обеспечивает полезную информацию для операторов процесса, инженеров-проектировщиков и других людей, связанных с проектированием и производством изделия. Наклон (крутизна) линии регрессии может быть использована для определения относительной чувствительности характеристик изделия к изменениям в параметрах процесса. Кроме того, наклон (крутизна) линии регрессии может быть использована для идентификации характеристик изделия, которые будут более ограничивающими (более чувствительными) для допустимого диапазона параметров процесса, когда рассматриваются пределы спецификации (см. ниже).
В.1.а. Размещение целевого пересечения
Как обсуждается выше, проектирование изделия обычно приводит к целевому значению, а также к верхнему и нижнему пределам спецификации для каждой характеристики изделия (или по меньшей мере для критичных характеристик изделия). В одной форме система 100 анализа процесса предназначена для определения пересечения целевых значений для пары характеристик изделия относительно соответствующей регрессионной модели. Фиг. 4 показывает примерное отображение регрессионной модели, включая целевое пересечение, расположенное относительно регрессионной модели, связанной с первой (прогнозирующей, см. ниже) характеристикой и второй характеристикой изделия.
Как показывает фиг. 4, местоположение целевого пересечения дает возможность проводить визуальное и аналитическое определение направления и величины таким образом, что линия регрессии смещается от целевого пересечения для каждой характеристики изделия. Кроме того, когда регрессионная модель естественным образом представляет все возможные сочетания параметров процесса (то есть без изменения входных данных процесса, например, изменение размеров литьевой полости), полученная диаграмма позволяет определить, достижимо ли изготовление детали, содержащей заданную пару характеристик изделия с целевым значением.
В дополнение к этому, как иллюстрируют фиг. 5 и 6, информация, предоставленная фиг. 4, облегчает процесс изменения аспекта процесса (к примеру, входные данные или параметры управления процесса), чтобы сдвинуть конечный результат к цели проектирования. Например, как показывает фиг. 5, оператор может изменить сочетание параметров управления процессом, чтобы сдвинуть совместное рабочее положение ближе к желаемой точке регрессионной модели. В одном варианте выполнения настоящего изобретения параметры управления процессом могут быть изменены, чтобы оптимизировать совместные рабочие положения более чем двух характеристик деталей. Кроме того, путем изменения входных данных процесса линия регрессии может быть сдвинута в положение, более близкое к целевому пересечению, или сдвинута в положение, в котором линия регрессии пройдет через целевое пересечение (см. фиг. 6). В одном варианте выполнения настоящего изобретения входные данные процесса могут быть изменены, чтобы оптимизировать положение более чем одной линии регрессии. Наконец, как показывает фиг. 7, изменения как в параметрах управления процессом, так и во входных материалах процесса могут быть использованы для смещения значений характеристик деталей ближе к целевому пересечению. В одном варианте выполнения настоящего изобретения изменения как в параметрах управления процессом, так и во входных материалах процесса могут быть изменены, чтобы оптимизировать более чем два значения характеристик детали.
В одном варианте выполнения создается таблица смещений, основанная на том, как далеко линия регрессии расположена (смещена) от целевого пересечения для каждой характеристики изделия. Смещение представлено в трех форматах - в направлении по оси Х, в направлении по оси Y и в направлении, перпендикулярном линии регрессии.
В.1.b. Пределы спецификации
Система 100 анализа процесса также сконфигурирована для размещения верхнего и нижнего пределов спецификации для характеристики изделия по оси Y относительно регрессионной модели между характеристикой изделия по оси Y и характеристикой изделия по оси Х. Это графическое представление дает возможность определить, является ли любая из характеристик изделия по оси Х стойкой относительно изменений переменных процесса. В таких случаях линия регрессии будет в общем случае иметь небольшой наклон и/или не пересекать либо верхний, либо нижний пределы спецификации по оси Y.
Кроме того, система 100 анализа процесса дополнительно выполнена с возможностью размещения верхнего и нижнего пределов спецификации для характеристики изделия по оси Y относительно регрессионной модели. Это графическое представление дает возможность определить, проходит ли линия регрессии через приемлемую область, ограниченную четырьмя пределами спецификации. Другими словами, это представление позволяет найти, является ли вообще возможным производство деталей в пределах спецификации при заданном текущем процессе и входных данных процесса. Кроме того, размещение пределов спецификации относительно регрессионной модели позволяет найти максимальное и минимальное значения (а следовательно, и диапазон) для характеристики по оси Х, которые будут выдавать изделия, когда характеристика по оси Y находится в пределах спецификации. Это нахождение диапазона позволяет производителю, например, определить, совместима ли деталь с пределами спецификации одновременно для характеристик по оси Х и оси Y лишь путем измерения характеристики по оси Х. Чтобы вычислить минимальную характеристику изделия по оси Х, система 100 анализа процесса вычисляет значение характеристики изделия по оси Х, при котором регрессионная модель пересекает нижний предел спецификации для характеристики по оси Y. Аналогично, чтобы вычислить максимальную характеристику изделия по оси Х, система 100 анализа процесса вычисляет значение характеристики изделия по оси Х, при котором регрессионная модель пересекает верхний предел спецификации для характеристики по оси Y. В любом случае характеристика по оси Х не может быть больше, чем верхний предел спецификации для оси Х, и не может быть меньше нижнего предела спецификации для оси Х.
В.1.с. Интервалы прогнозирования
Как показывает фиг. 8, система 100 анализа процесса также может добавлять верхний и нижний интервалы прогнозирования к диаграмме регрессионной модели, чтобы позволить определить величину отклонения регрессионной модели. В одном варианте выполнения модуль 104 регрессии дополнительно выполнен с возможностью вычисления верхнего и нижнего интервалов прогнозирования на основании набора пар значений характеристик изделия с использованием известных статистических методов. Как показывает фиг. 8, размещение интервалов прогнозирования также позволяет оценивать отклонение относительно целевого пересечения. Например, целевое пересечение может лежать вне интервалов прогнозирования либо с большей, либо с меньшей стороны. В этом случае фактически невозможно даже попасть в целевое пересечение, заданное одинаковыми входными данными. Например, предполагая, что фиг. 8 моделирует взаимосвязь между двумя характеристиками изделия, полученными из процесса литья под давлением, размещение целевого пересечения обнаруживает, что использование литьевой формы в ее текущем состоянии не даст получить деталь с заданными двумя характеристиками детали. Далее, когда целевое пересечение лежит в интервалах прогнозирования, процент деталей, в которых характеристика изделия больше целевого значения и меньше целевого значения, может быть определен путем использования известных статистических методов.
Кроме того, интервалы прогнозирования также могут быть использованы при нахождении минимального и максимального значений для характеристики по оси Х (см. выше раздел II.B.1.b). Как показывает фиг. 13, чтобы вычислить минимальную характеристику изделия по оси Х, система 100 анализа процесса вычисляет значение характеристики изделия по оси Х, при котором нижний интервал прогнозирования пересекает предел спецификации для характеристики по оси Y. Аналогично, чтобы вычислить максимальную характеристику изделия по оси Х, система 100 анализа процесса вычисляет значение характеристики изделия по оси Х, при котором верхний интервал прогнозирования пересекает верхний предел спецификации для характеристики по оси Y. В каждом случае характеристика по оси Х не может быть меньше своего нижнего предела спецификации и не может быть больше своего верхнего предела спецификации.
Вариант выполнения настоящего изобретения позволяет пользователю находить величину интервалов прогнозирования путем введения процента области в распределении, который пользователь желает видеть включенным между интервалами прогнозирования.
В.2. Прогнозирующая характеристика
Вариант выполнения настоящего изобретения применяет корреляционный и регрессионный анализ для определения прогнозирующих характеристик в производственных процессах. В одном варианте выполнения прогнозирующая характеристика выбирается из множества характеристик изделия, связанных с деталью, и используется как единая характеристика по оси Х. Как более подробно обсуждается ниже, прогнозирующая характеристика выбирается на основе оценки способности данной характеристики изделия прогнозировать другие характеристики изделия. Выбор прогнозирующей характеристики, следовательно, уменьшает количество сочетаний характеристик изделия, которые должны быть проанализированы, до относительного небольшого подмножества, например, деталь, имеющая 31 характеристику, потребует анализа более 900 взаимосвязей между характеристиками изделия. Выбор прогнозирующей характеристики сокращает его до 30 сочетаний. Кроме того, выбор прогнозирующей характеристики может быть использован множеством способов, чтобы облегчить задачи проектирования, изготовления и измерения, связанные с производством. Например, прогнозирующая характеристика может быть использована для значительного сокращения времени и расходов, связанных с измерением деталей, так как необходимо измерять только прогнозирующую характеристику во время производства, чтобы найти, все ли остальные характеристики изделия находятся в пределах спецификации.
Фиг. 16 иллюстрирует способ, включающий в себя выбор прогнозирующей характеристики в соответствии с вариантом выполнения настоящего изобретения. Как обсуждается выше, модуль 102 ввода данных предназначен для приема и хранения данных характеристик изделия, связанных с набором изделий (например, значения характеристик изделия и цели проектирования/пределы спецификации) (этап 202). В одном варианте выполнения модуль 106 корреляции, как более подробно обсуждается ниже, предназначен для выполнения вычислений (например, таких как нахождение коэффициентов корреляции между всеми сочетаниями характеристик изделия, вычисление общей прогностической способности каждой характеристики изделия и т.п.) для ранжирования характеристик изделия в соответствии с их относительными прогностическими способностями. В одном варианте выполнения модуль 108 отображения отображает ранжированный перечень характеристик изделия и позволяет выбрать характеристику изделия в качестве прогнозирующей характеристики (см. этап 204). Как обсуждается ниже, пользователь может выбрать прогнозирующую характеристику на основании некоторого количества соображений, включая относительную прогностическую способность, доступность/стоимость измерения характеристики изделия и т.п. Далее, выбор прогнозирующей характеристики может быть основан и на других способах (см. ниже).
С выбранной прогнозирующей характеристикой модуль 110 интерфейсного приложения предписывает модулю 104 регрессии определить регрессионную модель между прогнозирующей характеристикой (в одном варианте выполнения, характеристикой по оси Х) и всеми остальными характеристиками изделия или их подмножествами (см. операции 206, 208, 210, 211). После завершения пользователю предлагается выбрать спрогнозированную характеристику изделия (этап 212). Модуль 108 отображения в одном варианте выполнения на основании уравнения, определяющего регрессионную модель, вырабатывает графическое отображение регрессионной модели между прогнозирующей характеристикой и выбранной спрогнозированной характеристикой (этап 214).
В дополнение к регрессионной модели модуль 108 отображения дополнительно выполнен с возможностью добавления дополнительных признаков в графическое представление, предлагаемое пользователям. Фиг. 17 показывает способ генерирования графического представления, иллюстрирующего взаимосвязь между прогнозирующей характеристикой и спрогнозированной характеристикой с дополнительными признаками, обсужденными выше. Модуль 108 отображения получает регрессионную модель между выбранной спрогнозированной характеристикой и прогнозирующей характеристикой (этап 302). Как показывает фиг. 17, модуль 108 отображения может также размещать пересечение целевых значений, связанных с прогнозирующей и спрогнозированной характеристиками, относительно регрессионной модели (этап 304) (см. выше раздел II.B.1.с). Далее, модуль 108 отображения может размещать верхний и нижний пределы спецификации, связанные со спрогнозированной характеристикой (этап 308), а также размещать верхний и нижний пределы спецификации, связанные с прогнозирующей характеристикой (этап 310). См. выше, раздел II.B.1.b. Модуль 108 отображения далее может также графически иллюстрировать минимальное и максимальное значения для спрогнозированной характеристики на основе пределов спецификации и, в необязательном порядке, интервалов прогнозирования (этап 312). См. выше раздел II.B.1.b и раздел II.B.1.с.
Возможно множество вариантов отображений интерфейса. Например, пользователю может быть отображено уравнение, определяющее регрессионную модель. Более того, пользователю могут быть отображены максимальное и минимальное значения прогнозирующей характеристики, равно как и другие данные, связанные с характеристиками изделия и/или взаимосвязями между ними. В одном варианте выполнения графический пользовательский интерфейс, представленный на устройстве 818 отображения, позволяет пользователю выбирать, какие из упомянутых графических элементов следует отображать.
В.2.а. Выбор прогнозирующей характеристики
Прогнозирующая характеристика может выбираться с использованием либо эвристического, либо статистического подхода. Кроме того, выбор прогнозирующей характеристики может быть основан на визуальной оценке корреляций между характеристиками изделия или на аналитической оценке.
В.2.а.1. Графический выбор
В одном варианте выполнения пользователь может использовать диаграммы рассеяния, чтобы визуально оценить степень корреляции, составляя визуальную оценку коэффициента корреляции для каждой диаграммы рассеяния. Чем ближе граница или периметр вокруг точек данных приближается к прямой линии, тем выше коэффициент корреляции. Исключение из этого общего правила заключается в ситуациях, когда линия регрессии горизонтальна или близка к этому (см. выше, раздел II.B). Пользователь может оценить диаграммы рассеяния для всех возможных сочетаний характеристик изделия. Однако в другом варианте выполнения количество используемых диаграмм рассеяния может быть значительно сокращено путем выбора одной характеристики изделия для действия в роли основополагающей переменной. Используя основополагающую переменную в качестве переменной по оси Х, затем создается диаграмма рассеяния для каждой оставшейся характеристики изделия, что отражается на графике на оси Y. Выбор «основополагающей» (эквивалент для прогнозирующей) характеристики изделия может быть основан на просмотре «разброса» данных, либо он может быть случайным. Хотя визуальная оценка может быть практичной, если задействовано небольшое количество характеристик изделия, большие количества характеристик изделия, дающие в результате тысячи сочетаний, требуют (по меньшей мере для практических целей) использования вычислительного устройства для аналитического выбора прогнозирующей характеристики.
В.2.а.2. Аналитический выбор прогнозирующей характеристики
Чтобы облегчить выбор прогнозирующей характеристики, в одном варианте выполнения модуль 108 корреляции вычисляет коэффициенты корреляции между всеми характеристиками изделия или подмножеством их; находит на основании вычисленных коэффициентов корреляции значение, показывающее прогностическую способность первой характеристики изделия относительно всех остальных характеристик изделия; и повторяет этот процесс для всех характеристик изделия или для их подмножества. Фиг. 18 показывает способ, иллюстрирующий течение процесса, связанное с выбором прогнозирующей характеристики. Как показывает фиг. 18, модуль 106 корреляции, как более подробно описано ниже, вычисляет коэффициенты корреляции между всеми из характеристик изделия или в выбранном их подмножестве (на основании набора значений характеристик изделия, см. фиг. 19, часть А) и заполняет таблицу коэффициентов корреляции (фиг. 19, часть В) (этап 402). Модуль 106 корреляции затем вычисляет значение, показывающее относительную прогностическую способность каждой характеристики изделия (этап 404). В одном варианте выполнения это значение является средним от абсолютных значений коэффициентов корреляции для заданной характеристики изделия (см. фиг. 19, часть С). Конечно, могут быть использованы и другие способы вычисления этого значения, такие как вычисление среднего без абсолютных значений, вычисление взвешенного среднего и т.д.
Модуль 106 корреляции затем ранжирует характеристики изделия в соответствии со значениями, вычисленными на этапе 404 (этап 406). Модуль 108 отображения затем отображает ранжированный перечень на устройстве 818 отображения, чтобы позволить пользователю выбрать прогнозирующую характеристику, основываясь по меньшей мере частично на прогностических способностях характеристик изделия (операция 408). В соответствии с одним вариантом выполнения пользователь делает свой выбор (этап 410), инструктируя модуль 110 интерфейсного приложения предписать модулю 104 регрессии вычислить регрессионные модели между выбранной прогнозирующей характеристикой и оставшимися (прогнозирующими) характеристиками изделия (см. выше).
Таблица коэффициентов корреляции может заполняться с использованием любого пригодного процесса или метода. Однако в предпочтительном варианте выполнения модуль 106 корреляции выполняет описанную ниже методику.
В.2.а.3. Заполнение таблицы коэффициентов корреляции
В соответствии со стандартной практикой в промышленности данные по единственной характеристике изделия (например, одному размеру) расположены вертикально в один столбец. Таким образом, каждый столбец хранит данные по одной и только одной характеристике изделия. Получаемая далее матрица данных измерений будет, следовательно, иметь столько же столбцов, сколько имеется характеристик изделия. В большинстве случаев данные хранятся в электронных таблицах Excel или другом пригодном формате файлов.
При таком соглашении каждый столбец представляет отдельную характеристику изделия. Каждая строка представляет данные характеристики изделия (множество характеристик изделия) для одной детали. В случае литья под давлением каждая строка хранит данные, связанные с единым рабочим циклом прессования. Если литьевой формой является литьевая форма с единственной полостью, то каждая строка будет содержать данные измерения для одной детали. Однако если литьевой формой является литьевая форма с 4 полостями, то каждая строка хранит данные измерений для всех четырех деталей, выработанных за время одного машинного цикла. Обычно одинаковые характеристики изделия измеряются для каждой детали в отливной форме с множеством полостей; однако на этот счет нет жесткого требования.
В одном варианте выполнения модуль 106 корреляции включает в себя функцию для определения коэффициентов корреляции (в соответствии со стандартными статистическими методами) среди всех характеристик изделия, для вычисления значения, показывающего прогностическую способность каждой характеристики изделия, и для ранжирования характеристик изделия в соответствии с их относительными прогностическими способностями.
Фиг. 20 показывает способ заполнения таблицы коэффициентов корреляции, описанный выше. Как показывает фиг. 20, в одном варианте выполнения модуль 106 корреляции инициализирует таблицу коэффициентов корреляции (этап 502) и переменные, связанные с параметрами ячеек таблицы (А, В) (этап 504), и характеристики изделия (см. этапы 506 и 508). В дидактических целях предположим, что модуль 106 корреляции работает по значениям характеристик изделия по фиг. 19, части А. В одном варианте выполнения модуль 106 корреляции вычисляет коэффициент корреляции между первой характеристикой изделия (Х=1) и второй характеристикой изделия (Y=2) на основании значений характеристик изделия в соответствующих столбцах (этап 510). Модуль 106 корреляции затем сохраняет вычисленный коэффициент корреляции (например, 0,999232) в левом верхнем углу таблицы (А=1, В=1) (этап 512). Модуль 106 корреляции затем вычисляет коэффициенты корреляции между коэффициентом первого изделия (Х=1) и оставшимися коэффициентами (Y), увеличивая положение строки (В) при каждом последующем вычислении и сохранении (см. этапы 514, 516 и 518).
После того как модуль 106 корреляции достиг последней оставшейся характеристики изделия (этап 514), он выбирает вычисленные коэффициенты корреляции из первого столбца (А=1), преобразует столбец в строку, смещает строку на одну относительно таблицы коэффициентов корреляции и сохраняет данные в соответствующих ячейках таблицы (этап 518). Модуль 106 корреляции затем увеличивает положение столбца ячейки (А=2) и идентификаторов характеристик изделия (Х=2) (этап 522), (Y=3) (этап 508), и устанавливает положение строки ячейки равным положению столбца (В=2) (этап 524). Модуль 106 корреляции затем вычисляет коэффициент корреляции между второй характеристикой изделия (Х=2) и третьей характеристикой изделия (Y=3, этап 508) (этап 510) и сохраняет его в соответствующую ячейку (А=2, В=2) (этап 512). Модуль 106 корреляции повторяет этот процесс до тех пор, пока не будет вычислен и сохранен коэффициент корреляции между предпоследней характеристикой изделия и последней характеристикой изделия (см. этап 520). Как показывает фиг. 19, результирующие столбцы коэффициентов корреляции, где каждый столбец соответствует характеристике изделия, позволяют относительно легко вычислить значение (например, среднее), показывающее прогностические способности характеристик изделия (см. фиг 19, часть С).
Как очевидно из приведенного выше описания, процесс заполнения таблицы коэффициентов корреляции достигает 50-процентного сокращения количества коэффициентов корреляции, подлежащих вычислению, поскольку для каждой корреляции XY имеется соответствующая корреляция YX. Также очевидно, что компактная запись в таблице коэффициентов корреляции заметно содействует программированию процедуры, которая заполняет таблицу. Если вычисления должны быть сделаны только для двух корреляций в каждой строке (XY и YX), то тогда для 50 характеристик деталей будет более 600 строк.
Предшествующий способ заполнения таблицы коэффициентов корреляции является одним вариантом выполнения алгоритма заполнения/сжатия таблицы. Как упомянуто ранее, чтобы поддерживать обычное и привычное соглашение, совместимое с отраслевыми стандартами, данные по одной характеристике изделия упорядочиваются вертикально в столбец. Способ, описанный здесь, будет одинаково хорошо функционировать, даже если данные одной характеристики изделия будут упорядочены горизонтально в строку и алгоритм адаптирован для такой структуры данных. В этом случае средний коэффициент корреляции будет вычисляться путем нахождения среднего в строке коэффициентов корреляции, а не в столбце.
В.2.а.4. Альтернативный вариант выполнения
В одном варианте выполнения пользователь может использовать обсужденную выше функцию, чтобы завершить выбор прогнозирующей характеристики и просмотреть диаграммы рассеяния с прогнозирующей характеристикой в качестве переменной по оси Х и включающей в себя пределы спецификации и, в необязательном порядке, интервалы прогнозирования. Основываясь на таких диаграммах рассеяния, пользователь может выбрать спрогнозированные характеристики, которые надежны (нечувствительны к изменениям в параметрах процесса) и устранить такие характеристики изделия из набора данных, чтобы устранить «шум». Этот выбор также может быть совершен аналитически на основании наклона и отрезка, отсекаемого на оси Y, соответствующих регрессионной модели, положения и наклона спрогнозированных интервалов и значения верхнего и нижнего пределов спецификации для переменных по оси Х и по оси Y. В одной форме такие характеристики изделия имеют интервалы прогнозирования, которые не пересекаются с пределами спецификации спрогнозированных характеристик изделия. В этом контексте они составляют «шум» при выборе прогнозирующей характеристики. Пользователь затем повторно проделывает выбор наилучшей прогнозирующей характеристики на основании пересмотренного (сокращенного) набора данных.
В.2.b. Минимальное и максимальное значения для прогнозирующей характеристики
Чтобы облегчить понимание варианта выполнения настоящего изобретения, полезно рассмотреть простую ситуацию, в которой имеются всего две представляющие интерес характеристики изделия. Одна из этих характеристик изделия выбирается в качестве прогнозирующей характеристики с помощью способов, описанных выше. Регрессионная модель устанавливает взаимосвязь между прогнозирующей характеристикой и оставшейся спрогнозированной характеристикой изделия. Эта ситуация показана на фиг. 12. Пересечение регрессионной модели с верхним и нижним пределами спецификации спрогнозированной характеристики (Y) определяет значения прогнозирующей характеристики (Х), выше которых спрогнозированная характеристика не соответствует спецификации (см. выше, раздел II.B.1.b). Пересечение между регрессионной моделью и верхним пределом спецификации для Y определяется как Рmax (см. фиг. 12). Пересечение между регрессионной моделью и нижним пределом спецификации для Y определяется как Рmin. Можно сразу видеть, что пока прогнозирующая характеристика (Х) находится между значениями Рmax и Рmin, спрогнозированная характеристика должна находиться между пределами спецификации. Для этой регрессионной модели, в которой существует сильная корреляция между прогнозирующей характеристикой и спрогнозированной характеристикой, можно определенно сказать, что если прогнозирующая характеристика больше, чем Рmax, и меньше, чем Рmin, то спрогнозированная характеристика будет находиться вне пределов спецификации. Другой путь выразить это состоит в определении расстояния между Рmax и Рmin как Рrange. Затем можно отметить, что как только спрогнозированная характеристика попадает внутрь Рrange, спрогнозированная характеристика будет находиться в спецификации.
Поскольку регрессионная модель крайне редко имеет сильную степень корреляции, существует неопределенность в использовании одной характеристики детали для прогнозирования другой. Интервалы прогнозирования, связанные с регрессионной моделью, ограничивают эту неопределенность, связанную с прогнозированием одной характеристики детали при заданном значении для другой характеристики детали. Фиг. 13 показывает использование интервалов прогнозирования, связанных с регрессионной моделью, чтобы удалить воздействие таких неопределенностей. Как показывает фиг. 13, две линии расположены вблизи от линии регрессии и приблизительно параллельно ей. Эти линии являются верхним и нижним интервалами прогнозирования, которые в большей или меньшей степени ограничивают точки данных вокруг линии регрессии. В дидактических целях верхний и нижний интервалы прогнозирования показаны как прямые линии, на практике, однако в общем случае они криволинейные. Как показывает фиг. 13, из-за разброса точек данных максимально допустимый диапазон для прогнозирующей характеристики более ограничен. Конкретнее, прогнозирующая характеристика не может быть больше значения, связанного с пересечением верхнего интервала прогнозирования и верхнего предела спецификации для спрогнозированной характеристики, или верхнего предела спецификации для прогнозирующей характеристики (независимо от того, какой из них меньше). Аналогичным образом, прогнозирующая характеристика не может быть меньше значения, связанного с пересечением нижнего интервала прогнозирования и нижнего предела спецификации для спрогнозированной характеристики либо нижнего предела спецификации для прогнозирующей характеристики (независимо от того, какой из них больше). Другими словами, Рmax является более ограничивающим (то есть он меньше) по отношению к верхнему пределу спецификации для прогнозирующей характеристики и пересечению верхнего интервала прогнозирования с верхним пределом спецификации для спрогнозированной характеристики. Аналогично, Рmin является более ограничивающим (то есть он больше) по отношению к нижнему пределу спецификации для прогнозирующей характеристики или пересечению нижнего интервала прогнозирования с нижним пределом спецификации для спрогнозированной характеристики. Как только прогнозирующая характеристика попадает между Рmax и Рmin, спрогнозированная характеристика будет находиться внутри пределов спецификации. В одном варианте выполнения это может быть предметом оценки, насколько «широкими» должны быть интервалы прогнозирования. В одном варианте выполнения приложение 100 анализа процесса использует типичные параметры «ширины» в качестве настройки по умолчанию. Однако пользователь будет иметь возможность преодолеть эти настройки по умолчанию.
В.2.с. Таблица ограничений для прогнозирующей характеристики
Как обсуждается выше, в описании в разделе II.B.2.b., в простейшей ситуации задействуются лишь две характеристики изделия. В действительности заданная деталь часто имеет большое число представляющих интерес характеристик изделия. В одном варианте выполнения система 100 анализа процесса дополнительно выполнена с возможностью создания таблицы ограничений. Таблица ограничений содержит для каждой спрогнозированной характеристики изделия минимальное (Рmin) и максимальное (Рmax) значения для прогнозирующей характеристики, как определено выше (см. выше разделы II.B.1.b., II.B.1.c, II.B.2.b).
Из таблицы ограничений (см. фиг. 22) могут быть определены наиболее ограничивающие минимальное (Рmin*) и максимальное (Рmax*) значения для прогнозирующей характеристики (см. фиг. 14). То есть наиболее ограничивающее минимальное значение (Рmin*) является наибольшим минимальным значением (Рmin) в таблице ограничений, тогда как наиболее ограничивающее максимальное значение (Рmax*) является наименьшим максимальным значением (Рmax) в таблице ограничений. Фиг. 22 показывает таблицу ограничений, в соответствии с вариантом выполнения настоящего изобретения, где позиция «нет» означает, что верхний или нижний предел спецификации для прогнозирующей характеристики является наиболее ограничивающим значением для соответствующей характеристики изделия. Соответственно, при идентификации этих наиболее ограничивающих минимального (Рmin*) и максимального (Рmax*) значений производитель может быть уверен, что как только прогнозирующая характеристика попадает между ними, оставшаяся спрогнозированная характеристика будет находиться в пределах спецификации.
Как более подробно описано ниже, система 100 анализа процесса в одном варианте выполнения дополнительно выполнена с возможностью для каждой спрогнозированной характеристики изделия: 1) определения того, существует ли потенциальная возможность возникновения дефектов; 2) определения того, является ли спрогнозированная характеристика изделия надежной; и 3) если как взаимосвязь 1), так и взаимосвязь 2) отсутствуют, то определения максимального и минимального допустимых значений (Рmin и Рmax соответственно) для спрогнозированной характеристики. В графических терминах и в различных вычислительных терминах система 100 анализа процесса размещает относительно регрессионной модели (и области, которую та определяет) между прогнозирующей характеристикой и спрогнозированной характеристикой изделия область соответствия, состоящую из области, ограниченной верхним и нижним пределами спецификации как для спрогнозированной характеристики изделия, так и для прогнозирующей характеристики изделия (см. фиг. 33А). Система 100 анализа процесса затем идентифицирует ограниченную область регрессии, которая является областью, ограниченной верхней и нижней границами прогнозирования регрессионной модели и верхним и нижним пределами спецификации для прогнозирующей характеристики. Как показывает фиг. 33В, областью регрессии является область, ограниченная регрессионной моделью, включая интервалы 252 и 254 прогнозирования, между прогнозирующей характеристикой и спрогнозированной характеристикой. Фиг. 33С показывает ограниченную область регрессии, как определено выше, ограниченную нижним (LSL(Х)) и верхним (USL(Х)) пределами спецификации прогнозирующей характеристики.
Система 100 анализа процесса затем сравнивает ограниченную область регрессии с областью соответствия, чтобы оценить взаимосвязь между двумя областями. Если ограниченная область регрессии полностью находится внутри области соответствия, то спрогнозированная характеристика изделия надежна. Для этой взаимосвязи система 100 анализа процесса устанавливает минимальное и максимальное значения прогнозирующей характеристики, связанные с первой оставшейся характеристикой изделия, на нижний и верхний пределы спецификации прогнозирующей характеристики соответственно. Если любая часть ограниченной области регрессии выходит выше и/или ниже области соответствия за диапазон пределов спецификации прогнозирующей характеристики, то существует потенциальная возможность возникновения дефекта, что заставляет систему 100 анализа процесса в одном варианте выполнения составлять отчет о дефектном состоянии. Фиг. 33D показывает условия, в которых существует потенциальная возможность возникновения дефекта. Более того, если какой-либо горизонтальный сегмент ограниченной области регрессии полностью выходит из области соответствия и любой второй горизонтальный сегмент частично или полностью выходит из области соответствия, то спрогнозированная и прогнозирующая характеристики имеют ограничивающую взаимосвязь. В этой ограничивающей взаимосвязи система 100 анализа процесса вычисляет минимальное и максимальное значения прогнозирующей характеристики для спрогнозированной характеристики.
Более того, специалист в данной области техники оценит тот факт, что 1) должна существовать одна из трех возможных взаимосвязей (надежность, дефект и ограничение), обсужденных выше; 2) три возможные взаимосвязи, обсужденные выше, взаимоисключающи; и 3) если известно, что два условия не существуют, то третье условие обязано существовать. Соответственно, когда одна из возможных взаимосвязей идентифицируется как существующая, системе 100 анализа процесса нет необходимости тестировать наличие остальных взаимосвязей. Кроме того, система 100 анализа процесса может проводить тесты на наличие этих взаимосвязей в любом желаемом порядке.
Специалисту в данной области техники должно быть понятно, что существует множество способов проверить взаимосвязи, обсужденные выше. Например, система 100 анализа процесса составляет отчет о потенциальной возможности возникновения дефекта для спрогнозированной характеристики изделия, если все вертикальные пересечения ограниченной области регрессии полностью или частично выходят из области соответствия. Спрогнозированная характеристика изделия также может быть определена как надежная, если все вертикальные сечения ограниченной области регрессии полностью находятся внутри области соответствия. Наконец, спрогнозированная характеристика ограничивает прогнозирующую характеристику, когда по меньшей мере одно вертикальное сечение ограниченной области регрессии полностью находится внутри области соответствия и по меньшей мере одно вертикальное сечение ограниченной области регрессии полностью или частично выходит из области соответствия.
Система 100 анализа процесса с помощью известных способов вычисления также может определить, пересекают ли верхняя и нижняя границы прогнозирования область соответствия. Например, если верхняя и нижняя границы ограниченной области регрессии лежат внутри области соответствия, то спрогнозированная характеристика изделия надежна относительно прогнозирующей характеристики. Если каждая или обе из верхней и нижней границ ограниченной области регрессии не пересекают область соответствия, то тогда существует потенциальная возможность возникновения дефекта. Если верхняя граница ограниченной области регрессии пересекает верхнюю границу области соответствия и нижняя граница ограниченной области соответствия лежит внутри области соответствия, существует ограничивающая взаимосвязь. Наконец, если нижняя граница ограниченной области регрессии пересекает нижнюю границу области соответствия, а верхняя граница ограниченной области регрессии лежит внутри области соответствия, существует ограничивающая взаимосвязь.
В другом варианте выполнения система 100 анализа процесса может проводить тесты, чтобы определить значения верхнего и нижнего граничных значений прогнозирования на верхнем и нижнем пределах спецификации прогнозирующей характеристики и чтобы найти, лежат ли эти значения (координаты) внутри области соответствия. Ниже приведены иллюстративные примеры в дидактических целях. Фиг. 23 является блок-схемой алгоритма, показывающей способ формирования таблицы ограничений в соответствии с одним вариантом выполнения настоящего изобретения. В одном варианте выполнения множество переменных и других входных материалов, используемых для вычисления таблицы ограничений, берутся из конечных результатов других аналитических процессов. Например, пакет корреляций и другие процедуры вычисляют регрессионную модель и вводят наклон, отсекаемый отрезок координатной оси и смещения граничных интервалов регрессионной модели в одном варианте выполнения в матрицу, такую как файл электронной таблицы. Наклон, отсекаемый отрезок координатной оси и смещения граничных интервалов, равно как и ранее вычисленные значения, используются системой 100 анализа процесса для вычисления (Рmin) и (Рmax) и заполнения таблицы смещений. Как показывает фиг. 23, система 100 анализа процесса, начиная с первой спрогнозированной характеристики (см. этап 702), вычисляет верхнее и нижнее значения интервалов (границ) прогнозирования для спрогнозированной характеристики при верхнем (USL) и нижнем (LSL) пределах спецификации прогнозирующей характеристики (этап 704). Для дидактических целей фиг. 24 иллюстрирует левое верхнее граничное значение 241, правое верхнее граничное значение 242, левое нижнее граничное значение 243 и правое нижнее граничное значение 244. В одном варианте выполнения способ вычисляет значения при верхнем и нижнем пределах спецификации прогнозирующей характеристики на основе регрессионной модели, включая верхний и нижний интервалы прогнозирования, между прогнозирующей характеристикой и спрогнозированной характеристикой. Система 100 анализа процесса затем находит, находятся ли эти граничные значения (см. фиг. 24) внутри четырех углов области 250 соответствия, определенных верхним и нижним пределами спецификации прогнозирующей и спрогнозированной характеристик. В одном варианте выполнения вызывается способ или функция для определения того, выходят ли ранее вычисленные граничные значения за четыре угла области 250 соответствия. В одном варианте выполнения этот способ возвращает 4 булевых значения, отвечающие соответствующим углам области 250 соответствия, и указывает, находятся ли граничные значения внутри этих соответствующих углов. Система 100 анализа процесса в одном варианте выполнения использует эти булевы значения для определения того, существует ли потенциальная возможность возникновения дефекта (этап 706). Фиг. 25А-25G графически иллюстрируют потенциальные условия возникновения дефекта между прогнозирующей характеристикой и спрогнозированной характеристикой (то есть потенциальную возможность того, что спрогнозированная характеристика превысит предел спецификации внутри пределов спецификации прогнозирующей характеристики). Все фиг. 25А-25G включают в себя область 250 соответствия, определенную верхним (USL) и нижним (LSL) пределами спецификации прогнозирующей и спрогнозированной характеристик. Как показывают фиг. 25А-25С, дефект может появиться как результат того, что верхний интервал 252 прогнозирования не может попасть в область, ограниченную областью 250 соответствия. Фиг. 25D-25F обеспечивают примеры того, где нижний интервал 254 прогнозирования, связанный с регрессионной моделью между прогнозирующей и спрогнозированной характеристиками, не попадает в область 250 соответствия. Наконец, фиг. 25G показывает обстоятельства, при которых ни верхний интервал 252 прогнозирования, ни нижний интервал прогнозирования не пересекают область 250 соответствия. В одном варианте выполнения система анализа процесса оценивает обсужденные выше булевы значения для определения того, существует ли условие возникновения дефектного состояния. В одном варианте выполнения, если два верхних угла, два нижних угла или все четыре угла превышены, существует потенциальная возможность возникновения дефекта. Однако если превышен только один угол из каждой пары, то существует ограничивающее отношение (см. ниже).
Если существует потенциальная возможность возникновения дефекта, то система 100 анализа процесса в одном варианте выполнения составляет отчет о потенциальной возможности возникновения дефекта путем установки значений Рmin и Рmax на "ДЕФЕКТ" для текущей спрогнозированной характеристики (этап 708). Если дефектное состояние не обнаружено, то система 100 анализа процесса в одном варианте выполнения затем определяет, является ли спрогнозированная характеристика надежной по меньшей мере внутри прямоугольника 250 пределов спецификации (этап 710). В одном варианте выполнения отдельный способ или функция проводят тест на такую надежность путем нахождения того, лежат ли обсужденные выше граничные значения в пределах спецификации спрогнозированной характеристики. Кроме того, фиг 26А и 26В графически изображают обстоятельства, при которых спрогнозированная характеристика надежна относительно прогнозирующей характеристики. Если спрогнозированная характеристика надежна, то система 100 анализа процесса устанавливает Рmin на нижний предел спецификации прогнозирующей характеристики, а Рmax на верхний предел прогнозирующей характеристики (этап 712).
В противном случае, если не обнаружено дефектного состояния, а спрогнозированная характеристика ненадежна, система 100 анализа процесса в одном варианте выполнения вычисляет Рmin и Рmax (этап 714) (см. выше, раздел II.B.2.b). Как показывает фиг. 23, система 100 анализа процесса затем повторяет процесс, описанный выше, для всех оставшихся спрогнозированных характеристик (см. этапы 716 и 718). Фиг. 27А- 27F графически иллюстрируют различные обстоятельства, при которых верхний и/или нижний интервалы прогнозирования ограничивают Рmin и/или Рmax до значений между нижним и верхним пределами спецификации прогнозирующей характеристики. Как показывают фиг.27А и 27В, и верхний и нижний интервалы прогнозирования, связанные с регрессионной моделью, могут ограничивать Рmin и Рmax. Как показывают дальше фиг. 27А и 27В, наклон регрессионной модели может воздействовать на то, устанавливает ли или находит ли Рmin или Рmax верхний или нижний интервал прогнозирования. Более того, фиг. 27C и 27D графически изображают обстоятельства, при которых верхний интервал прогнозирования ограничивает Рmin или Рmax. Аналогично, фиг. 27Е и 27F графически изображают обстоятельства, при которых нижний интервал прогнозирования ограничивает Рmin и/или Рmax. В одном варианте выполнения система 100 анализа процесса сначала определяет знак наклона интервалов прогнозирования регрессионной модели. Система 100 анализа процесса в одном варианте выполнения затем находит прогнозирующую характеристику на пересечении верхнего интервала прогнозирования и верхнего предела спецификации для спрогнозированной характеристики. Аналогично, система 100 анализа процесса в одном варианте выполнения также вычисляет значение прогнозирующей характеристики на пересечении нижнего интервала прогнозирования и нижнего предела спецификации для спрогнозированной характеристики. Система 100 анализа процесса затем находит, ограничивает ли верхний и/или нижний интервал прогнозирования Рmin и/или Рmax, и если ограничивает, то система вычисляет значение Рmin и Рmax. В одном варианте выполнения, если наклон интервала прогнозирования положительный, то затем система 100 анализа процесса устанавливает максимальное значение прогнозирующей характеристики, связанное с первой оставшейся характеристикой изделия, на значение меньшее, чем верхний предел спецификации прогнозирующей характеристики, или значение прогнозирующей характеристики, при котором верхний интервал прогнозирования, соответствующий регрессионной модели, пересекает верхний предел спецификации для первой оставшейся характеристики изделия, и устанавливает минимальное значение прогнозирующей характеристики, связанное с первой оставшейся характеристикой изделия, на значение большее, чем нижний предел спецификации прогнозирующей характеристики, или значение прогнозирующей характеристики, при котором нижний интервал прогнозирования, соответствующий регрессионной модели, пересекает нижний предел спецификации для первой оставшейся характеристики изделия. В противном случае, если наклон интервала прогнозирования отрицательный, то система 100 анализа процесса устанавливает максимальное значение прогнозирующей характеристики, связанное с первой оставшейся характеристикой изделия, на значение меньшее, чем верхний предел спецификации прогнозирующей характеристики, или значение прогнозирующей характеристики, при котором нижний интервал прогнозирования, соответствующий регрессионной модели, пересекает нижний предел спецификации для первой оставшейся характеристики изделия, и устанавливает минимальное значение прогнозирующей характеристики, связанное с первой оставшейся характеристикой изделия, на значение большее, чем нижний предел спецификации прогнозирующей характеристики, или значение прогнозирующей характеристики, при котором верхний интервал прогнозирования, соответствующий регрессионной модели, пересекает верхний предел спецификации для первой оставшейся характеристики изделия.
B.2.d. Определение целей и диапазонов возможности изготовления
Дальнейшие параметры могут быть получены из Рmin* и Рmax*, которые могут быть полезны для облегчения проектирования изделий и входных материалов и для установки переменных управления процессом. Максимальный допустимый диапазон (Рrange*) может быть вычислен путем вычитания наиболее ограничивающего минимального значения (Рmin*) из наиболее ограничивающего максимального значения (Рmax*). Фиг. 14 графически изображает нахождение наиболее ограничивающих минимального и максимального значений и диапазон для упрощенного случая из двух спрогнозированных характеристик.
Кроме того, может быть определена прогнозирующая цель изготовления (Рtarget*). Рtarget* является точкой, которая может рассматриваться как цель для среднего конечного результата процесса. В одном варианте выполнения точка наилучшей «возможности производства» максимально увеличит шансы изготовления деталей, которые соответствуют пределам спецификации. При должном выборе Рtarget* будет минимизировать процент частных значений, которые находятся вне диапазона Рrange* во время изготовления.
Чтобы избежать путаницы между целью проектирования и целью для прогнозирующего размера (Рtarget*), должна быть отмечена разница в терминологии. Прогнозирующая характеристика (Р) почти всегда будет иметь цель инженерного проектирования (Рtarget*). Цель инженерного проектирования (или номинальное значение) является значением, которое требуется инженеру-проектировщику (например, позиция на чертеже или на спецификации). Напротив, Рtarget* всегда является заданной рабочей точкой для процесса, которая будет оптимизировать конечные результаты изготовления, как обсуждается выше.
В одном варианте выполнения цель прогнозирующего изготовления (Рtarget*) выбирается как средняя точка Рrange*. Это будет достаточным для ситуаций, в которых конечный результат процесса изготовления симметричен относительно своего среднего значения. Обычные процессы имеют симметричное распределение, которое приблизительно соответствует нормальному. Если распределение характеристики изделия несимметричное, то значение заданной прогнозирующей характеристики может быть установлено на среднее значение характеристики изделия.
В.2.е. Таблица смещений
Как более подробно обсуждается ниже, система 100 анализа процесса в одном варианте выполнения дополнительно выполнена с возможностью создания таблицы смещений, показывающей величину, на которую должен быть скорректирован размер при предварительной обработке, чтобы достичь заданной цели проектирования. Другими словами, таблица смещений обеспечивает значение, соответствующее расстоянию, на которое должна быть перемещена линия регрессии, чтобы пройти через целевое пересечение. Например, в процессах литья под давлением значением смещения является величина, на которую должен быть изменен заданный размер литьевой формы (например, путем добавления стали с помощью литья или удаления стали с помощью обработки), чтобы было возможно достичь целевого пересечения между прогнозирующим размером и заданным спрогнозированным размером). Это является критической информацией для деталей, которые производятся для медицинской промышленности, например, где литьевые формы иногда модифицируются, чтобы улучшить размеры детали на 0,001 дюйма. Эта информация может быть использована проектировщиком литьевых форм и производителем литьевых форм. Для других процессов типа металлизации таблица смещений может сообщить инженерам требуемые изменения в размерах детали перед металлизацией.
В одном варианте выполнения настоящего изобретения диапазон и направление смещений в таблице смещений вычисляются путем нахождения вертикального расстояния между целевым пересечением и регрессионной моделью. Во втором варианте выполнения настоящего изобретения диапазон и направление смещений в таблице смещений вычисляются путем нахождения горизонтального расстояния между целевым пересечением и регрессионной моделью. В третьем варианте выполнения настоящего изобретения диапазон и направление смещений в таблице смещений вычисляются путем нахождения расстояния между целевым пересечением и регрессионной моделью в направлении, перпендикулярном регрессионной модели.
Информация, содержащаяся в таблице смещений, также пригодна и еще с одной точки зрения. Является ли значение спрогнозированной характеристики большим, равным или меньшим заданного значения проектирования для этой спрогнозированной характеристики, зависит от конкретных значений, выбранных для каждого из параметров процесса. Другими словами, смещение достигнутого спрогнозированного значения от заданного значения проектирования зависит от значений, выбранных для параметров процесса. Для одного набора параметров процесса может быть принято решение увеличить размер литьевой формы путем удаления стали. Для другого набора параметров процесса может быть принято решение уменьшить размер той же литьевой формы путем добавления стали. Как можно понять, это нежелательное состояние дел. С помощью описанной здесь новой технологии смещения вычисляются путем нахождения расстояния и направления регрессионной модели от целевого пересечения. Используя описанную здесь методику, можно находить смещения, которые независимы от значений, выбранных для параметров процесса.
Фиг. 28А описывает способ, предназначенный для формирования таблицы смещений в соответствии с вариантом выполнения настоящего изобретения. Фиг. 28В показывает конечную таблицу смещений в соответствии с вариантом выполнения настоящего изобретения. Как иллюстрирует фиг. 28А, система 100 анализа процесса в одном варианте выполнения сначала инициализирует матрицу таблицы смещений (этап 802). В одном варианте выполнения таблица смещений является матрицей в два столбца, включающей в себя идентификаторы характеристик изделия в одном столбце и соответствующие значения смещений во втором столбце. Входные данные для способа или функции таблицы смещений включают в себя заданные значения характеристик изделия и соответствующие регрессионные модели между прогнозирующей характеристикой и оставшимися спрогнозированными характеристиками. Как показывает фиг. 28А, система 100 анализа процесса для всех спрогнозированных характеристик (см. этап 804) вычисляет значение спрогнозированной характеристики из регрессионной модели при целевом значении прогнозирующей характеристики (этап 806). Система 100 анализа процесса затем находит значение смещения для спрогнозированной характеристики путем вычисления разности между вычисленным значением спрогнозированной характеристики и целевым значением (спецификации проектирования) спрогнозированной характеристики (этап 808). Система 100 анализа процесса затем сохраняет полученное значение смещения в матрицу или другую пригодную структуру данных (этап 810) и повторяет процесс для следующей спрогнозированной характеристики.
B.2.f. Таблица послаблений допусков проектирования
Во многих случаях быстрее и дешевле ослабить допуски проектирования для заданной детали, чем изменять элементы предварительной обработки, такие как размеры литьевой формы. Инженер-проектировщик, разумеется, принимает решение в отношении того, допустимо это или нет в свете потенциального влияния ослабления допусков на любую заданную характеристику изделия по форме, допускам и функции. Далее, в некоторых случаях рабочий диапазон (Рrange*, см. выше) может иметь столь малый размер, что становится сложно, если не невозможно, изготавливать детали или узлы, которые имеют все характеристики изделия в пределах спецификации. Если принято решение повысить продуктивность путем увеличения рабочего диапазона через ослабление допусков, то один вариант выполнения таблицы послаблений допусков проектирования облегчает оценку того, какие допуски проектирования следует ослабить, путем предоставления приоритетного перечня оптимального порядка, в котором допуски следует ослаблять, равно как и анализа увеличения рабочего диапазона, достигнутого для каждого инкрементального ослабления допуска.
В одном варианте выполнения система 100 анализа выполнена с возможностью создания таблицы послаблений допусков проектирования, которая облегчает анализ достижимых приростов в рабочем диапазоне, связанных с ослаблением допусков проектирования каждой спрогнозированной характеристики изделия. Наиболее ограничивающая спрогнозированная характеристика (то есть имеющая высший Рmin или низший Рmax) должна ослабляться первой. Другими словами, первым допуском, подлежащим ослаблению, является допуск для характеристики изделия, которая наиболее ограничивает прогнозирующую характеристику. Таблица послаблений допусков проектирования затем сообщает инженеру, насколько большим будет увеличение рабочего диапазона (разница между Рmin* и Рmax*) в результате ослабления допуска. Таблица послаблений допусков проектирования также сообщает инженеру совокупный прирост, достигнутый путем ослабления каждой переменной по очереди.
Фиг. 30 показывает таблицу послаблений допусков проектирования в соответствии с вариантом выполнения настоящего изобретения. Как показывает фиг. 30, таблица послаблений в одном варианте выполнения разделена на две основные части, а именно ранжированный перечень характеристик изделия по наиболее ограничивающему значению Рmin и ранжированный перечень тех же характеристик изделия по наиболее ограничивающему значению Рmax. В этом примере Var12 является прогнозирующей характеристикой, и она помещена на последнее место в обоих перечнях. Для каждой характеристики изделия либо в столбце Рmin, либо в столбце Рmax таблица послаблений включает в себя следующие поля: 1) идентификатор характеристики изделия; 2) вычисленное значение Рmin/Рmax, 3) отдельный прирост рабочего диапазона, достигнутый путем ослабления допуска соответствующей характеристики изделия, и 4) совокупный прирост, связанный с ослаблением допуска соответствующей характеристики изделия. Как оценит специалист в данной области техники из предоставленного описания, отдельный прирост, связанный с каждой характеристикой изделия, предполагает, что Рmin/Рmax ослаблено до значений Рmin/Рmax, связанных со следующей характеристикой изделия. Совокупный прирост, соответствующий заданной характеристике изделия, показывает общий прирост в рабочем диапазоне, достигнутый путем ослабления Рmin/Рmax до значения, связанного со следующей характеристикой изделия. Например, чтобы достичь совокупного прироста в 0,0030 дюйма в рабочем диапазоне, пределы спецификации, соответствующие характеристикам Var16, Var13, Var11, Var9 и Var10 изделий, должны быть ослаблены до точки, в которой Рmin равняется 6,3741 дюйма. Альтернативно, чтобы достичь совокупного прироста в 0,0043 дюйма в рабочем диапазоне, пределы спецификации, соответствующие характеристикам Var2 и Var4 изделий, должны быть ослаблены до точки, в которой Рmax равняется 6,3819 дюйма. Альтернативно, совокупный прирост в 0,0053 дюйма в рабочем диапазоне может быть достигнут путем ослабления соответствующих допусков для Var16, Var2 и Var4. Пророст в 0,005 дюйма в рабочем диапазоне может быть очень важен и полезен в определенных обстоятельствах. Например, если рабочий диапазон был равен 0,005 дюйма до ослабления допуска, то затем увеличение на 0,005 дюйма фактически равно удвоению рабочего диапазона или, эффективно, делает вдвое более легким достижение параметров процесса, по которым изготавливаются характеристики изделия, которые находятся в пределах спецификации.
Фиг. 29 иллюстрирует примерный способ, направленный на создание таблицы послаблений допусков проектирования в соответствии с вариантом выполнения настоящего изобретения. Как показывает фиг. 29, система 100 анализа процесса в одном варианте выполнения форматирует или инициализирует таблицу послаблений допусков проектирования (этап 830) и передает значения Рmin и Рmax, вычисленные выше (см. выше разделы II.B.2.b, II.B.2.c), в таблицу послаблений (этап 832). Система 100 анализа процесса затем вычисляет отдельные приросты, достигнутые путем ослабления Рmin для характеристики изделия (этап 834). В одном варианте выполнения система 100 анализа процесса сортирует характеристики изделия от наиболее ограничивающего к наименее ограничивающему (наибольшему) значению Рmin и затем добавляет идентификатор прогнозирующей характеристики и связанный с ним предел спецификации в конец отсортированного перечня. Система 100 анализа процесса затем вычисляет отдельный прирост, достигнутый ослаблением предела спецификации для каждой характеристики изделия до значения, соответствующего Рmin следующей характеристики изделия в отсортированном перечне. Например, отдельный прирост, достигнутый путем ослабления предела спецификации для Var16 до уровня Рmin, соответствующего Var13, равен разности между Рmin для Var16 и Рmin для Var13. В этом примере разность составляет 0,0005 дюйма; таблица на фиг. 30 показывает 0,0004 дюйма из-за округления значений для Рmin в компьютерной электронной таблице. Последующие отдельные приросты вычисляются аналогичным образом до тех пор, пока не будет достигнута последняя (прогнозирующая) характеристика.
Система 100 анализа процесса затем вычисляет отдельный прирост, достигнутый ослаблением Рmax, а следовательно, и пределов спецификации, для спрогнозированной характеристики изделия (этап 836). В одном варианте выполнения система 100 анализа системы сортирует характеристики изделия по наиболее ограничивающему (наименьшему) значению Рmax и затем добавляет идентификатор прогнозирующей характеристики и связанный с ним верхний предел спецификации в конец отсортированного перечня. Система 100 анализа процесса затем вычисляет отдельный прирост, достигнутый ослаблением предела спецификации для данной характеристики изделия до значения, соответствующего Рmax следующей характеристики изделия в отсортированном перечне. Например, отдельный прирост, достигнутый путем ослабления предела спецификации для Var2 до уровня Рmax, соответствующего Var4, равен разности между Рmax для Var2 и Рmax для Var4. Эта разность составляет 0,0006 дюйма; отметим, что в этом примере для значений Рmax нет компьютерного округления. Последующие отдельные приросты вычисляются аналогичным образом до тех пор, пока не будет достигнута последняя (прогнозирующая) характеристика. Система 100 анализа процесса затем вычисляет совокупный прирост, связанный с каждым последовательным ослаблением допуска как для ослабления Рmin, так и для ослабления Рmax (этап 838).
Специалистам в данной области техники следует понимать, что таблица послаблений допусков проектирования не отображает верхний/нижний пределы спецификации для спрогнозированных характеристик, полученных в результате ослабления этих пределов до заданных Рmin и Рmax; вместо этого таблица послаблений допусков проектирования, показанная на фиг. 30, облегчает определение того, какие и сколько допусков проектирования характеристик изделия следует ослабить, чтобы добиться желаемого прироста в рабочем диапазоне.
В одном варианте выполнения система 100 анализа процесса выполнена с возможностью вычисления оставшихся верхнего и/или нижнего пределов спецификации после того, как пользователь выбрал, какие пределы спецификации изделий следует ослабить. Например, пользователь может выбрать ослабление только нижних пределов спецификации, только верхних пределов спецификации либо сочетания верхних и нижних пределов спецификации, чтобы увеличить допустимый рабочий диапазон (Рrange*). В одном варианте выполнения система 100 анализа процесса предлагает пользователю выбрать характеристику изделия из столбца Рmin и/или характеристику изделия из столбца Рmax таблицы послаблений допусков проектирования, а затем вычисляет новые пределы спецификации для каждой характеристики изделия в отсортированном(-ых) перечне(-ах). В частности, для каждой характеристики изделия в отсортированном перечне до выбранной характеристики изделия система 100 анализа процесса, используя регрессионную модель, вычисляет значения характеристик изделия, где границы (верхний и нижний интервал прогнозирования) регрессионной модели должным образом пересекают Рmin или Рmax. В дидактических целях фиг. 32А, 32В, 32С и 32D графически иллюстрируют вычисление новых верхнего и нижнего пределов спецификации на основе ослабления Рmin и Рmax. Как изображают эти фигуры, наклон регрессионной модели определяет, приводит ли ослабление Рmin/Рmax к ослаблению верхнего или нижнего предела спецификации, связанного с данной характеристикой изделия. Как показывает фиг 32А, для регрессионной модели с положительным наклоном ослабление USL(Y) до USL'(Y) выражается в ослаблении Рmax до Рmax'. Рабочий диапазон увеличится по величине на значение, равное Рmax' - Рmax. Аналогично, как показывает фиг. 32В, для регрессионной модели с положительным наклоном, ослабление LSL(Y) до LSL'(Y) выражается в ослаблении Рmin до Рmin'. Рабочий диапазон увеличится по величине на величину, равную Рmin - Рmin'. Для регрессионных моделей с отрицательным наклоном ослабление USL(Y) до USL'(Y) выражается в ослаблении Рmin до Рmin' (см. фиг. 32C), а ослабление LSL(Y) до LSL'(Y) выражается в ослаблении Рmax до Рmax' (см. фиг. 32D).
Как показано на фиг. 31, система 100 анализа процесса в одном варианте выполнения принимает выбранную спрогнозированную характеристику из столбца ослабления Рmin и/или Рmax (этап 850). Если пользователь выбирает спрогнозированную характеристику изделия для ослабления Рmin (этап 852), то система 100 анализа процесса устанавливает Рmin на значение Рmin, соответствующее следующей характеристике изделия в отсортированном перечне (этап 854). Для примера и со ссылкой на фиг. 30, Рmin будет установлено на 6,3761 дюйма (соответствует Var11), если Var13 является выбранной прогнозирующей характеристикой. Система 100 анализа процесса для каждой характеристики изделия вплоть до выбранной характеристики изделия включительно (см. этап 856) вычисляет затем результирующие новые пределы спецификации. В частности, система 100 анализа процесса находит наклон регрессионной модели, чтобы выбрать нижний или верхний интервал прогнозирования надлежащим образом (см. выше) (этап 857) и вычислить значение при Рmin надлежащего (например, нижнего или верхнего) интервала (границы) прогнозирования для регрессионной модели между прогнозирующей характеристикой и спрогнозированной характеристикой (этап 858), и сохраняет новый предел спецификации в таблице в связи с соответствующей спрогнозированной характеристикой изделия (этап 860) для окончательного отображения пользователю.
Если пользователь выбирает спрогнозированную характеристику изделия для ослабления Рmax (этап 862), то система 100 анализа процесса устанавливает Рmax на значение Рmax, соответствующее следующей характеристике изделия в отсортированном перечне (этап 864). Система 100 анализа процесса для каждой характеристики изделия вплоть до выбранной характеристики изделия включительно (см. этап 866) вычисляет затем результирующие новые пределы спецификации. В частности, система 100 анализа процесса определяет наклон регрессионной модели, чтобы выбрать нижний или верхний интервал прогнозирования надлежащим образом (см. выше) (этап 867) и вычислить значение при Рmax надлежащего интервала (границы) прогнозирования для регрессионной модели (этап 868), и сохраняет новый предел спецификации в таблице или другой структуре данных (этап 870) для окончательного отображения пользователю. Специалисту в данной области техники должно быть понятно, что использование таблицы послаблений допусков проектирования таким образом выразится в новых значениях Рmin* и/или Рmax*.
С. Использование максимально допустимого диапазона (Рrange*) и прогнозирующей цели изготовления (Рtarget*)
Для дидактических целей будет полезно уточнить и определить конкретные параметры следующим образом:
1. Рrange* - это максимально допустимый диапазон для прогнозирующей характеристики. Это диапазон, в пределах которого должна быть предсказывающая характеристика, чтобы гарантировать, что оставшиеся характеристики деталей останутся в соответствии с пределами спецификации;
2. Рtarget* - это значение цели изготовления, соответствующее прогнозирующей характеристике. Рtarget* может быть установлено в несколько значений внутри Рrange*. Рtarget* обычно будет установлено на среднюю точку Рrange*;
3. VAR - это диапазон изменчивости прогнозирующей характеристики, связанной с действительным конечным результатом процесса в условиях изготовления. Определяется оценкой конечного результата изготовления;
4. X-Bar - среднее значение прогнозирующей характеристики в условиях изготовления. Определяется оценкой конечного результата изготовления;
5. Рtarget является значением цели инженерного проектирования для прогнозирующей характеристики. Определяется инженером-проектировщиком для оптимизации формы, допуска и функции; и
6. USL и LSL являются верхним и нижним пределами спецификации для прогнозирующей характеристики, основанными на допусках технического проектирования. Они определяются инженером-проектировщиком и обычно рассматривают некоторое количество факторов, включающих в себя исторические допуски, используемые организацией, критичность деталей, способность организовать производство и другие факторы.
Знание максимально допустимого диапазона (Рrange*) для прогнозирующей характеристики крайне полезно. Для действительного конечного результата процесса будет характерна некоторая величина изменчивости (Var) и будет существовать значение, которое представляет средний конечный результат процесса, соответствующий прогнозирующей характеристики (X-Bar). Обладание этой информацией облегчает изменение по меньшей мере одного параметра управления процессом тем образом, который максимально увеличивает вероятность того, что процесс вырабатывает детали, которые находятся в соответствии со спецификацией.
Если решено, что Рrange* слишком «ограниченный», то может быть измерена вторая характеристика детали, чтобы «раскрыть» «ограничения» на Рrange*.
Также имеется большая польза в сравнении размера действительной изменчивости процесса (Var) для прогнозирующей характеристики с максимально допустимым диапазоном (Рrange*). Возможны следующие ситуации:
1. Если действительная изменчивость процесса (Var) больше максимально допустимого диапазона (Рrange*), то часть деталей, изготовленных по процессу, всегда будет вне соответствия.
2. Если действительная изменчивость процесса (Var) равна максимально допустимому диапазону (Рrange*), а средний конечный результат процесса (X-Bar) центрирован внутри максимально допустимого диапазона, то фактически все детали, изготовленные по процессу, будут в соответствии, но в конечном результате процесса не останется места для ошибок или для смещений.
3. Если действительная изменчивость процесса (Var) меньше максимально допустимого диапазона (Рrange*) и лежит внутри него, то почти все детали будут в соответствии, и будет большой запас по безопасности от ошибок и смещений в конечных результатах процесса.
Настоящее изобретение обеспечивает для ситуации № 3 прекрасную возможность для инженера-технолога исследовать смещение среднего конечного результата процесса (X-Bar) ближе к цели инженерного проектирования (Рtarget) для прогнозирующей характеристики детали.
Также имеется большая польза в сравнении среднего конечного результата процесса (X-Bar) для прогнозирующей характеристики с его целью изготовления (Рtarget*). Возможны следующие ситуации в предположении, что распределение конечных результатов процесса симметрично и заданное значение прогнозирующей характеристики (Рtarget*) установлено на среднюю точку его максимально допустимого диапазона:
1. Чем ближе средний конечный результат процесса (X-Bar) для прогнозирующей характеристики к прогнозирующей цели изготовления (Рtarget*), тем больше вероятность того, что процесс будет вырабатывать детали, которые находятся в соответствии.
2. Когда средний конечный результат процесса (X-Bar) равен прогнозирующей цели изготовления (Рtarget*), максимально увеличиваются шансы на то, что процесс будет вырабатывать детали, которые находятся в соответствии.
Аналогичные заключения могут быть сделаны, даже если распределение конечных продуктов процесса несимметрично. В этой ситуации Рtarget* должен быть установлен в точке, где хвосты распределения имеют равные области за пределами диапазона Рrange*.
Таким образом, настоящее изобретение облегчает нахождение разности между средним конечным результатом процесса (X-Bar) и прогнозирующей целью изготовления (Рtarget*). Эта разность устанавливает как величину, так и направление, в котором должен быть смещен средний конечный результат процесса (X-Bar). С этим знанием возможно отрегулировать один или более параметров управления процессом, чтобы переместить средний конечный результат процесса по линии регрессии или ближе к прогнозирующей цели изготовления (Рtarget*).
Настоящее изобретение обеспечивает еще один полезный аспект. Теперь стало возможным определить, не слишком ли велика действительная изменчивость процесса (Var) по сравнению с максимально допустимым диапазоном Рrange*. Если это так, то первым вариантом выбора будет уменьшение отклонения процесса. Вторым вариантом выбора будет увеличение диапазона допусков проектирования. Третьим вариантом выбора будет выполнение некоторого сочетания двух предыдущих альтернатив. Настоящее изобретение может в значительной степени содействовать повышению эффективности и сокращению расходов за счет требования в отношении того, чтобы анализы различных возможностей процесса, обсужденные в этом разделе, выполнялись только один раз и только для одной прогнозирующей характеристики вместо 30 или 40 либо множества совокупных характеристик деталей.
Кроме того, значения таблицы ограничений обеспечивают другую полезную информацию для инженера-проектировщика. Например, если принято решение увеличить размер допусков проектирования, таблица ограничений облегчает приоритезированное определение в отношении того, 1) для какого предела спецификации (верхнего или нижнего) 2) какая характеристика изделия является наиболее ограничивающей и должна быть ослаблена в первую очередь. Эта операция может повторяться так часто, насколько требуется, работая «по направлению во вне» от наиболее ограничивающей к наименее ограничивающей характеристике деталей. Инженер-проектировщик также может оценить влияние ослабления каждого допуска на рабочие характеристики продукта и внести эту информацию в процесс принятия решений.
Настоящее изобретение создает еще один полезный аспект. Инженер-проектировщик имеет теперь информацию, обеспечивающую возможность проводить исследование, которое оценивает компромисс между рабочими характеристиками продукта и продуктивностью. Кроме того, инженер-проектировщик также может, если позволяют обстоятельства, изменить цель проектирования на найденную цель прогнозирующей характеристики (Рtarget*) и может провести изменения где угодно в системе для компенсации (если компенсация вообще требуется, в отношении изменения в цели проектирования).
Чтобы собрать следующий ряд комментариев, Рrange*, Var и Tol (разность между верхним и нижним пределами спецификации) будут представлены как А, В и С. Аналогично, Рtarget*, X-Bar и Рtarget будут представлена как X, Y и Z. Настоящее изобретение облегчает следующие сравнения:
1. А по отношению к В;
2. А по отношению к С;
3. В по отношению к С;
4. X по отношению к Y;
5. X по отношению к Z; и
6. Y по отношению к Z.
Как упомянуто выше, имеется исключительно ценная информация, которая может быть получена от этих сравнений.
D. Обзор приложения и выводы
Фиг. 21 обобщает все концепции, обсужденные выше, и иллюстрирует способ, соответствующий варианту выполнения настоящего изобретения. В дидактических целях описан процесс литья под давлением. Как показывает фиг. 21, проектирование детали, например, приводит к различным целям проектирования и пределам спецификации для характеристики изделия (602), что приводит к проектированию и изготовлению литьевой формы, включающей в себя по меньшей мере одну полость, определяющую деталь (604). Другие входные данные для процесса включают в себя шумовые переменные (606) и параметры (607) управления процессом. Процесс (208) выдает либо экспериментальный конечный результат (610), либо конечный результат изготовления, как обсуждается ниже.
Как показывает фиг. 21, варианты выполнения настоящего изобретения могут быть использованы для облегчения процессов проектирования и обработки, связанных с проектированием детали и/или разработкой процесса, который окончательно выдает приемлемые детали в качестве конечного результата изготовления. Как обсуждается выше, в одном варианте выполнения оператор процесса вырабатывает набор деталей, имеющих диапазон отклонения в отношении множества характеристик изделия (экспериментальный конечный результат 610). Характеристики изделия, связанные с экспериментальным конечным результатом 610 или его образцом, оцениваются и анализируются с использованием способов корреляционного и регрессионного анализа, обсужденных выше (612). С помощью информации, собранной на основе этих способов анализа, пользователь с помощью таблиц ограничений и/или послаблений, обсужденных выше, может решить изменить пределы (618) допусков и/или цели проектирования (620). Кроме того, пользователь с помощью информации, заданной в таблице смещений, обсужденной выше, может решить изменить входные данные (616) и/или отрегулировать переменные управления (614).
Как обсуждается выше, в одном варианте выполнения во время экспериментального цикла производства в характеристиках деталей индуцируется отклонение. Один из сопутствующих результатов этого экспериментального цикла производства заключается в том, что пользователь узнает, какие параметры процесса имеют наибольшее влияние на характеристики деталей. Это знание дает пользователю возможность регулировать небольшое количество параметров процесса, чтобы расположить конечные результаты производства в любой заранее заданной точке на регрессионной модели. При литье под давлением, например, пользователь может обнаружить, что изменение одного параметра прессования или одного температурного параметра или одного скоростного параметра будет достаточно, чтобы переместить совместный конечный результат характеристик изделия по линии регрессии.
Более того, пользователь может выбрать прогнозирующую характеристику (636) на основании корреляционного и регрессионного анализа (612), чтобы облегчить измерение конечного результаты изготовления (630). Например, путем анализа оставшихся характеристик изделия относительно прогнозирующей характеристики пользователь может идентифицировать надежные спрогнозированные характеристики (например, характеристики деталей, которые всегда будут находиться в пределах допусков) и исключить их из измерения (этап 634). В качестве альтернативы или дополнения, пользователь может определить максимальный допустимый диапазон для прогнозирующей характеристики и определить, соответствует ли конечный результат 630 изготовления пределам спецификации, путем измерения одной характеристики изделия (прогнозирующей характеристики) (632).
Как обсуждается выше, чтобы сместить конечный результат по линии регрессии, оператор литья под давлением может изменить одну или более переменных управления процессом, такую как давление, температура, скорость и т.п. В целях иллюстрации примером изменения входных материалов процесса в литейной промышленности будет изменение внутреннего размера полости литьевой формы. Линия регрессии может быть смещена в вертикальном направлении. На фиг. 6 это выполняется путем изменения размера оставшейся характеристики изделия. Сокращение размера выполняется путем добавления материала вовнутрь литьевой формы в местоположении этой характеристики изделия. Это уменьшит размер производимого изделия и сместит линию регрессии в вертикальном направлении вниз. Размер требуемого смещения будет вычислен путем нахождения расстояния, на которое линия регрессии была смещена от целевого пересечения. Таким образом, положение линии регрессии относительно целевого пересечения обеспечивает информацию, которая может быть использована для определения того, в каком направлении должна быть смещена линия регрессии, и диапазона этого смещения.
Альтернативным способом смещения линии регрессии на фиг. 6 является смещение в горизонтальном направлении. Чтобы линия регрессии прошла через заданную точку пересечения на фиг. 6, она должна быть смещена вправо. Это смещение будет завершено путем изменения размера литьевой формы для прогнозирующей характеристики. Смещение вправо означает, что размер прогнозирующей характеристики увеличивается. Увеличение размера требует увеличения размера полости литьевой формы для прогнозирующей характеристики (здесь, размера). Это может быть достигнуто путем удаления материала из внутренности литьевой формы. Размер требуемого смещения определяется вычислением горизонтального расстояния между линией регрессии и целевым пересечением.
Еще один способ смещения линии регрессии заключается в создании смещения путем изменения некоторого сочетания размеров литьевой формы как для прогнозирующей характеристики, так и по меньшей мере для одной из оставшихся характеристик изделия. В конкретном примере, показанном на фиг. 6, линия регрессии смещена в направлении, перпендикулярном ей самой. Это, на самом деле, самое короткое возможное смещение, которое может быть выполнено для размещения линии регрессии таким образом, чтобы она проходила через целевое пересечение. В этом случае смещение может быть завершено путем уменьшения размера спрогнозированной характеристики и увеличения размера прогнозирующей характеристики. В случае металлизированной детали, примером этих двух характеристик изделия могут быть длина и ширина детали после металлизации. В этом случае длина и ширина детали перед металлизацией будут рассматриваться как входные данные процесса.
Фиг. 7 иллюстрирует способ, используемый для выработки деталей с характеристиками, которые накладываются на целевое пересечение или которые соответствуют целевому пересечению. Вариант выполнения, показанный на фиг. 7, состоит из двухэтапного процесса. На первом этапе линия регрессии смещается так, что она пересекает целевое пересечение. В этом примере линия регрессии смещается вниз и вправо. Как указано выше, линия регрессии может быть смещена в горизонтальном направлении, вертикальном направлении или одновременно в обоих. На втором этапе положение характеристики смещается, в этом конкретном примере, вдоль линии регрессии в направлении меньших размеров до тех пор, пока положение не станет совпадать с целевым пересечением. На практике, разумеется, направление в котором необходимо сместить положение, будет зависеть от положения начальной характеристики по отношению к целевому пересечению и к наклону линии регрессии.
В дидактических целях язык, содержащийся в этой заявке, ссылается на использование методов «размещения», или «позиционирования», или «определение точки пересечения», или «определение диапазона» или другую терминологию, которая может быть использована с графической точки зрения. Фактически все аналитические методики, описанные в этом документе, могут быть реализованы либо графически, либо аналитически. Следует понимать, что аналитические методики могут использоваться, когда описываются графические методики, и графические методики могут использоваться, когда описываются аналитические методики. Разумеется, предпочтительный вариант выполнения настоящего изобретения выполняет все вычисления, расчеты, размещения и определения с помощью аналитических методик. Графические отображения создаются для удобства пользователя и понимания пользователем.
Также в дидактических целях язык в этой заявке ссылается на линию регрессии. Выше отмечено, что «линия» регрессии необязательно должна быть прямой линией, но может быть и криволинейной. Также следует отметить, что регрессионная модель часто показывается в дидактических целях как единая линия. Следует заметить, что регрессионная модель в предпочтительном варианте выполнения настоящего изобретения включает в себя использование интервалов прогнозирования.
Следует заметить, что в дидактических целях воздействие изменений в параметрах управления процессом показано в терминах их влияния на одну оставшуюся (спрогнозированную) характеристику изделия. Следует понимать, что воздействие изменений в параметрах управления может быть определено более чем для двух характеристик изделия. Аналогично, следует понимать, что воздействие изменений во входных данных процесса проиллюстрировано в терминах их воздействия на одну регрессионную модель. Следует понимать, что воздействие изменений в параметрах управления процессом может быть определено более чем для одной регрессионной модели.
В дидактических целях предполагается, что целью введения изменений в параметры управления процессом и/или во входные данные процесса является перемещение совместного(-ых) рабочего(-их) положения(-ий) и/или модели(-ей) регрессии ближе к одному или более целевым пересечениям. Должно быть далее понятно, что эти изменения могут быть сделаны, чтобы переместить совместное(-ые) рабочее(-ие) положение(-ия) и/или модель(-и) регрессии в любое желаемое положение.
В дидактических целях верхний и нижний пределы спецификации, связанные с характеристиками изделия, описаны как постоянные значения, что выражается в прямоугольной области соответствия. Настоящее изобретение также может быть применено к обстоятельствам, в которых один или более пределов спецификации изменяются на основе одного или более факторов, что выражается в том, что область соответствия имеет трапециевидную (например) или другую форму.
Наконец, в дидактических целях, как было отмечено выше, предполагается, что изменения введены для оптимизации характеристик изделия по отношению к одному или более критериям. Следует понимать, что алгоритмы, модели и концепции, описанные здесь, могут быть использованы для достижения противоположного эффекта. Например, возможно определить требуемое изменение в совместной рабочей точке и/или положении регрессионной модели, необходимое для достижения желаемого изменения в параметре процесса и/или входных данных процесса. Одной из целей этого может быть необходимость увести параметр управления процессом от опасного или вредного параметра. Другой целью этого может быть задание соответствия параметров процесса изготовления и/или технического проектирования специфическим входным данным процесса, таким как предварительно сконфигурированные формы сырья.
И наконец, хотя настоящее изобретение описано как действующее вместе с процессами литья под давлением, настоящее изобретение, как обсуждено выше, применимо ко множеству процессов. Например, настоящее изобретение применимо к металлизации и изготовлению полупроводников, а также к любому процессу, где металл добавляется, удаляется или изменяется по форме или структуре. Настоящее изобретение применимо к другим непроизводственным процессам, к которым относятся характеристики конечных результатов. Соответственно, настоящее изобретение описано со ссылками на конкретные варианты выполнения. Другие варианты выполнения настоящего изобретение будут очевидны для специалиста. Следовательно, предполагается, что формула изобретения, приведенная ниже, не ограничивается вариантами выполнения, описанными выше.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБЫ, СИСТЕМЫ И ПРОГРАММНОЕ ОБЕСПЕЧЕНИЕ ДЛЯ ИДЕНТИФИКАЦИИ БИОМОЛЕКУЛ СО ВЗАИМОДЕЙСТВУЮЩИМИ КОМПОНЕНТАМИ | 2014 |
|
RU2695146C2 |
| Способ, система и машиночитаемый носитель с программным продуктом для прогнозирования содержания серы в гидроочищенном дизельном топливе | 2021 |
|
RU2786373C1 |
| Способ, система и машиночитаемый носитель с программным продуктом для прогнозирования оптимальной температуры газо-сырьевой смеси на входе в реактор установки гидроочистки дизельного топлива | 2021 |
|
RU2796210C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИНДЕКСА МАССЫ МИОКАРДА ЛЕВОГО ЖЕЛУДОЧКА У РАБОТНИКОВ ХИМИЧЕСКИХ ПРОИЗВОДСТВ В ЗАВИСИМОСТИ ОТ СТАЖА И УРОВНЯ ПСИХОСОЦИАЛЬНОГО СТРЕССА | 2019 |
|
RU2718305C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ СТРУКТУРНОГО ПЛАНА ГЛУБОКОПОГРУЖЁННЫХ ГРАНИЦ РАЗДЕЛА ОСАДОЧНОГО ЧЕХЛА | 2002 |
|
RU2207602C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ УРОВНЯ СИСТОЛИЧЕСКОГО АРТЕРИАЛЬНОГО ДАВЛЕНИЯ У РАБОТНИКОВ ХИМИЧЕСКИХ ПРОИЗВОДСТВ | 2019 |
|
RU2712012C1 |
| ИНВЕРСИЯ АНИЗОТРОПИИ МНОГОСКВАЖИННОЙ СИСТЕМЫ | 2012 |
|
RU2602409C2 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИНДЕКСА МАССЫ МИОКАРДА ЛЕВОГО ЖЕЛУДОЧКА У РАБОТНИКОВ ХИМИЧЕСКИХ ПРОИЗВОДСТВ В ЗАВИСИМОСТИ ОТ СИСТОЛИЧЕСКОГО АРТЕРИАЛЬНОГО ДАВЛЕНИЯ И КОНЦЕНТРАЦИИ ЛИПОПРОТЕИНОВ НИЗКОЙ ПЛОТНОСТИ | 2019 |
|
RU2704788C1 |
| Способ прогнозной оценки эффективности многоэтапных процессов | 2016 |
|
RU2632124C1 |
| Способ ситуационного анализа устойчивости технической системы с многоэтапным характером целевого применения | 2018 |
|
RU2701089C1 |




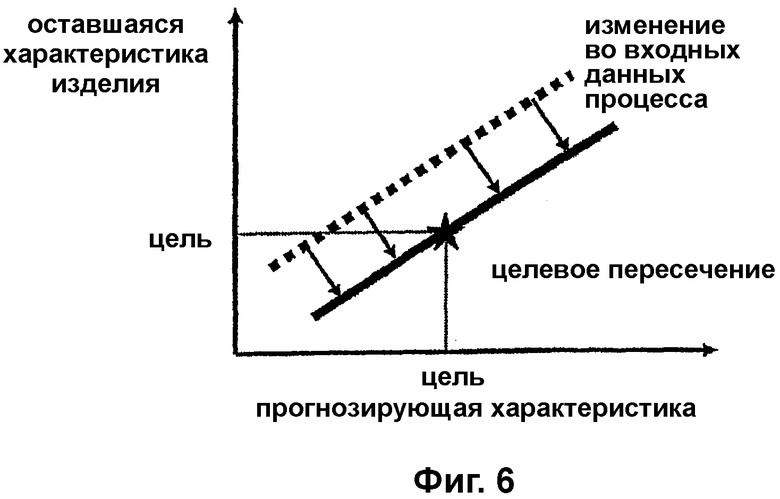
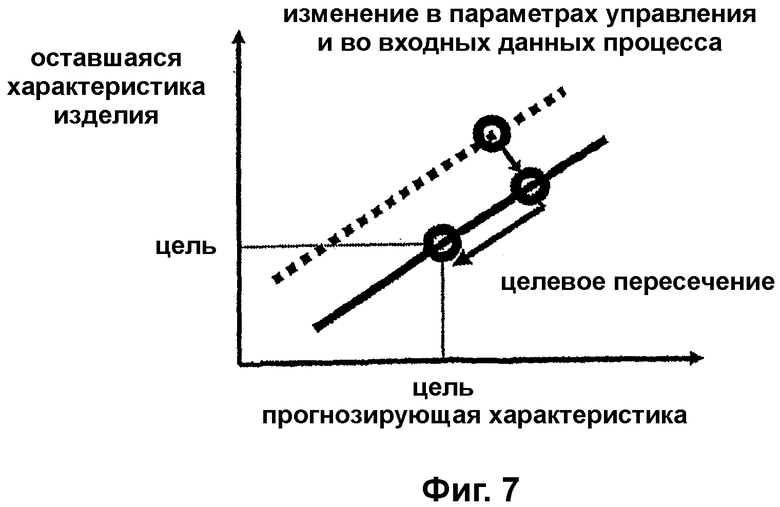


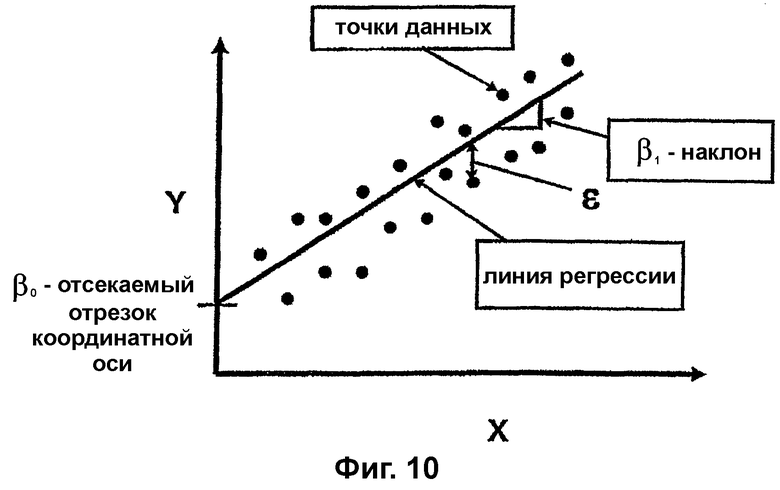

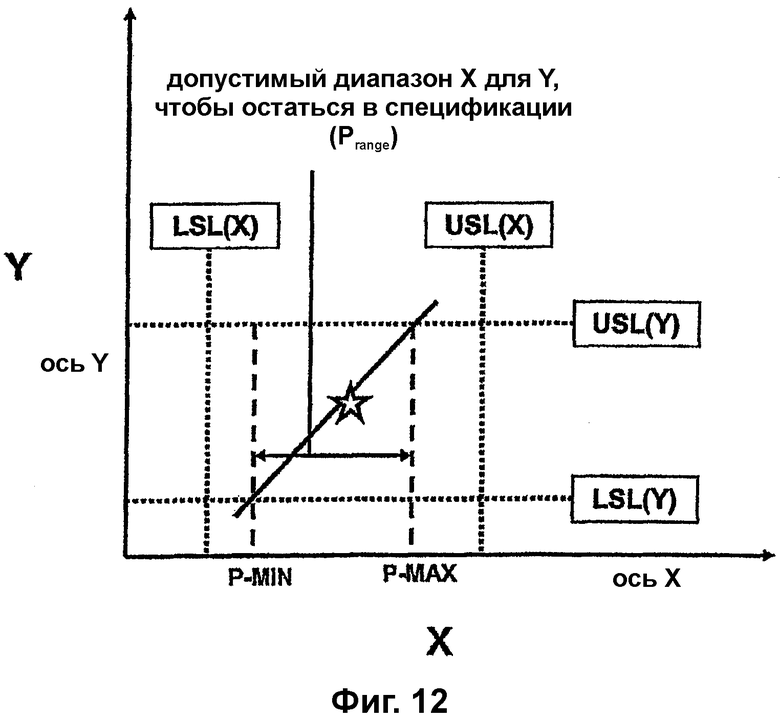


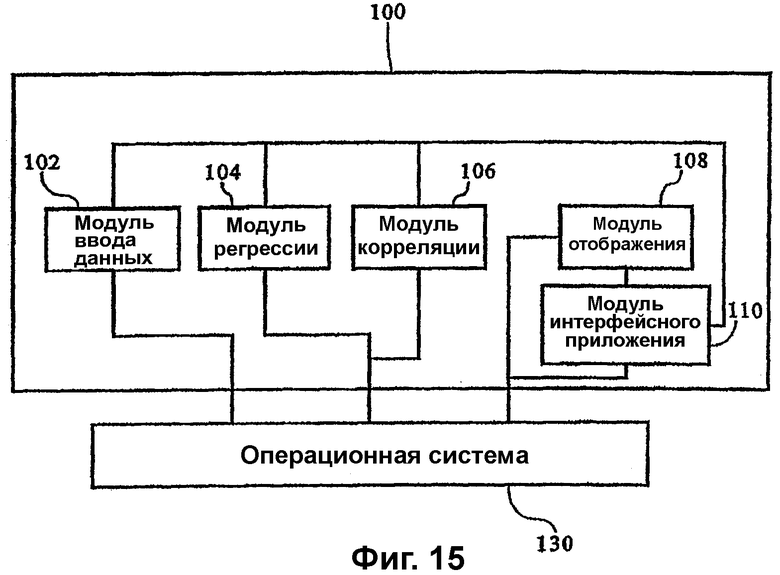


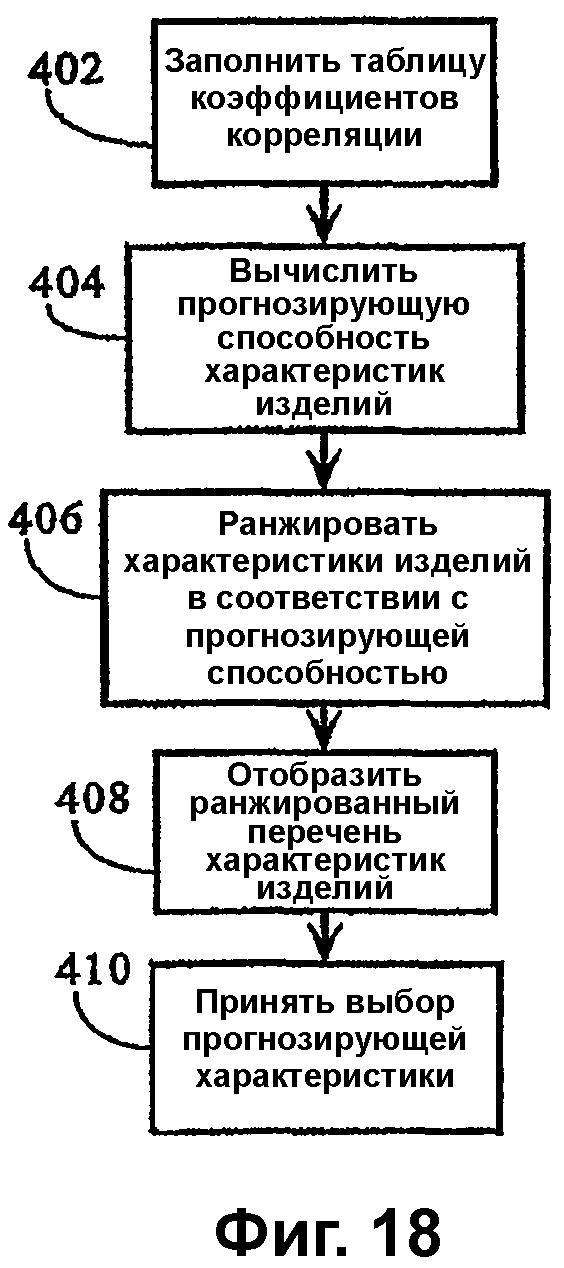


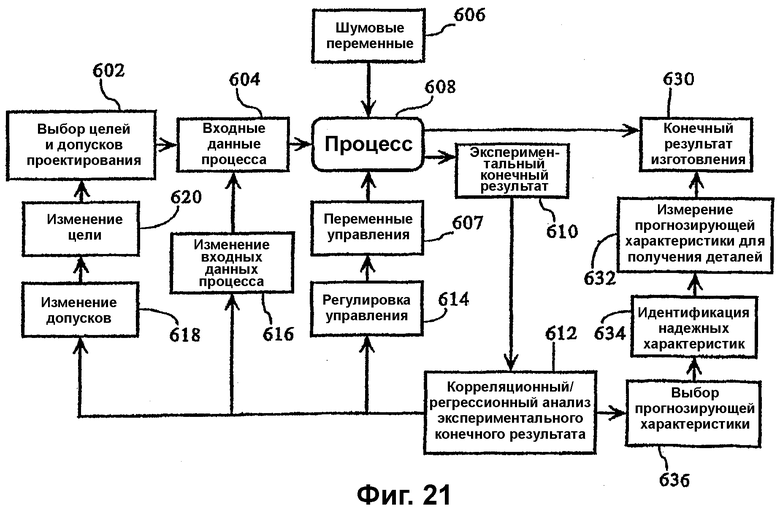

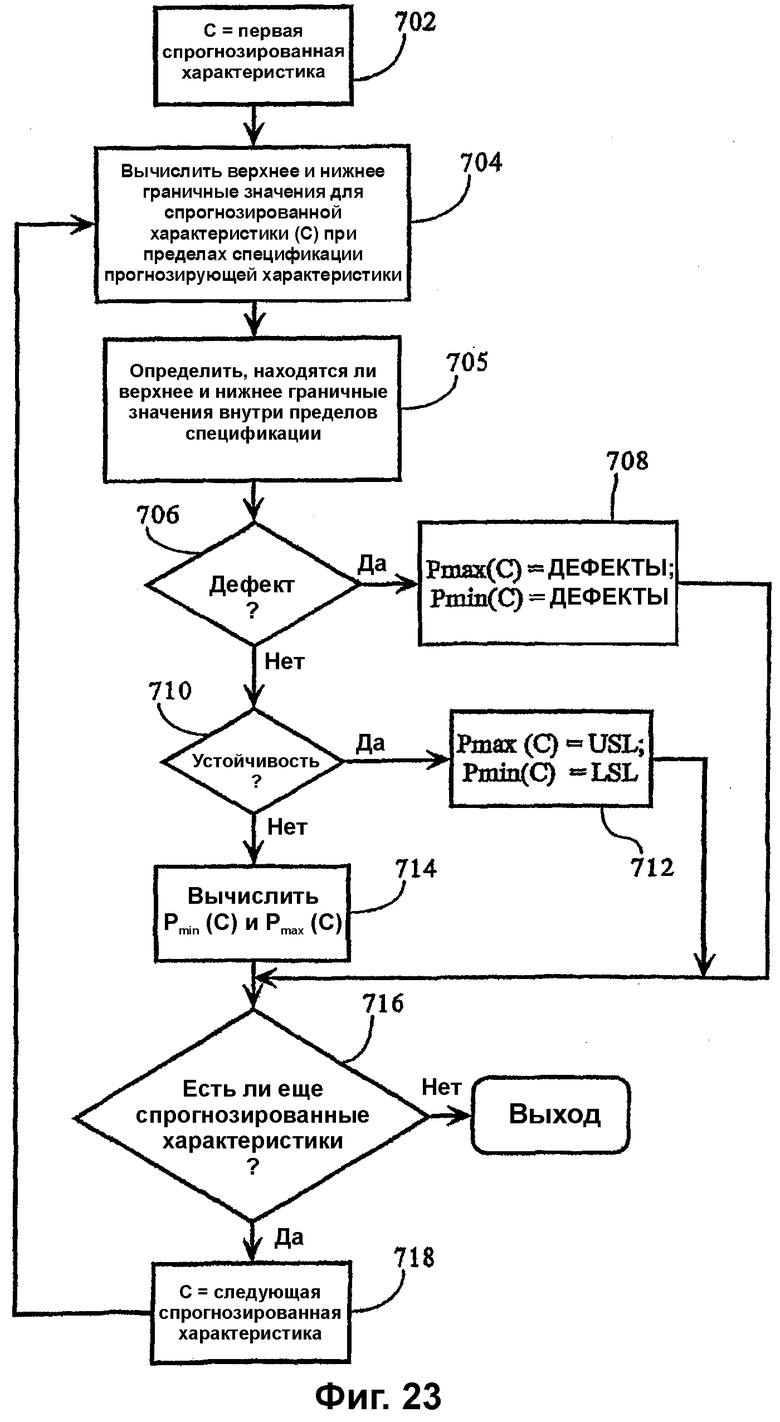










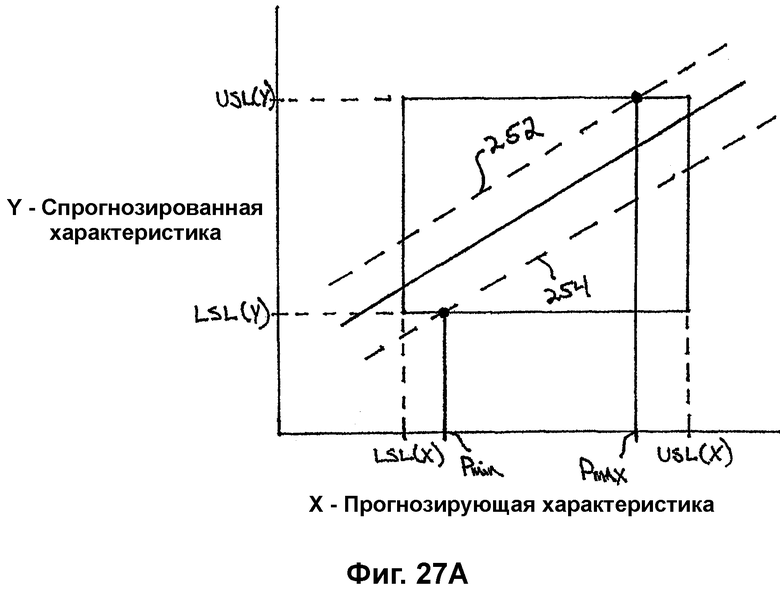


















Изобретение относится к системам проектирования. Техническим результатом является обеспечение содействия выполнения задач проектирования, изготовления и/или измерения, связанных с производством и другими процессами. В одном варианте выполнения настоящее изобретение относится к принимающим решения и логическим структурам, воплощенным в компьютерном программном приложении и облегчающим все стадии процесса проектирования, разработки, инструментальной обработки, выпуска опытной серии, квалификации, сертификации и изготовления любой детали либо другого изделия, которое производится по спецификации. В одном варианте выполнения настоящее изобретение обеспечивает знание того, как множество характеристик конечного результата заданного процесса связаны друг с другом, с пределами спецификации и входными данными для предварительной обработки. 4 н. и 57 з.п. ф-лы, 33 ил.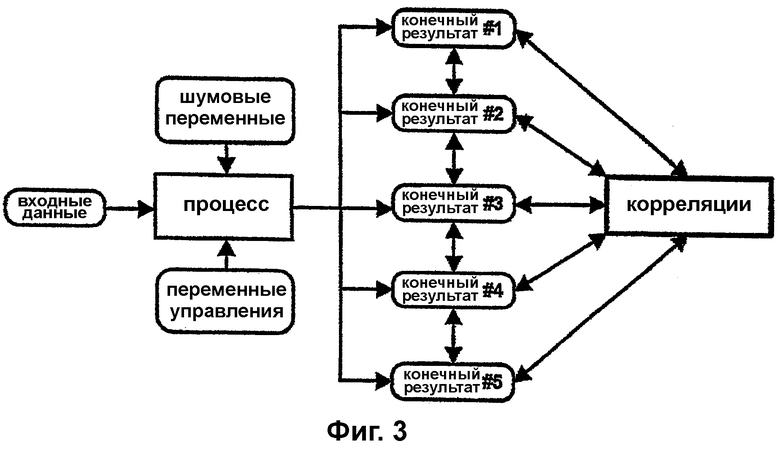
использование модуля ввода данных для приема множества значений характеристик изделия, связанных с набором изделий, имеющих диапазон отклонения в отношении множества характеристик изделия, получающихся в процессе;
использование модуля корреляции для выбора прогнозирующей характеристики из множества характеристик изделия; и
использование модуля регрессии для определения регрессионной(-ых) модели(-ей) между прогнозирующей характеристикой и по меньшей мере одной из оставшихся характеристик изделия в упомянутом множестве характеристик изделия.
использование модуля ввода данных для приема целевого значения для прогнозирующей характеристики и целевого значения для по меньшей мере одной оставшейся характеристики изделия;
использование модуля регрессии для определения пересечения целевого значения для прогнозирующей характеристики и целевого значения первой оставшейся характеристики изделия по отношению к регрессионной модели между прогнозирующей характеристикой и первой оставшейся характеристикой изделия.
определение соответствующих верхнего и нижнего интервалов прогнозирования, связанных с регрессионной(-ыми) моделью(-ями) между прогнозирующей характеристикой и по меньшей мере одной из оставшихся характеристик изделия.
определение соответствующих верхнего и нижнего интервалов прогнозирования, связанных с регрессионной(-ыми) моделью(-ями) между прогнозирующей характеристикой и по меньшей мере одной из оставшихся характеристик изделия.
прием нижнего и верхнего пределов спецификации для прогнозирующей характеристики и по меньшей мере одной из оставшихся характеристик изделия;
размещение нижнего и верхнего пределов спецификации, связанных с упомянутой по меньшей мере одной оставшейся характеристикой изделия;
размещение верхнего и нижнего пределов спецификации, связанных с прогнозирующей характеристикой.
прием нижнего и верхнего пределов спецификации для по меньшей мере одной из оставшихся характеристик изделия;
размещение нижнего и верхнего пределов спецификации, связанных с по меньшей мере одной оставшейся характеристикой изделия, по отношению к регрессионной модели между прогнозирующей характеристикой и упомянутой по меньшей мере одной оставшейся характеристикой изделия.
определение значения прогнозирующей характеристики, при котором соответствующая регрессионная модель пересекает верхний предел спецификации для по меньшей мере одной оставшейся характеристики изделия.
определение значения прогнозирующей характеристики, при котором соответствующая регрессионная модель пересекает нижний предел спецификации для по меньшей мере одной оставшейся характеристики изделия.
прием нижнего и верхнего пределов спецификации для по меньшей мере одной из оставшихся характеристик изделия;
размещение пределов спецификации, связанных с по меньшей мере одной оставшейся характеристикой изделия, по отношению к регрессионной модели между прогнозирующей характеристикой и по меньшей мере одной оставшейся характеристикой изделия.
определение значения прогнозирующей характеристики, при котором верхний интервал прогнозирования, связанный с регрессионной моделью между прогнозирующей характеристикой и упомянутой по меньшей мере одной оставшейся характеристикой изделия, пересекает верхний предел спецификации для упомянутой по меньшей мере одной оставшейся характеристики изделия.
определение значения прогнозирующей характеристики, при котором нижний интервал прогнозирования, связанный с регрессионной моделью между прогнозирующей характеристикой и упомянутой по меньшей мере одной оставшейся характеристикой изделия, пересекает нижний предел спецификации для упомянутой по меньшей мере одной оставшейся характеристики изделия.
прием нижнего и верхнего пределов спецификации для прогнозирующей характеристики;
размещение нижнего и верхнего пределов спецификации, связанных с прогнозирующей характеристикой.
прием нижнего и верхнего пределов спецификации для прогнозирующей характеристики;
размещение нижнего и верхнего пределов спецификации, связанных с прогнозирующей характеристикой.
прием нижнего и верхнего пределов спецификации для по меньшей мере одной из оставшихся характеристик изделия;
размещение нижнего и верхнего пределов спецификации, связанных с по меньшей мере одной из оставшихся характеристик изделия;
прием нижнего и верхнего пределов спецификации для прогнозирующей характеристики;
размещение нижнего и верхнего пределов спецификации, связанных с прогнозирующей характеристикой; и
определение максимального значения характеристики изделия для прогнозирующей характеристики путем выбора меньшего из (1) верхнего предела спецификации для прогнозирующей характеристики, и (2) значения прогнозирующей характеристики, при котором верхний интервал прогнозирования пересекает верхний предел спецификации для упомянутой по меньшей мере одной оставшейся характеристики изделия.
повторение этапа определения максимального значения характеристик изделия для требующегося числа оставшихся характеристик изделия в упомянутом множестве характеристик изделия; и
определение наиболее ограничивающего максимального значения характеристики изделия для прогнозирующей характеристики путем выбора наименьшего максимального значения характеристики изделия.
прием нижнего и верхнего пределов спецификации для по меньшей мере одной из оставшихся характеристик изделия;
размещение нижнего предела спецификации, связанных с прогнозирующей характеристикой; и
определение минимального значения характеристики изделия для прогнозирующей характеристики путем выбора большего из (1) нижнего предела спецификации для прогнозирующей характеристики, и (2) значения прогнозирующей характеристики, при котором нижний интервал прогнозирования пересекает нижний предел спецификации для упомянутой по меньшей мере одной оставшейся характеристики изделия.
определение допустимого диапазона для прогнозирующей характеристики вычитанием минимального значения характеристик изделия из максимального значения характеристики.
повторение этапа определения минимального значения характеристик изделия для требующегося числа оставшихся характеристик изделия в упомянутом множестве характеристик изделия; и
определение наиболее ограничивающего минимального значения характеристики изделия для прогнозирующей характеристики путем выбора наибольшего минимального значения характеристики изделия.
определение максимального допустимого диапазона для прогнозирующей характеристики вычитанием наиболее ограничивающего минимального значения характеристики изделия из наиболее ограничивающего максимального значения характеристики.
определение целевого производственного значения для прогнозирующей характеристики путем выбора значения между наиболее ограничивающими минимальным и максимальным значениями характеристики изделия для прогнозирующей характеристики.
определение целевого производственного значения для прогнозирующей характеристики путем выбора значения посередине между наиболее ограничивающими минимальным и максимальным значениями для прогнозирующей характеристики.
прием целевого значения для прогнозирующей характеристики и целевого значения для по меньшей мере одной оставшейся характеристики изделия;
определение пересечения целевого значения для прогнозирующей характеристики и целевого значения первой оставшейся характеристики изделия по отношению к регрессионной модели между прогнозирующей характеристикой и первой оставшейся характеристикой изделия.
вычисление коэффициентов корреляции между всеми или поднабором характеристик изделия;
определение, на основании вычисленных коэффициентов корреляции, значения, служащего показателем прогнозирующей способности первой характеристики изделия по отношению ко всем остальным характеристикам изделий;
повторение определения значения, служащего показателем прогнозирующей способности, для упомянутых всех или поднабора характеристик изделия; и
выбор прогнозирующей характеристики по меньшей мере частично на основании значений, служащих показателями прогнозирующих способностей характеристик изделия.
выработку набора изделий, имеющих диапазон отклонения в отношении множества характеристик изделия;
оценивание набора изделий в отношении всех или поднабора из упомянутого множества характеристик изделия.
выработку набора изделий, имеющих диапазон отклонения в отношении множества характеристик изделия;
оценивание степени корреляции между характеристиками изделия; и
выбор прогнозирующей характеристики из упомянутого множества характеристик изделия на основании этапа оценивания.
определение максимального допустимого диапазона для прогнозирующей характеристики; и
вслед за этапом определения проверку того, что вырабатываемые впоследствии изделия соответствуют по меньшей мере одной проектной спецификации, связанной с упомянутыми изделиями, на основании оценивания прогнозирующей характеристики.
причем способ дополнительно включает
размещение, относительно регрессионной модели между прогнозирующей характеристикой и первой оставшейся характеристикой изделия, области соответствия, ограниченной верхним и нижним пределами спецификации, связанными с первой оставшейся характеристикой изделия и прогнозирующей характеристикой;
размещение ограниченной регрессионной области для первой оставшейся характеристики, задаваемой верхней и нижней границами прогнозирования регрессионной модели и верхним и нижним пределами спецификации для прогнозирующей характеристики; и
идентификацию взаимосвязи между ограниченной регрессионной областью и областью соответствия.
прием целевых значений для прогнозирующей характеристики и первой оставшейся характеристики изделия;
вычисление, на основании регрессионной модели, значения первой оставшейся характеристики изделия при целевом значении прогнозирующей характеристики;
определение величины и направления сдвига для первой оставшейся характеристики изделия путем вычисления разности между вычисленным значением первой оставшейся характеристики изделия и целевым значением первой оставшейся характеристики изделия;
сохранение величины и направления сдвига в структуре данных в связи с идентификатором для первой оставшейся характеристики изделия; и
повторение этапов вычисления, определения и сохранения для всех требующихся оставшихся характеристик.
прием нижнего и верхнего пределов спецификации для прогнозирующей характеристики и первой оставшейся характеристики изделия;
вычисление, на основании регрессионной модели, минимального и максимального значений прогнозирующей характеристики, при которых первая оставшаяся характеристика изделия остается внутри нижнего и верхнего пределов спецификации первой оставшейся характеристики изделия;
повторение этапов определения, приема и вычисления для всех требующихся оставшихся характеристик изделия;
создание перечня наиболее ограничивающих минимальных прогнозирующих характеристик путем ранжирования оставшихся характеристик изделия посредством связанных с ними соответствующих минимальных значений прогнозирующей характеристики; и
начиная с оставшейся характеристики изделия, связанной с наибольшим минимальным значением прогнозирующей характеристики:
вычисление отдельного прироста в рабочем диапазоне, достигаемого ослаблением пригодного предела спецификации оставшейся характеристики изделия, до значения, соответствующему минимальному значению прогнозирующей характеристики, связанному со следующей оставшейся характеристикой в ранжированном перечне;
вычисление совокупного прироста, связанного с ослаблением пригодного предела спецификации соответствующей характеристики изделия; и
повторение первого и второго этапов вычисления для всех требующихся оставшихся характеристик изделия.
создание перечня наиболее ограничивающих максимальных прогнозирующих характеристик путем ранжирования оставшихся характеристик изделия посредством связанных с ними соответствующих максимальных значений прогнозирующей характеристики; и
начиная с оставшейся характеристики изделия, связанной с наименьшим максимальным значением прогнозирующей характеристики
вычисление отдельного прироста в рабочем диапазоне, достигаемого ослаблением пригодного предела спецификации оставшейся характеристики изделия, до значения, соответствующего максимальному значению прогнозирующей характеристики, связанному со следующей оставшейся характеристикой в ранжированном перечне;
вычисление совокупного прироста, связанного с ослаблением пригодного предела спецификации соответствующей характеристики изделия; и
повторение первого и второго этапов вычисления для всех требующихся оставшихся характеристик изделия.
прием выбора по меньшей мере одной оставшейся характеристики изделия из любого или обоих перечней наиболее ограничивающих минимальных или максимальных прогнозирующих характеристик;
если выбор включает в себя оставшуюся характеристику изделия из перечня наиболее ограничивающих минимальных прогнозирующих характеристик, то:
установку минимального значения прогнозирующей характеристики на минимальное значение прогнозирующей характеристики, соответствующее следующей характеристике изделия в перечне наиболее ограничивающих минимальных прогнозирующих характеристик, и
для всех характеристик изделия в перечне наиболее ограничивающих минимальных прогнозирующих характеристик вплоть до выбранной характеристики изделия, вычисление нового нижнего или верхнего предела спецификации для этой характеристики изделия; и
если выбор включает в себя оставшуюся характеристику изделия из перечня наиболее ограничивающих максимальных прогнозирующих характеристик, то:
установку максимального значения прогнозирующей характеристики на максимальное значение прогнозирующей характеристики, соответствующее следующей характеристике изделия в перечне наиболее ограничивающих максимальных прогнозирующих характеристик, и
для всех характеристик изделия в перечне наиболее ограничивающих максимальных прогнозирующих характеристик вплоть до выбранной характеристики изделия, определение нового нижнего или верхнего предела спецификации для этой характеристики изделия.
использование модуля корреляции для
оценки корреляции между множеством характеристик изделия; и
выбора прогнозирующей характеристики из множества характеристик изделия на основе корреляции между множеством характеристик изделия.
идентификацию диапазона для прогнозирующей характеристики, в котором по меньшей мере одна из оставшихся характеристик изделия находится в пределах проектной спецификации; и
квалификацию изделий, полученных в процессе, на основе соответствующих значений прогнозирующей характеристики относительно идентифицированного диапазона.
идентификацию диапазона для прогнозирующей характеристики, в котором множество оставшихся характеристик изделия находятся в пределах проектной спецификации; и
квалификацию изделий, полученных в процессе, на основе соответствующих значений прогнозирующей характеристики относительно идентифицированного диапазона.
идентификацию диапазона для прогнозирующей характеристики, в котором множество оставшихся характеристик изделия находятся в пределах проектной спецификации; и
квалификацию изделий, полученных в процессе, которые находятся в пределах проектной спецификации, на основе соответствующих значений прогнозирующей характеристики относительно идентифицированного диапазона.
определение соответствующего верхнего и нижнего прогнозирующего диапазонов, связанного с регрессионной(ыми) моделью(ями) между прогнозирующей характеристикой и по меньшей мере одной из оставшихся характеристик.
прием нижнего и верхнего пределов спецификации для указанной по меньшей мере одной из оставшихся характеристик;
размещение нижнего и верхнего пределов спецификации, связанных с указанной по меньшей мере одной из оставшихся характеристик;
прием нижнего и верхнего пределов спецификации для прогнозирующей характеристики;
размещение верхнего предела спецификации, связанного с прогнозирующей характеристикой; и
определение максимального значения характеристики изделия для прогнозирующей характеристики путем выбора наименьшего из (1) верхнего предела спецификации для прогнозирующей характеристики и (2) значения прогнозирующей характеристики, при котором верхний прогнозирующий диапазон пересекает верхний предел спецификации для указанной по меньшей мере одной из оставшихся характеристик изделия.
повторение этапа определения максимального значения характеристики изделия для заданного числа оставшихся характеристик изделия в множестве характеристик изделия; и
определение наиболее ограничивающего максимального значения характеристики изделия для прогнозирующей характеристики путем выбора наименьшего максимального значения характеристики изделия.
прием нижнего и верхнего пределов спецификации для по меньшей мере одной из оставшихся характеристик изделия;
размещение верхнего предела спецификации, связанного с прогнозирующей характеристикой; и
определение минимального значения характеристики изделия для прогнозирующей характеристики путем выбора наибольшего из (1) нижнего предела спецификации для прогнозирующей характеристики и (2) значения прогнозирующей характеристики, при котором нижний прогнозирующий диапазон пересекает нижний предел спецификации для указанной по меньшей мере одной из оставшихся характеристик изделия.
определение допустимого диапазона для прогнозирующей характеристики вычитанием минимального значения характеристики изделия из максимального значения характеристики.
повторение этапа определения минимального значения характеристики изделия для заданного числа оставшихся характеристик изделия в множестве характеристик изделия; и
определение наиболее ограничивающего минимального значения характеристики изделия для прогнозирующей характеристики путем выбора наибольшего минимального значения характеристики изделия.
определение максимального допустимого диапазона для прогнозирующей характеристики вычитанием наиболее ограничивающего минимального значения характеристики изделия из наиболее ограничивающего максимального значения характеристики.
определение целевого производственного значения для прогнозирующей характеристики путем выбора значения между наиболее ограничивающих минимального и максимального значений характеристики изделия для прогнозирующей характеристики.
определение целевого производственного значения для прогнозирующей характеристики путем выбора среднего значения между наиболее ограничивающих минимального и максимального значений характеристики изделия для прогнозирующей характеристики.
модуль ввода данных для приема множества значений характеристик изделия, связанных с набором изделий, имеющих диапазон отклонения в отношении множества характеристик изделия, получающихся в процессе;
модуль корреляции для выбора прогнозирующей характеристики из множества характеристик изделия; и
модуль регрессии для определения регрессионной(-ых) модели(-ей) между прогнозирующей характеристикой и по меньшей мере одной из оставшихся характеристик изделия.
модуль ввода данных предназначен для приема целевого значения для прогнозирующей характеристики и целевого значения для по меньшей мере одной оставшейся характеристики изделия;
модуль регрессии предназначен для определения пересечения целевого значения для прогнозирующей характеристики и целевого значения первой оставшейся характеристики изделия по отношению к регрессионной модели между прогнозирующей характеристикой и первой оставшейся характеристикой изделия.
модуль регрессии предназначен для определения соответствующих верхнего и нижнего интервалов прогнозирования, связанных с регрессионной(-ыми) моделью(-ями) между прогнозирующей характеристикой и по меньшей мере одной из оставшихся характеристик изделия.
модуль ввода данных предназначен для
приема нижнего и верхнего пределов спецификации для по меньшей мере одной из оставшихся характеристик изделия;
приема нижнего и верхнего пределов спецификации для прогнозирующей характеристики;
и в котором модуль регрессии предназначен для
размещения нижнего и верхнего пределов спецификации, связанных с по меньшей мере одной из оставшихся характеристик изделия;
размещения нижнего и верхнего пределов спецификации, связанных с прогнозирующей характеристикой; и
определения максимального значения характеристики изделия для прогнозирующей характеристики путем выбора меньшего из (1) верхнего предела спецификации для прогнозирующей характеристики, и (2) значения прогнозирующей характеристики, при котором верхний интервал прогнозирования пересекает верхний предел спецификации для упомянутой по меньшей мере одной оставшейся характеристики изделия.
изделия для требующегося числа оставшихся характеристик изделия в
упомянутом множестве характеристик изделия; и
определения наиболее ограничивающего максимального значения характеристики изделия для прогнозирующей характеристики путем выбора наименьшего максимального значения характеристики изделия.
модуль корреляции предназначен для
вычисления коэффициентов корреляции между всеми или поднабором характеристик изделия;
определения, на основании вычисленных коэффициентов корреляции, значения, служащего показателем прогнозирующей способности первой характеристики изделия по отношению ко всем остальным характеристикам изделий;
повторения этапа определения для упомянутых всех или поднабора характеристик изделия; и
выбора прогнозирующей характеристики по меньшей мере частично на основании значений, служащих показателями прогнозирующих способностей характеристик изделия.
процессор;
память;
программное приложение, физически сохраненное в памяти, содержащее команды, подлежащие исполнению процессором и устройством для
приема множества значений характеристик изделия, связанных с набором изделий, имеющих диапазон отклонения в отношении множества характеристик изделия, получающихся в процессе;
оценки корреляции между множеством характеристик изделия для выбора прогнозирующей характеристики из множества характеристик изделия на основе корреляции между множеством характеристик изделия; и
определения регрессионной(-ых) модели(-ей) между прогнозирующей характеристикой и по меньшей мере одной из оставшихся характеристик изделия в упомянутом множестве характеристик изделия.
приема множества значений характеристик изделия, связанных с набором изделий, имеющих диапазон отклонения в отношении множества характеристик изделия, получающихся в процессе;
оценки корреляции между множеством характеристик изделия для выбора прогнозирующей характеристики из множества характеристик изделия на основе корреляции между множеством характеристик изделия; и
определения регрессионной(-ых) модели(-ей) между прогнозирующей характеристикой и по меньшей мере одной из оставшихся характеристик изделия в упомянутом множестве характеристик изделия.
| US 5850339 А, 15.12.1998 | |||
| СПОСОБ АНАЛИЗА НЕСТАЦИОНАРНОГО ПРОЦЕССА | 1998 |
|
RU2159956C2 |
| RU 93030172 A, 10.12.1996 | |||
| US 6311096 B1, 30.10.2001. | |||

