Область применения изобретения
Представленное изобретение относится к контейнеру, в особенности предназначенному для хранения пищевых продуктов, и к способу изготовления такого контейнера.
Представленное изобретение применимо в пищевой промышленности и в особенности предназначено для хранения жидких пищевых продуктов, таких как молоко, фруктовые соки, йогурты, минеральная вода и прочие, химические и органолептические свойства которых могут быть легко ухудшены.
Предшествующий уровень техники
Обычной практикой для жидких продуктов рассматриваемого типа является разлив их в контейнеры, изготовленные из многослойного материала или из обработанного бумажного материала, такого как плотная бумага или картон, покрытые, по меньшей мере, одним слоем непроницаемого антисептического покрытия, наряду с другими обычно полиэтиленом.
Обычно эти контейнеры создают из плоских заготовок, вырезаемых из рулона непрерывного материала, намотанного на бобину. Каждая заготовка, полученная таким путем, подвергается операции биговки, предназначенной для отпечатывания линий сгибов, определяющих форму изготавливаемого контейнера.
В частности, на каждой заготовке после биговки имеются продольные, поперечные и наклонные линии сгиба. Продольные линии сгиба проходят в целом вдоль всей длины заготовки, поэтому они могут служить основой для начальной операции сгибания для придания заготовке по существу трубчатой формы, которая может быть зафиксирована немедленно путем запайки или сварки, выполняемой вдоль одного перекрывающего продольного бокового края заготовки. Поперечные линии сгиба по существу проходят вблизи свободных поперечных краев заготовки и проходят по всей ширине материала, так чтобы определить границы двух противоположных концов, которые при последующих операциях сгибания и герметизации представляют собой в готовом контейнере закрытый нижний торец и верхнюю выходную часть.
Наклонные линии сгиба проходят обычно через концевые части заготовки между поперечными линиями сгиба и свободными поперечными краями и предназначены для облегчения формирования нижнего торца и выпускной части контейнера во время его изготовления.
Что касается операции, при которой формируют нижний торец контейнера, то ее выполняют в целом путем сгибания и складывания соответствующей концевой части по взаимно противоположным участкам соответствующей поперечной линии сгиба. Таким образом, при помощи наклонных линий сгиба конструкция концевой части может быть усилена в направлении, перпендикулярном продольному направлению соответствующего контейнера, и первоначально она имеет форму двух сопряженных и частично перекрывающихся половин трапецеидального контура.
После операций сгибания и складывания две трапецеидальные половины сваривают по линии перекрытия с созданием квадратной центральной части, соответствующей нижнему торцу контейнера, с двух сторон имеющему по одной боковой части с многослойной конструкцией и с треугольным контуром, которые могут быть названы соответствующими элементами жесткости, при изготовлении выступающими перпендикулярно корпусу контейнера.
Длинное основание каждого треугольного элемента жесткости совпадает обычно с соответствующим участком поперечной линии сгиба, ограничивающей соответствующую концевую часть, так что элементы жесткости могут быть согнуты по соответствующим длинным основаниям и сложены в нужное положение в пределах контура центральной квадратной части, так что каждый из них находится в плоскости, по существу параллельной плоскости, в которой расположена эта центральная часть. В этом случае элементы жесткости направлены друг к другу, сходясь к середине центральной квадратной части.
В этом соединении элементы жесткости герметизируют, посредством чего их фиксируют в середине центральной квадратной части, завершая таким образом нижнюю часть соответствующего контейнера.
Далее наполовину собранный контейнер подвергается следующей операции сгибания, посредством которой формируют верхнюю часть, которая может также быть загерметизирована с образованием полностью замкнутой конфигурации или снабжена горловиной, включающей съемную крышку.
В то время как известно, что обычные контейнеры для хранения жидких пищевых продуктов создают среду, обеспечивающую защиту от вредных бактериальных реагентов, заявитель полагает, что они все-таки имеют некоторые недостатки, касающиеся главным образом проблем, связанных с хранением продуктов без ухудшения их качества, и затрат на производство и реализацию контейнеров.
Более точно, конструкция таких обычных контейнеров и особенно сложенного нижнего торца такова, что они имеют, по меньшей мере, одно промежуточное пространство, создаваемое элементами жесткости и допускающее наличие щелей, в которые могут попасть нежелательные жидкости, такие как чистящие или промывочные жидкости, и оставаться там до момента заполнения контейнера жидким пищевым продуктом. Не приходится и говорить, что, в конечном счете, смешивание пищевых продуктов с такими жидкостями приводит к их необратимому загрязнению и ухудшению качества.
Попытки преодоления вышеупомянутого недостатка заключались в проведении множества операций, включающих просушивание и контроль состояния внутри изготавливаемого контейнера. Тем не менее, эти операции приводят к значительному увеличению времени производства, а также к заметному увеличению стоимости изготовления, что является факторами, влияющими в свою очередь на стоимость реализации контейнеров.
Цель представленного изобретения состоит в преодолении проблем, присущих уровню техники, путем создания контейнера, в частности, для хранения пищевых продуктов, в котором отсутствуют промежуточные пространства и который имеет относительно низкую стоимость изготовления и реализации.
Сущность изобретения
Указанная цель, а также другие цели, которые станут понятными из последующего описания, по существу реализованы согласно представленному изобретению в контейнере, в частности, для хранения пищевых продуктов, содержащем полый корпус, получаемый путем сгибания и герметизации, по меньшей мере, одной по существу плоской заготовки и содержащий емкостную часть, образующую полость, в которую помещается, по меньшей мере, один продукт, предназначенный для хранения, и имеющую, по меньшей мере, одну боковую стенку, которая имеет, по меньшей мере, одну концевую часть, выполненную с обеспечением возможности ее сгибания и герметизации с образованием нижнего торца, и выходную часть, расположенную на торце, противоположном нижнему торцу, и постоянно соединенную с боковой стенкой емкостной части и объединенную с ней с образованием указанной полости, по меньшей мере, частично, при этом контейнер отличается тем, что нижний торец, выполненный из концевой части боковой стенки, имеет, по меньшей мере, одну зону со слоистой структурой, отделенную, по меньшей мере, одним швом, расположенным с обеспечением изолирования указанной зоны от полости контейнера, так что полость заключает в себе объем, в котором отсутствуют промежуточные пространства и/или места застоя.
Согласно еще одному аспекту изобретения вышеупомянутые цели реализованы подобным образом в контейнере, в частности, для хранения пищевых продуктов, содержащем полый корпус, получаемый путем сгибания и герметизации, по меньшей мере, одной по существу плоской заготовки и содержащий емкостную часть, образующую полость, в которую помещается, по меньшей мере, один продукт, предназначенный для хранения, и имеющую, по меньшей мере, одну боковую стенку, которая имеет, по меньшей мере, одну концевую часть, выполненную с обеспечением возможности ее сгибания и герметизации с образованием нижнего торца, и выходную часть, расположенную на торце, противоположном нижнему торцу, и постоянно соединенную с боковой стенкой емкостной части и объединенную с ней с образованием указанной полости, по меньшей мере, частично, при этом контейнер отличается тем, что выходная часть имеет, по меньшей мере, один носик, благодаря которому пищевые продукты, находящиеся в контейнере, могут вытекать в предпочтительном заданном направлении и который состоит из участка выходной части, образованного двумя линиями сгиба, проходящими в разных направлениях к свободному краю выходной части, и может переходить из нерабочего состояния, в котором контейнер закрыт, а носик убран в выходную часть и имеет по существу плоскую конфигурацию, в рабочее состояние, в котором контейнер открыт, а носик выступает от указанной выходной части, и наоборот.
Цели представленного изобретения реализованы также в способе изготовления контейнера, в частности, для хранения пищевых продуктов с использованием по существу плоской заготовки из материала, имеющей линии сгиба, полученные путем биговки, включающего придание заготовке по существу трубчатой формы с образованием, по меньшей мере, одной боковой стенки изготавливаемого контейнера, фиксирование заготовки с сохранением трубчатой формы, сгибание трубчатой заготовки, по меньшей мере, по двум взаимно противоположным участкам поперечной линии сгиба, ограничивающей концевую часть боковой стенки, с обеспечением сгибания концевой части по наклонным линиям сгиба, отходящим от поперечной линии сгиба и сходящимся к свободному поперечному краю трубчатой заготовки, с образованием нижнего торца изготавливаемого контейнера и, по меньшей мере, двух взаимно противоположных элементов жесткости со слоистой структурой, фиксирование нижнего торца и элементов жесткости при помощи сваривания, по меньшей мере, двух соединенных сторон свободного поперечного края, образованных трубчатой заготовкой, последующее сгибание концевой части по взаимно противоположным участкам поперечной линии сгиба, ограничивающим элементы жесткости, с обеспечением плоского расположения этих элементов поверх нижнего торца, и прикрепление элементов жесткости к нижнему торцу, при этом способ отличается тем, что в нем дополнительно герметизируют слоистую структуру, образованную каждым элементом жесткости, вдоль соответствующего участка поперечной линии сгиба.
Далее изобретение описано подробно на примерах с помощью приложенных чертежей, на которых:
фиг.1 изображает вид в аксонометрии предлагаемого контейнера, соответствующего первому варианту выполнения;
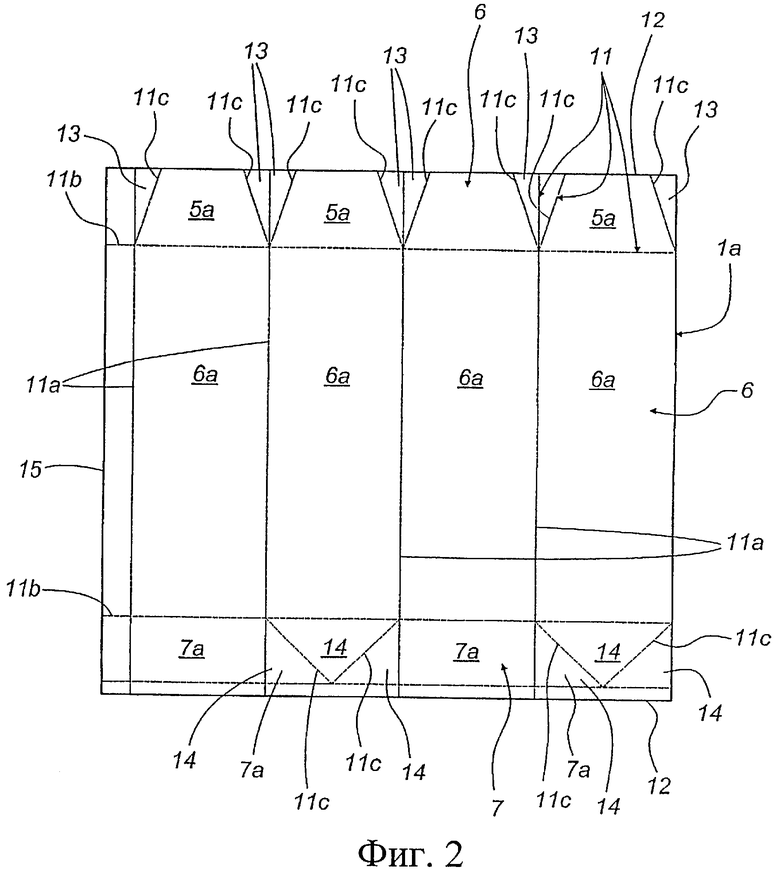
фиг.2 изображает заготовку, из которой получается контейнер, показанный на фиг.1;
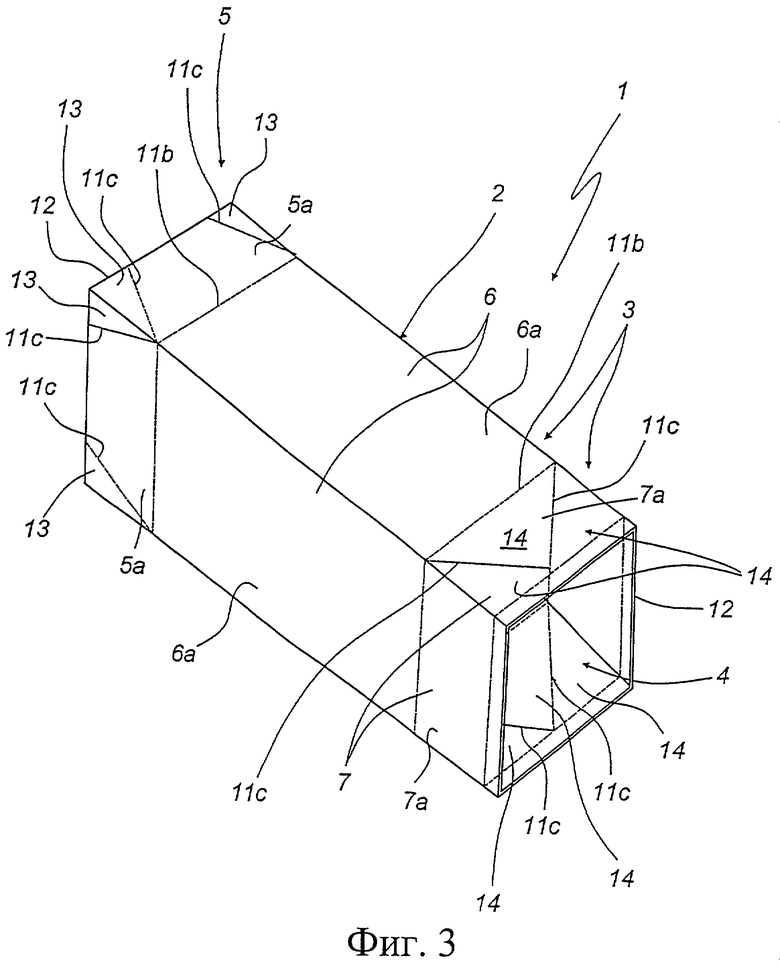
фиг.3 изображает вид в аксонометрии частично отформованного контейнера, показанного на фиг.1;
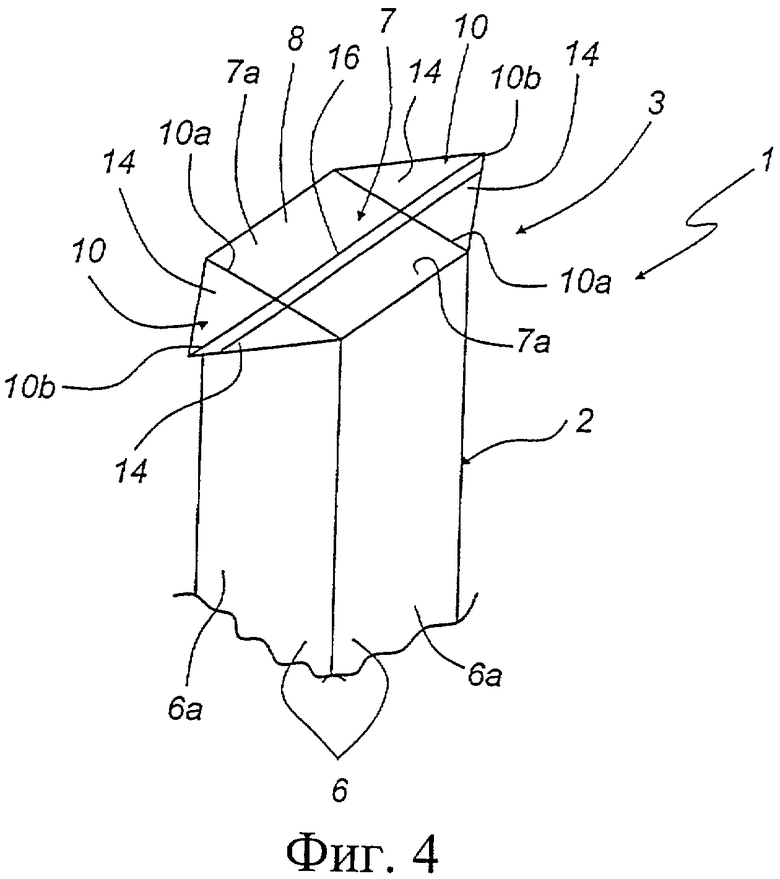
фиг.4 изображает фрагментарный вид в аксонометрии контейнера, показанного на фиг.1 и 3, вверх дном с частично отформованным нижним торцом;
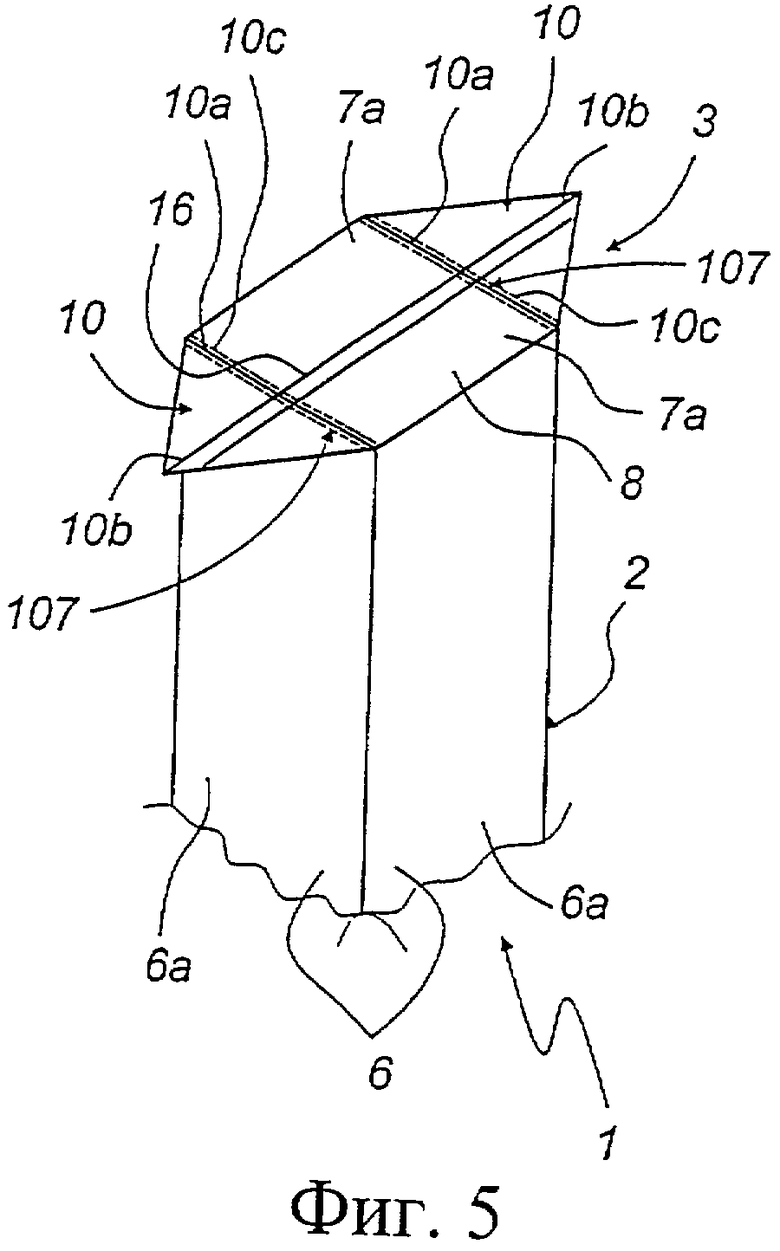
фиг.5 изображает второй фрагментарный вид в аксонометрии контейнера, показанного на фиг.1, 3 и 4, вверх дном с почти отформованным нижним торцом;
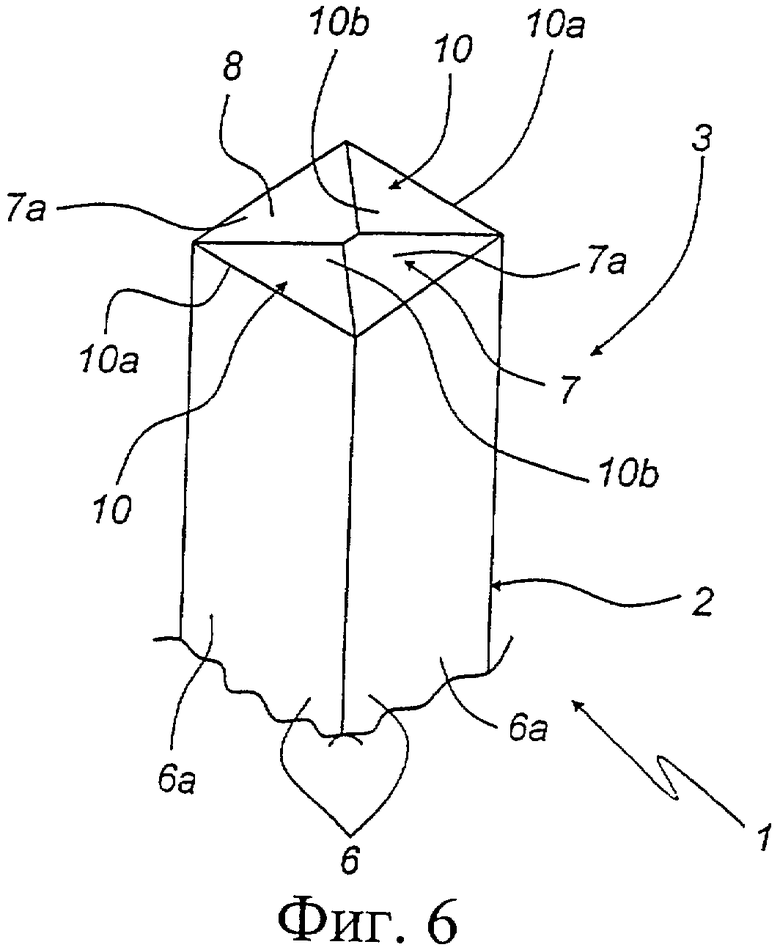
фиг.6 изображает еще один фрагментарный вид в аксонометрии контейнера, показанного на фиг.1-5, вверх дном с полностью отформованным нижним торцом;
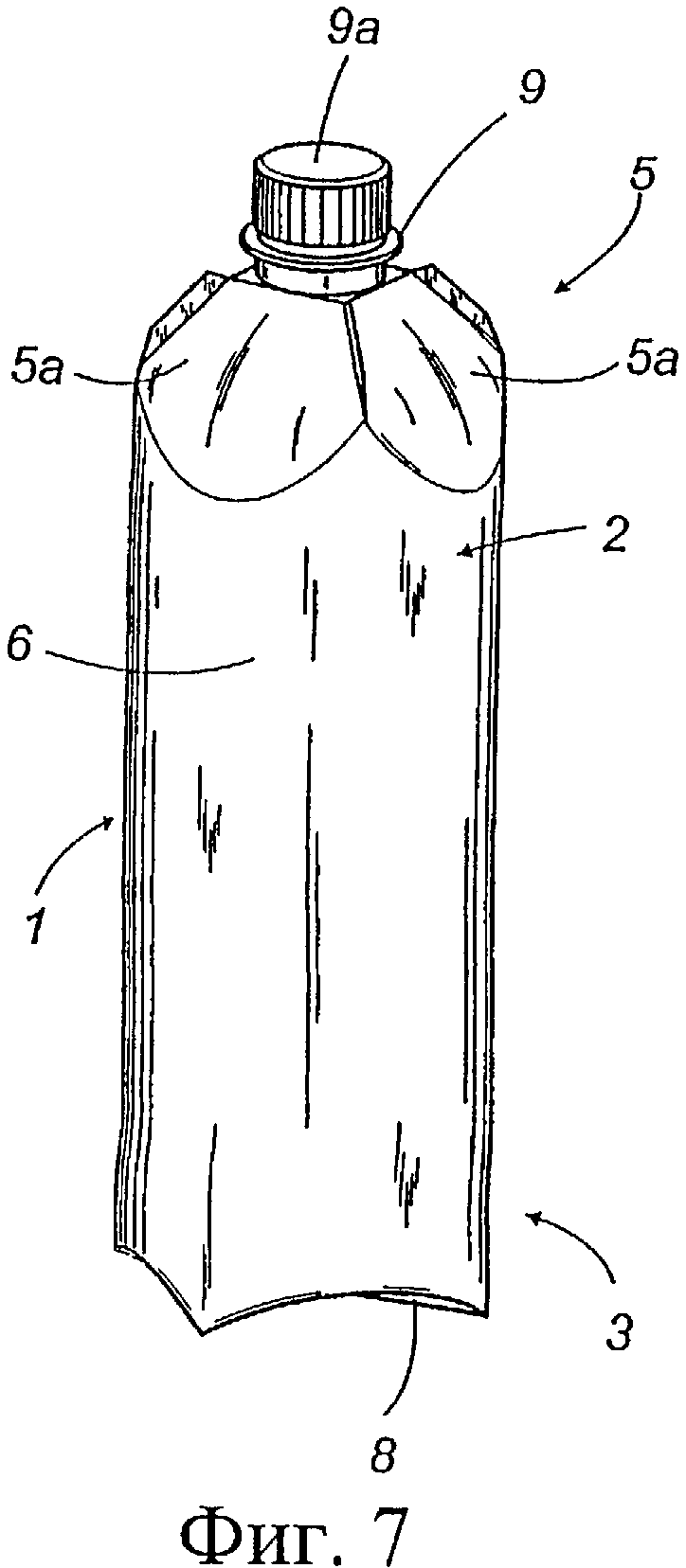
фиг.7 изображает вид в аксонометрии предлагаемого контейнера, соответствующего второму варианту выполнения;
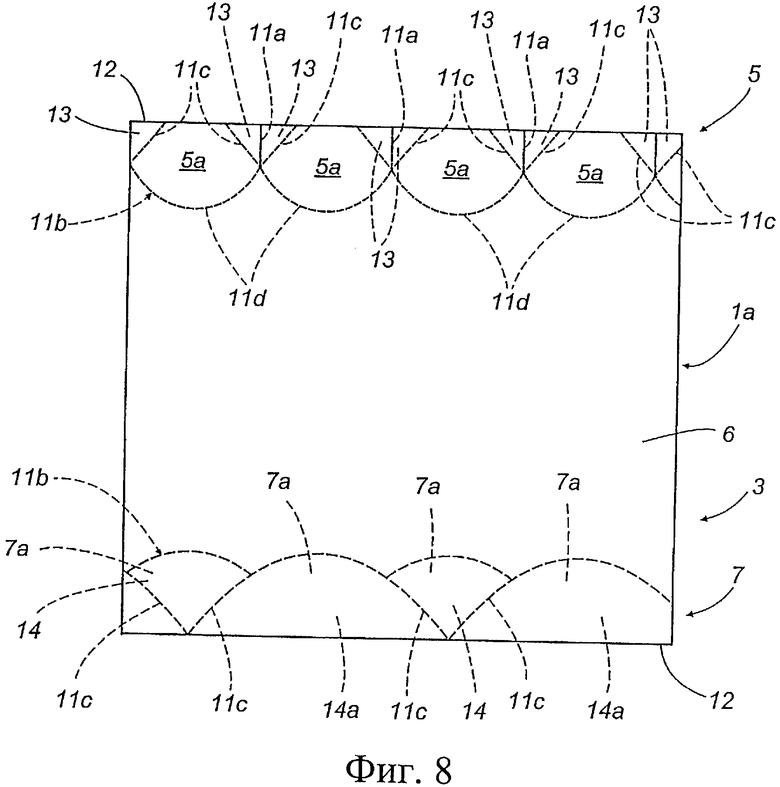
фиг.8 изображает заготовку, из которой получается контейнер, показанный на фиг.7;
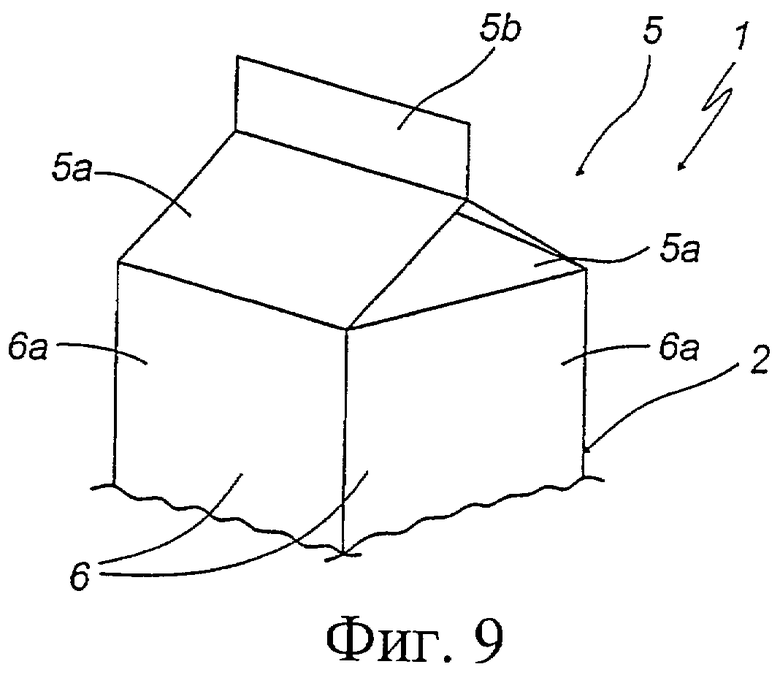
фиг.9 изображает фрагментарный вид в аксонометрии предлагаемого контейнера, соответствующего третьему варианту выполнения, в закрытом состоянии;
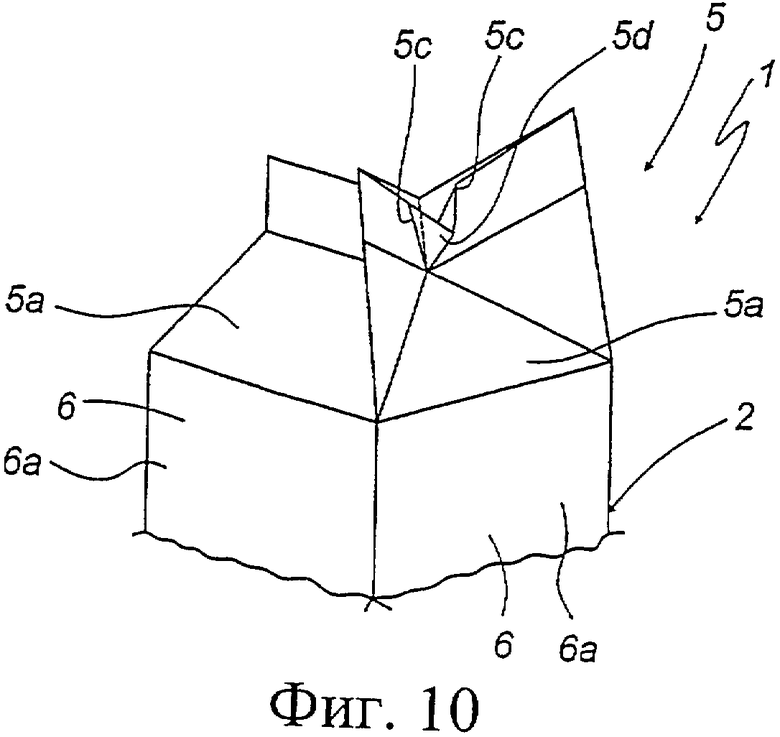
фиг.10 изображает фрагментарный вид в аксонометрии контейнера, показанного на фиг.9, в открытом состоянии;
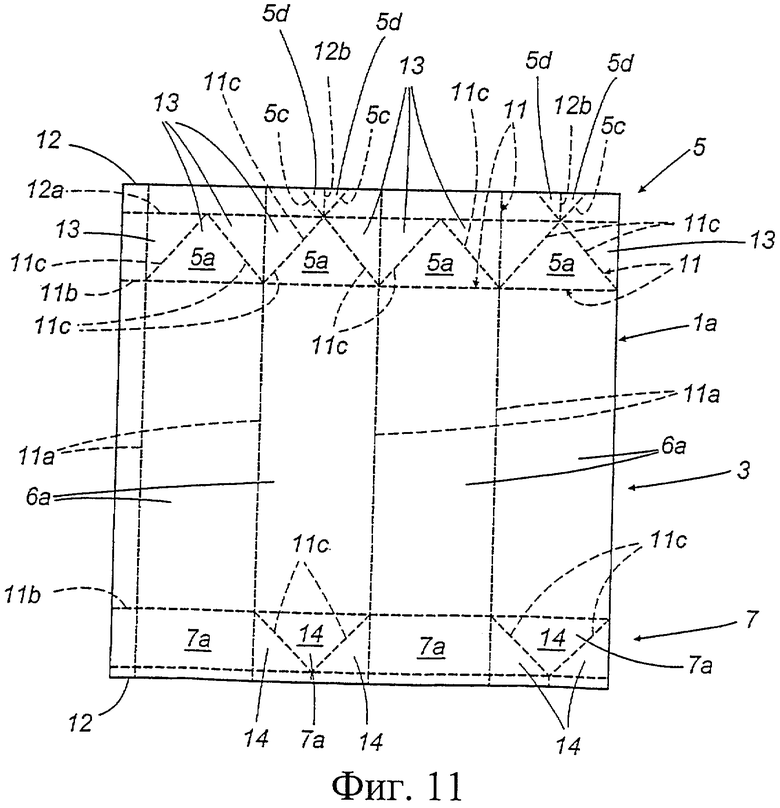
фиг.11 изображает заготовку, из которой получается контейнер, показанный на фиг.9 и 10.
На чертежах номером 1 позиции обозначен предлагаемый контейнер в целом и, в частности, контейнер для хранения пищевых продуктов.
Как показано на фиг.1, 3, 4, 5, 7, 9 и 10, контейнер 1 содержит емкость 2, получаемую путем сгибания и сваривания, по меньшей мере, одной плоской заготовки 1а, которая описана ниже. Емкость 2 контейнера 1 включает емкостную часть 3, образующую полость 4 (фиг.3), которая может быть заполнена, по меньшей мере, одним жидким пищевым продуктом, и выходную часть 5, через которую пищевой продукт, находящийся в полости 4, может быть вылит или как-либо иначе извлечен.
Емкостная часть 3 содержит, по меньшей мере, одну боковую стенку 6, имеющую концевую часть 7, которой с помощью операций сгибания и сварки можно придать форму нижнего торца 8, расположенного по существу перпендикулярно продольному направлению контейнера 1.
Фиг.1 и фиг.3-6 изображают первый вариант выполнения изобретения, в котором предпочтительная геометрическая форма боковой стенки 6 части 3 имеет вид по существу призмы с квадратным поперечным сечением и с четырьмя по существу одинаковыми прямоугольными сторонами 6а. Также, концевая часть 7 (фиг.3) боковой стенки 6 представляет собой четыре стороны 7а, проходящих от соответствующих сторон 6а боковой стенки 6 в продольном направлении контейнера 1, без прерывания.
Фиг.7 изображает второй вариант выполнения изобретения, в котором, напротив, боковая стенка 6, образованная частью 3 контейнера 1, является по существу цилиндрической с круглым поперечным сечением.
Естественно, описание этих двух решений, характеризующих форму контейнера 1, не предполагает каких либо ограничений для предложенного изобретения, в объем которого включены другие формы и варианты выполнения, отличающиеся от представленных в качестве примера.
Указанная выше выходная часть 5 проходит от конца части 3, противоположного нижнему торцу 8, и окружает полость 4, по меньшей мере, частично. Более точно, выходная часть 5 имеет четыре стороны 5а, выполненные за одно целое с боковой стенкой 6 и наклоненные относительно этой стенки 6 с образованием по существу воронкообразного элемента в форме усеченной пирамиды, сужающегося в направлении от боковой стенки 6.
Как показано на фиг.1 и 7, контейнер 1 имеет предпочтительно, по меньшей мере, одну горловину по существу трубчатой формы, обозначенную номером 9 позиции и прикрепленную к самому верхнему краю выходной части 5, удаленному от части 3, и соответствующий укупорочный элемент или крышку 9а, надетую на горловину 9 или навинченную на нее с возможностью съема, так что контейнер 1 может быть надежно закрыт.
Объем изобретения не ограничивается изображением горловины 9, так как контейнер 1 может также иметь и другие устройства, с помощью которых можно закрывать пищевой продукт и/или выливать его или как-либо иначе извлекать.
В качестве альтернативы и со ссылкой на третий вариант выполнения изобретения выходная часть 5 контейнера 1 может быть выполнена, как показано на фиг.9 и 10, то есть в виде привычной вершины фронтона, скрепленной сваркой вдоль приподнятого шовного укупорочного средства 5b, проходящего поперек всего контейнера 1.
В примере, показанном на фиг.10, выходная часть 5 имеет линии 5с сгиба, которые при открытии контейнера 1, как правило, путем отделения и разведения в стороны соединенных частей средства 5b служат для создания сливного носика 5d, который позволяет жидкости при ее извлечении вытекать в заданном направлении.
В частности, сливной носик 5d может переходить от нерабочего состояния, в котором контейнер 1 закрыт, а носик 5d сложен до плоского состояния с образованием средства 5b выходной части 5, к рабочему состоянию, в котором контейнер 1 открыт, а носик 5d выступает от выходной части 5, образуя профиль по существу V-образного поперечного сечения, и наоборот.
Что касается торца 8, описанного в качестве примера со ссылками на фиг.4, 5 и 6, то он имеет по существу квадратный контур, поверх которого сложены два взаимно противоположных элемента 10 жесткости, выполненные из концевой части 7 боковой стенки 6, и им придана плоская форма.
В частности, каждый элемент 10 имеет слоистую структуру, состоящую из двух слоев материала, полученную в результате складывания вдвое концевой части 7, и имеет по существу контур равнобедренного треугольника, основание которого совпадает с одной соответствующей стороной торца 8, а вершина 10b, противоположная основанию 10а, направлена к середине этого нижнего торца (фиг.6). Каждый сложенный таким образом элемент 10 приваривают к торцу 8, по меньшей мере, в одной точке для обеспечения постоянного крепления.
Следует отметить, что слоистая структура каждого элемента 10 является полностью замкнутой по периферии, поскольку единственную сторону, остающуюся сначала открытой в течение операции сгиба, с помощью которой часть 7 боковой стенки 6 сгибают и придают плоскую форму, другими словами, основание 10а треугольника закрывают соответствующим сварным швом 10с, выполненным вдоль этого основания 10а (фиг.5).
Подобно структуре торца 8, описанного выше, торец 8 цилиндрического контейнера 1, изображенного на фиг.7, представляет собой похожую структурную конфигурацию, полученную предпочтительно путем сгибания и герметизации части 7 боковой стенки 6 подобным образом.
Как изображено на фиг.2, заготовка 1а, используемая при изготовлении контейнера 1, показанного на фиг.1, 3, 4, 5 и 6, имеет по существу прямоугольный контур и несколько линий 11 сгиба, полученных путем биговки.
Более подробно, заготовка 1а имеет четыре продольные линии 11а сгиба, проходящие по всей длине и ограничивающие стороны 5а, 6а и 7а соответственно выходной части 5, боковой стенки 6 и концевой части 7 боковой стенки.
На заготовке 1а также есть две поперечные линии 11b сгиба, проходящие по существу перпендикулярно продольным линиям 11а на небольшом расстоянии от свободного поперечного края 12 заготовки. Как показано на фиг.2, поперечные линии 11b сгиба проходят по всей ширине заготовки 1а, отделяя выходную часть 5 и часть 7 от боковой стенки 6 контейнера 1.
Корме того, на заготовке 1а есть группа наклонных линий 11с сгиба, расположенных на выходной части 5 и служащих для определения формы этой части и на части 7 боковой стенки 6.
Более точно, на каждой стороне 5а выходной части 5 имеются две наклонные линии 11с сгиба, отходящие от соответствующих точек пересечения поперечной линии 11b и соответствующих продольных линий 11а, и сходящихся к соответствующему свободному поперечному краю 12 заготовки. Каждая наклонная линия 11с, таким образом, объединяясь с соответствующей продольной линией 11а, ограничивает треугольную зону 13, которой будет придана плоская форма и которая будет приварена к соответствующей треугольной зоне 13, ограниченной той же самой продольной линией 11а и наклонной линией 11с, расположенной на примыкающей стороне 5а.
Как видно на фиг.2, наклонные линии 11с на части 7 боковой стенки 6 расположены только на двух сторонах 7а этой части. В частности, стороны 7а концевой части 7, имеющие наклонные линии 11с, расположены поочередно с двумя сторонами 7а, на которых нет наклонных линий 11с.
Аналогично описанным выше линиям наклонные линии 11с части 7 отходят от соответствующих точек пересечения поперечной линии 11b и соответствующих продольных линий 11а, и сходятся к соответствующему свободному поперечному краю 12 заготовки, в этом случае встречаясь у этого края 12 и таким образом ограничивая три треугольные зоны 14 на каждой из двух сторон 7а, которые в конечном итоге складывают с созданием соответствующих элементов 10.
Как показано на фиг.8, цилиндрический контейнер 1, показанный на фиг.7, выполнен из заготовки 1а без продольных линий сгиба, но с двумя поперечными линиями 11b сгиба по существу криволинейной и неправильной формы, отделяющими соответственно выходную часть 5, боковую стенку 6 емкостной части 3 и концевую часть 7 боковой стенки.
В частности, поперечная линия 11b, отделяющая выходную часть 5 контейнера 1, проходит по всей ширине заготовки 1а по последующим криволинейным сегментам 11d, каждый из которых совпадает с основанием соответствующей стороны 5а выходной части 5. Также, поперечная линия 11b, ограничивающая часть 7 боковой стенки 6, проходит по всей ширине заготовки 1а по последующим изогнутым сегментам 11а, каждый из которых совпадает с основанием соответствующей стороны 7а части 7.
Применительно к выходной части 5 заготовка 1а имеет группу наклонных линий 11с сгиба, отходящих от соответствующих точек соединения сегментов 11d поперечной линии 11b сгиба и проходящих к соответствующему свободному поперечному краю 12.
Как показано на фиг.8, две наклонные линии 11с отходят предпочтительно от каждой точки соединения сегментов 11d и проходят в разных направлениях к поперечному краю 12 заготовки 1а, с обеих сторон продольной линии 11а сгиба. Продольная линия 11а объединяется с двумя наклонными линиями 11с с созданием соответствующих треугольных зон 13, которым затем придают плоскую форму и приваривают одна к другой.
При рассмотрении части 7 или торца 8 видно, что на заготовке есть группа наклонных линий 11с сгиба, отходящих от соответствующих точек соединения сегментов 11d поперечной линии 11b и проходящих к соответствующему свободному поперечному краю 12 заготовки 1а.
Более точно, наклонные линии 11с, расположенные на части 7, имеются только на двух сторонах 7а этой части и отходят попарно от соответствующих точек соединения сегментов 11d и сходятся от этих сегментов, встречаясь в точках, совпадающих с соответствующим поперечным краем 12. Наклонные линии 11с, которые можно видеть на фиг.8, ограничивают две по существу треугольные зоны 14 и две зоны 14а, имеющие по существу форму половины эллипса, расположенные, чередуясь, друг за другом.
В примере, показанном на фиг.11, заготовка 1а, используемая для изготовления контейнера 1, показанного на фиг.9 и 10, кажется почти такой же, как заготовка 1а (фиг.2), используемая для изготовления контейнера 1, показанного на фиг.1, по меньшей мере, в отношении боковой стороны 6 и части 7.
Напротив, что касается выходной части 5, заготовка 1а имеет вспомогательную линию 12а сгиба, расположенную между соответствующей поперечной линией 11b, отделяющей выходную часть 5, и соответствующим свободным поперечным краем 12 заготовки. Более точно, вспомогательная линия 12а проходит по существу параллельно поперечному краю 12, отделяя зону 5b выходной части, которая герметизируется для закрытия контейнера 1.
В этом варианте выполнения на заготовке 1а также есть группа наклонных линий 11с сгиба, расположенных иначе, чем наклонные линии 11с на выходной части 5 заготовки 1а, показанной на фиг.2. Как изображено на фиг.11, на каждой стороне 5а выходной части 5 есть пара наклонных линий 11с, отходящих от соответствующих точек пересечения поперечной линии 11b и соответствующих продольных линий 11а, и сходящихся к вспомогательной линии 12а и встречающихся у нее с созданием трех по существу треугольных зон 13.
На заготовке 1а также есть наклонные линии 5с, проходящие между вспомогательной линией 12а и соответствующим свободным поперечным краем 12, то есть поперек зоны, которая будет загерметизирована с созданием шовного укупорочного средства 5b. Как показано на фиг.11, наклонные линии 5с расположены только на двух сторонах 5а выходной части 5, чередующихся с двумя другими сторонами 5а.
Более точно, наклонные линии 5с, расположенные в зоне средства 5b, проходят по существу расходящимися парами к поперечному краю 12 заготовки 1а, ограничивая соответствующие треугольные зоны, каждая из которых образует соответствующий сливной носик 5d контейнера 1. Для придания каждому носику 5d по существу V-образного профиля, на заготовке 1а также есть центральная линия 12b сгиба, соединенная с каждой парой наклонных линий 5с, расположенных в зоне средства 5b. Указанная линия 12b делит пополам зону, по краям которой проходит пара наклонных линий 5с, с обеспечением создания предпочтительной траектории потока, задаваемой носиком 5d.
Что касается способа создания контейнера 1, ниже в качестве примера описаны этапы формирования контейнера, показанного на фиг.1. Соответствующую заготовку 1а (фиг.2) сначала сгибают по продольным линиям 11а с созданием элемента по существу трубчатой формы (фиг.3). На этой стадии заготовку подвергают операции сваривания для закрепления одного перекрывающего продольного края 15 и тем самым фиксирования трубчатой формы, полученной на первоначальном этапе сгибания. В результате этого, как показано на фиг.3, продольные линии 11а образуют четыре угловых кромки, вместе задающих форму контейнера 1, по меньшей мере, частично.
После этого часть 7 боковой стенки 6 подвергают последующей операции сгибания, которую осуществляют по взаимно противоположным участкам поперечной линии 11b сгиба, служащим для создания торца 8 контейнера 1, по меньшей мере, частично (фиг.4).
Более подробно, сгибание части 7 выполняют предпочтительно по участкам линии 11b, совпадающим со сторонами 7а этой части, на которых нет наклонных линий 11с. Таким образом, указанные стороны 7а поворачивают внутрь к полости 4 в положение, в котором они расположены по существу перпендикулярно продольному направлению контейнера 1. На этом этапе стороны 7а части 7, на которых есть наклонные линии 11с, принудительно деформируют путем смещения первых двух сторон 7а и сгибают точно по этим наклонным линиям 11с. Таким образом, часть 7 принимает форму и положение, отличные от изначальной трубчатой формы.
Как показано на фиг.4, стороны 7а части 7, на которых нет наклонных линий 11с, занимают положение, в котором они перпендикулярны продольному направлению контейнера 1 и находятся в пределах поперечного сечения контейнера, причем их края, соединенные вдоль зоны, обозначенной номером 16 позиции, совпадают с серединной плоскостью контейнера.
Напротив, стороны 7а с нанесенными наклонными линиями 11с сгибают в двух местах и придают им по существу треугольную форму, образованную различными треугольными зонами 14 заготовки 1а. Эти стороны 7а так же устанавливают в положение, в котором они перпендикулярны продольному направлению контейнера 1, но находятся снаружи квадратного поперечного сечения.
Как видно на фиг.4, треугольные зоны 14 соединяют частично в направлении, совпадающем с указанной зоной 16, так что эта зона проходит в обе стороны непрерывно.
Часть 7 после ее сгибания и складывания закрепляют герметично сваркой, осуществляемой вдоль зоны 16 соединения с образованием торца 8 и, следовательно, части 3 контейнера 1, по меньшей мере, частично.
Предпочтительно часть 7, расположенную перпендикулярно продольному направлению контейнера 1, подвергают следующей операции сварки, предназначенной для геометрического отделения элемента 10 от торца 8 контейнера (фиг.5). Более подробно, эта операция заключается в сваривании вместе двух слоев каждого элемента 10 вдоль соответствующего участка соответствующей поперечной линии 11b сгиба, другими словами вдоль основания 10а соответствующего треугольника. Таким образом, каждый элемент 10 изолируют от полости 4, которая в результате представляет собой внутреннее пространство призматической формы, в котором нет промежуточных пространств или камер.
После сваривания элемента 10 часть 7 еще раз сгибают вдоль участков поперечной линии 11b, совпадающих с вышеупомянутыми основаниями 10а, с обеспечением загибания элементов 10 на торец 8 контейнера (фиг.6). Другими словами, каждый элемент 10 поворачивают относительно основания 10а на 180° и придают ему плоскую форму с прилеганием к дну контейнера, при этом его вершина направлена к элементу 10, расположенному напротив. В таком положении элементы 10 прочно прикрепляют к торцу 8 путем последующей операции сварки.
После формования части 3 контейнера 1 выходную часть 5 так же складывают и скрепляют при помощи последующих операций сгиба и сварки, которые для контейнера 1, показанного на фиг.1, включают дополнительный этап сборки и закрепления горловины 9 выходной части 5.
Итак, проблемы, свойственные уровню техники, преодолены в соответствии с представленным изобретением, и указанные цели должным образом достигнуты.
Таким образом, предлагаемый контейнер 1 обеспечивает возможность хранения жидких пищевых продуктов в течение длительного времени в наиболее благоприятном состоянии, и не только продуктов вообще, но также и веществ, требующих осторожного обращения и/или являющихся скоропортящимися.
В особенности, при введении сварных швов 10с, наносимых выборочно на зоны со слоистой структурой, присоединенные к торцу 8, а именно на элементы 10, сформированные складыванием вдвое части 7 боковой стенки 6 и включающие промежуточные пространства, эти пространства могут быть изолированы от основного объема полости 4, и таким образом, в них не могут оставаться капельки и/или остаточные следы нежелательных жидкостей, таких как промывочные жидкости, которыми обычно очищают внутреннюю часть контейнера 1, или собственно пищевых продуктов.
Ясно, что, устранив риск застоя у дна контейнера, можно обойтись без всех длинных и дорогостоящих процедур, связанных с осмотром и сушкой тех зон, где промывочные жидкости могли задержаться и загрязнить упакованный пищевой продукт. Следовательно, значительно снижаются соответствующие производственные затраты, а также затраты на изготовление контейнера 1.
Изобретение относится к контейнеру, предназначенному для хранения пищевых продуктов, и способу его изготовления. Контейнер содержит полый корпус (2) и емкостную часть (3), образующую полость. Емкостная часть (3) имеет боковую стенку (6) с концевой частью (7) и выходную часть, расположенную на торце, противоположном нижнему торцу (8). Выходная часть соединена с боковой стенкой (6) емкостной части (3) и объединена с ней с образованием полости. Нижний торец (8) выполнен из концевой части (7) боковой стенки (6) и имеет зону со слоистой структурой, отделенную швом, расположенным с обеспечением изолирования указанной зоны от полости контейнера (1). Полость заключает в себе объем, в котором отсутствуют промежуточные пространства и/или места застоя. При этом шов выполнен вдоль участка соответствующей поперечной линии сгиба. Способ изготовления контейнера с использованием по существу плоской заготовки из материала, имеющей линии сгиба, полученные путем биговки, включает следующие операции. Придание заготовке по существу трубчатой формы с образованием боковой стенки (6) изготавливаемого контейнера (1). Фиксирование заготовки с сохранением трубчатой формы. Сгибание заготовки по взаимно противоположным участкам поперечной линии сгиба, ограничивающей концевую часть (7) боковой стенки (6). Сгибание концевой части по наклонным линиям сгиба, которые отходят от поперечной линии сгиба и сходятся к свободному поперечному краю заготовки, с образованием нижнего торца (8) изготавливаемого контейнера (1) и взаимно противоположных элементов (10) жесткости со слоистой структурой. Фиксирование нижнего торца (8) и элементов (10) жесткости при помощи сваривания соединенных сторон свободного поперечного края. Сгибание концевой части (7) по взаимно противоположным участкам поперечной линии сгиба, ограничивающим элементы (10) жесткости, с обеспечением плоского расположения этих элементов поверх нижнего торца (8). Прикрепление элементов (10) жесткости к нижнему торцу (8), при этом в нем дополнительно герметизируют слоистую структуру, образованную каждым элементом (10) жесткости, вдоль соответствующего участка поперечной линии сгиба. Достигается низкая стоимость изготовления. 2 н. и 8 з.п. ф-лы, 11 ил.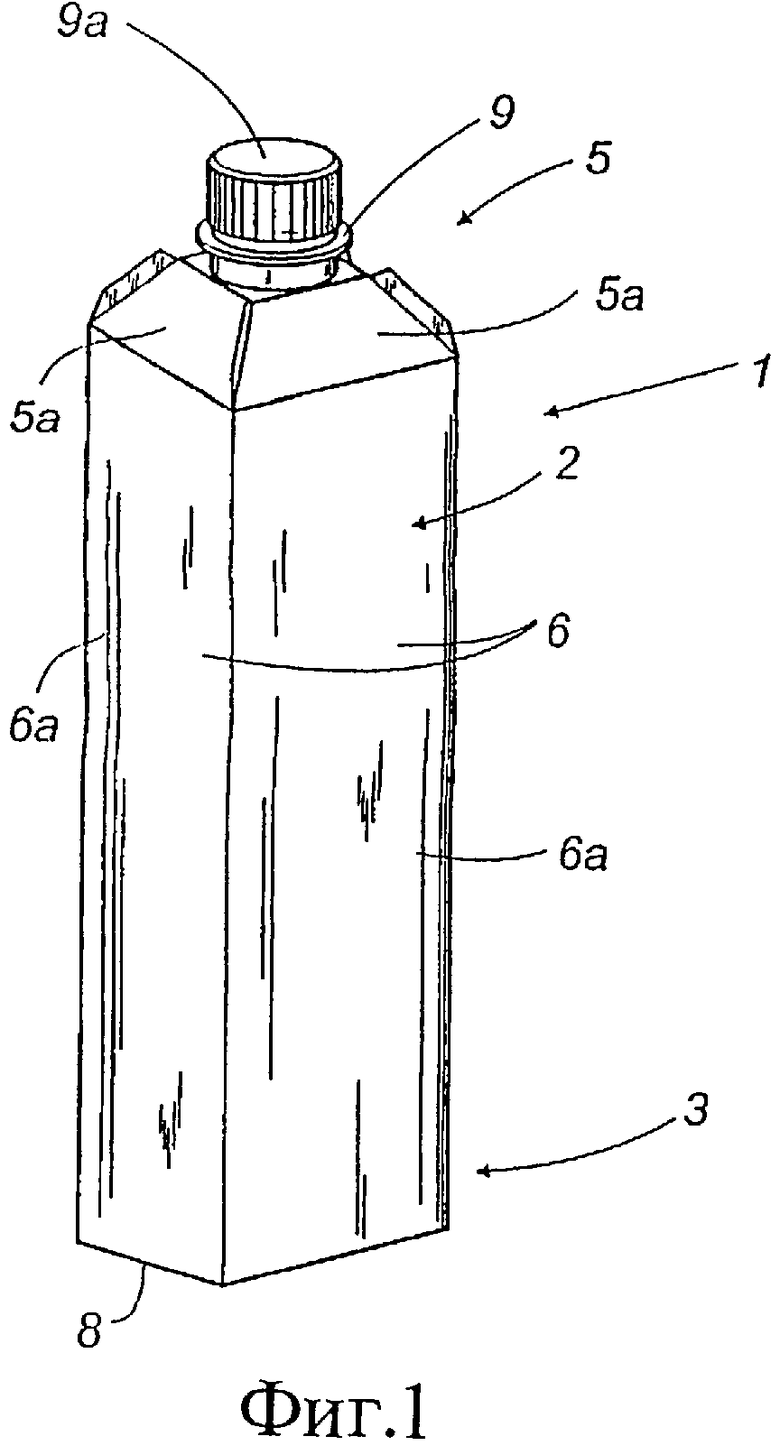
| US 5143281 А, 01.09.1992 | |||
| СПОСОБ ВЫЯВЛЕНИЯ СВИНЕЙ, ИНФИЦИРОВАННЫХ ВОЗБУДИТЕЛЕМ Actinobacillus pleuropneumoniae | 2013 |
|
RU2526829C1 |
| US 4564139 A, 14.01.1986 | |||
| ШТАМП ДЛЯ ВЫТЯЖКИ ПРЯМОУГОЛЬНЫХ КОРОБОК | 0 |
|
SU204303A1 |
| УПАКОВОЧНАЯ ЕМКОСТЬ И ЗАГОТОВКА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2128136C1 |
| Многогранная упаковка | 1973 |
|
SU520899A3 |

