Настоящее изобретение относится к заготовке контейнера и способу производства контейнера из такой заготовки контейнера.
Контейнер из гибкого упаковочного материала, предназначенный, прежде всего, для содержания жидкости, известен, например, из WO 99/41155, в которой описан контейнер сжимаемого типа, включающий три стеночных участка, два из которых образуют противоположные боковые стенки, а третий образует стенку дна. Эти стенки, выполненные из пластика, являются гибкими и соединены друг с другом с образованием отделения, объем которого зависит от относительного положения этих стенок. Этот тип контейнера часто используется, прежде всего, для содержания жидкостей, таких как пищевые продукты и чистящие средства.
Образующая дно стенка может представлять собой отдельную деталь, вставляемую между двумя отдельными боковыми стенками и соединяемую с ними для образования отделения. При таком способе производства используют три отдельных полотна материала, которые в процессе соединяются вместе. Образующая дно стенка может также быть выполнена с помощью полотна материала, сложенного W-образно и присоединенного к другим стенкам, для образования отделения. Такое присоединение предпочтительно выполняется сваркой или склеиванием.
Такой контейнер очень выгоден, так как он выполняется из контейнерных заготовок, которые до операции по заполнению и запечатыванию, когда, собственно, и образуется контейнер, могут храниться в виде свернутого в рулон полотна, содержащего множество контейнерных заготовок. Этот контейнер является относительно дешевым, неагрессивным по воздействию на окружающую среду и удобным для пользования.
Независимо от того, какой из указанных вариантов может быть выбран для выполнения образующей дно стенки, могут возникнуть неудобства при работе с такими контейнерными заготовками. На тех участках, где образующая дно стенка прикреплена к боковым стенкам, образуются четыре слоя материала, это означает, что сварной шов в этих местах будет включать все четыре слоя материала, а на других участках только два слоя материала. Это создает проблемы при сварке, так как требуемая мощность, давление и время обработки будут разными по длине шва заготовки контейнера. Кроме того, может возникнуть трудность в обеспечении герметичного соединения на участках между четырьмя и двумя слоями материала соответственно.
Когда такое непрерывное полотно заготовок свертывают в рулон, то это также означает, что этот рулон вдоль своей ширины будет иметь поверхность с различной наматываемостью. Толщина, измеренная в точке над соединительным участком между формирующей дно стенкой и боковыми стенками, в котором соединяются четыре слоя материала, будет фактически вдвое больше толщины, измеренной в других точках.
Поэтому существует потребность в создании другой конструкции такого контейнера, который, сохраняя свою функцию, производился бы из заготовки, устраняющей проблемы контейнеров этого типа.
Задача настоящего изобретения состоит в том, чтобы обеспечить контейнерную заготовку, которая может выполняться и поставляться в виде рулона с одинаковой наматываемостью по всей его ширине.
Другая задача изобретения состоит в том, чтобы обеспечить контейнерную заготовку, которую можно произвести, задействуя одинаковые сварочные параметры вдоль всего соединительного участка.
Еще одна задача настоящего изобретения состоит в том, чтобы обеспечить производство заготовки контейнера, которая бы обладала надежным соединением вдоль всего соединительного участка.
И еще одна задача настоящего изобретения состоит в том, чтобы обеспечить контейнерную заготовку, которая могла бы быть выпущена с помощью существующего оборудования, возможно, при его незначительной реконструкции.
И еще одна задача настоящего изобретения состоит в том, чтобы обеспечить контейнерную заготовку, которую можно было бы производить по низкой цене.
И, наконец, еще одна задача настоящего изобретения состоит в том, чтобы обеспечить способ производства контейнера из такой заготовки контейнера.
Для решения вышеупомянутых и других задач, которые будут понятны из последующего описания, настоящее изобретение предлагает заготовку контейнера, имеющую такие свойства, как заявлено в п.1 формулы изобретения. При этом предпочтительные варианты выполнения изложены в п.п.2-8. Кроме того, в п.9 заявлен способ производства контейнера из такой заготовки контейнера. Предпочтительные варианты выполнения этого способа изложены в п.п.10-11 формулы изобретения. Согласно одному объекту настоящее изобретение относится к заготовке контейнера, которая характеризуется тем, что имеет два плоских панельных участка, примыкающие друг к другу и выполненные из гибкого упаковочного материала, при этом каждый из них ограничен ободком, и вдоль этих ободков данные панельные участки взаимно соединяются для образования закрытого отделения, при этом данная заготовка контейнера имеет первый концевой участок, который выполнен так, чтобы можно было загнуть внутрь, по меньшей мере, один уголок этой заготовки контейнера для формирования донной поверхности в связи с заполнением заготовки контейнера содержимым для образования из нее собственно контейнера.
Такая заготовка контейнера включает два панельных участка и имеет двойную толщину материала на всей своей поверхности. Таким образом, соединение, получаемое сваркой, облегчается, поскольку одинаковые сварочные параметры могут быть задействованы на всем соединительном участке. Это, в свою очередь, означает, что сварочный инструмент может быть очень простым.
При использовании заготовки контейнера, имеющей одинаковую толщину материала по всей своей поверхности, достигается очень ровное закручивание непрерывного полотна заготовок, из которых затем выполняются контейнерные заготовки, поскольку получающийся рулон будет иметь одинаковую наматываемость по всей своей ширине. Такая одинаковая наматываемость представляется важной для предотвращения изгибов, которые могут затруднить его правильное размещение в упаковочных машинах. Такая одинаковая наматываемость к тому же означает, что рулоны заготовок можно спокойно хранить в лежачем положении. Это представляет значительную разницу по сравнению с контейнерными заготовками, выполненными согласно предшествующему уровню техники, который включает как участки с четырьмя слоями материала, так и участки с двумя слоями материала, и в результате чего получается очень неоднородная наматываемость. Кроме того, рулон определенного диаметра может вместить примерно в два раза больше контейнерных заготовок, чем рулон такого же диаметра, содержащий обычные контейнерные заготовки.
Панельные участки могут быть представлены листом, согнутым один раз. Этот лист, который в предпочтительном варианте представляет собой непрерывное полотно материала, сгибается один раз (V-образно), образуя таким образом центральную линию сгиба. Этот лист имеет ободки, из которых данный сгиб составляет один ободок и которые вместе образуют данные панельные участки. Другими словами, два панельных участка формируются на каждой стороне сгиба. Следует заметить, что в условиях промышленного производства значительно быстрее выполнить однократное сгибание листа, чем сгибать этот лист W-образно. Это приводит к самой большой экономии затрат.
Панельные участки могут также быть представлены в виде двух отдельных листов. Эти два листа, которые предпочтительно состоят из двух отдельных полотен материала, соединяемых вместе, являются плоскими и примыкают друг к другу. Эти листы имеют ободки, которые все вместе образуют данные панельные участки.
Предпочтительно указанные ободки образуют, по меньшей мере, один угол. В процессе подготовки заготовки контейнера для образования контейнера операция сгиба происходит фактически для формирования донной поверхности данного контейнера. Такая операция требует сгиба, по меньшей мере, одного углового участка, чтобы образовать призматическую донную поверхность.
Предпочтительно заготовка контейнера содержит на своем первом концевом участке бигованные линии. Бигованные линии облегчают процесс сгиба, одновременно обеспечивая более четкую форму донной поверхности, что, в свою очередь, делает контейнер более устойчивым и эстетически более привлекательным.
Предпочтительно также указанное отделение является стерильным. При закрытом отделении стерильность сохраняется до тех пор, пока отделение не откроют для наполнения предназначенным содержимым, когда из заготовки контейнера формируют контейнер.
Предпочтительно также ободок на втором концевом участке образует канал для заполнения. Второй концевой участок может быть образован, например, на конце, противоположном первому концевому участку. Канал для заполнения предназначен для облегчения операции заполнения. Этот канал для заполнения может также использоваться как сливное отверстие открытого контейнера.
Для непрерывного производства контейнерных заготовок и также дальнейших операций с этими контейнерными заготовками предпочтительно отдельная заготовка контейнера представляет собой один составляющий элемент в целом ряду взаимно соединенных контейнерных заготовок. Такое непрерывное полотно заготовок может быть представлено в виде рулона, который легко обрабатывать и транспортировать. Кроме того, обработка контейнерных заготовок упрощается в машине, которая позже используется для операции по выполнению полностью образованных контейнеров из контейнерных заготовок.
Согласно другому объекту настоящее изобретение относится к способу производства контейнера из заготовки контейнера, имеющей признаки, заявленные в п.п.1-8 формулы изобретения, которые включают стадии: выполнения отверстия, сообщающего отделение с окружающей средой; заполнения отделения через указанное отверстие содержимым, после чего это отверстие запечатывается; сгибания указанного углового участка, расположенного на концевом участке данной заготовки контейнера, чтобы образовать донную поверхность; и фиксации указанного загнутого углового участка.
Предпочтительно указанный загнутый угловой участок прикреплен к указанной донной поверхности. Такое прикрепление в предпочтительном варианте осуществляется клеем горячего расплава.
Согласно другому объекту изобретения предлагается контейнер, который характеризуется тем, что он имеет два панельных участка, которые выполнены из гибкого упаковочного материала и которые ограничены ободками, вдоль которых панельные участки взаимно соединены, задействуя при этом, по меньшей мере, часть указанных ободков, при этом они взаимно соединены запечатыванием на соединительном участке, и эти два панельных участка, составляющие в первой секции концевой участок, сгибаются, чтобы образовать донную поверхность.
Благодаря такому конструктивному решению общая толщина материала в том месте, где соединяются ободки данных панельных участков, является одинаковой по всему соединительному участку, что означает, что риск возникновения дефектов в соединении может быть уменьшен или полностью устранен. Если соединение выполняется сваркой, то на всем соединительном участке могут использоваться одинаковые параметры, такие как длительность сварки, мощность и давление, в результате чего можно без труда эксплуатировать в оптимальном режиме как эти параметры, так и сварочные инструменты.
Когда количество слоев материала на соединительном участке является одинаковым по всей поверхности заготовки контейнера, а образующая дно площадь контейнера уполовинена по сравнению с контейнерами предшествующего уровня техники, то рулон с такими заготовками имеет примерно в два раза большее количество контейнерных заготовок. В результате количество остановок оборудования для смены рулонов в процессе производства может быть уменьшено наполовину. Это сокращает стоимость каждой единицы контейнера.
Причем существующие машины, предназначенные для производства контейнеров уровня техники, после незначительной реконструкции могут быть задействованы в данном случае.
Предпочтительно панельные участки в первой указанной секции содержат бигованные линии. Эти бигованные линии способствуют приданию донной поверхности болей четкой формы, что делает контейнер более устойчивым и эстетически более привлекательным. Эти бигованные линии также облегчают операцию сгиба, которая требуется для выполнения донной поверхности.
Предпочтительно донная поверхность является прямоугольной. Однако понятно, что при желании донной поверхности может быть придана при сгибании призматическая форма. Под призматической формой подразумевается двухмерная форма с углами.
Предпочтительно панельные участки при сгибании образуют клапаны, прикрепляемые к указанной донной поверхности.
Такой контейнер может дополнительно включать ручку в виде газонаполненной трубки. Эта ручка предпочтительно выполняется вдоль одной стороны контейнера и образует при ее наполнении газом валик, который удобно брать в руку и который одновременно придает контейнеру жесткость.
Кроме того, эти два панельных участка могут на второй своей секции образовать противоположные боковые стенки, то есть эти боковые стенки могут быть взаимно соединены с образованием закрытого мешкообразного отделения с помощью согнутой донной поверхности. Эта вторая секция также может в предпочтительном варианте содержать средство для образования отверстия, которое, например, может состоять из отрываемого элемента или иметь отверстие, снабженное пробкой. Средство для образования отверстия в виде отрываемого элемента легче всего выполнять на угловом участке, где образуется выливное отверстие в виде носика.
В соответствии с другим объектом настоящее изобретение относится к способу производства контейнерных заготовок, включающему стадии обеспечения двух плоских панельных участков, примыкающих друг к другу, выполненных из гибкого упаковочного материала и ограниченных ободками, причем эти ободки образуют, по меньшей мере, один угол этих панельных участков; и ограничения закрытого отделения соединением этих панельных участков вдоль указанных ободков.
Настоящее изобретение будет далее описано более подробно на примере выполнения предпочтительного в настоящее время варианта со ссылкой на сопровождающие чертежи.
Фиг.1а и 1b - соответственно вид сбоку и вид снизу контейнера по изобретению.
Фиг.2 - схематичный вид заготовки по изобретению.
Фиг.3a-3d - схематичные виды стадий изготовления заготовки по изобретению.
Фиг.4a-4d - схематичные виды стадий изготовления контейнера из заготовки.
Фиг.1а и 1b показывают контейнер 1 по изобретению. Контейнер 1 показан в закрытом состоянии и заполненным жидким содержимым. Контейнер 1, в частности, предназначен для жидких пищевых продуктов, таких как молоко, вода, сок или вино. Разумеется, контейнер 1 может также использоваться для нетекучих продуктов и продуктов, не относящихся к пище.
Контейнер 1 является контейнером сжимаемого типа, то есть его объем зависит от относительного положения его боковых стенок, что означает, что объем этого отделения зависит от степени ее заполнения. Контейнер 1 включает два гибких панельных участка 2, которые образуют боковые стенки 3 данного контейнера. Каждый панельный участок 2 ограничен ободками 4. Эти панельные участки взаимно соединены по соединительным участкам 5, проходящим вдоль указанного ободка 4, для образования закрытого отделения 6. Панельные участки 2 предпочтительно взаимно соединены при помощи сварки по соединительным участкам 5.
Эти два плоских панельных участка 2 образуют первую секцию 7, которая составляет концевой участок 26. На этом концевом участке 26, который в показанном варианте составляет нижнюю часть контейнера 1, два противоположных угловых участка 8, принадлежащих двум панельным участкам 2, поперечно загнуты относительного соединительного участка 5, образуя таким образом донную поверхность 9 контейнера 1. Донная поверхность 9 простирается в плоскости поперечно продольной оси L контейнера 1. Как показано, донная поверхность 9, образованная с помощью загнутых участков, может в соответствии с типом используемого материала и его толщиной быть ограниченной бигованными линиями (линиями сгиба) 10. Бигованные линии 10 в предпочтительном варианте также выполняют для образования клапанов 11, получаемых при сгибании угловых участков 8. Клапаны 11 сгибаются в направлении донной поверхности 9 и к ней же прикрепляются клеем горячего расплава. Понятно, что клапаны 11 могут с таким же успехом отгибаться наружу в направлении боковых стенок 3 контейнера 1 и прикрепляться к ним или же располагаться каким-то другим образом.
Контейнер 1, показанный на фиг.1а и 1b, дополнительно имеет концевой участок 14 во второй секции 12. На этом втором концевом участке 14 контейнер 1 имеет угловой участок 15, который приспособлен для удаления, например, отрезанием или отрыванием, чтобы открыть контейнер 1. В результате этой операции у контейнера образуется носик.
В показанном варианте панельные участки 2 во второй секции 12 образуют противоположные боковые стенки, которые взаимно соединены по периферии.
Контейнер 1 имеет наполненный газом канал 13 на соединительном участке 5, проходящем вдоль одной стороны второй секции 12. Наполненный газом канал 13 выполнен в форме ручки-валика, за которую удобно браться. Этот наполненный газом канал 13 также придает контейнеру 1 жесткость.
Контейнер 1 предпочтительно выполняется из материала, включающего минеральный наполнитель, и в качестве связующего материала - полиолефин. Минеральный наполнитель предпочтительно представлен мелом (карбонатом кальция).
Контейнер 1, как описано выше, выполняется из заготовки контейнера 16, которая будет подробно описана ниже со ссылкой на фиг.2 и 3a-3d. Заготовка контейнера 16 может включать два плоских панельных участка 2, которые примыкают друг к другу и выполняются соединением двух отдельных полотен материала 17 или листов, см. фиг.3a, или в альтернативном варианте включает два плоских панельных участка 2 или листа, которые примыкают друг к другу и выполняются при однократном сгибе полотна материала 17 (V-образно), см. фиг.3a'. Получающийся в результате сгиб 18 образует таким образом ободок 4. На фиг.1b сгиб 18 предпочтительно выполняется на первом концевом участке 26 заготовки контейнера 16, то есть так, что сгиб 18 в завершенном контейнере 1 находится на донной поверхности 9 этого контейнера.
Таким образом, эти два панельных участка 2 взаимно соединяют вдоль своих ободков 4 для образования закрытого отделения 6, причем ободки 4 образуют с внешней стороны контур заготовки контейнера 16. Это соединение может также выполняться либо комбинированной операцией, включающей сгибание и сварку, либо только сваркой. Сварка является предпочтительным способом соединения, так как это быстрый и легкий процесс. Однако положительным является то, что может, например, применяться и склеивание.
На фиг.2 эти два панельных участка 2 образуют с помощью своих ободков 4 практически прямоугольную фигуру на показанной заготовке контейнера 16, чья геометрия представлена передней граничной линией 19, задней граничной линией 20, верхней граничной линией 21 и нижней граничной линией 22.
Задняя граничная линия 20, то есть граничная линия той стороны, которая предназначена для образования поверхности ручного захвата в завершенном контейнере 1, вместе с промежуточной граничной линией 23 образует канал 13', предназначенный для заполнения газом. Передняя граничная линия 19 соединяется с задней граничной линией 20, верхней граничной линией 21 и нижней граничной линией 22 соответственно. Верхняя граничная линия 21 выполнена таким образом, чтобы полностью или частично отделяться перед заполнением заготовки контейнера 16, чтобы затем быть снова образованной для запечатывания после заполнения. Переход между передней граничной линией 19 и верхней граничной линией 21 образует угловой участок 15, который должен удаляться для открытия контейнера 1 так, чтобы образовать носик. Чтобы облегчить это отделение, на заготовке контейнера 16 может быть выполнена специальная линия отрыва (не показана).
Нижняя граничная линия 22 и промежуточная нижняя граничная линия 24 вместе с нижними частями передней граничной линии 19 и задней граничной линии 20 соответственно образуют область, которая при сгибании предназначена для образования донной поверхности 9 полностью завершенного контейнера 1. Донная поверхность 9 была описана выше при описании контейнера 1 и наглядно показана на фиг.1b.
Как видно на фиг.2, линии пересечения A, B, C, D между задней граничной линией 20, верхней граничной линией 21, передней граничной линией 19 и промежуточной нижней граничной линией 24 составляют угловые участки параллелограмма, имеющего угол наклона α относительно продольной оси L заготовки контейнера 16. В этом параллелограмме передняя граничная линия 19 образует такой угол, который является острым относительно промежуточной нижней граничной линии 24. Таким образом, передняя граничная линия 19, верхняя граничная линия 21, промежуточная граничная линия 23 и промежуточная нижняя граничная линия 24 образуют центральный участок 25 отделения 6, имеющий форму, по существу, симметричного усеченного конуса. Угол α в комбинации с формой усеченного конуса не дает возможности контейнеру 1, выполненному из заготовки контейнера 16, наклониться вперед благодаря смещенному центру тяжести. Поскольку уменьшена возможность наклона, также уменьшается любой риск перегиба контейнера 1 вдоль передней граничной линии 19, как это видно на фиг 1а. Выбранное значение угла α зависит от таких параметров, как высота, ширина и жесткость материала, из которого изготовлен контейнер, поэтому представляется трудным привести конкретную величину этого угла. Другим важным фактором для выбора величины угла является геометрическое сечение отделения 6, которая образована панельными участками 2 и донной поверхностью 9 соответственно при заполненном состоянии контейнера 1.
Чтобы облегчить указанное сгибание для обеспечения донной поверхности 9, равно как и для уменьшения напряжения материала, вызванного сгибанием, первый концевой участок 26 может включать бигованные линии 10. Бигованные линии 10 могут быть выполнены по некоторым или по всем линиям, предназначенным для сгибания.
Заготовка контейнера 16, показанная на фиг.2, предназначена для производства контейнера 1 с прямоугольной донной поверхностью 9.
Далее со ссылкой на фиг.3a-d будет описан способ производства заготовки контейнера 16.
Начиная с фиг.3d, контейнерные заготовки производятся предпочтительно в виде непрерывного полотна заготовок 27, включающего большое количество контейнерных заготовок 16, которые расположены друг за другом и свернуты в рулон 28 для дальнейшей обработки. Контейнерные заготовки 16 могут, конечно, также выполняться одна за другой из материала, представленного в виде листов.
Непрерывное полотно заготовок 27 может быть выполнено либо из двух отдельных полотен материала 17, как показано на фиг.3a, которые соединяют вместе, чтобы образовать два плоских полотна материала, примыкающих друг к другу, либо, как это показано на фиг.3a', однократным сгибанием непрерывного полотна материала 17 с образованием центрального продольного сгиба 18.
Полотно заготовок 27 подается на место обработки, см. фиг.3b, где с помощью сварочной операции 29, или в альтернативном варианте с помощью операции склеивания, два полотна материала 17 соединяют вместе. Это соединение проходит вдоль геометрических линий, соответствующих внешнему контуру, то есть по ободкам 4 заготовки контейнера 16, это означает, что каждая заготовка контейнера 16 будет теперь включать два плоских панельных участка 2, примыкающие друг к другу и ограниченные ободками 4.
Ободки 4 в результате сварки образуют закрытое отделение 6 в каждой заготовке контейнера 16. Это означает, что отделение 6 будет стерильным при производстве заготовки контейнера 16 и что эта стерильность будет сохраняться до тех пор, пока контейнерные заготовки 16 не откроют перед заполнением, чтобы образовать контейнер 1.
Ободки 4 придают заготовке контейнера 16 такой контур, что при этом образуется, по меньшей мере, один угловой участок 8. Фактически, для того, чтобы согнуть контейнерную заготовку 16 для образования указанной донной поверхности 9, требуется, по меньшей мере, один угловой участок 8.
На фиг.3c бигованные линии 10 удобно расположены на панельных участках вдоль некоторых или всех линий сгиба, которые выполнены так, чтобы при последующих сгибах образовать донную поверхность 9. На фиг.3c бигованные линии 10 выполнены отдельной операцией после сварки. Однако понятно, что бигованные линии 10 могут быть выполнены до или после сварки, или в альтернативном варианте на том же оборудовании, которое используется для сварки. Бигованные линии могут даже быть выполнены заранее на полотно или полотнах материала, который используется для производства контейнерных заготовок. Эту операцию можно также и не выполнять.
На фиг.3d теперь законченное непрерывное полотно заготовок 27 свертывается в рулон 28. Поскольку каждая заготовка контейнера 16 включает только два слоя материала, то рулон 28 будет иметь одинаковую наматываемость по всей своей ширине. Однако понятно, что толщина материала в месте над сваренными ободками будет немного меньше, но эта разница является неизбежной и незначительной. Одинаковая наматываемость означает, что рулоны 28 могут быть складированы без проблем.
В связи со свертыванием полотна заготовок в рулон лишний материал, то есть материал, выходящий за ободки, может быть срезан вырубным оборудованием. Конечно, такую вырубку можно также выполнить ранее или в процессе подготовки образования контейнеров 1.
Образованное полотно заготовок 27 может, конечно, быть также сразу направлено в машину для непосредственного производства контейнеров вместо того, чтобы свертывать изготовленное полотно в рулон 28.
Теперь со ссылкой на фиг.4a-4d будет описан способ производства контейнера 1 из описанной выше заготовки контейнера 16.
На фиг.4a полотно заготовок 27 с контейнерными заготовками 16 подается в стерильное помещение 30, где заготовка контейнера 16 открывается предпочтительно вдоль верхней граничной линии 21, в результате чего отделение 6 сообщается с окружающей средой. Затем через отверстие вставляется наполняющий мундштук 31, после чего заготовка контейнера 16 заполняется предназначенным содержимым и наконец снова запечатывается. Указанное отверстие может быть выполнено в наполнительном канале (не показано) на втором концевом участке 14 заготовки контейнера. В связи с этой операцией канал 13', предназначенный для заполнения газом, предпочтительно заполняется газом через схематично обозначенный мундштук 32.
После заполнения заготовка контейнера 16 будет напоминать заполненный мешок 33, см. фиг.4c.
В зависимости от того, как сконструировано используемое оборудование, понятно, что до или после заполнения оно может отделять друг от друга отдельные контейнерные заготовки, и в этом случае они обрабатываются одна за другой. Предпочтительно, чтобы это отделение происходило до заполнения.
Заполненный мешок 33 передается на новое место обработки (не показано), где этот мешок первоначально сжимается, чтобы выдавить содержимое из первого концевого участка 26, который при завершенном виде контейнера предназначен для образования донной поверхности 9.
Затем угловые участки 8 сгибаются, чтобы образовать донную поверхность 9. Таким образом, угловые участки 8 образуют клапаны 11, которые можно загнуть или под донную поверхность 9, или вверх, к боковым стенкам 3 контейнера 1. Чтобы облегчить сгибание и чтобы донная поверхность 9 имела более четкую геометрическую форму, предпочтительно, чтобы заготовка контейнера 16 включала описанные выше бигованные линии 10.
И, наконец, загнутые клапаны 11 прикрепляются, как показано на примере, к донной поверхности 9. Эти клапаны также могут быть прикреплены другим способом или к другой поверхности. Представляется удобным осуществлять прикрепление клеем горячего расплава.
В результате выполнения описанных выше стадий получен полностью готовый контейнер 1.
Если заготовка контейнера 16 включает упомянутые выше дополнительные каналы (не показано), которые интегрированы в двойные стенки панельных участков 2, то они наполняются газом по возможности вместе с операцией заполнения отделения содержимым или, в альтернативном варианте, вместе с операцией повторного запечатывания после завершения заполнения, или же вместе с заполнением газом канала 13' для возможного образования ручки.
Следует оценить тот факт, что указанное сгибание донной поверхности 9 может выполняться до заполнения заготовки контейнера 16 предназначенным содержимым. Однако преимущество сгибания заготовки контейнера 16, находящейся в заполненном состоянии, состоит в том, что ее боковые стенки 3 отделены друг от друга содержимым, облегчая таким образом процесс сгибания.
Хотя выше приведено описание заготовки контейнера и способов производства контейнера из такой заготовки, следует понимать, что настоящее изобретение не ограничено приведенными здесь вариантами и стадиями способа производства. Возможны различные модификации и варианты, поэтому объем настоящего изобретения определяется исключительно формулой изобретения.
Заготовка имеет два плоских панельных участка, которые выполнены из гибкого упаковочного материала и примыкают друг к другу. При этом панельные участки ограничены ободком, вдоль которого они взаимно соединены для образования закрытого отделения. Причем заготовка контейнера имеет первый концевой участок, который выполнен таким образом, чтобы позволить сгибание внутрь по меньшей мере одного углового участка заготовки контейнера для образования донной поверхности в связи с заполнением заготовки контейнера. Заявленное изобретение также относится к способу производства контейнера из вышеуказанной заготовки. Предложенное изобретение обеспечивает создание картонной заготовки, которая может выполняться и поставляться в виде рулона с одинаковой наматываемостью по всей его ширине, при этом задействуя одинаковые сварочные параметры вдоль всего соединительного участка, обеспечивая при этом надежное соединение по шву. Кроме того, изобретение обеспечивает получение заготовки на существующем оборудовании, при его незначительной реконструкции, а также обеспечивает производство заготовки и получение контейнера по низкой цене. 2 н. и 9 з.п. ф-лы, 12 ил.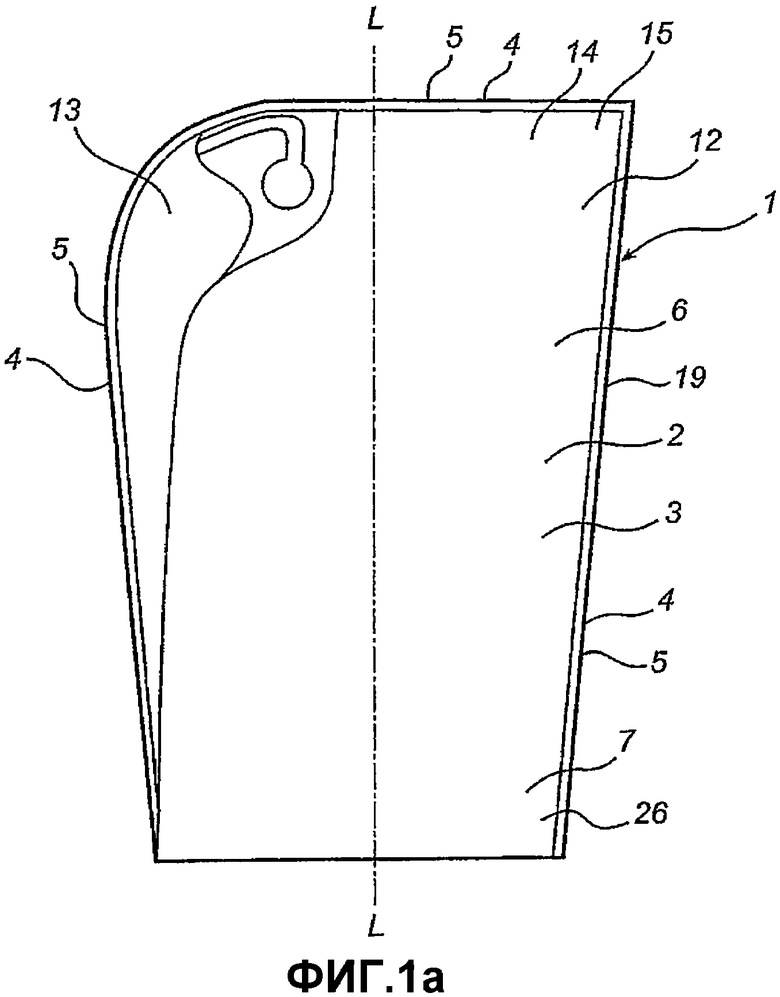
1. Заготовка контейнера, отличающаяся тем, что она имеет два плоских панельных участка (2), примыкающих друг к другу, выполненных из гибкого упаковочного материала и ограниченных, каждый, ободком (4), вдоль которого панельные участки (2) взаимно соединяют для образования закрытого отделения (6), при этом заготовка контейнера (16) имеет первый концевой участок (26), который выполнен таким образом, чтобы позволить сгибание внутрь по меньшей мере одного углового участка (8) заготовки контейнера (16) для образования донной поверхности (9) в связи с заполнением заготовки контейнера (16) для получения контейнера (1).
2. Заготовка контейнера по п.1, в которой панельные участки (2) обеспечены из один раз согнутого листа.
3. Заготовка контейнера по п.1, в которой панельные участки (2) обеспечены в виде двух отдельных листов.
4. Заготовка контейнера по п.1, в которой указанные ободки (4) образуют, по меньшей мере, один угол.
5. Заготовка контейнера по п.1, в которой первый указанный концевой участок (26) содержит бигованные линии (10).
6. Заготовка контейнера по п.1, в которой указанное отделение (6) является стерильным.
7. Заготовка контейнера по п.1, в котором ободок (4) на втором концевом участке (14) образует наполняющий канал.
8. Заготовка контейнера по п.1, которая выполнена как одна в ряду взаимно соединенных заготовок (16) контейнеров, образующем рулон (28).
9. Способ производства контейнера из заготовки (16) по любому из пп.1-8, предусматривающий стадии:
выполнения отверстия, сообщающего отделение (6) с окружающей средой;
заполнения этого отделения (6) содержимым через указанное отверстие, а затем запечатывания этого отверстия;
сгибания указанного углового участка (8), расположенного на концевом участке (26) заготовки (16), для образования донной поверхности (9); и
прикрепления указанного загнутого углового участка (8).
10. Способ по п.9, в котором указанный загнутый угловой участок (8) прикреплен к указанной донной поверхности (9).
11. Способ по п.9, в котором указанный загнутый угловой участок (8) прикреплен клеем горячего расплава.
| WO 03018418 А, 06.03.2003 | |||
| Устройство для зарядки накопительного конденсатора | 1979 |
|
SU864508A1 |
| JP 2002284200 A, 03.10.2002 | |||
| ГИБКИЙ КОНТЕЙНЕР ДЛЯ ПАРЕНТЕРАЛЬНЫХ ЖИДКОСТЕЙ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2183446C2 |
| JP 2003002339 A, 08.01.2003. | |||

