Изобретение относится к электротехнике, в частности к электрическим изоляторам.
Известны два способа формирования защитной оболочки полимерного изолятора: пореберная сборка («шашлычный» способ), когда на стеклопластиковый стержень или трубу, для защиты от атмосферных воздействий, нанизываются и приклеиваются ребра, выполненные из гидрофобного электроизолирующего материала, и способ формирования цельнолитой оболочки, когда стеклопластиковый стержень или труба помещаются в пресс-форму и заливаются гидрофобным электроизолирующим материалом с последующей высокотемпературной вулканизацией. Информация об этом нашла отражение в следующих источниках:
1. Сборник докладов Международного Научно-технического семинара «Современные методы оценки технического состояния и способы повышения надежности ВЛ и оборудования подстанций», 27-31 октября 2003 г., г.Москва.
- В.А.Аксенов, В.Р.Шеленберг «Анализ опыта эксплуатации линейных полимерных изоляторов в энергосистемах СНГ и разработка новых конструкций и технологий производства изоляторов для ВЛ 0,4-750 кВ».
- В.З.Трифонов, В.В.Годулян и др. «Полимерные изоляторы в России. Производство, результаты испытаний, опыт эксплуатации».
- Ю.Н.Шумилов «О внедрении новых технологий при серийном производстве полимерных изоляторов».
2. Сборник докладов Международной Научно-технической конференции «Подвесные и опорные полимерные изоляторы: производство, технические требования, методы испытаний, опыт эксплуатации, диагностика», 4-9 октября 2004 г., г.Санкт-Петербург.
- А.Б.Злаказов, Ким Ен Дар и др. «Опыт эксплуатации полимерных изоляторов разработки НИИВН, Украина, г.Славянок, стр.91.
3. Г.Н.Александров «Стеклопластиковая изоляция линий электропередачи», Кишинев, 1983 г., стр.17.
4. Г.Н.Александров «Проектирование линий электропередачи сверхвысокого напряжения», С-Петербург, 1993 г., стр.278.
Однако указанные способы имеют ряд недостатков.
При пореберной сборке существует вероятность некачественной склейки ребер между собой в результате ручной сборки, что может привести к проникновению влаги внутрь защитной оболочки к стеклопластиковому стержню и, как следствие, к пробою изолятора.
При формировании цельнолитой оболочки гидрофобный электроизолирующий материал в процессе высокотемпературной вулканизации подвергается усадке, а так как усадка всегда происходит к середине толщины материала, то в результате защитная оболочка на некоторых участках может отрываться от стеклопластикового стержня или трубы, что может привести в дальнейшем к проникновению влаги внутрь защитной оболочки и, как следствие, к пробою изолятора. Невозможность получить конусные ребра с оптимальным углом наклона 30 градусов на защитной оболочке при таком способе формирования ухудшает электрические характеристики изолятора. Кроме того, стеклопластиковый стержень или труба подвергаются воздействию высокой температуры, что отрицательно сказывается на их качестве. Формирование цельнолитой оболочки предполагает также жесткие допуски на прямолинейность и овальность стержня или трубы, что приводит к удорожанию их изготовления. При значительной кривизне и овальности стержня или трубы толщина оболочки может оказаться в некоторых местах меньше допустимой.
При обоих способах формирования расстояние между ребрами защитной оболочки определяют конструктивные параметры пресс-форм, что делает невозможным изменение длины пути утечки без изменения конструкции пресс-форм, следовательно, для того чтобы обеспечить четыре зоны загрязнения и соответствующие им длины пути утечки, предусмотренные ГОСТ 9920-89, необходимо иметь четыре набора пресс-форм.
Цель изобретения - повышение надежности и экономичности полимерных изоляторов.
В предлагаемом способе формирования защитной оболочки на стержень или трубу из электроизолирующего материала надевается и приклеивается при обычной комнатной температуре трубка (шланг) из гидрофобного электроизолирующего материала, которая может быть выполнена стандартным промышленным способом, например, как обычный поливочный шланг. Для формирования длины пути утечки изолятора на трубку (шланг) наклеиваются ребра, количество которых варьируется в зависимости от требуемой длины пути утечки, а качество их приклеивания не оказывает существенного влияния на электрические пробивные характеристики изолятора.
Предлагаемый способ не только устраняет недостатки пореберной сборки и способа формирования цельнолитой оболочки, но и является более технологичным и дешевым.
На фиг.1а, 1б, 1в изображен полимерный стержневой изолятор, состоящий из электроизолирующего стержня 1, несущего механическую и электрическую нагрузки, защитной оболочки 2, наклеенной на электроизолирующий стержень 1, ребер 3, формирующих длину пути утечки изолятора и оконцевателей 4.
На фиг.1а показана защитная оболочка изолятора, сформированная по предлагаемому способу. Здесь: 2 - трубка (шланг) надетая и приклеенная на стеклопластиковый стержень; 3 - ребра, наклеенные на трубку (шланг) с заданным интервалом и формирующие длину пути утечки.
На фиг.1б показана защитная оболочка изолятора, сформированная способом пореберной сборки («шашлычным» способом). Здесь: 2 - ребра, имеющие втулочную часть, которая защищает стеклопластиковый стержень от атмосферных воздействий, и конусную часть, которая формирует длину пути утечки. Ребра надеты на стеклопластиковый стержень и приклеены к нему.
На фиг.1в показана цельнолитая защитная оболочка 2 с ребрами, сформированная путем заливки на стеклопластиковый стержень гидрофобного электроизолирующего материала в специальной пресс-форме.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРИЧЕСКИЙ ПОЛИМЕРНЫЙ ИЗОЛЯТОР-ГАСИТЕЛЬ КОЛЕБАНИЙ ПРОВОДОВ | 2009 |
|
RU2385511C1 |
| ПОЛИМЕРНЫЙ ИЗОЛЯТОР И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2233492C2 |
| ОПОРНЫЙ ПОЛИМЕРНЫЙ ИЗОЛЯТОР | 2007 |
|
RU2321912C1 |
| ОПОРНЫЙ ПОЛИМЕРНЫЙ ИЗОЛЯТОР ПОВЫШЕННОЙ НАДЕЖНОСТИ | 2006 |
|
RU2319242C1 |
| ПОЛИМЕРНЫЙ СТЕРЖНЕВОЙ ИЗОЛЯТОР | 2000 |
|
RU2172994C1 |
| ПОЛИМЕРНЫЙ ПОДВЕСНОЙ ИЗОЛЯТОР | 2014 |
|
RU2581850C1 |
| ПОДВЕСНОЙ ПОЛИМЕРНЫЙ ИЗОЛЯТОР | 2012 |
|
RU2550807C2 |
| Гибридный опорно-стержневой изолятор | 2022 |
|
RU2798212C1 |
| ОПОРНО-СТЕРЖНЕВОЙ ПОЛИМЕРНЫЙ ИЗОЛЯТОР С ЗАМКОВЫМ СОЕДИНЕНИЕМ ЕГО СОСТАВНЫХ ЭЛЕМЕНТОВ | 2018 |
|
RU2705216C1 |
| ШТЫРЕВОЙ КРЕМНИЙОРГАНИЧЕСКИЙ ИЗОЛЯТОР И СПОСОБ ЕГО КРЕПЛЕНИЯ НА ТРАВЕРСУ | 2006 |
|
RU2323495C1 |
Изобретение относится к электротехнике, в частности к электрическим изоляторам. Способ формирования защитной оболочки полимерного изолятора относится к области электротехники. Техническим результатом является повышение надежности и экономичности полимерных изоляторов. Защитную оболочку изготавливают из двух частей: трубки (шланга), надетой на стержень или трубу из электроизолирующего материала и приклеенной к ним, и ребер, которые могут быть наклеены на трубку (шланг) с любым интервалом, что позволяет получить любую длину пути утечки. 1 ил.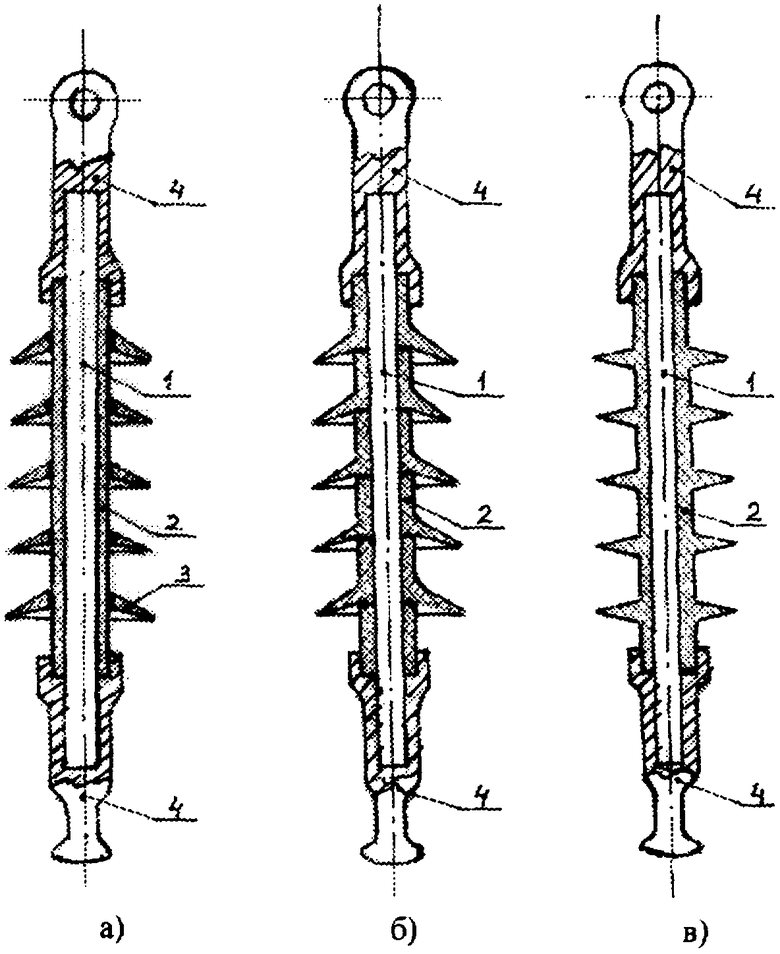
Способ формирования защитной оболочки полимерного изолятора, содержащего электроизолирующий стержень или трубу, охваченные защитной оболочкой, с присоединенными на концах оконцевателями, отличающийся тем, что защитную оболочку изготавливают из двух частей: трубки (шланга) из гидрофобного электроизолирующего материала, одетой и приклеенной на стержень или трубу, и ребер из электроизолирующего материала, приклеенных на трубку (шланг) с интервалом, обеспечивающим заданную длину пути утечки.
| ЭЛЕКТРИЧЕСКИЙ ИЗОЛЯТОР | 2001 |
|
RU2211495C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНОГО ИЗОЛЯТОРА ВЫСОКОГО НАПРЯЖЕНИЯ, СОСТАВНОЙ ИЗОЛЯТОР ВЫСОКОГО НАПРЯЖЕНИЯ, А ТАКЖЕ ПЛАСТИК ДЛЯ ПРИМЕНЕНИЯ В ТАКОМ ИЗОЛЯТОРЕ И СПОСОБ ИЗГОТОВЛЕНИЯ НЕЦИЛИНДРИЧЕСКОГО КОНСТРУКТИВНОГО ЭЛЕМЕНТА | 2001 |
|
RU2256252C2 |
| US 3819851 A, 25.06.1974 | |||
| US 4724284 A, 09.02.1988 | |||
| СПОСОБ ЗАТЯЖКИ РЕЗЬБОВОГО СОЕДИНЕНИЯ | 0 |
|
SU399641A1 |

