Данное изобретение относится в целом к панелям с рамами и изделиям для световых проемов и, более точно, к изделиям, изготовленным из профилей из термопластов, сваренных вокруг изоляционного стеклопакета, но не ограничено подобными изделиями.
Для повышения эффективности производства и уменьшения себестоимости продукции в последние годы были предприняты различные попытки создания интегрированных систем изготовления стеклопакетов/оконных рам.
Один пример, который описан в презентации, представленной на выставке InterGlass Metal 97', был создан в Германии компанией Meeth Fenester. При использовании данной производственной системы окно изготавливают из пластиковых профилей с пазами, предназначенными для оконных рам, которые собирают вокруг стеклопакета и сваривают в углах посредством использования традиционной технологии с нагревательной плитой. Во время процесса сборки стеклопакет удерживают в заданном положении посредством валика из термоплавкого безрастворного бутилового клея, который размещают центрально в пазе рамы. Затем наносят два штапика из силиконового термореактивного герметика для остекления в двух зазорах с обеих сторон стеклопакета. После сборки окна хранят в контейнере для грузовика-контейнеровоза, готовом для погрузки, и контейнеры для грузовиков-контейнеровозов оставляют установленными вне фабрики в течение нескольких часов, в течение которых двухкомпонентный силиконовый герметик отверждается. У производственных систем компании Meeth имеются четыре основных недостатка. Во-первых, из-за наличия валика из бутилового клея паз для остекления не может быть осушен, и это создает возможные проблемы, связанные с долговечностью стеклопакетов. Во-вторых, обычная сварка с использованием нагревательной плиты представляет собой медленный процесс, который усложнен из-за необходимости удаления углового грата. В-третьих, узлы со скользящими рамами нельзя отгрузить до тех пор, пока двухкомпонентный термореактивный герметик не затвердеет полностью. В-четвертых, производство, предложенное компанией Meeth, представляет собой в значительной степени ручной процесс с ручной загрузкой отдельных профилей рам в сварочные зажимные приспособления и ручным нанесением штапиков из герметика.
Второй пример интегрированной системы производства стеклопакетов/оконных рам описан в патенте США 5622017, выданном на имя Lynn и др. и переуступленном Andersen Corporation. Как и в случае системы компании Meeth, окно, производимое компанией Andersen, также изготавливают из пластиковых рамных профилей с пазами, которые собирают вокруг стеклопакета и сваривают в углах посредством использования традиционной технологии с применением нагревательной плиты. По сравнению с системой Meeth профиль, производимый компаний Andersen, включает в себя обычные пластиковые ребра для остекления на одной стороне рамного профиля с пазом. Конструкционный (монтажный) термореактивный герметик затем наносят на одну сторону стеклопакета, и обеспечивают возможность затвердевания одного штапика из герметика для остекления. Поскольку стеклопакет не удерживается в заданном положении, рамный подузел нельзя перемещать в течение нескольких часов до тех пор, пока герметик не затвердеет. Кроме того, стеклопакет невозможно точно сцентрировать в профиле с пазом, и, таким образом, процесс нанесения герметика невозможно легко автоматизировать.
Как описано в патенте США 5902657, выданном на имя Hanson и др., рамные профили с пазами могут быть соединены в углах посредством использования сварки трением с подвижной U-образной металлической пластиной, которая быстро перемещается взад и вперед, обеспечивая расплавление пластика в месте соединения поверхностей контакта. Как и в случае традиционной сварки с использованием нагревательной плиты, металлическую пластину затем удаляют, и сопрягающиеся концы рамных профилей затем поджимают друг к другу. С точки зрения перспективы практической реализации данное решение трудно реализовать, поскольку при удалении металлической пластины расплавленный пластик также удаляется, что приводит к плохому сварному узлу. Дополнительная проблема заключается в том, что стеклопакет удерживается в заданном положении наклонными стенками пазов, и в результате существуют потенциальные проблемы разрушения стекла в углах.
Третий пример интегрированной системы производства стеклопакетов/оконных рам описан в международной заявке согласно РСТ СА02/000842 на имя Field и др. (см. фиг.21-23 в материалах настоящей заявки). В данном случае раму в сборе также получают сваркой с использованием сварки трением, но вместо использования металлической пластины применяют пластиковую ленту, которую приводят в колебательное движение взад и вперед, используя перевернутую вибрационную сварочную головку. Для избежания возможных проблем, связанных с разрушением стекла, стеклопакет изолируют от пластиковых рамных профилей с пазами, используя обычные резиновые установочные приспособления. Однако, поскольку стеклопакет удерживается в заданном положении непрочно и неточно сцентрирован, процесс нанесения герметика невозможно легко автоматизировать. Кроме того, профили необходимо вручную загружать в зажимные приспособления, и это замедляет процесс и увеличивает продолжительность производственного цикла.
В соответствии с одним аспектом настоящего изобретения разработан панельный сборный элемент с рамой, содержащий: панель; множество рамных элементов из термопласта, расположенных вдоль края указанной панели, при этом каждый рамный элемент имеет первую и вторую противоположные боковые стенки, между которыми образован паз, причем край указанной панели вставлен в паз каждого рамного элемента; при этом паз каждого рамного элемента имеет расположенные в нем проставочные средства, включающие в себя первую проставку между указанной панелью и указанной первой боковой стенкой, предназначенную для размещения указанной панели на расстоянии от указанной первой боковой стенки, и вторую проставку между указанной панелью и указанной второй боковой стенкой, предназначенную для размещения указанной панели на расстоянии от указанной второй боковой стенки, и при этом перед свариванием вместе концов указанных рамных профилей проставочные средства удерживают рамные элементы на панели.
Одна предпочтительная конструкция - это конструкция, в которой, по меньшей мере, одна из указанных первой и второй проставок расположена ниже верхней части соответствующей стенки паза для создания открытого зазора в верхней части паза между панелью и боковой стенкой для приема герметика. В данной конструкции проставки предпочтительно предусмотрены в пазе, с обеих сторон панели для центрирования панели в пазе, а также для удерживания панели в заданном положении во время процесса сборки, например во время нанесения герметика, например, отверждающегося термопластичного герметика, на обе стороны панели вдоль рамного элемента.
В данной конструкции проставки также обеспечивают упругое удерживание рамных элементов на панели, когда рамные элементы не соединены друг с другом, так что рамные элементы могут быть установлены в заданном положении и удерживаться на месте на панели перед соединением рамных элементов вместе, например, посредством сварки. Это также облегчает манипулирование сборным элементом за счет того, что обеспечивается возможность перемещения и переноса различных компонентов вместе как одного целого между сборочными станциями в производственном процессе, и, в частности, облегчает перемещение и загрузку рамных элементов в сварочную установку, так что данный процесс загрузки может быть автоматизированным, а не ручным.
Одна или обе проставки могут быть выполнены отдельно от рамного элемента или могут быть образованы за одно целое с ним. Одна или обе проставки могут содержать обособленный выступ, простирающийся в паз для входа в контакт с частью панели, расположенной рядом с ее краем. Любой из двух выступов или каждый выступ может иметь верхнюю поверхность, которая загнута вниз для входа в контакт с поверхностью панели, так что при увеличении давления, приложенного к панели посредством выступа, в случае вытягивания рамного элемента в направлении от панели будет затруднительно снять рамный элемент с панели, когда он установлен на ней.
В том случае, когда первая и вторая проставки образованы отдельно от рамных элементов, данные проставки могут быть соединены вместе с помощью третьей промежуточной проставки, которая обеспечивает размещение края панели на расстоянии от основания паза. Тем самым первая, вторая и третья проставки могут образовывать U-образную вставку, и первая и вторая проставки могут быть шарнирно присоединены к третьей проставке и могут быть выполнены за одно целое с ней. Вставка из проставок может включать в себя установочное средство, предназначенное для обеспечения установки вставки в заранее заданном боковом положении между боковыми стенками паза, что особенно предпочтительно тогда, когда вследствие производственных допусков расстояние между боковыми стенками паза превышает расстояние, необходимое для размещения вставки с определенной шириной. В одном варианте осуществления основание паза имеет наклоненные в противоположных направлениях верхние поверхности, которые наклонены поперек паза, и установочное средство включает в себя первую и вторую наклоненные в противоположных направлениях нижние поверхности третьей проставки, которые контактируют с наклонными поверхностями паза для поджима третьей проставки по направлению к заранее заданному положению внутри паза при приложении силы, например, веса панели, к третьей проставке, при этом сила направлена к основанию паза.
В одном варианте осуществления рамные элементы приварены друг к другу посредством сварки трением и предпочтительно с помощью поддающейся сварке, соединительной детали, расположенной между соседними концами рамных элементов. Соединительная деталь может представлять собой ровный плоский фланец или также может включать в себя составляющие одно целое с ней полки, которые способствуют установке рамных элементов в заданном положении в процессе сборки. В одном варианте осуществления панельный сборный элемент, заключенный в раму, включает в себя отверждающийся термопластичный герметизирующий материал вдоль места соединения между одной или обеими наружными поверхностями панели и рамным элементом. Герметизирующий материал может иметь высокую степень жесткости (высокий модуль упругости) для повышения конструкционной прочности и жесткости панельного сборного элемента, заключенного в раму. Отверждающийся термопластичный герметик может представлять собой герметик, например, на полиуретановой или силиконовой основе.
Предпочтительно, поскольку проставки обеспечивают эффективную установку и удерживание панели в заданном положении относительно них, не требуется никакого времени выдержки герметика на поверхности перед склеиванием для обеспечения возможности переустановки панели относительно соединенных рамных элементов, и не требуется никакой переустановки. Это позволяет использовать наносимый в нагретом или горячем состоянии термопластичный герметик, который охлаждается почти сразу же при его нанесении на панельный сборный элемент, так что как только процесс нанесения будет завершен, сборный элемент может быть перемещен почти сразу же на следующую стадию производства, если она имеется, для отгрузки или для хранения, в результате чего получают быстрый и более эффективный производственный процесс. В одном варианте осуществления герметик может содержать отверждающийся термопластичный герметик, который может иметь оптимальное время выдержки на поверхности перед склеиванием, составляющее 2 секунды или менее, но который после подвергания его воздействию влаги химически отверждается и приклеивается к стеклу.
В соответствии с другим аспектом настоящего изобретения предложен панельный сборный элемент, содержащий первый и второй противоположные листовые элементы; проставку между указанными листовыми элементами, обеспечивающую размещение указанных листовых элементов на расстоянии друг от друга, при этом указанная проставка содержит термопластичный герметизирующий материал и расположена вблизи от края листовых элементов; рамный элемент, имеющий паз, образованный в нем, при этом указанный край расположен в указанном пазе; и отверждающийся термопластичный герметизирующий материал, обеспечивающий приклеивание указанных листов к указанному рамному элементу.
Предпочтительно наличие отверждающегося термопластичного герметизирующего материала, который обеспечивает конструктивное сцепление листов с рамным элементом, позволяет упростить периферийное уплотнение и проставку между листовыми элементами и существенно уменьшить количество используемого материала. В одном варианте осуществления периферийное краевое уплотнение между листами остекления состоит только из термопластичной герметизирующей проставки.
В соответствии с еще одним аспектом настоящего изобретения разработан способ образования панели, заключенной в раму, включающий в себя следующие операции: (а) выполнение панели, подлежащей заключению в раму; (b) выполнение множества рамных элементов для обрамления указанной панели, при этом каждый рамный элемент имеет паз, образованный в нем для приема краевой части указанной панели, и упругое средство в указанном пазе для размещения панели на расстоянии от противоположных боковых стенок указанного паза и для упругого удерживания указанной панели в указанном пазе; (с) вставку указанной панели в паз каждого рамного элемента так, чтобы указанные рамные элементы удерживались на указанной панели с помощью указанных упругих средств; и (d) соединение концов соседних рамных элементов вместе посредством сварки. В одном варианте осуществления рамные элементы соединяют друг с другом с помощью соединительных деталей перед перемещением подузла, состоящего из рамы и панели, в сварочную установку.
В соответствии с еще одним аспектом настоящего изобретения разработан рамный элемент для панели, имеющий первую и вторую противоположные боковые стенки, между которыми образован паз для приема указанной панели; первую и вторую предварительно отформованные проставки, включающие в себя упругий материал, вставленный в указанный паз; при этом первая проставка установлена в заданном положении у указанной первой боковой стенки для размещения одной стороны указанной панели на расстоянии от указанной первой боковой стенки, и указанная вторая проставка установлена в заданном положении у указанной второй боковой стенки для размещения другой стороны указанной панели на расстоянии от указанной второй боковой стенки.
В соответствии с еще одним аспектом настоящего изобретения разработан проставочный элемент, предназначенный для использования при установке панели в пазе рамного элемента, содержащий базовую часть, предназначенную для размещения указанной панели на расстоянии от основания указанного паза; боковую часть, простирающуюся от указанной базовой части и предназначенную для размещения указанной панели на расстоянии от боковой стенки указанного паза; и выступ, выступающий от указанной боковой части для входа в контакт с лицевой поверхностью указанной панели и для упругого удерживания указанной панели в указанном рамном элементе.
В соответствии с еще одним аспектом настоящего изобретения разработан рамный элемент, содержащий первую и вторую противоположные боковые стенки, между которыми образован паз, и выступы, выступающие от каждой боковой стенки в указанный паз для упругого удерживания панели между боковыми стенками паза. В одном варианте осуществления выступы, которые выступают от каждой боковой стенки, представляют собой гибкие ребра, и в соответствии с другим вариантом осуществления луковицеобразное уплотнение также выступает от каждой боковой стенки и расположено у верхней части каждого рамного элемента с пазом.
В соответствии с еще одним аспектом настоящего изобретения разработан рамный элемент, содержащий первую и вторую противоположные боковые стенки, между которыми образован паз, при этом, по меньшей мере, одна боковая стенка имеет удлиненное углубление, образованное в ней, простирающееся вдоль паза и расположенное ниже верхней части соответствующей боковой стенки.
На фиг.1 показан выполненный с пространственным разделением элементов вертикальный вид выполненных с U-образным пазом профилей скользящей рамы подъемного окна, собранных вокруг изоляционной стеклянной панели.
На фиг.2 представлен выполненный с вертикальным разрезом вид в перспективе фрагмента выполненной с U-образным пазом скользящей рамы подъемного окна со встроенной изоляционной панелью с двойным остеклением.
На фиг.3 представлен вид в перспективе вибрационной сварочной установки для сварки одного углового шва.
На фиг.4А представлен вид в плане вибрационной сварочной установки для сварки одного углового шва с профилями, полученными экструзией и установленными в зажимных приспособлениях перед процессом сварки.
На фиг.4В представлен вид, аналогичный фиг.4А, показывающий вибрационную сварочную установку для сварки одного углового шва во время процесса сварки.
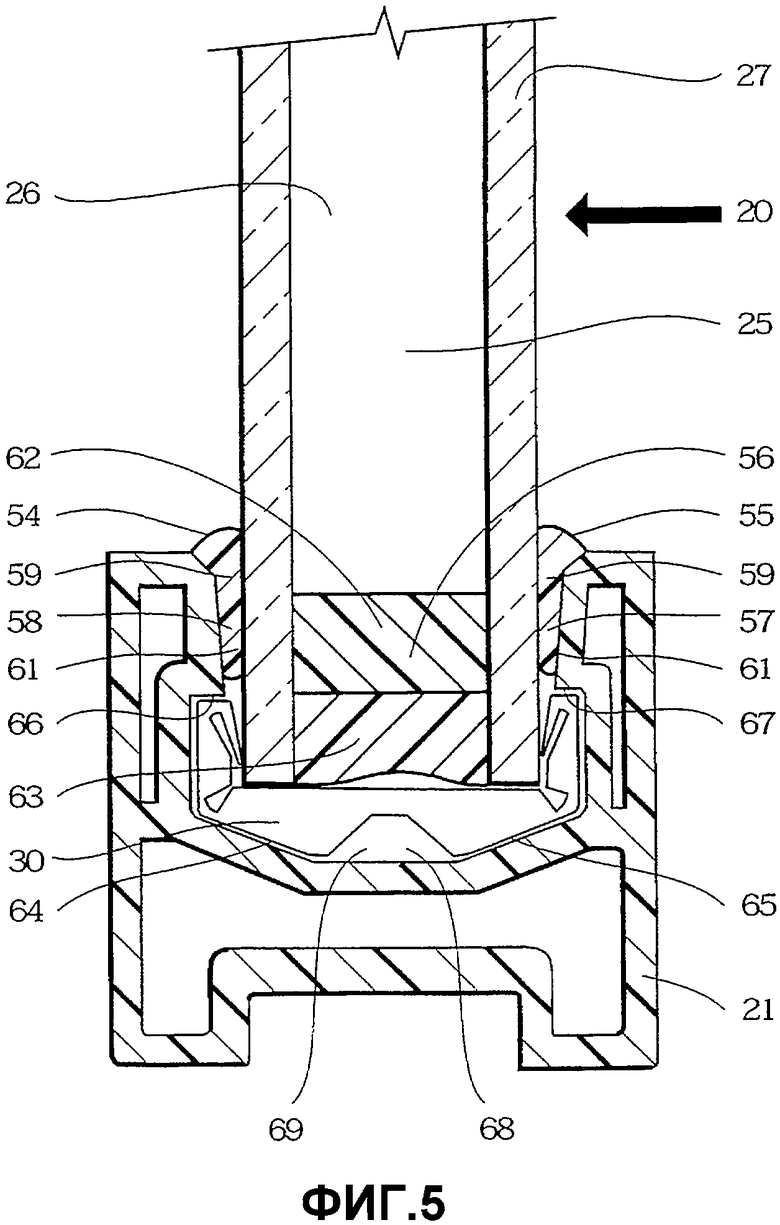
На фиг.5 показан фрагмент сечения скользящей рамы подъемного окна, в частности деталь выполненного с U-образным пазом профиля скользящей рамы подъемного окна со встроенной обычной изоляционной стеклянной панелью с двойным уплотнением, и при этом рамные профили временно удерживаются в заданном положении посредством сгибаемых каучуковых (резиновых) проставочных вставок.
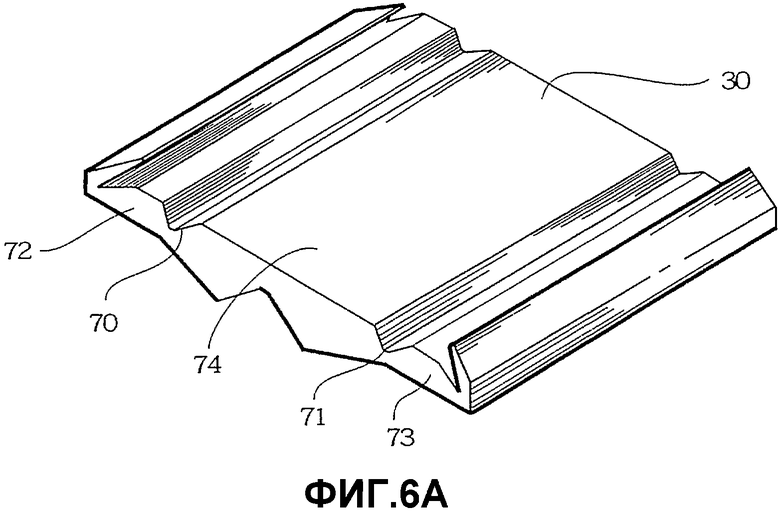
На фиг.6А представлен вид в перспективе сгибаемых каучуковых проставочных вставок перед вставкой в выполненный с U-образным пазом профиль скользящей рамы подъемного окна.
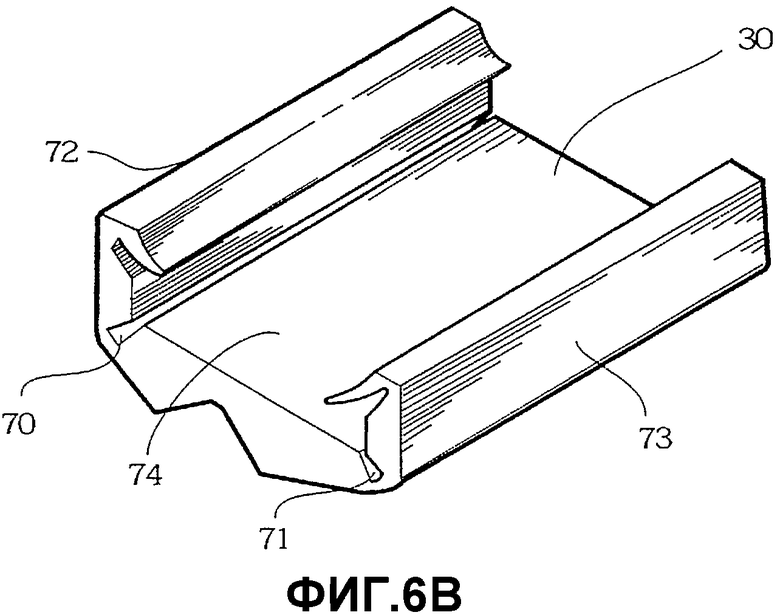
На фиг.6В представлен в перспективе фрагмент сгибаемых каучуковых проставочных вставок после вставки внутрь выполненного с U-образным пазом профиля скользящей рамы подъемного окна.
На фиг.7А показан фрагмент сечения сгибаемой каучуковой проставки и периферийного края изоляционной стеклянной панели непосредственно перед вставкой панели в сгибаемую каучуковую проставку.
На фиг.7 В представлен фрагмент сечения периферийного края изоляционной стеклянной панели после вставки панели в сгибаемую каучуковую проставку.
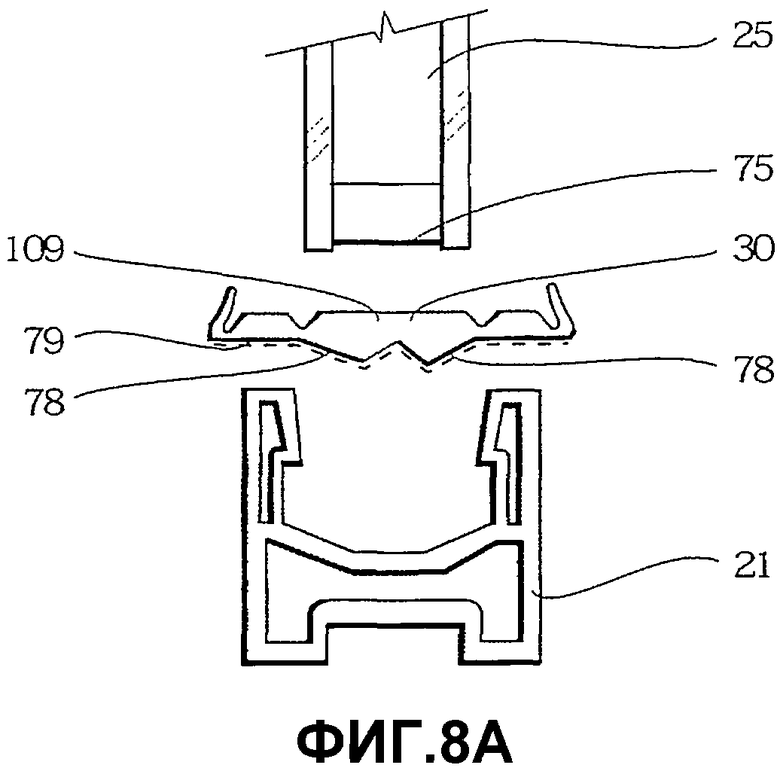
На фиг.8А показан фрагмент выполненного с пространственным разделением элементов сечения трех компонентов скользящей рамы подъемного окна, включая: (i) нижний периферийный край изоляционной стеклянной панели, (ii) несогнутую каучуковую проставочную вставку и (iii) выполненный с U-образным пазом профиль скользящей рамы подъемного окна.
На фиг.8В показан фрагмент сечения сгибаемой каучуковой проставки, вставленной в выполненный с U-образным пазом профиль скользящей рамы подъемного окна.
На фиг.8С показана изоляционная стеклянная панель, вставленная в выполненный с U-образным пазом профиль скользящей рамы подъемного окна.
На фиг.9 показан фрагмент сечения периферийного края изоляционной стеклянной панели с одним уплотнением, вставленной в выполненный с U-образным пазом профиль скользящей рамы подъемного окна.
На фиг.10А-10D показаны схематические виды в плане процесса изготовления узла, состоящего из стеклопакета и оконной рамы.
На фиг.10А показан схематический вид в плане изоляционной стеклянной панели.
На фиг.10В показан схематический вид в плане изоляционной стеклянной панели с U-образными пластиковыми рамными профилями, собранными без жесткого скрепления вокруг стеклопакета.
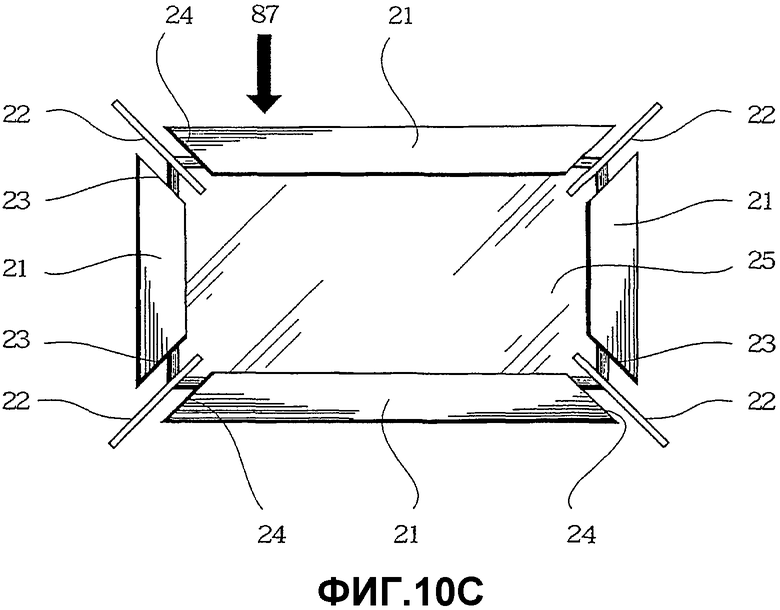
На фиг.10С показан вид в плане подузла, состоящего из изоляционной панели и пластиковой скользящей рамы с соединительными деталями, вставленными в углах.
На фиг.10D показан вид в плане законченного подузла, представляющего собой створку окна.
На фиг.11А представлен выполненный с разрезом вид в плане фрагмента угла рамы в сборе, в котором пластиковые профили из термопласта соединены посредством вибрационной сварки в угле с использованием угловой соединительной детали с диагональной перемычкой и полками, составляющими одно целое с соединительной деталью.
На фиг.11В представлен фрагмент сечения угла рамы в сборе, подобного показанному на фиг.11А, в котором пластиковый рамный профиль приварен посредством ультразвуковой точечной сварки к полкам угловой соединительной детали, составляющим одно целое с ней.
На фиг.11С показан фрагмент вертикального сечения полого профиля, показанного на фиг.11А.
На фиг.12А-12Е показаны схематически виды в плане процесса изготовления интегрированного узла из стеклопакета и рамы в крупносерийном производстве.
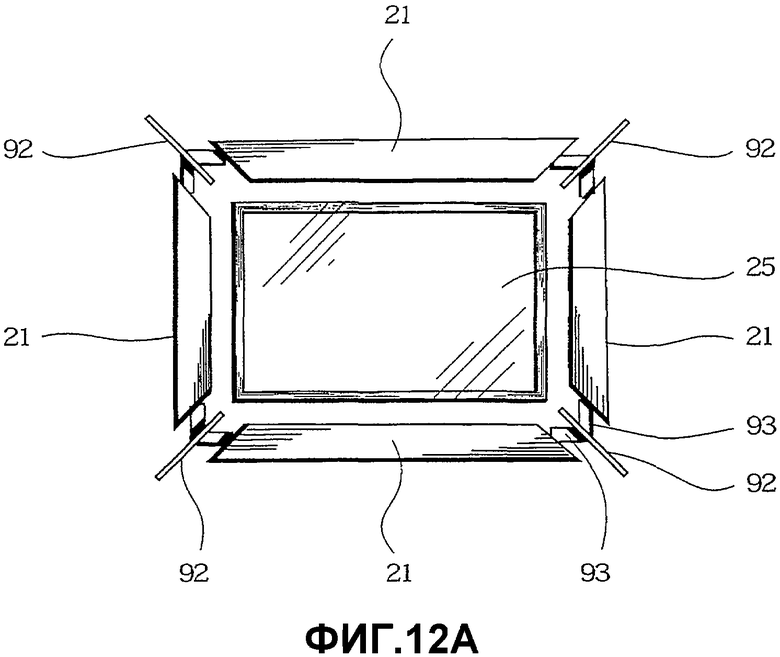
На фиг.12А показан вид в плане рамных профилей, собранных вокруг изоляционной стеклянной панели.
На фиг.12В показан вид в плане подузла, состоящего из изоляционной стеклянной панели и рамы.
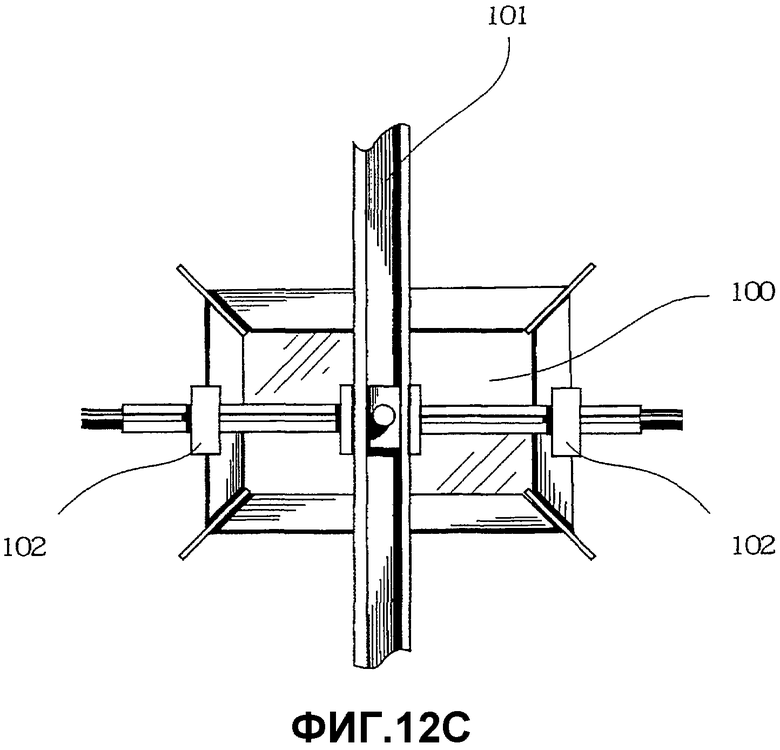
На фиг.12С показан вид в плане вид подузла, состоящего из изоляционной стеклянной панели и рамы, подвешенного к портальному крану.
На фиг.12D показан вид в плане горизонтальной установки с четырьмя головками, предназначенной для сварки трением угловых швов, с узлом, состоящим из изоляционной стеклянной панели и рамы, опущенным в заданное положение.
На фиг.12Е показан вид в плане горизонтальной установки с четырьмя головками, предназначенной для сварки трением угловых швов, с узлом, состоящим из изоляционной стеклянной панели и рамы, зажатым в заданном положении непосредственно перед процессом сварки.
На фиг.13 представлено вертикальное сечение подъемного окна со скользящей рамой с U-образным пазом, включающего в себя изоляционную панель с двойным остеклением и выполненные с U-образным пазом рамные профили из термопласта с выполненными за одно целое с ними проставками в виде гибких ребер и луковицеобразными уплотнениями для остекления.
На фиг.1 показан выполненный с пространственным разделением элементов, вертикальный вид подъемного окна 20, в котором U-образные рамные профили 21 из термопласта собраны вокруг стеклопакета 25. Как правило, стеклопакет 25 состоит из двух листов 26, 27 стекла, которые показаны более четко на фиг.5, и разделены периферийным краевым уплотнением. Как описано более подробно со ссылкой на фиг.3 и 5, соединяемые встык поверхности 23, 24 профильных элементов 21 скользящей рамы подъемного окна приварены друг к другу в углах посредством сварки трением с использованием выполненных из термопласта соединительных деталей 22 с плоскими фланцами. Сгибаемые каучуковые проставочные вставки 30 используются для удерживания изоляционной стеклянной панели 25 в заданном положении в профиле 21 с U-образным пазом. Перед процессом сварки сгибаемые каучуковые проставочные вставки 30 также удерживают рамные профили 21 в заданном положении на изоляционной стеклянной панели 25. Кроме того, сгибаемые каучуковые проставочные вставки 30 также предотвращают удары вибрирующей соединительной детали 22 об углы 31 изоляционной стеклянной панели 25 во время процесса сварки. Сгибаемые каучуковые проставочные вставки 30 могут быть изготовлены из различных упругих материалов, при этом одним предпочтительным материалом является каучук на основе сополимера этилена, пропилена и диенового мономера.
На Фиг.2 показан выполненный с пространственным разделением элементов вид в перспективе углового фрагмента подъемного окна 20 с рамой с U-образным пазом, в которое встроен стеклопакет 25 с двойным остеклением. Концы 23, 24 пластиковых рамных профилей 21 скошены под углом 45(и приварены посредством вибрационной сварки к пластиковой соединительной детали 22 с плоскими фланцами. Рамные профили 21 могут быть изготовлены из различных термопластичных материалов (термопластов), но, как правило, предпочтительным материалом является поливинилхлорид (ПВХ). Для обеспечения прочного присоединения соединительных деталей 22 к рамным профилям 21 соединительные детали 22 изготовлены из по существу того же типа пластика, что и рамные профили 21.
На фиг.3 показан вид в перспективе сверху прототипа установки 32 для вибрационной сварки одного углового шва. Установка состоит из пяти основных компонентов:
1. Вибрационная головка
Линейная вибрационная головка 33, которая включает в себя верхнюю плиту 34, которая совершает колебательные движения взад и вперед с очень большой скоростью в заранее заданной плоскости.
2. Зажимное приспособление для удерживания соединительной детали
Зажимное приспособление 35 для удерживания соединительной детали, которое прикреплено непосредственно к верхней плите 34 и прочно удерживает соединительную деталь 22 с плоскими фланцами в заданном положении.
3. Подвижные зажимные приспособления для рамных профилей
Два подвижных зажимных приспособления 36, 37 для рамных профилей включают в себя зажимные устройства 38, которые прочно удерживают рамные профили 21 в заданном положении.
4. Системы управления
Система 39 управления, которая регулирует различные рабочие параметры установки 32 для вибрационной сварки, включая: время сварки, время выдержки, давление в стыке, глубину проплавления, амплитуду, частоту и напряжение.
5. Рама машины
Рама 40 машины, которая обеспечивает конструкцию, служащую опорой остальным компонентам.
Фиг.4А показывает вид в плане предназначенной для образования одного углового шва, вибрационной сварочной установки 32 в открытом положении. Линейная вибрационная сварочная установка 32 имеет вибрационную головку 33, которая линейно перемещается взад и вперед в заранее заданной плоскости. Вибрационная головка 33 аналогична вибрационным головкам, используемым на промышленно изготавливаемых и имеющихся на рынке, линейных вибрационных сварочных установках, подобных сварочной установке Branson Mini Welder, но в отличие от этих промышленно изготавливаемых и имеющихся на рынке изделий вибрационная головка перевернута вверх дном, поскольку это создает возможность более гибкой (приспосабливаемой) и легкой установки рамных профильных элементов 41 и 42 во время процесса сборки рамы. Плоская плита 43 прикреплена болтами к верхней поверхности вибрационной головки 33. Как и в случае стандартных вибрационных сварочных установок, вибрационная головка 33 прикреплена болтами к отдельной тяжелой чугунной опоре (непоказанной) и изолирована от чугунной опорной конструкции (непоказанной) путем использования каучуковых опорных элементов. Данная чугунная опорная конструкция, в свою очередь, прикреплена болтами к раме 40 машины, которая обеспечивает установку вибрационной головки 33 в заданном положении на удобной рабочей высоте.
Металлические листы 44 в виде плоских плит прикреплены болтами к верхней поверхности рамы 40 машины, но эта верхняя рабочая поверхность отделена от вибрационной головки 33 и находится на расстоянии от нее, так что минимум колебаний передается раме 40 машины. Подвижные зажимные приспособления 36, 37 для профилей опираются на направляющие 45, прикрепленные непосредственной к верхней плите 44 стола, и эти зажимные приспособления удерживают рамные профили 41, 42 в заданном положении. Подвижные зажимные приспособления 36, 37 для профилей перемещаются над вибрационной головкой 33, но отсутствует прямой контакт, за исключением того места, где рамные профили 41, 42 контактируют с соединительной деталью 22. Подвижные зажимные приспособления также создают возможность установки скошенных под углом 45(концов 23, 24 рамных профилей 41 и 42 в заданном положении параллельно плоскому фланцу 48 соединительной детали 22.
Неподвижное зажимное приспособление 35, предназначенное для удерживания соединительной детали 22, расположено так, что плоский фланец 48 соединительной детали 22 находится в уравновешенном центральном положении. Удерживающее зажимное приспособление 35, которое прикреплено непосредственно к верхней плите 43 вибрационной головки 33, прочно удерживает отделяемый выступ 49 соединительной детали 22 в заданном положении.
Фиг.4В показывает вид в плане оборудования 32 для вибрационной сварки в процессе работы, при этом скошенные под углом 45° концы 23 и 24 рамных профилей 41, 42 поджаты к плоскому фланцу 48 соединительной детали 22. За счет приведения соединительной детали 22 в колебательное движение взад и вперед и за счет одновременного поджима рамных профилей 41 и 42 к плоскому фланцу 48 соединительной детали 22 происходит выделение тепла при трении на двух поверхностях 50 и 51 контакта в соединении. Когда расплавленное состояние будет достигнуто на двух поверхностях контакта 50 и 51 в соединении, вибрацию прекращают, и давление, действующее в перпендикулярном направлении, поддерживают затем в течение краткого периода времени, пока расплавленный пластик затвердевает с образованием двух сварных соединений (швов) 52 и 53 с обеих сторон плоского фланца 48. Для обеспечения равномерной прочности сварного соединения по существу одинаковая действующая в перпендикулярном направлении сила, предназначенная для поддержания контакта, должна быть одновременно приложена к каждой стороне соединительной детали 22.
Одно из ключевых преимуществ вибрационной сварки угловых швов заключается в том, что путем "включения" ловушек для грата или наплавленных валиков в соединительную деталь 22 можно легко устранить необходимость в механическом удалении грата, и в результате имеет место существенная экономия затрат на оборудование.
Несмотря на то, что рамы в сборе могут быть изготовлены с использованием сварочной установки для образования одного углового шва, более производительно, если два или более угловых швов будут получены сваркой одновременно. Работа вертикальной сварочной установки с четырьмя головками описана в международной заявке согласно РСТ CA02/000842 на имя Field и др. Как и в случае обычных сварочных установок с нагревательной плитой, профили по отдельности загружают в удерживающие зажимные приспособления, и скошенные под углом 45° углы сваривают или при одностадийной, или при двухстадийной операции.
При двухстадийном процессе сначала образуют сварные соединения в диагонально противоположных углах. Для образования каждого углового шва процесс будет по существу таким же, как в случае вибрационной сварочной установки для образования одного углового шва. Оба комплекта рамных профилей независимо поджимают к двум диагонально противоположным соединительным деталям. Следующая операция состоит в образовании сварных соединений в другой группе диагонально противоположных углов, и затем собранную раму выгружают.
Поскольку процесс сварки трением является таким быстрым (от 3 до 6 секунд), этот двухстадийный процесс не вызывает существенного увеличения времени цикла, и по сравнению с одновременной сваркой всех четырех угловых швов ключевое преимущество заключается в том, что значительно упрощается требуемое перемещение и управление головками.
Для обычной сварочной установки с четырьмя головками и нагревательной плитой общее время цикла составляет приблизительно 2 минуты, и данное общее время цикла включает в себя [время на]: загрузку профиля, сварку угловых швов, охлаждение и выгрузку рамы. По сравнению с этим общее время цикла для двухстадийного процесса вибрационной сварки составляет менее 30 секунд, и, таким образом, это обеспечивает существенный рост производительности.
Вместо двухстадийного процесса вторая возможность заключается в одновременной сварке всех четырех угловых швов за одну операцию. Во время процесса вибрационной сварки каждая головка должна перемещаться пошагово, и поскольку предусмотренные перемещения головки являются такими небольшими и такими сложными, система управления для данной операции одновременной сварки с помощью четырех головок является очень сложной и требует очень сложного программного обеспечения.
Дополнительное главное преимущество вибрационной сварки угловых швов заключается в том, что существует возможность сварки вокруг стеклопакета. При использовании сварочной установки с четырьмя головками рамные профили загружают в зажимные приспособления для рамных профилей, и стеклопакет размещают в заданном положении между четырьмя сварочными головками. Затем четыре головки перемещают центрально в заданное положение так, что U-образные рамные профили перекрывают периферийный край стеклопакета. Затем скошенные под углом 45° рамные профили сваривают путем использования сварки угловых швов трением, при этом стеклопакет находится в заданном положении.
На фиг.5 показан нижний фрагмент сечения подъемного окна 20 с U-образным пазом. Выполненные с U-образным пазом, рамные профили 21 подъемного окна собраны вокруг стеклопакета 25 с двойным уплотнением (двойной герметизацией). Два зазора 57 и 58 между стеклопакетом 25 и рамным профилем 21 заполнены герметизирующим материалом 59 для остекления, образующим штапики 54 и 55. Могут быть использованы различные герметизирующие материалы для остекления, но одним предпочтительным материалом является отверждающийся термопластичный герметик.
Преимущество отверждающегося термопластичного герметика по сравнению с обычными двухкомпонентными термоотверждающимися герметиками заключается в том, что однокомпонентный герметик наносят в нагретом или горячем состоянии, так что после охлаждения в течение нескольких секунд материал обеспечивает высокую когезионную прочность, что позволяет осуществлять манипуляции с оконными блоками почти сразу же. По сравнению с обычным нанесением герметика для остекления окон, при котором существует необходимость в некотором времени выдержки герметика на поверхности перед склеиванием во время процесса нанесения, время выдержки для отверждающихся термопластичных герметизирующих материалов может составлять менее двух секунд. Кроме того, посредством процесса отверждения во влажной среде отверждающийся термопластичный материал химически отверждается, создавая прочную адгезионную связь между листами стекла и рамными профилями.
Могут быть использованы различные типы отверждающихся термопластичных герметиков, но одним предпочтительным материалом является отверждающийся термоплавкий безрастворный полиуретановый клей, который изготавливается National Starch and Chemical Company под торговым наименованием Purfect Glaze. Вторым предпочтительным материалом является отверждающийся термоплавкий безрастворный силиконовый клей, который изготавливается компанией Dow Corning под торговым наименованием Instant Glaze. Отверждающийся полиуретановый материал, как правило, обеспечивает более высокую адгезионную прочность (прочность клеевого соединения) по сравнению с отверждающимся силиконовым материалом.
Модуль упругости или жесткость герметика Purfect Glaze может варьироваться, и, как правило, предпочтителен материал с высоким модулем упругости, поскольку это создает возможность прочного приклеивания листов стекла к рамным профилям. В результате можно воспользоваться конструктивным преимуществом, связанным с жесткостью листов 26, 27 стекла, так что конструкционные эксплуатационные характеристики рамных профилей 21 улучшаются, что позволяет уменьшить размер профилей, а также, возможно, устранить армирование металлом, которое, как правило, требуется для окон большого размера из поливинилхлорида.
При жестком герметизирующем материале с высоким модулем упругости и вследствие большого различия в расширении между рамными профилями 21 из пластика на основе поливинилхлорида и листами 26, 27 стекла существует возможность разрушения (раскалывания) стекла при низких температурах. Однако опыт заявителей показал, что даже при чрезвычайно низких зимних температурах в Канаде (то есть ниже -30°С) разрушение стекла не является проблемой. Это обусловлено тем, что пластик на основе поливинилхлорида является достаточно пластичным, что обеспечивает возможность приспосабливания к перепаду расширений в поперечном сечении пластикового профиля. Кроме того, пластиковые рамные профили 21 прочно приклеены к периферийным боковым поверхностям листов 26, 27 стекла в отличие от нижнего края, где проблемы разрушения (раскалывания) стекла обостряются вследствие микротрещин на крае стекла, образующихся во время процесса резания стекла.
При низких температурах наружного воздуха дополнительная проблема состоит в том, что может разрушиться краевое уплотнение стеклопакета вследствие потери адгезии между листами 26, 27 стекла и краевой проставкой стеклопакета. Для устранения данной проблемы необходимо, чтобы периферийное краевое уплотнение было до некоторой степени гибким и было предназначено для обычной конструкции с двойным уплотнением. Одна предпочтительная возможность состоит в использовании внутренней проставки 62 из наполненного осушителем полиизобутилена/бутила, которая опирается на наружный конструкционный термореактивный герметик 63. К другим возможностям создания двойного уплотнения для стеклопакетов относятся: гибкая проставка из наполненного осушителем силиконового каучука или каучука на основе сополимера этилена, пропилена и диенового мономера (торговое наименование: Super Spacer), опирающаяся на термоплавкий безрастворный бутиловый герметик.
Сгибаемые каучуковые проставочные вставки 30 используются для точного центрирования стеклопакета 25 в рамном профиле 21. Эти вставки 30 обеспечивают временное удерживание рамных элементов 21 на стеклопакете 25, а также размещение панели 25 в подузле скользящей рамы подъемного окна во время его перемещения на станцию нанесения герметика с помощью нагнетательного шприца.
Нижние стороны 64 и 65 рамного профиля с U-образным пазом скошены, и это способствует размещению сгибаемых каучуковых проставочных вставок 30 в заданном положении внутри профиля 21 скользящей рамы подъемного окна. Для того чтобы дополнительно способствовать удерживанию сгибаемых каучуковых проставочных вставок 30 в заданном положении, боковые стенки профиля также имеют внутренние выступы 66 и 67. Нижняя часть сгибаемых каучуковых проставочных вставок 30 также имеет V-образный паз, который обеспечивает возможность отвода воды из полости 69 остекления.
Для обеспечения плотного нанесения штапики 54 и 55 из герметика образуют с использованием роботизированного оборудования для нанесения. Одна возможность состоит в отдельном нанесении каждого штапика посредством использования обычного робота и при повороте скользящей рамы подъемного окна в сборе на 180 градусов после нанесения первого штапика 54. Вторая возможность состоит в нанесении обоих штапиков 54 и 55 одновременно посредством использования автоматизированного оборудования с двумя головками для нанесения герметика, которое работает аналогично автоматизированному оборудованию для нанесения герметика с использованием нагнетательного шприца, используемому для уплотнения стеклопакетов. При нанесении двух штапиков скользящая рама подъемного окна в сборе, как правило, находится в вертикальном положении, и для гарантирования того, что герметизирующий материал не деформируется и не будет капать в особенности на верхний край, термопластичный герметизирующий материал должен иметь высокую вязкость.
На фиг.6А показан вид в перспективе сгибаемой каучуковой проставочной вставки 30 перед установкой ее в профиль 21 с U-образным пазом. Части 72 и 73, представляющие собой боковые стенки, обеспечивают размещение стеклопакета 25 на расстоянии от стенок паза рамного профиля. Сгибаемая каучуковая проставочная вставка 30 имеет V-образные канавки 70 и 71, которые создают возможность сгибания каучуковой проставочной вставки в углах. Назначение V-образных канавок 70 и 71 состоит в обеспечении возможности легкой установки вставок 30 внутри рамного профиля 21 перед вставкой стеклопакета 25. V-образные канавки 70 и 71 также способствуют приспосабливанию сгибаемой каучуковой проставочной вставки 30 к размерным допускам рамного профиля. Каучуковые вставки 30 могут быть выполнены из множества разных каучуковых материалов, при этом один предпочтительный возможный вариант представляет собой каучук на основе сополимера этилена, пропилена и диенового мономера.
Несмотря на то, что на фиг.6А показан цельный узел (элемент), специалистам в данной области техники может быть понятно, что участки боковых стенок могут состоять из двух отдельных проставок, которые по отдельности прикреплены к боковым стенкам профиля с пазом. Аналогичным образом, нижняя часть сгибаемой каучуковой проставочной вставки также может состоять из отдельной проставки, которая расположена в нижней части паза рамного профиля.
На фиг.6В показан вид в перспективе сгибаемой каучуковой проставочной вставки 30 с боковыми частями 72 и 73, согнутыми перпендикулярно нижней части 74.
На фиг.7А показан фрагмент выполненного с пространственным разделением элементов сечения сгибаемой каучуковой проставочной вставки 30 и периферийного края 75 стеклопакета 25 непосредственно перед вставкой стеклопакета (панельного сборного элемента) 25 в сгибаемую проставочную вставку 30.
На фиг.7В представлен фрагмент сечения периферийного края 75 изоляционной стеклянной панели 25 после вставки панели в сгибаемую каучуковую проставочную вставку 30, которая удерживается внутри рамного профиля с U-образным пазом (непоказанного). Части 72 и 73, представляющие собой боковые стенки сгибаемой каучуковой проставочной вставки 30, имеют выступ или установочный буртик 76, который выступает за внутренние поверхности 77 боковых стенок 72 и 73. При вставке панельного сборного элемента 25 в сгибаемую каучуковую проставку 30 выступ 76 загибается вниз с поджимом его, и поэтому в результате изоляционная стеклянная панель 25 будет прочно заклинена в заданном положении и сцентрирована внутри рамного профиля 21.
На фиг.8 показаны технологические операции, предусмотренные при изготовлении интегрированного узла 20, состоящего из стеклопакета и скользящей рамы подъемного окна.
НА фиг.8А показан нижний фрагмент выполненного с пространственным разделением элементов сечения скользящей рамы подъемного окна. Показаны только три компонента: изоляционная стеклянная панель 25, сгибаемая каучуковая проставочная вставка 30 и выполненный с U-образным пазом профиль 21 скользящей рамы подъемного окна. Нижние поверхности 78 каучуковой проставочной вставки 30 покрыты покрытием 79 с низким коэффициентом трения (см. пунктирную линию). Покрытие 79 с низким коэффициентом трения создает возможность скольжения каучуковой проставочной вставки 30 вдоль рамного профиля 21 с U-образным пазом во время процесса сварки трением угловых швов. Покрытие 79 с низким коэффициентом трения совместимо со стандартными герметизирующими материалами для стеклопакетов, и одним предпочтительным возможным материалом является покрытие на полиуретановой основе. В сравнении с этим верхние поверхности 109 каучуковой вставки 30 предпочтительно имеют высокий коэффициент трения и не перемещаются в заданном положении во время процесса сварки трением угловых швов.
На фиг.8В показан нижний фрагмент выполненного с пространственным разделением элементов сечения скользящей рамы подъемного окна со сгибаемой каучуковой проставочной вставкой 30, вставленной в профиль 21 скользящей рамы подъемного окна. Каучуковые проставочные вставки 30 могут быть вставлены вручную, или, альтернативно, проставочные вставки 30 могут быть вставлены автоматически, причем данная операция представляет собой часть процесса разрезания и изготовления профилей.
На фиг.8С показан нижний фрагмент сечения скользящей рамы подъемного окна 20 со стеклопакетом 25, установленным в каучуковой проставочной вставке 30, которая удерживается в заданном положении в профиле 21 скользящей рамы подъемного окна. Каучуковые проставочные вставки 30 обеспечивают центрирование стеклопакета 25 в скользящей раме 21 подъемного окна, и углы рамы в сборе затем сваривают путем использования технологии сварки трением угловых швов, которая описана в международной заявке согласно РСТ СА02/000842. Помимо центрирования панельного сборного элемента 25 каучуковые проставочные вставки 30 также способствуют изоляции стеклопакета 25 от какого-либо резонанса или колебательного движения во время процесса сварки. Затем скользящую раму в сборе транспортируют к роботу (непоказанному) для автоматизированной герметизации рамы, при этом каучуковые проставочные вставки 30 удерживают стеклопакет 25 в заданном положении.
Следует отметить, что, несмотря на то, что процесс сварки трением угловых швов выполняют, когда стеклопакет 25 находится или в горизонтальном, или в вертикальном положении, операцию нанесения герметика посредством нагнетательного шприца, как правило, выполняют, когда панельный сборный элемент 25 находится в вертикальном положении. Размещение стеклопакета 25 в вертикальном положении гарантирует то, что стеклопакет 25 будет сцентрирован внутри рамного профиля 21 и что будет отсутствовать какое-либо сжатие нижних частей 72 и 73 из каучука, представляющих собой боковые стенки. После нанесения двух штапиков из отверждающегося термоплавкого безрастворного герметика скользящую раму подъемного окна в сборе можно сразу же переместить на следующую операцию в производственном процессе, которая, как правило, представляет собой крепление оконных приборов. В результате посредством данных различных усовершенствований способов сборки получают непрерывный процесс изготовления скользящей рамы подъемного окна с увеличенным выпуском продукции и производительностью и с отсутствием "узких" мест или задержек в основном производстве.
Несмотря на то, что на фиг.8 проиллюстрирован стеклопакет с двойным остеклением, специалистам в данной области техники может быть понятно, что также может быть использован стеклопакет с тройным остеклением. Альтернативно, при использовании другого рамного профиля аналогичный способ изготовления может быть использован для сварки вокруг одиночного листа стекла, и одна возможность состоит в том, что данный одиночный лист стекла будет использоваться в качестве центральной застекленной створки стеклопакета с тройным остеклением.
На фиг.9 показан нижний фрагмент сечения стеклопакета 80 с одним уплотнением, вставленного в выполненный с зауженным U-образным пазом профиль 81 скользящей рамы подъемного окна. В отличие от стеклопакета с двойным уплотнением периферийное краевое уплотнение 82 состоит из одиночного барьерного [непроницаемого] уплотнения. Могут быть использованы различные одиночные уплотнения, включая: краевое уплотнительное изделие Intercept™, поставляемое на рынок компанией PPG Inc., и изделие Swiggle Seal™, поставляемое на рынок компанией TruSeal Inc.
Одна предпочтительная конструкция с одиночным уплотнением - это конструкция, предусматривающая использование термопластичной проставки 83, которая изготовлена из наполненного осушителем бутилового и/или полиизобутиленового герметизирующего материала. Термопластичная проставка 83 поставляется на рынок под торговым наименованием TPS и непосредственно наносится на стекло путем использования автоматизированного оборудования для нанесения герметика с помощью нагнетательного шприца, которое изготавливается компанией Bystronic Inc. Ключевое преимущество проставки TPS состоит в том, что материал остается до некоторой степени гибким, и в результате узел из проставки и краевого уплотнения способен адаптироваться к некоторой величине перемещения и изгибания (перекоса) стекла даже при низких температурах. Как правило, проставка TPS опирается на конструкционный термореактивный герметик, такой как полисульфидный или полиуретановый герметик (см. фиг.5). Однако в интегрированном узле, состоящем из стеклопакета и скользящей рамы подъемного окна, листы 26 и 27 стекла конструктивно приклеены к рамному профилю 81 посредством штапиков 54, 55 из конструкционного герметика, и поэтому в результате отсутствует необходимость в наружном конструкционном герметике для стеклопакета для удерживания листов 26 и 27 стекла в заданном положении. Благодаря устранению данного наружного конструкционного герметика обеспечивается экономия затрат на материалы и оборудование, а также может быть уменьшен размер рамного профиля, что приводит к дополнительной экономии затрат на материалы. Дополнительное преимущество с точки зрения производства заключается в том, что отсутствуют задержки, связанные с ожиданием отверждения термореактивного герметика, и это создает возможность непрерывного изготовления скользящих рам подъемных окон с достигаемым в результате повышением производительности и экономией затрат.
На фиг.10 показаны ключевые технологические операции сборки выполненных с U-образным пазом профилей 21 скользящей рамы вокруг стеклопакета 25. На фиг.10А показан схематический вид в плане стеклопакета 25. На фиг.10 В показан схематический вид в плане стеклопакета 25 с U-образными пластиковыми рамными профилями 21, собранными без закрепления вокруг стеклопакета 25. На фиг.10С показан схематический вид в плане подузла 87 из стеклопакета и рамных профилей с угловыми соединительными деталями 22, вставленными между скошенными концами 23 и 24 рамных профилей 21. Затем четыре угла подузла 87 скользящей рамы подъемного окна сваривают с использованием способов и технических средств, раскрытых, например, в международной заявке согласно РСТ СА02/000842. На фиг.10D показан схематический вид в плане готового подъемного окна 20 со скользящей рамой. Как было разъяснено ранее, стеклопакет 25 удерживают в заданном положении и центрируют в U-образном рамном профиле 21 путем использования сгибаемых каучуковых проставочных вставок (непоказанных).
Несмотря на то, что производственный процесс показан схематически на фиг.10, специалистам в данной области техники может быть понятно, что данный процесс может быть полностью автоматизирован посредством использования производственного оборудования с четырьмя головками, подобного описанному в международной заявке согласно РСТ СА02/000842. При использовании обычной сварочной установки с четырьмя головками и нагревательной плитой общее время цикла составляет приблизительно 120 секунд, и время, затрачиваемое на загрузку вручную четырех пластиковых профилей в зажимные приспособления, составляет приблизительно 15 секунд. При использовании сварочной установки с четырьмя головками, предназначенной для сварки трением угловых швов, общее время цикла составляет менее 30 секунд, но операция ручной загрузки профилей занимает 15 секунд, в то время как фактическое время сварки составляет менее 2 секунд.
Один возможный вариант при использовании сварки угловых швов трением состоит в том, что вместо предварительной загрузки профилей в зажимные приспособления профили устанавливают без закрепления вокруг стеклопакета (см. фиг.10В). Профили 21 могут временно удерживаться на месте с помощью сгибаемых каучуковых проставочных вставок 30 (непоказанных), что позволяет перемещать подузел 87, состоящий из стеклопакета и рамных профилей, в сварочную установку с четырьмя головками. Затем соединительные детали 22 с плоскими фланцами вставляют, и образуют угловые сварные швы, используя технологию сварки трением угловых швов (см. фиг.10С). В результате того, что рамные профили 21 предварительно собраны вокруг стеклопакета 25, общее время цикла потенциально может быть уменьшено до значений, составляющих менее пятнадцати секунд.
В завершение следует отметить, что несмотря на то, что на фиг.10 показаны схематические виды в плане и при этом стеклопакет 25 находится в горизонтальном положении, различные производственные операции также могут быть выполнены со стеклопакетом 25, находящимся в вертикальном положении.
В том случае, когда используется термопластичная герметизирующая проставка, герметик предпочтительно наносят непосредственно на периферийный край стекла, когда лист стекла находится в вертикальном положении. Как было отмечено ранее, операцию нанесения двух штапиков из герметика посредством использования нагнетательного шприца также выполняют, когда подузел, состоящий из стеклопакета и рамы, находится в вертикальном положении, и поэтому в случае последовательного выполнения всех различных сборочных операций с подузлами, включающими в себя стеклопакеты и находящимися в вертикальном положении, существует возможность повышения производительности и экономии затрат.
На Фиг.11А и 11В показан выполненный с местным разрезом вид в плане углового узла 89 рамы, изготовленного из полученных экструзией, прямоугольных профилей 90 и 91 из наполненного стекловолокном поливинилхлорида, и при этом профили 90 и 91 сварены посредством вибрационной сварки угловых швов при использовании соединительной детали 92, имеющей составляющие одно целое с ней полки 93.
Как показано на фиг.11А, полки 93 соединительной детали 92, составляющие с ней одно целое, включают в себя пружинное центрирующее приспособление 94, которое упрощает сборку рамы. Сначала плоский фланец 48 соединительной детали 92 приваривают посредством вибрационной сварки к скошенным под углом 45° концам 23 и 24 профилей 90 и 91. Из-за необходимости приспосабливания к колебательному движению взад и вперед полки 93 установлены в профиле свободно, без закрепления.
Как показано на фиг.11 В, для обеспечения дополнительной опоры пластиковые рамные профили 90 и 91 приваривают к полкам 93 соединительной детали 92 посредством ультразвуковой точечной сварки. При образовании точечных сварных швов 95 и 96, как правило, используют сварочную головку с двумя рабочими концами. Поскольку полки 93 просто установлены внутри профиля без закрепления, процесс ультразвуковой сварки создает возможность растекания пластика в зазоре между полками 93 соединительной детали и полученными экструзией профилями 90 и 91, что приводит к получению чрезвычайно прочных точечных сварных швов и уменьшенному растеканию материала на наружной поверхности. Вследствие их сложной формы соединительные детали 92, как правило, получают литьевым прессованием, и они должны быть изготовлены по существу из того же базового термопластичного полимерного материала, что и экструдированные профили 90 и 91.
На фиг.11С показано вертикальное сечение полого рамного профиля 91. Полки 93 соединительной детали 92, составляющие одно целое с ней, состоят из жесткой плоской планки 97 с центральным установочным ребром 98. Полученный экструзией профиль имеет полукруглое углубление 99, и это обеспечивает возможность установки установочного ребра 98 в центральном положении.
На фиг.12 показан альтернативный производственный процесс, предназначенный для сварки вокруг стеклопакета 25 в крупносерийном производстве. На фиг.12А показан вид в плане стеклопакета 25 с выполненными с U-образным пазом рамными профилями 21, собранными вручную вокруг стеклопакета 25, и при этом профили 21 без скрепления соединены друг с другом соединительными деталями 92, которые имеют полки 93, которые составляют одно целое с данными деталями. На фиг.12В показан вид в плане подузла 100, состоящего из стеклопакета и рамы, в котором профили 21 расположены вокруг стеклопакета 25 и в котором профили частично удерживаются в заданном положении посредством сгибаемых каучуковых проставочных вставок (непоказанных). На фиг.12С показан вид в плане подузла 100, состоящего из стеклопакета и рамы, подвешенного к портальному крану 101 и удерживаемого в заданном положении посредством регулируемых зажимных механизмов 102. На фиг.12D показан вид в плане сварочной установки 103 с четырьмя головками, предназначенной для сварки угловых швов трением, при этом подузел 100, состоящий из стеклопакета и рамы, перемещают с помощью портального крана 101 и опускают в заданное положение в сварочной установке 103 для сварки угловых швов трением. Отделяемые выступы 49 соединительных деталей 92 размещены в зажимных приспособлениях 35 для удерживания соединительных деталей, при этом зажимные приспособления 35 прикреплены к вибрационным головкам 33. На фиг.12Е показан вид в плане подузла 100, состоящего из стеклопакета и рамы, при этом рамные профили 21 зажаты в заданном положении в подвижных зажимных приспособлениях 104 для рамных профилей, и при этом подузлу 100 придают прямоугольную форму перед сваркой трением четырех угловых сварных швов 29. После процесса сварки отделяемые выступы 49 автоматически отрезают, и зажимы зажимных приспособлений 104 для рамных профилей ослабляют. После этого собранное окно 20 со скользящей рамой перемещают с помощью портального крана 101 на следующую операцию по изготовлению окон.
Поскольку при использовании данного производственного процесса, предназначенного для крупносерийного производства, рамные профили не загружают вручную в зажимные приспособления для профилей, время цикла сварки существенно уменьшается до значений, составляющих менее пятнадцати секунд на один оконный блок, и это приводит к выпуску двух тысяч окон в течение восьмичасовой рабочей смены. Следует отметить, что несмотря на то, что со ссылкой на фиг.12 описан способ производства подъемных окон со скользящими рамами, предназначенный для крупносерийного производства, специалистам в данной области техники может быть понятно, что те же способы производства и устройства также могут быть использованы для изготовления отдельных узлов оконных рам.
На фиг.13 показан нижний фрагмент сечения выполненного с U-образным пазом профиля 21 подъемного окна, который имеет проставки 105 в виде гибких ребер и луковицеобразное уплотнение 106 для остекления. Выполненные с U-образным пазом профили 21 собирают вокруг стеклопакета 25. Панельный сборный элемент вставляют затем в рамный профиль 21 с пазом. Двойной комплект проставок 105 в виде гибких ребер, которые выполнены за одно целое с рамным профилем 21, поджимается вниз, и данные проставки 105 удерживают стеклопакет 25 в заданном положении. Как правило, гибкие ребра 105 выполнены из гибкого пластика на основе поливинилхлорида и экструдированы одновременно с рамными профилями из поливинилхлорида.
Стеклопакет 25 с двойным уплотнением опирается на каучуковую опорную прокладку 107, которая расположена центрально в U-образном рамном профиле 21. Опорная прокладка 107 имеет паз 108 для обеспечения возможности стока воды из полости 69 остекления. Гибкое луковицеобразное уплотнение 106 для остекления, которое также образовано за одно целое с рамным профилем 21, предотвращает поступление стекающей дождевой воды в полость 69 остекления. Использование выполненных за одно целое проставок в виде гибких ребер и луковицеобразных уплотнений не обеспечивает таких же конструктивных характеристик, как узел с двумя штапиками из герметика, ранее описанный со ссылкой на фиг.5. Однако для имеющих меньшие размеры окон жилых помещений использование проставок, выполненных за одно целое, обеспечивает соответствующие конструктивные характеристики, и при этом достигается дополнительное преимущество, связанное с более низкими затратами на оборудование, материалы и рабочую силу. Перечень ссылочных позиций
трением
| название | год | авторы | номер документа |
|---|---|---|---|
| ДИСТАНЦИОНИРУЮЩАЯ РАМА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2692886C2 |
| СОЛНЕЧНЫЙ КОЛЛЕКТОР КАК ЭЛЕМЕНТ СТРОИТЕЛЬНОЙ КОНСТРУКЦИИ | 2004 |
|
RU2265162C2 |
| УСТРОЙСТВО ОХЛАЖДЕНИЯ | 2013 |
|
RU2581989C1 |
| УНИТАРНАЯ УПЛОТНИТЕЛЬНАЯ ПРОКЛАДКА, СОСТАВНАЯ КОНСТРУКЦИЯ С НЕЙ (ЕЕ ВАРИАНТЫ) И МНОГОКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ФОРМОВАНИЯ ГИБКОГО СЛОИСТОГО МАТЕРИАЛА | 1997 |
|
RU2168414C2 |
| СБОРНО-РАЗБОРНАЯ КОНСТРУКЦИЯ СООРУЖЕНИЯ | 2024 |
|
RU2830491C1 |
| НИЗКОТЕМПЕРАТУРНЫЙ СПОСОБ ПРЕССОВАНИЯ ДЛЯ ПОЛУЧЕНИЯ ПАКЕТОВ ИЗОЛИРУЮЩЕГО СТЕКЛА | 2004 |
|
RU2366625C2 |
| Одноэтажное рамно-панельное здание | 1987 |
|
SU1458519A1 |
| ИЗОЛЯЦИОННЫЙ СТЕКЛОПАКЕТ, ОБЛАДАЮЩИЙ ОТВЕРЖДАЮЩИМСЯ ПРИ КОМНАТНОЙ ТЕМПЕРАТУРЕ ГЕРМЕТИКОМ ПОНИЖЕННОЙ ГАЗОПРОНИЦАЕМОСТИ | 2006 |
|
RU2448133C2 |
| СИСТЕМА ПРОФИЛЕЙ ДЛЯ СБОРКИ ОКОННЫХ И/ИЛИ ДВЕРНЫХ БЛОКОВ | 2003 |
|
RU2250336C1 |
| ОКОННЫЙ БЛОК | 2006 |
|
RU2413828C2 |



















Изобретение относится к области строительства, а именно к конструкциям створок окон. Изобретение позволит повысить точность центрирования панели в элементах рамы перед сваркой их концов. Панельный сборный элемент с рамой, содержащий панель, множество рамных элементов из термопласта, расположенных вдоль края панели. Каждый рамный элемент имеет первую и вторую противоположные боковые стенки, между которыми образован паз. Край панели вставлен в паз каждого рамного элемента. Паз каждого рамного элемента имеет расположенные в нем проставочные средства, включающие в себя первую проставку между панелью и первой боковой стенкой, предназначенную для размещения панели на расстоянии от первой боковой стенки, и вторую проставку между панелью и второй боковой стенкой, предназначенную для размещения панели на расстоянии от второй боковой стенки. Перед свариванием вместе концов рамных профилей проставочные средства удерживают рамные элементы на панели.6 н. и 88 з.п. ф-лы, 27 ил.
множество рамных элементов из термопласта, расположенных вдоль края панели;
при этом каждый рамный элемент имеет первую и вторую противоположные боковые стенки, между которыми образован паз, причем край панели вставлен в паз каждого рамного элемента;
при этом паз каждого рамного элемента имеет расположенные в нем проставочные средства, включающие в себя первую проставку между панелью и первой боковой стенкой, предназначенную для размещения панели на расстоянии от первой боковой стенки, и вторую проставку между панелью и второй боковой стенкой, предназначенную для размещения панели на расстоянии от второй боковой стенки, и при этом перед свариванием вместе концов рамных профилей проставочные средства удерживают рамные элементы на панели.
проставку между листовыми элементами, обеспечивающую размещение листовых элементов на расстоянии друг от друга, при этом проставка содержит, по меньшей мере частично, термопластичный герметизирующий материал и расположена вблизи от края листовых элементов;
рамный элемент, имеющий паз, образованный в нем, при этом край расположен в пазе;
средство центрирования панельного сборного элемента в пазе и
отверждающийся термопластичный герметизирующий материал, обеспечивающий приклеивание листов к рамному элементу.
(a) выполнение панели, подлежащей заключению в раму;
(b) выполнение множества рамных элементов для обрамления панели, при этом каждый рамный элемент имеет паз, образованный в нем для приема краевой части панели, и упругое средство в пазе для размещения панели на расстоянии от противоположных боковых стенок паза и для упругого удерживания панели в пазе;
(c) вставку панели в паз каждого рамного элемента так, чтобы рамные элементы удерживались на панели с помощью упругих средств; и
(d) соединение концов соседних рамных элементов вместе посредством сварки.
(e) установку поддающегося сварке элемента в заданном положении между соседними концами двух рамных элементов и
(f) приваривание каждого конца к указанному поддающемуся сварке элементу посредством поджима рамных элементов с вводом их в контакт с указанным поддающимся сварке элементом и осуществления колебательного движения поддающегося сварке элемента для обеспечения расплавления материала на поверхности контакта каждого конца и поддающегося сварке элемента.
первую и вторую предварительно отформованные проставки, включающие в себя упругий материал, вставленный в паз;
при этом первая проставка установлена в заданном положении у первой боковой стенки для размещения одной стороны панели на расстоянии от первой боковой стенки, причем вторая проставка установлена в заданном положении у второй боковой стенки для размещения другой стороны панели на расстоянии от второй боковой стенки.
боковую часть, простирающуюся от базовой части и предназначенную для размещения панели на расстоянии от боковой стенки паза; и
выступ, выступающий от боковой части для входа в контакт с поверхностью панели и для упругого удерживания панели в рамном элементе.
| СПОСОБ ХРОМАТОГРАФИЧЕСКОГО АНАЛИЗА МНОГОКОМПОНЕНТНОГО ВЕЩЕСТВА | 2010 |
|
RU2439552C1 |
| Трубопроводный переход | 1985 |
|
SU1288426A1 |
| US 5622017 A, 22.04.1997 | |||
| US 5902657 А, 11.05.1999 | |||
| СПОСОБ И УСТРОЙСТВО ДЛЯ СВАРКИ РАЗРЕЗАННЫХ НА СКОС РАМНЫХ ПРОФИЛЕЙ ИЗ ПЛАСТМАССЫ С ВЛОЖЕННЫМИ УПЛОТНЕНИЯМИ | 1997 |
|
RU2183160C2 |

