Изобретение относится к измерительной технике и может быть использовано в машиностроении преимущественно для измерения расстояний и отклонений от параллельности несопряженных между собой паза и отверстия в деталях типа вилок и корпусов.
Известен способ измерения параметров шпоночного паза отверстия, заключающийся в том, что базируют объект измерения в корпусе, содержащим отсчетную головку, путем установки его отверстием на два центрирующих пальца, обеспечивая при базировании контакт измерительного щупа, жестко закрепленного на штоке, с одной из боковых поверхностей проверяемого паза, выверяют взаимное угловое положение объекта измерения и корпуса путем возвратно-поворотных движений измерительного щупа вокруг продольной оси упомянутого штока, осуществляя последние в плоскости, параллельной продольным осям центрирующих пальцев, и достигая неизменности показаний отсчетной головки при упомянутых движениях измерительного щупа, снимают первый отсчет отсчетной головки, вводят измерительный щуп в контакт с другой боковой поверхностью проверяемого паза, снимают второй отсчет упомянутой головки, поворачивают измерительный щуп со штоком вокруг продольной оси упомянутого штока и перемещают вдоль этой оси, добиваясь центрирования измерительного щупа по центрирующим пальцам путем одновременного касания его боковой рабочей поверхности с рабочими поверхностями центрирующих пальцев, снимая при этом третий отсчет отсчетной головки, определяют ширину проверяемого паза по разнице двух первых отсчетов и с учетом диаметра измерительного щупа, определяют первый размах по разнице первого и третьего отсчетов, второй размах по разнице второго и третьего отсчетов, а отклонение от симметричности - по полуразности упомянутых размахов [Патент RU №2240499 С1, МПК G01 В 5/24, 2004 (аналог)].
Однако известный способ позволяет определять ширину и отклонение от симметричности только у шпоночных пазов, сопряженных с отверстием.
Прототип - способ измерения отклонений расстояния между перекрещивающимися осями наружной и внутренней цилиндрических поверхностей, заключающийся в том, что размещают стойку на установочной плоскости, размещают на стойке две измерительные головки с одинаковыми по отношению к оси стойки вылетами измерительных щупов, устанавливают базирующую призму на установочную плоскость в положение, при котором биссекторная плоскость упомянутой призмы перпендикулярна осям измерительных щупов и расположена на заданном расстоянии от оси стойки, устанавливают во внутреннюю цилиндрическую поверхность объекта измерения центрирующую оправку, устанавливают объект измерения наружной цилиндрической поверхностью на базирующую призму с возможностью взаимодействия центрирующей оправки с измерительными щупами, вращают объект измерения на базирующей призме до положения, при котором показания измерительных головок будут одинаковыми, а отклонения искомого расстояния определяют по отклонению показания измерительной головки от настроенного значения [Патент RU №2125707 С1, МПК G01 В 5/00, 1999 (прототип)].
Однако указанный способ имеет ограниченные технологические возможности, поскольку позволяет измерять только отклонение расстояния между перекрещивающимися осями цилиндрических поверхностей и не позволяет измерять отклонение от параллельности осей несопряженных между собой паза и отверстия.
В основу настоящего изобретения была положена задача разработки способа с расширенными технологическими возможностями, обеспечивающего не только измерение расстояния между поверхностями, но и отклонение от параллельности осей несопряженных между собой паза и отверстия.
Это достигается тем, что в способе измерения отклонений взаимного расположения паза и оси отверстия размещают стойку на установочной поверхности, размещают на стойке две основные измерительные головки с одинаковыми по отношению к оси стойки вылетами измерительных щупов, устанавливают базирующую призму на установочную плоскость в положение, при котором биссекторная плоскость упомянутой призмы перпендикулярна осям измерительных щупов и расположена на заданном расстоянии от оси стойки, устанавливают центрирующую оправку в отверстие объекта измерения, устанавливают объект измерения центрирующей оправкой на базирующую призму, размещают в пазу объекта измерения пластину с возможностью взаимодействия ее боковой рабочей поверхности с измерительными щупами основных измерительных головок, размещают на стойке три дополнительные измерительные головки с одинаковыми по отношению к установочной плоскости вылетами щупов, два из которых располагают с возможностью взаимодействия с крайними в поперечном направлении точками верхней рабочей поверхности на одном конце пластины, а третий - с крайней точкой упомянутой поверхности на другом конце пластины, вращают объект измерения с центрирующей оправкой на базирующей призме до положения, при котором показания двух дополнительных измерительных головок, расположенных в поперечном направлении, будут одинаковыми, определяют отклонение расстояния между пазом и осью отверстия по отклонениям от настроенного значения показаний основных измерительных головок, определяют отклонения от параллельности паза относительно оси отверстия в горизонтальной плоскости по разнице показаний двух дополнительных измерительных головок, расположенных вдоль пластины.
Таким образом, в предлагаемом способе по сравнению с прототипом за счет размещения дополнительных измерительных головок на стойке и пластины в пазу объекта измерения, выравнивания показаний не основных, а дополнительных измерительных головок, расположенных поперек пластины, обеспечивается возможность измерения не только отклонения расстояния, но и отклонений от параллельности осей паза и отверстия в двух плоскостях, что расширяет его технологические возможности.
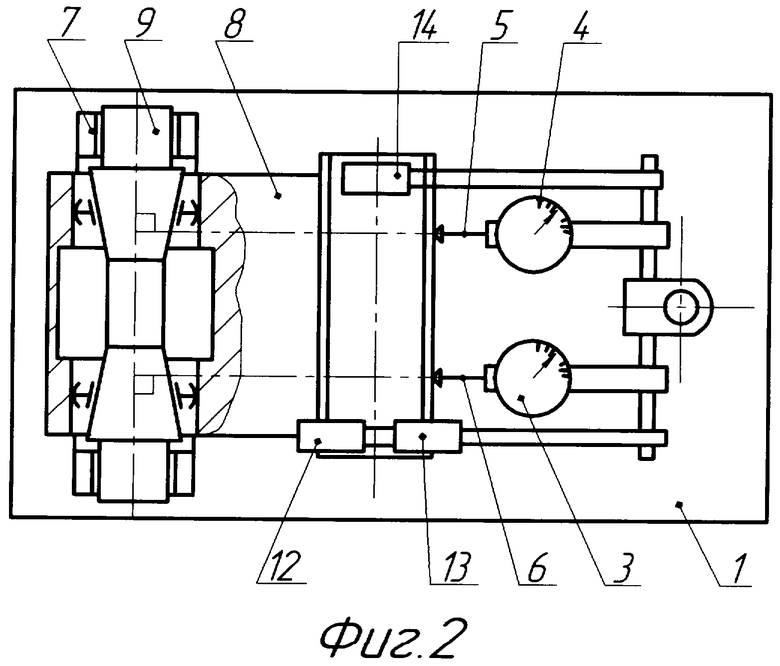
На фиг.1 показана схема осуществления способа, вид спереди; на фиг.2 - то же, вид сверху.
Предлагаемый способ заключается в следующем. На установочной плоскости 1 размещают стойку 2, а на стойке 2 - две основные измерительные головки 3 и 4 с одинаковыми по отношению к оси упомянутой стойки 2 вылетами измерительных щупов 5 и 6. На установочную плоскость 1 устанавливают также базирующую призму 7 в положение, при котором биссекторная плоскость а-а упомянутой призмы 7 перпендикулярна осям измерительных щупов 5 и 6 и расположена на заданном расстоянии от оси стойки 2. В отверстие объекта измерения 8 устанавливают центрирующую оправку 9. Устанавливают объект измерения 8 центрирующей оправкой 9 на базирующую призму 7. В пазу объекта измерения 8 размещают пластину 10 с возможностью взаимодействия ее боковой рабочей поверхностью 11 с измерительными щупами 5 и 6 основных измерительных головок 3 и 4. Заданное расстояние между осью стойки 2 и биссекторной плоскостью а-а учитывает номинальное расстояние между осями отверстия и паза объекта измерения 8, расстояние от оси пластины 10 до ее боковой рабочей поверхности 11, а также вылет измерительных щупов 5 и 6 и устанавливается при настройке по образцовой детали. На стойке 2 размещают также три дополнительные измерительные головки 12, 13 и 14 с одинаковыми по отношению к установочной плоскости 1 вылетами щупов 15, 16 и 17. Из которых щупы 15 и 16 располагают с возможностью взаимодействия с крайними в поперечном направлении точками верней рабочей поверхности 18 на одном конце пластины 10, а щуп 17 - с крайней точкой упомянутой поверхности 18 на другом конце пластины 10. На базирующей призме 7 вращают объект измерения 8 с центрирующей оправкой 9 до положения, при котором показания двух дополнительных измерительных головок 12 и 13, расположенных в поперечном направлении, будут одинаковыми. В этом положении определяют отклонения от настройки основных измерительных головок 3 и 4, что будет соответствовать отклонениям искомого межосевого расстояния, а их разность - отклонению от параллельности осей в горизонтальной плоскости. По разности показаний дополнительных измерительных головок 13 и 14, расположенных вдоль пластины 10, определяют отклонение от параллельности осей в вертикальной плоскости.
Способ может быть использован на машиностроительных предприятиях при измерении отклонений взаимного расположения осей несопряженных между собой паза и отверстия в деталях типа вилок и корпусов.
Изобретение относится к измерительной технике, преимущественно для измерения деталей типа вилок и корпусов. На установочную плоскость устанавливают стойку с двумя основными и тремя дополнительными измерительными головками. Щупы основных измерительных головок имеют одинаковый вылет по отношению к оси упомянутой стойки, а дополнительных - одинаковый вылет по отношению к установочной плоскости. На установочную плоскость устанавливают также базирующую призму в положение, при котором биссекторная плоскость призмы перпендикулярна осям щупов основных измерительных головок. В отверстие объекта измерения устанавливают центрирующую оправку, которую вместе с объектом измерения устанавливают на базирующую призму. В пазу объекта измерения размещают пластину. Вращают объект измерения на базирующей призме, до выравнивания показаний двух дополнительных измерительных головок, расположенных в поперечном направлении. По отклонениям показаний основных измерительных головок определяют отклонение межосевого расстояния, по разнице упомянутых показаний - отклонение от параллельности в горизонтальной плоскости, а по разности показаний двух дополнительных измерительных головок, расположенных вдоль пластины, - отклонение от параллельности в вертикальной плоскости. 2 ил.
Способ измерения отклонений взаимного расположения паза и оси отверстия, заключающийся в том, что размещают стойку на установочной плоскости, размещают на стойке две основные измерительные головки с одинаковыми по отношению к оси стойки вылетами измерительных щупов, устанавливают базирующую призму на установочную плоскость в положении, при котором биссекторная плоскость упомянутой призмы перпендикулярна осям измерительных щупов и расположена на заданном расстоянии от оси стойки, устанавливают центрирующую оправку в отверстие объекта измерения, устанавливают объект измерения на базирующую призму, вращают объект измерения на базирующей призме и определяют отклонение расстояния между пазом и осью отверстия по отклонениям от настроенного значения показаний основных измерительных головок, отличающийся тем, что устанавливают объект измерения на базирующую призму центрирующей оправкой, после установки объекта измерения в его пазу размещают пластину с возможностью взаимодействия ее боковой рабочей поверхности с измерительными щупами основных измерительных головок, а на стойке размещают три дополнительных измерительные головки с одинаковыми по отношению к установочной плоскости вылетами щупов, два из которых располагают с возможностью взаимодействия с крайними в поперечном направлении точками верхней рабочей поверхности на одном конце пластины, а третий - с крайней точкой упомянутой поверхности на другом конце пластины, кроме того, вращают объект измерения с центрирующей оправкой на базирующей призме до положения, при котором показания двух дополнительных измерительных головок, расположенных в поперечном направлении, будут одинаковыми, определяют отклонения от параллельности паза относительно оси отверстия в горизонтальной плоскости по разнице показаний основных измерительных головок и в вертикальной плоскости по разнице показаний двух дополнительных измерительных головок, расположенных вдоль пластины.
| СПОСОБ ИЗМЕРЕНИЯ ОТКЛОНЕНИЙ ОТ ПАРАЛЛЕЛЬНОСТИ ШПОНОЧНОГО ПАЗА ОТНОСИТЕЛЬНО ОСИ БАЗОВОЙ ПОВЕРХНОСТИ | 1994 |
|
RU2091700C1 |
| RU 94035714 A1, 27.07.1996 | |||
| СПОСОБ ИЗМЕРЕНИЯ ПАРАМЕТРОВ ШПОНОЧНОГО ПАЗА ОТВЕРСТИЯ | 2003 |
|
RU2240499C1 |
| СПОСОБ ИЗМЕРЕНИЯ ОТКЛОНЕНИЙ РАССТОЯНИЯ МЕЖДУ ПЕРЕКРЕЩИВАЮЩИМИСЯ ОСЯМИ НАРУЖНОЙ И ВНУТРЕННЕЙ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 1997 |
|
RU2125707C1 |
| СПОСОБ РЕГЕНЕРАЦИИ РЕЗИНЫ | 2020 |
|
RU2770045C2 |

