Изобретение относится к измерительной технике и может быть использовано в машиностроении для измерения ширины шпоночного паза, а также его симметричности относительно оси сквозного и глухого отверстия.
Известен способ измерения отклонения от симметричности шпоночного паза сквозного отверстия, заключающийся в том, что базируют объект измерения в корпусе, содержащем ползун с закрепленной отсчетной головкой, путем установки его отверстием на два центрирующих пальца, обеспечивая при базировании контакт измерительного щупа отсчетной головки с одной из боковых поверхностей проверяемого паза, выверяют взаимное угловое положение объекта измерения и корпуса путем возвратно-поворотных движений объекта измерения на центрирующих пальцах и перемещения ползуна в направлении глубины проверяемого паза, достигая неизменности показаний отсчетной головки при упомянутых перемещениях ползуна, снимают первый отсчет отсчетной головки, переустанавливают объект измерения на центрирующих пальцах, обеспечивая контакт измерительного щупа отсчетной головки с другой боковой поверхностью проверяемого паза, повторяют выверку взаимного углового положения объекта измерения и корпуса, а также перемещения ползуна, снимают второй отсчет упомянутой головки, а по полуразности отсчетов определяют искомое отклонение от симметричности [Патент RU №2153151 С1, МПК G 01 В 5/24, 2000 (аналог)].
Однако в указанном способе выверка взаимного углового положения объекта измерения и корпуса осуществляется путем перемещения ползуна в направлении незначительной по протяженности глубины проверяемого паза, что снижает точность выверки, а ее повторение после переустановки объекта увеличивает погрешность измерения. Кроме того, способ позволяет измерять только один параметр шпоночного паза - отклонение от симметричности.
Прототип - способ измерения параметров шпоночного паза отверстия, заключающийся в том, что базируют объект измерения в корпусе, содержащем шток и взаимодействующую со штоком своим наконечником отсчетную головку, путем установки его отверстием на два центрирующих пальца, обеспечивая при базировании контакт измерительного щупа, жестко закрепленного на штоке, с одной из боковых поверхностей проверяемого паза, выверяют взаимное угловое положение объекта измерения и корпуса путем возвратно-поворотных движений объекта измерения на центрирующих пальцах и возвратно-поворотных движений измерительного щупа вокруг продольной оси упомянутого штока, осуществляя последние в плоскости, параллельной продольным осям центрирующих пальцев, и достигая неизменности показаний отсчетной головки при упомянутых движениях измерительного щупа, снимают первый отсчет отсчетной головки, вводят измерительный щуп в контакт с другой боковой поверхностью проверяемого паза, снимают второй отсчет упомянутой головки, поворачивают измерительный щуп со штоком вокруг продольной оси упомянутого штока и перемещают вдоль этой оси, добиваясь поочередного касания измерительного щупа с крайними боковыми точками поверхности отверстия объекта измерения, расположенными в продольной диаметральной плоскости, снимая при этом соответственно третий и четвертый отсчеты отсчетной головки, определяют ширину проверяемого паза по разнице первых двух отсчетов и с учетом диаметра измерительного щупа, определяют первый размах по разнице первого и четвертого отсчетов, второй размах по разнице второго и третьего отсчетов, а отклонение от симметричности - по полуразности упомянутых размахов [Патент RU №2183819 С1, МПК G 01 В 5/24, 2002 (прототип)].
Однако в указанном способе поочередное касание измерительного щупа с крайними боковыми точками поверхности отверстия объекта измерения, расположенными в продольной диаметральной плоскости, и снятие при этом двух отсчетов отсчетной головки снижают точность и производительность, а также усложняют измерение.
В основу настоящего изобретения была положена задача разработки такого способа измерения, который позволяет повысить его точность и производительность, а также упростить измерение за счет исключений движений измерительного щупа, связанных с необходимостью его касания с одной из крайних боковых точек отверстия и снятия при этом одного из отсчетов отсчетной головки.
Это достигается тем, что в способе измерения параметров шпоночного паза отверстия базируют объект измерения в корпусе, содержащем отсчетную головку, путем установки его отверстием на два центрирующих пальца, обеспечивая при базировании контакт измерительного щупа, жестко закрепленного на штоке, с одной из боковых поверхностей проверяемого паза, выверяют взаимное угловое положение объекта измерения и корпуса путем возвратно-поворотных движений объекта измерения на центрирующих пальцах и возвратно-поворотных движений измерительного щупа вокруг продольной оси упомянутого штока, осуществляя последние в плоскости, параллельной продольным осям центрирующих пальцев, и достигая неизменности показаний отсчетной головки при упомянутых движениях измерительного щупа, снимают первый отсчет отсчетной головки, вводят измерительный щуп в контакт с другой боковой поверхностью проверяемого паза, снимают второй отсчет упомянутой головки, поворачивают измерительный щуп со штоком вокруг продольной оси упомянутого штока и перемещают вдоль этой оси, добиваясь центрирования измерительного щупа по центрирующим пальцам путем одновременного касания его боковой рабочей поверхности с рабочими поверхностями центрирующих пальцев, снимая при этом третий отсчет отсчетной головки, определяют ширину проверяемого паза по разнице двух первых отсчетов и с учетом диаметра измерительного щупа, определяют первый размах по разнице первого и третьего отсчетов, второй размах по разнице второго и третьего отсчетов, а отклонение от симметричности -по полуразности упомянутых размахов.
Таким образом, в предлагаемом способе по сравнению с прототипом исключены движения измерительного щупа по обеспечению его касания с одной из крайних боковых точек отверстия объекта измерения, а также операция по снятию четвертого отсчета отсчетной головки, что повышает точность и производительность и упрощает измерение.
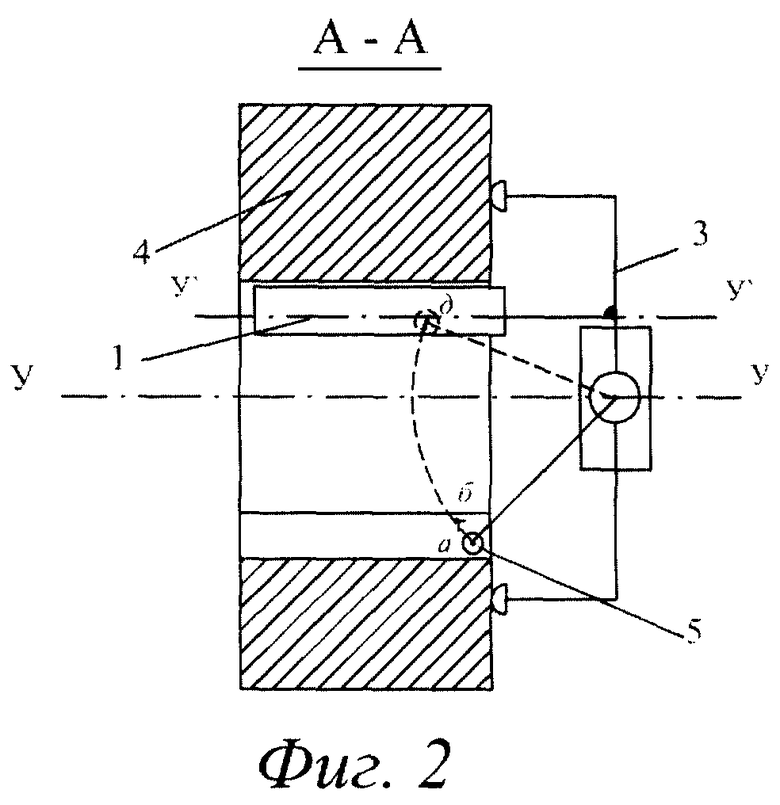
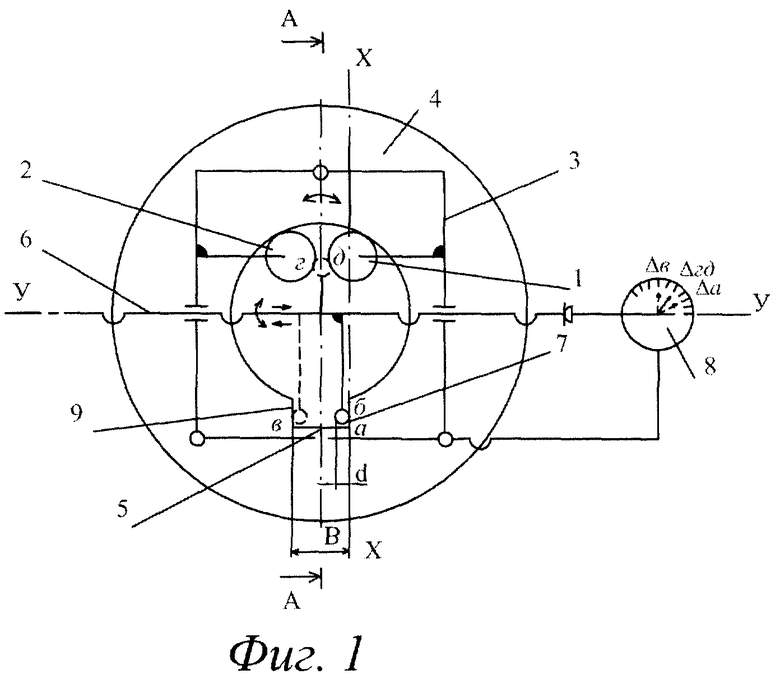
На фиг.1 показана схема осуществления способа, вид спереди; на фиг.2 - разрез по А -А на фиг.1.
На центрирующие пальцы 1 и 2, закрепленные в корпусе 3, устанавливают отверстием объект измерения 4, обеспечивая контакт измерительного щупа 5, жестко закрепленного на штоке 6, с боковой поверхностью 7 проверяемого паза. Выверяют взаимное угловое положение объекта измерения 4 и корпуса 3 путем поворота объекта измерения 4 на центрирующих пальцах 1 и 2 и возвратно-поворотных движений измерительного щупа 5 со штоком 6 вокруг продольной оси упомянутого штока. Возвратно-поворотные движения измерительного щупа 5 со штоком 6 осуществляют по траектории а-б в плоскости Х-X, параллельной продольным осям У'-У' центрирующих пальцев 1 и 2. Выверкой достигают неизменности показаний отсчетной головки 8, установленной в корпусе 3 с возможностью взаимодействия своим наконечником со штоком 6, при упомянутых движениях измерительного щупа 5. Снимают первый отсчет Δа отсчетной головки 8. Вводят измерительный щуп 5 в контакт с другой боковой поверхностью 9 проверяемого паза в точке в, снимают второй отсчет Δв упомянутой головки. Поворачивают измерительный щуп 5 со штоком 6 вокруг продольной оси упомянутого штока и перемещают их вдоль этой оси, добиваясь центрирования измерительного щупа 5 по центрирующим пальцам 1 и 2 путем одновременного касания его боковой рабочей поверхности с рабочими поверхностями центрирующих пальцев 1 и 2 в точках г и д, снимая при этом третий Δгд отсчет отсчетной головки 8. Определяют ширину проверяемого паза по формуле В=(Δа-Δв)+d, где Δа - первый отсчет, Δв - второй отсчет, d - диаметр измерительного щупа. Определяют первый размах W1 по разнице первого Δа и третьего Δгд отсчетов, второй размах W2 по разнице второго Δв и третьего Δгд отсчетов, а отклонение от симметричности - по формуле Δсимм.=(W1-W2)/2.
Таким образом измеряют отклонение от симметричности и ширину шпоночного паза в отверстиях.
Способ может быть использован на машиностроительных предприятиях при измерении ширины шпоночного паза, а также его отклонения от симметричности относительно оси как сквозного, так и глухого отверстия.
Изобретение относится к измерительной технике, в частности к способам для измерения ширины и отклонения расположения шпоночного паза относительно оси отверстия. Объект измерения базируют в корпусе путем установки его отверстием на два центрирующие пальца, обеспечивая при этом контакт измерительного щупа с одной из боковых поверхностей проверяемого паза. Выверяют взаимное угловое положение объекта измерения и корпуса путем возвратно-поворотных движений объекта на центрирующих пальцах и щупа со штоком вокруг оси упомянутого штока. Возвратно-поворотные движения щупа осуществляют в плоскости, параллельной продольным осям центрирующих пальцев. Снимают первый отсчет. Вводят щуп в контакт с другой боковой поверхностью паза, снимают второй отсчет, поворачивают щуп вокруг продольной оси штока и перемещают его вдоль этой оси, снимают третий отсчет. Причем при повороте и перемещении измерительного щупа вдоль оси проводят его центрирование по центрирующим пальцам, которое осуществляется путем одновременного касания боковой рабочей поверхности щупа с рабочими поверхностями центрирующих пальцев. По разнице первых двух отсчетов и с учетом диаметра щупа определяют ширину шпоночного паза, а по полуразности двух размахов, вычисленных соответственно по разностям первого и третьего, второго и третьего отсчетов, определяют отклонение от симметричности. Технический результат - повышение точности, производительности и упрощение измерений. 2 ил.
Способ измерения параметров шпоночного паза отверстия, заключающийся в том, что базируют объект измерения в корпусе, содержащем шток и взаимодействующую со штоком своим наконечником отсчетную головку, путем установки его отверстием на два центрирующие пальца, обеспечивая при базировании контакт измерительного щупа, жестко закрепленного на штоке, с одной из боковых поверхностей проверяемого паза, выверяют взаимное угловое положение объекта измерения и корпуса путем возвратно-поворотных движений объекта измерения на центрирующих пальцах и возвратно-поворотных движений измерительного щупа вокруг продольной оси упомянутого штока, осуществляя последние в плоскости, параллельной продольным осям центрирующих пальцев, и, достигая неизменности показаний отсчетной головки при упомянутых движениях измерительного щупа, снимают первый отсчет отсчетной головки, вводят измерительный щуп в контакт с другой боковой поверхностью проверяемого паза, снимают второй отсчет упомянутой головки, поворачивают измерительный щуп со штоком вокруг продольной оси упомянутого штока и перемещают вдоль этой оси, снимают третий отсчет отсчетной головки, определяют ширину проверяемого паза по разнице первых двух отсчетов и с учетом диаметра измерительного щупа, определяют первый размах, определяют второй размах по разнице второго и третьего отсчетов, а отклонение от симметричности - по полуразности упомянутых размахов, отличающийся тем, что при повороте измерительного щупа со штоком вокруг продольной оси упомянутого штока и перемещении вдоль этой оси центрируют измерительный щуп по центрирующим пальцам путем одновременного касания его боковой рабочей поверхности с рабочими поверхностями центрирующих пальцев, причем третий отсчет снимают при достижении упомянутого центрирования, а первый размах определяют по разнице первого и третьего отсчетов.
| СПОСОБ ИЗМЕРЕНИЯ ПАРАМЕТРОВ ШПОНОЧНОГО ПАЗА ОТВЕРСТИЯ | 2001 |
|
RU2183819C1 |
| СПОСОБ ИЗМЕРЕНИЯ ОТКЛОНЕНИЯ ОТ СИММЕТРИЧНОСТИ ШПОНОЧНОГО ПАЗА СКВОЗНОГО ОТВЕРСТИЯ | 1999 |
|
RU2153151C1 |
| Прибор для контроля шпоночных пазов | 1984 |
|
SU1229558A1 |
| Способ контроля симметричности шпоночного паза коленчатого вала относительно его оси | 1986 |
|
SU1335800A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ПАРАМЕТРОВ ШПОНОЧНОГО ПАЗА ОТВЕРСТИЯ | 2001 |
|
RU2190187C1 |
| СПОСОБ ИЗМЕРЕНИЯ ПАРАМЕТРОВ ШПОНОЧНОГО ПАЗА ВАЛА | 1999 |
|
RU2157508C1 |
| СПОСОБ ИЗМЕРЕНИЯ ОТКЛОНЕНИЙ ОТ ПАРАЛЛЕЛЬНОСТИ ШПОНОЧНОГО ПАЗА ОТНОСИТЕЛЬНО ОСИ БАЗОВОЙ ПОВЕРХНОСТИ | 1994 |
|
RU2091700C1 |
| СПОСОБ РЕГЕНЕРАЦИИ РЕЗИНЫ | 2020 |
|
RU2770045C2 |

